
È necessario avere un abbonamento a JoVE per visualizzare questo. Accedi o inizia la tua prova gratuita.
Method Article
Una tecnica disponibile per la preparazione del nuovo Cast MnCuNiFeZnAl lega con Superior servizio capacità e ad alta temperatura di smorzamento
In questo articolo
Riepilogo
Qui presentiamo un protocollo per ottenere un romanzo basati su Mn-Cu lega con eccellenti prestazioni complete di una tecnologia di fusione di alta qualità e metodi di trattamento termico ragionevole.
Abstract
Leghe a base di manganese (Mn) - rame (Cu) - sono stati trovati per avere capacità di smorzamento e possono essere utilizzati per ridurre le dannose vibrazioni ed il rumore in modo efficace. M2052 (Mn-20Cu-5Ni-2Fe, %) è un ramo importante di leghe a base di Mn-Cu, che possiede eccellenti capacità di smorzamento e la lavorabilità. Negli ultimi decenni, molti studi sono stati effettuati sull'ottimizzazione delle prestazioni di M2052, migliorando la capacità di smorzamento, proprietà meccaniche, resistenza alla corrosione e temperatura di servizio, ecc. I principali metodi di prestazioni ottimizzazione sono leganti, trattamento termico, pretrattamento e diversi modi di stampaggio ecc., tra cui lega, come pure l'adozione di un trattamento termico ragionevole, è il metodo più semplice ed efficace per ottenere la perfetta e completa prestazioni. Per ottenere la lega M2052 con prestazioni eccellenti per lo stampaggio del pezzo fuso, ci proponiamo di aggiungere Zn e alla matrice di lega MnCuNiFe e utilizzare una varietà di metodi di trattamento termico per un confronto nella microstruttura, la capacità di smorzamento e la temperatura di servizio. Così, un nuovo tipo di lega Mn-22.68Cu-1.89Ni-1.99Fe-1.70Zn-6.16Al (at.%) cast-invecchiato con superiore capacità di smorzamento e servizio ad alta temperatura è ottenuto da un metodo di trattamento termico ottimizzato. Confrontato con la tecnica di forgiatura, stampaggio cast è più semplice e più efficiente, e la capacità di smorzamento di questa lega come-cast è eccellente. Di conseguenza, c'è un motivo adatto a pensare che è una buona scelta per le applicazioni di ingegneria.
Introduzione
Poiché le leghe di Mn-Cu sono state trovate di Zener avere smorzamento capacità1, hanno ricevuto attenzione e ricerca diffusa2. I vantaggi di lega Mn-Cu sono che ha elevata capacità di smorzamento, soprattutto ad ampiezze di bassa tensione, e la capacità di smorzamento non può essere disturbato da un campo magnetico, che è molto diverso dalle leghe ferromagnetiche di smorzamento. L'elevata capacità di smorzamento delle leghe a base di Mn-Cu può pricipalmente essere attribuita per la mobilità dei confini interni, tra cui principalmente singoli limiti e confini di fase, che vengono generati nel face-centered-cubic-to-face-centered-tetragonal ( f.c.c-f.c.t) transizione di fase sotto la martensite trasformazione temperatura (Tt)3. È stato trovato che Tt dipende direttamente il contenuto di Mn in lega a Mn-Cu-base4,5; vale a dire, più alto il Mn contenuti, più alto il Tt e meglio la capacità di smorzamento del materiale. La lega, che contiene più di 80% manganese, è stata trovata per avere elevata capacità di smorzamento e la forza ottima quando si dal solido-soluzione temperatura6. Tuttavia, la maggiore concentrazione di Mn nella lega direttamente causerebbe la lega di essere più fragili e hanno un minor allungamento, resistenza all'urto e una resistenza alla corrosione peggio, che significa che la lega non soddisfano i requisiti di ingegneria. Risultati precedenti della ricerca ha rivelato che un trattamento di invecchiamento in condizioni adeguate è un modo efficace per risolvere questo problema; per esempio, Mn-Cu-basato leghe contenenti 50-80% di smorzamento Mn può anche ottenere un alto Tt e capacità di smorzamento favorevole da un trattamento di invecchiamento in temperatura adeguata gamma7. Questo è dovuta alla decomposizione delle γ-fase di genitore in nanoscala Mn-ricco regioni e regioni su scala nanometrica Cu-ricchi mentre invecchiamento nell'intervallo di temperatura di miscibilità gap8,9,10, che è considerato per migliorare Tt di questa lega insieme alla sua capacità di smorzamento. Chiaramente, è un metodo efficace che può combinare elevata capacità di smorzamento con ottima lavorabilità.
M2052 lega utilizzata per la formatura di pezzo fucinato, un rappresentante Mn-Cu-base in lega di elevata capacità di smorzamento con medio contenuto di Mn sviluppato da Kawahara et al. 11, è stato ampiamente studiato negli ultimi decenni. I ricercatori hanno trovato che la lega di M2052 ha un buon sweet spot tra capacità di smorzamento, carico di snervamento e lavorabilità. Confrontato con la tecnica di pezzo fucinato, pezzo fuso è stato ampiamente usato finora a causa del processo di stampaggio semplice, bassi costi di produzione e alta produttività, ecc i fattori influenti (ad esempio, frequenza di oscillazione, ceppo ampiezza, raffreddamento velocità, tempo/temperatura di trattamento termico, ecc.) sulla capacità di smorzamento, microstruttura e meccanismo di M2052 lega di smorzamento sono stati studiati da alcuni ricercatori12,13,14,15 ,16,17,18. Tuttavia, le prestazioni di colata di lega M2052 sono inferiore, per esempio, in una vasta gamma di temperatura di cristallizzazione, la presenza di porosità di fusione e restringimento concentrato, , finalmente con conseguente la meccanica insoddisfacente Proprietà dei getti.
Lo scopo di questa carta è quello di fornire il campo industriale con un metodo fattibile per ottenere un cast che lega con eccellenti proprietà che può essere utilizzato in macchine e nel settore di strumenti di precisione per ridurre le vibrazioni e garantire un prodotto di base di Mn-Cu qualità. Secondo l'effetto dei leganti per la trasformazione di fase e la performance di lancio, è considerato elemento Al ridurre il γ-fase regione e la stabilità della fase γ , che può rendere più facile la fase γ trasformare in un γ' fase con micro-gemelli. Inoltre, la soluzione di atomi di nella fase γ aumenterà la resistenza della lega, che può migliorare le proprietà meccaniche. Inoltre, elemento Al è uno degli elementi importanti che possono migliorare le proprietà di fusione della lega Mn-Cu. Zn elemento è utile per migliorare il casting e smorzamento proprietà della lega. Infine, sono stati aggiunti 2 wt % Zn e 3 wt % alla lega MnCuNiFe quaternaria in questo lavoro e un nuovo cast in lega Mn-26Cu-12Ni-2Fe-2Zn-3Al (% in peso) è stata sviluppata. Inoltre, diversi metodi di trattamento differenti di calore sono utilizzati in questo lavoro e loro effetti distinti sono discussi come segue. Il trattamento di omogeneizzazione è stato utilizzato per ridurre la segregazione di dendrite. La soluzione di trattamento è stato utilizzato per l'immobilizzazione di impurità. Il trattamento di invecchiamento viene utilizzato per l'innesco di decomposizione spinodale; nel frattempo, i vari tempi di invecchiamento sono usati per cercare i parametri di ottimizzazione per eccellenti capacità di smorzamento sia una temperatura alta di servizio. In definitiva, un metodo preferibile trattamento termico è stato proiettato per la superiore capacità di smorzamento, come pure una temperatura alta di servizio.
Si scopre che il massimo attrito interno (Q-1) e il più alta temperatura di servizio possa essere realizzata contemporaneamente da invecchiamento la lega a 435 ° C per 2 h. A causa della semplicità e l'efficienza di questo metodo di preparazione, può essere prodotto una romanzo come fusione basati su Mn-Cu smorzamento in lega con prestazioni eccellenti, che è di importanza pratica importante per la sua applicazione di ingegneria. Questo metodo è particolarmente adatto per la preparazione della lega smorzamento alta Mn-Cu-based che può essere utilizzato per la riduzione delle vibrazioni.
Protocollo
1. preparazione delle materie prime
- Pesare tutte le materie necessarie con una bilancia elettronica da percentuale in massa (65% Manganese elettrolitico, 26% elettrolitico Cu, 2% Fe puro industriale, 2% Ni elettrolitico, 3% Al elettrolitico e il 2% Zn elettrolitico), come illustrato nella Figura 1.
Nota: Tutte queste materie erano commercialmente disponibili.

Figura 1 : Presentazione delle materie prime. I materiali utilizzati comprendono 65 wt % Manganese elettrolitico, 26 wt % Cu elettrolitico, 2 wt % industriale pura Fe, 2 wt % Ni elettrolitico, 2 wt % Zn elettrolitico e 3% in peso elettrolitico altri. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
2. fusione e colata processo
Nota: La procedura dettagliata di colata in sabbia è mostrata nella Figura 2.

Figura 2 : Sabbia colata e stampaggio passaggi. Il processo principale comprende la creazione di modelli, stampi e un'operazione di cast. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Per preparare modelli, fare modelli secondo il disegno del prodotto e assicurarsi che la dimensione del pattern è espanso in una certa misura responsabile di restringimento e quote di lavorazione.
Nota: Il modello materiale utilizzato in questo lavoro è in legno ( Figura 3) perché un reticolo di legno è leggero, facile da lavorare, e ha un ciclo di produzione a basso costo e breve.

Figura 3 : Modelli utilizzati nello stampo casting. Questi modelli in legno sono stati usati per ottenere la forma dei getti. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Per preparare la sabbia di stampaggio, mescolare insieme la sabbia di quarzo con silicato di sodio 4% - 8%.
Nota: Il diametro di sabbia è di circa 0,4 mm e le particelle sono uniformi. - Completare il processo di stampaggio principale dalle mani.
- In primo luogo, mettere due modelli nella beuta di stampaggio.
- Rotolare il pallone dopo speronamento stampaggio sabbia intorno i modelli, quindi ritirare i modelli dalla sabbia.
- Infine, spennellare la superficie dello stampo sabbia con casting rivestimento per migliorare la qualità della superficie fusione e riduzione dei difetti di fusione.
Nota: Lo stampo di sabbia modellato è illustrato nella Figura 4. - Per ottenere uno stampo di sabbia asciutto, mettere lo stampo in forno a 180 ° C e fate cuocere per più di 8 ore prima del getto per migliorare la sua forza e la permeabilità, facilitare la fusione di riempimento e garantire la qualità dei prodotti di fusione.

Figura 4 : Lo stampo di sabbia modellato. Ha due cavità e la sua superficie è stato coperto con un rivestimento. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
3. induzione di fusione
Nota: Utilizzare una media frequenza vuoto induzione forno di fusione.
- Aprire il coperchio del forno, mettere 20,8 kg di Mn, 8,32 kg di Cu, 0,64 kg di Ni, 0,64 kg di Fe, 0,64 kg di Zn e 0,96 kg di materiali nel crogiolo successivamente e coprire i materiali con criolite, finalmente.
- Estrarre lo stampo di colata dal forno e metterlo in forno; regolarne la posizione per un successo di versamento. Chiudere il coperchio, la fornace di vuoto e quindi aprire il sistema di distribuzione del calore per avviare la fusione della lega.
- Quando i metalli iniziano a sciogliersi, riempire il forno con argon ad una pressione negativa di 93-KPa, per inibire gli schizzi di metallo fuso.
- Dopo che la lega ha sciolto, perfezionare il prodotto per alcuni minuti per ridurre le impurità nocive e contenuto di gas.
Nota: La procedura di fusione spesso include fusione e raffinazione.
4. la lega di fusione
- Versare il metallo fuso senza intoppi nello stampo colata dopo il processo di raffinazione.
- Dopo che il metallo fuso è completamente solidificato, rompere il vuoto e togliere lo stampo di colata.
- Rimuovere i pezzi fusi della muffa colata quando la temperatura dello stampo scende ad un livello basso.
5. pretrattamento dei getti
Nota: Il macrophotograph del pezzo stampato è illustrato nella Figura 5.
- Tagliare gli esemplari da casting utilizzando una macchina di taglio lineare.
Nota: Gli esemplari per le misurazioni di x-ray diffractometer (XRD) e l'osservazione metallografica sono in 10 x 10 x 1 mm3. I campioni per l'Analisi Termomeccanica dinamica (DMA) possiedono una dimensione pari a 0,8 x 10 x 35 mm3.

Figura 5 : Le parti stampate in stampo di sabbia e le parti smontate. Due getti sono stati modellati in una sola volta. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
6. trattamento termico
- Dividere gli esemplari lucidati in sette gruppi e mantenere il campione #1 gratuito del trattamento, mantenere uno stato di as-cast per il confronto. Mettere gli altri in un forno a resistenza tipo di box per diversi trattamenti termici.
- Omogeneizzare campioni #2 e #5 a 850 ° C per 24 h e, successivamente, le spegnerà in acqua fredda prima di loro invecchiamento a 435 ° C, campione #2 per 4 h e campione #5 per 2 h.
- Soluzione-ossequio esemplari #3 e #6 a 900 ° C per 1 h e, successivamente, le spegnerà in acqua fredda prima di loro invecchiamento a 435 ° C, campione #3 per 4 h e campione #6 per 2 h.
- Età esemplari #4 e #7 a 435 ° C per 4 h a 2 h, rispettivamente.
7. prova di capacita ' di smorzamento
- Utilizzare un analisi dinamico meccanica (DMA) per misurare la capacità di smorzamento dei campioni17.
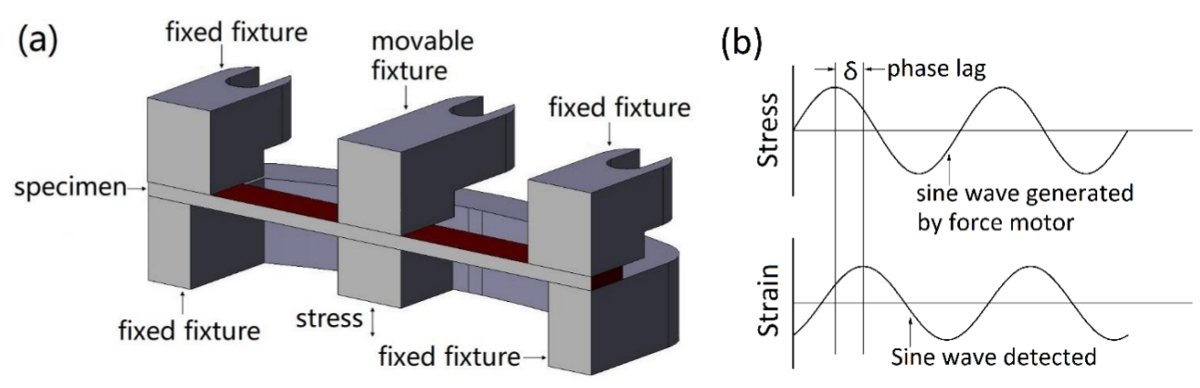
Nota: La modalità test è ceppo sweep a temperatura ambiente. - Durante il test, è necessario rilevare il δ di angolo di fase tra la sollecitazione e lo sforzo (come mostrato nella Figura 6).
- Caratterizzano la capacità di smorzamento di Q-1, che può essere determinato mediante la seguente formula.
Q -1 = tan δ

Figura 6 : La costruzione di dispositivi e test principio del DMA. (a) questo pannello mostra l'apparecchio a doppio sbalzo del DMA. (b) questo pannello mostra il rapporto tra la sollecitazione sinusoidale applicata per lo sforzo ed il ritardo di fase risultante. I valori del GAL tra lo stress e la fatica, come pure il modulo, possono essere calcolati mediante formule. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
8. campione caratterizzazione
-
Lucidatura elettrolitica e osservazione metallografica
- Per un'osservazione di microstruttura del dendrite, etch tutti gli esemplari per circa 1 minuto in una soluzione mista di acido perclorico e alcool assoluto alle 01:27.
- Quindi, pulire gli esemplari con acetone, essiccare il campione con un soffiatore e osservare la struttura dendritica con un microscopio metallografico.
-
Caratterizzazione strutturale di fase
- Caratterizzare la struttura di fase e i parametri reticolari degli esemplari mediante diffrazione di raggi x (XRD) con radiazione CuKα12,22.
Nota: Utilizzare una velocità di scansione a 2°/min. Prima della misurazione XRD, preparare gli esemplari accuratamente rimuovendo qualsiasi stress di superficie.
- Caratterizzare la struttura di fase e i parametri reticolari degli esemplari mediante diffrazione di raggi x (XRD) con radiazione CuKα12,22.
Risultati
La figura 7 Mostra la dipendenza della capacità totale smorzamento dell'ampiezza di ceppo per la lega di MnCuNiFeZnAl come-cast esemplari #1 - #7 e come cast M2052. I risultati mostrano che la capacità di smorzamento dell'esemplare #1 è superiore a quella di fusione M2052 lega (come mostrato nella Figura 7a) e il tradizionale forgiato in lega di elevata capacità di smorzamento M2052 accennata in precedenti articoli
Discussione
Per garantire che questo tipo di lega a base di Mn-Cu come cast possiede sia superiore capacità di smorzamento ed eccellenti proprietà meccaniche, è necessario garantire che i getti hanno una composizione chimica stabile, un'elevata purezza e una struttura di cristallo eccellente. Pertanto, rigoroso controllo di qualità è necessario per i processi di fusione, colata e trattamento termico.
In primo luogo, è necessario scegliere gli ingredienti giusti per la lega. Si deve considerare che g...
Divulgazioni
Gli autori non hanno nulla a rivelare.
Riconoscimenti
Diamo grazie al sostegno finanziario di National Natural Science Foundation of China (11076109), il programma di studiosi di Hong Kong (XJ2014045, G-YZ67), il "piano di 1000 talenti" della provincia del Sichuan, il talento Introduzione programma di Sichuan University ( YJ201410), l'innovazione e l'esperimento creativo programma di Sichuan University (20171060, 20170133).
Materiali
| Name | Company | Catalog Number | Comments |
| manganese | Daye Nonferrous Metals Group Holdings Co., Ltd. | DJMnB | produced by electrolysis |
| copper | Daye Nonferrous Metals Group Holdings Co., Ltd. | Cu-CATH-2 | produced by electrolysis |
| Nickel | Daye Nonferrous Metals Group Holdings Co., Ltd. | Ni99.99 | produced by electrolysis |
| Iron | Ningbo Jiasheng Metal Materials Co., Ltd. | YT01 | industrial pure Fe |
| Zinc | Daye Nonferrous Metals Group Holdings Co., Ltd. | 0# | produced by electrolysis |
| Aluminum | Daye Nonferrous Metals Group Holdings Co., Ltd. | Al99.90 | produced by electrolysis |
Riferimenti
- Zener, C. . Elasticity and anelasticity of metals. , (1948).
- Jensen, J. W., Walsh, D. F. Manganese-Copper damping alloys. Bulletin 624. , (1965).
- Wang, X. Y., Peng, W. Y., Zhang, J. H. Martensitic twins and antiferromagnetic domains in gamma-MnFe(Cu) alloy. Materials Science and Engineering A. 438, 194-197 (2006).
- Wang, X. Y., Zhang, J. H. Structure of twin boundaries in Mn-based shape memory alloy: a HRTEM study and the strain energy driving force. Acta Materialia. 55 (15), 5169-5176 (2007).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. Decomposition behavior of the gamma(Mn) solid solution in a Mn-20Cu-8Ni-2Fe (at%) alloy studied by a magnetic measurement. Materials Transactions,JIM. 40 (5), 451-454 (1999).
- Dean, R. S., Potter, E. V., Long, J. R. Properties of transitional structures in Copper-Manganese alloys. Metallurgical and Materials Transactions, ASM. 34, 465-500 (1945).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. Temperature dependent damping behavior in a Mn-18Cu-6Ni-2Fe alloy continuously cooled in different rates from the solid solution temperature. Scripta Materialia. 38 (9), 1314-1346 (1998).
- Findik, F. Improvements in spinodal alloys from past to present. Materials and Design. 42 (42), 131-146 (2012).
- Yan, J. Z., Li, N., Fu, X., Zhang, Y. The strengthening effect of spinodal decomposition and twinning structure in MnCu-based alloy. Materials Science and Engineering A. 618, 205-209 (2014).
- Soriano-Vargas, O., Avila-Davila, E. O., Lopez-Hirata, V. M., Cayetano-Castro, N., Gonzalez-Velazquez, J. L. Effect of spinodal decomposition on the mechanical behavior of Fe-Cr alloys. Materials Science and Engineering A. 527 (12), 2910-2914 (2010).
- Yin, F. X. Damping behavior characterization of the M2052 alloy aimed for practical application. Acta Metallurgica Sinica. 39 (11), 1139-1144 (2003).
- Yin, F. X., Ohsawa, Y., Sato, A., Kohji, K. Decomposition of high temperature gamma(Mn) phase during continuous cooling and resultant damping behavior in Mn74.8Cu19.2Ni4.0Fe2.0 and Mn72.4Cu20.0Ni5.6Fe2.0 alloys. Materials Transactions, JIM. 39 (8), 841-848 (1998).
- Sakaguchi, T., Yin, F. X. Holding temperature dependent variation of damping capacity in a MnCuNiFe damping alloy. Scripta Materialia. 54 (2), 241-246 (2006).
- Tanji, T., et al. Measurement of damping performance of M2052 alloy at cryogenic temperatures. Journal of Alloys and Compounds. 355 (1-2), 207-210 (2003).
- Yin, F. X., Iwasaki, S., Sakaguchi, T., Nagai, K. Susceptibility of damping behavior to the solidification condition in the as-cast M2052 high-damping alloy. Key Engineering Materials. 319, 67-72 (2006).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. Characterization of the strain-amplitude and frequency dependent damping capacity in the M2052 alloy. Materials Transactions, JIM. 42 (3), 385-388 (2001).
- Zhong, Z. Y., et al. Mn segregation dependence of damping capacity of as-cast M2052 alloy. Materials Science and Engineering A. 660, 97-101 (2016).
- Liu, W. B., et al. Novel cast-aged MnCuNiFeZnAl alloy with good damping capacity and high service temperature toward engineering application. Materials Design. 106, 45-50 (2016).
- Cowlam, N., Shamah, A. M. A diffraction study of y-Mn-Cu alloys. Journal of Physics F: Metal Physics. 11 (1), 27-43 (1981).
- Yan, J. Z., et al. Effect of pre-deformation and subsequent aging on the damping capacity of Mn-20 at.%Cu-5 at.%Ni-2 at.%Fe alloy. Advanced Engineering Materials. 17 (9), 1332-1337 (2015).
- Zhang, Y., Li, N., Yan, J. Z., Xie, J. W. Effect of the precipitated second phase during aging on the damping capacity degradation behavior of M2052 alloy. Advances in Materials Research. 873, 36-41 (2014).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. X-ray diffraction characterization of the decomposition behavior of gamma(Mn) phase in a Mn-30 at.% Cu alloy. Scripta Materialia. 40 (9), 993-998 (1999).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. Phase decomposition of the gamma phase in a Mn-30 at.% Cu alloy during aging. Acta Materialia. 48 (6), 1273-1282 (2000).
- Ritchie, I. G., Sprungmann, K. W., Sahoo, M. Internal-friction in Sonoston - a high damping Mn/Cu-based alloy for marine propeller applications. Journal De Physique. 46 (C-10), 409-412 (1985).
- Kawahara, K., Sakuma, N., Nishizaki, Y. Effect of Fourth Elements on Damping Capacity of Mn-20Cu-5Ni Alloy. Journal of the Japan Institute of Metals. 57 (9), 1097-1100 (1993).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati