このコンテンツを視聴するには、JoVE 購読が必要です。 サインイン又は無料トライアルを申し込む。
Method Article
リチウムイオンコイン電池の非水系電極加工および建設
要約
Non-aqueous electrode processing is central to the construction of coin cells and the evaluation of new electrode chemistries for lithium-ion batteries. A step-by-step guide to the basic practices needed as an electrochemical engineer working with batteries in an academic experimental setting is furnished.
要約
Research into new and improved materials to be utilized in lithium-ion batteries (LIB) necessitates an experimental counterpart to any computational analysis. Testing of lithium-ion batteries in an academic setting has taken on several forms, but at the most basic level lies the coin cell construction. In traditional LIB electrode preparation, a multi-phase slurry composed of active material, binder, and conductive additive is cast out onto a substrate. An electrode disc can then be punched from the dried sheet and used in the construction of a coin cell for electrochemical evaluation. Utilization of the potential of the active material in a battery is critically dependent on the microstructure of the electrode, as an appropriate distribution of the primary components are crucial to ensuring optimal electrical conductivity, porosity, and tortuosity, such that electrochemical and transport interaction is optimized. Processing steps ranging from the combination of dry powder, wet mixing, and drying can all critically affect multi-phase interactions that influence the microstructure formation. Electrochemical probing necessitates the construction of electrodes and coin cells with the utmost care and precision. This paper aims at providing a step-by-step guide of non-aqueous electrode processing and coin cell construction for lithium-ion batteries within an academic setting and with emphasis on deciphering the influence of drying and calendaring.
概要
リチウムイオン電池は、エネルギー貯蔵装置1-4の絶えず増大する要求を満たすための有望な供給源を表します。 LIBSの能力の向上は、電気自動車5,6の有効範囲を改善するだけでなく、次にグリッドエネルギー貯蔵アプリケーション7で使用するためのLIBSの生存率を増加させ、放電の深さを、減少させることによって、そのサイクル寿命を改善しないであろう。
もともと1970年代8に補聴器に使用し、コイン電池、今日は、一般的に、新規および既存の電極材料の開発、評価で使用されています。電池のための最小のフォームファクタの一つとして、これらの細胞は、学術研究の設定の電池を作成するための簡単かつ効果的な方法を表します。一般的なリチウムイオン電池は、正極、負極集電体、およびアノードとカソードの短絡を防ぐ多孔質セパレータで構成されています。リチウムイオン電池の作動中に、IONSと電子が移動体です。放電時に、イオンが多孔質セパレータを介して負極(アノード)からおよび正電極、又はカソードに移動します。一方、電子は、最終的には、カソード側のイオンと再結合、外部回路全体で、集電体を通って移動します。イオンおよび電子移動に関連した任意の抵抗を低減するために、コンポーネントが適切に配向する必要がある - 距離イオンの移動が最小化されるべきです。典型的には、これらのコンポーネントは、「サンドイッチ」の設定を組み合わせています。電気自動車で使用される電池、携帯電話、家電、電池のフォームファクタに応じて、螺旋状に巻かれたまたは折り畳まれている大規模なサンドイッチで構成されています。細胞のこれらのタイプは、高いコストをかけず、小さなスケールで製造するのが非常に困難な場合があります。しかし、コイン電池のセル内の単一のサンドイッチがあります。特殊な装置は、電極を作成することが必要であるが、私コインセルを、N、細胞自体を迅速に手で組み立てられ、制御された環境内に密封することができます。
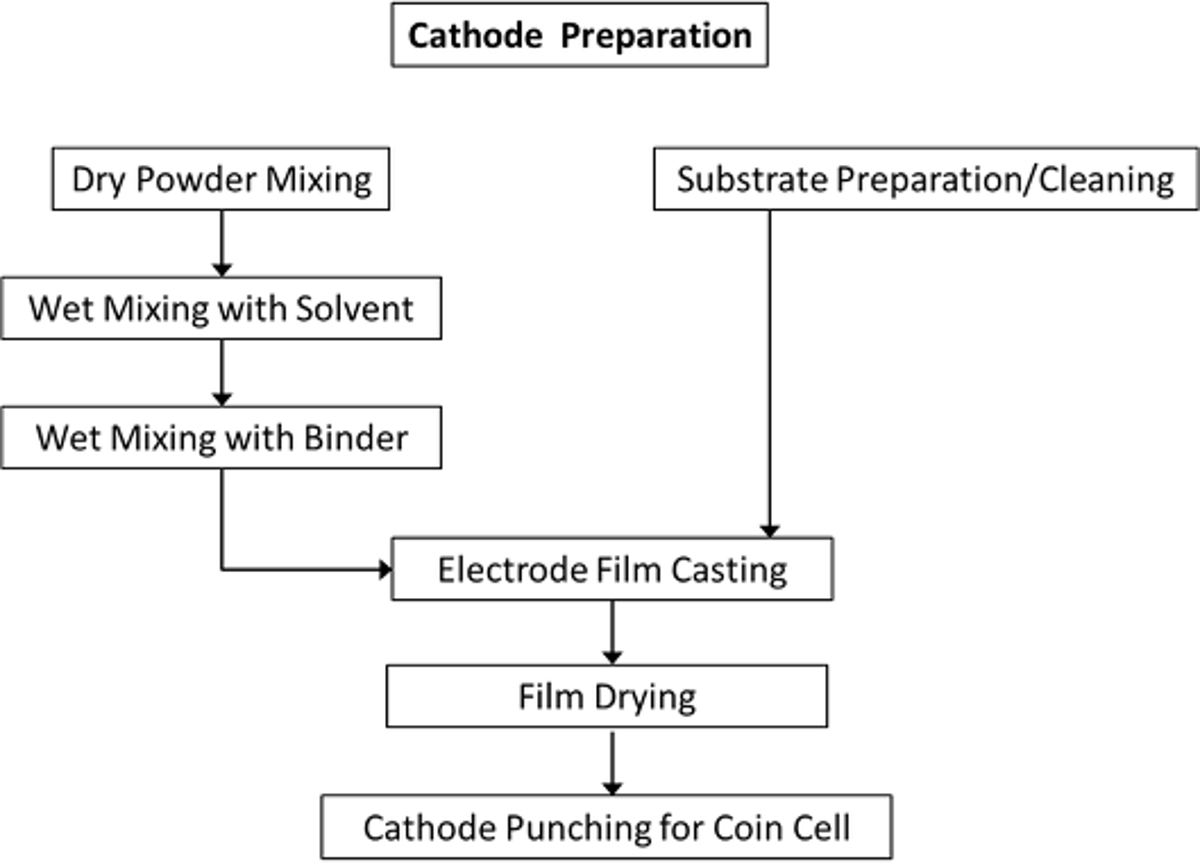
電池の性能は、タイプに関係なく、正と負極、電解質の選択、およびセルアーキテクチャ4,9-13を形成する材料に依存しています。典型的なLIB電極はLi含有活物質、導電助剤、ポリマーバインダー、および電解質で充填される空隙の組み合わせで構成されています。 - 多くの場合、ほとんど注目されているステップ、乾燥粉末混合、湿式混合、基板準備、フィルム塗布、乾燥:電極の処理は、5つの主要なステップにまとめることができます。これらの処理ステップを使用して電極を製造する場合、最終目標は、活物質、導電助剤、結着剤からなる均一な電極膜を達成することです。この均一な分布がLIBS 14-18の最適なパフォーマンスに重要です。
NT ">このガイドでは、新規および既存の電極材料の評価のためにコイン電池を製造するためのエネルギーと交通科学研究所(ETSL)でテキサスA&Mで、テキサス州立大学で利用手順を表します。多くのソースで文書発見の基本的な手順を超えて、私たちはしばしば同様の方法文書や多くの出版物から除外されている重要な詳細に注目し、重要なステップで私たち自身の専門知識が含まれている。また、私たちの研究室で利用主要な物理的および電気化学的方法(定電流サイクリング、電気化学インピーダンス分光法(EIS))内解明されています。プロトコル
このプロトコルで利用される溶媒、試薬、または乾燥粉末のいずれかを使用する場合には注意が必要です。すべてのMSDSシートを読み、適切な安全対策をとります。標準的な安全装置は、手袋、安全眼鏡、と白衣が含まれています。
1.カソードの準備
注:陰極の製造工程の概略を図1に示されています。

図1.カソードを作成するETSLで利用手順の概略図。メインプロセスはコイン細胞に電極シートおよび組み込みの乾燥し、洗浄アルミニウム基板上に電極スラリーの製造及び鋳造が含まれています。 こちらをクリックしてください。大きなVeを見ますこの図のrsion。
{kind=link}
- アルミニウム基板の準備
- カット「12による「4.5ペーパーカッターやハサミを使って厚さ15μmのアルミニウム(Al)箔のシート。
- ボードに箔を接着した後、基板に箔シートを配置するためにクリーンなプラスチック板の表面にアセトンをスプレーします。
- 箔の表面にアセトンの寛大な量をスプレーし、小さな半円形の動きとスコッチパッドを使用して表面全体をスクラブし始めます。表面に追加のアセトンをスプレーし、ペーパータオルで残留物を拭いてください。
- 反対側のための手順を1.1.2-1.1.3繰り返した後、鋳造側のためもう一度繰り返します。
- 洗浄フリップフロッと反対側で繰り返し、次いで、第一の側面の鋳造に脱イオン(DI)水を用いてアルミニウムシートをエッチングします。 DI水が悪い湿潤性を表示し、液滴を形成することなく、シートの表面から流れないようにAl箔の表面を再スクラブ。イソプロピルでリンスを繰り返しアルコール。
- 2紙タオルの間に洗浄のAlシートを移し、2つの平坦面と紙タオルの間に圧縮状態で約20分間乾燥させます。
- スラリー調製
- 電極シートの所望の組成に基づき、活物質、導電助剤及び結着剤の重量を選択してください。 (70重量%のリチウム-マンガン-コバルト酸化物、マンガンのLiNi 1/3 1/3 Co 1/3 O 2(NMC、活物質)、20重量%のカーボンブラック、導電性の1.25グラムの総乾燥粉末重量を選択します添加剤)および10%ポリビニリデンジフルオリド(PVDFバインダー)。
- NMCのうち0.875グラムとめのう乳鉢と乳棒にカーボンブラックと場所の0.25グラムを測定します。軽く研削せずに材料を一緒に混ぜます。混合物を均一な粉末が視覚的に観察されるまで、3〜5分間、乳鉢と乳棒で手でミルを形成するために開始された後。
- 使い捨てミキシングチューブに混合粉末を移します秤量紙の切れ端で。 1-メチル-2-ピロリジノンを5.5 mlの(NMP)、非水性溶媒と一緒に、粉末16のガラス球(直径6mm)を加えます。
- 管駆動ステーションに使い捨てチューブを置き、所定の位置にロックします。ドライブの電源を入れ、ゆっくりと最高速度まで上昇。内容は15分間混合することができます。
- チューブに直接NMP溶液中で10%のPVDFの1.25グラムを追加します。 1.2.4での同様の手順で、バックドライブにチューブを置き、8分間の混合を可能にします。チューブは、従来(下)鋳造に5分以上放置された場合、さらに15分間内容物を混合します。
- 鋳造および乾燥
- イソプロピルアルコール、ペーパータオルで自動フィルムアプリケーターの金属表面を清掃してください。ドクターブレードがきれいで、希望鋳造の高さ(200ミクロン)に設定されていることを確認してください。
- フィルムアプリケーターの表面にイソプロピルアルコールの層を適用し、DRIを配置EDのアルミニウム基板表面に光沢のあるダウンサイド。すべてのしわ及びイソプロピルが削除されるまで折り畳まれた紙タオルで過剰のイソプロピルアルコールを押します。しっかりと所定の位置に基板のいずれかを保持することにより、基板を引き裂くないように注意してください。
- チューブドライブから混合管を外し、コンテナを開きます。約1インチ基板の上面(初期鋳造側)2から3インチラインの基板の表面にスラリーを注ぎます。きれいな金属ピンセットでシートから任意のガラスのボールを削除します。
- 20ミリメートル/秒に鋳造速度を設定し、フィルムアプリケーターの鋳造アームを活性化させます。
- しわがシートに形成されない保証するために、段ボールの薄片を用いたフィルムアプリケーターの表面からキャスト電極を持ち上げます。
- 電極シートを室温で16時間乾燥することができます(〜24℃)〜3時間またはシートが乾燥するまで70℃で乾燥しました。電極はFUで、環境的に絶縁されていることを確認してください私は、フードまたは不均一な乾燥を防ぐために密閉室。
- カソード電極パンチング
- アルミニウム金属の洗浄シート上に乾燥した電極シートを配置します。のエッジの周りの圧力を½ "穴パンチを、均一な表面とシートの領域にそっと置きます(エッジが不均一に表示される場合があります)。ゆっくりと(手で)パンチに圧力を適用し、「取り出しロール」きれいにカットを確保するためのパンチ。
- (代替)マニュアルパンチングの代わりに正確なディスクカッターを利用した電極板を切り取り。
- 洗浄、プラスチックピンセットでシートから電極を外し、電極表面を上に向けて、標識されたバイアル中に配置します。二回繰り返します。
- (オプション)ラボ機の表面にパンチング電極を配置します。およそ4 MPaの(最適な圧力を利用プレスによって異なります)の圧力を適用します。残りの電極について、この手順を繰り返します。
- バキュにバイアルを置きますええとオーブン、残りの水分を除去する12時間-0.1 MPaので120℃での電極は、さらに乾燥することができます。後、電極を除去し、0.0001グラム内でそれらの重量を量ります。
- グローブボックスの副室を開き、トレイにバイアルを置きます。室にドアを閉じて、準備室のハッチを締め2本の指を使って、気密シールを確保します。
- ダウン-0.1 MPaのに真空を持参した後、アルゴンを充填。グローブボックス内に搬入サンプルに応じて、このプロセスを1-2回繰り返します。
全セルのための2アノードシート
- 代わりに、アルミニウム箔の基材として厚さ9μmの銅箔を用いた以外は繰り返しセクション1。シートの組成物は、特定のニーズに合うように変更することができます。
3.コイン電池プレアセンブリ
注意:コイン電池の構成はグローブボックス内の不活性(アルゴン)環境内で実行されます。 Eエクストリームの注意が外部雰囲気に内部環境の露出を最小限に抑えるように注意する必要があります。可能な場合は、グローブボックス内に鋭い材料との作業は最小限にすべきです。一般的な規則として、グローブボックス内のタスクは、タスクの外部で実行されるであろう速度よりも3倍の時間を取る必要があります。手袋はまた、異なる物質で作業するときの露出を最小限にするためにグローブボックス用手袋の上から着用する必要があります。
注意:このような(部品配置のための)プラスチックピンセットなどのツールキャップ、ケース、波バネ、 ガスケット、スペーサー、リチウムリボン、電解質を含む残りのコイン電池の構築に必要なコンポーネントは、アルゴンを充填したグローブボックス内に含まれています万人あたり0.5部未満に維持し、O 2とH 2 Oのレベルを持ちます。 (リントフリーのタスクワイプを含む)をグローブボックスに挿入されたすべてのコンポーネントがどれかを削除するには-0.1 MPaの圧力で120℃の真空オーブン中でO / N加熱しなければなりません水分。
- 対向電極の作製
- グローブボックス内では、密閉された容器から(0.75 mm厚)リチウムリボンを削除し、プラスチックブロックの表面に一部をロールアウト。カミソリの刃を使用して、慎重に箔表面からの黒色の酸化を削り取ります。手袋を切断避けるために細心の注意を払ってください。
- 9/16「穴パンチを取り、リチウムリボンのディスクをパンチアウト。パンチのうち、リチウムディスクをプッシュする(グローブボックス内のゴム手袋によりリチウムから分離された)人間の指など、鈍いツールを使用します。
- 厚さ0.5mmのスペーサーを取り、ゆっくりと指の間の表面にリチウムディスクを適用します。スペーサーの中心にリチウムディスクスティックを確認し、平坦である - 不均一な表面に凹凸電流分布を引き起こす可能性があります。
- 電解質の準備
- (:1容量EC / 12月1日で、この場合の1 MのLiPF 6)を選択した電解質を保存電解質としてアルミニウム容器で常にグローブボックス内に感光性です。
- 作業容器内に、原料容器から電解液の少量を削除します。
- セルガードセパレータの準備
- プリンタ用紙の折りシートとの間にセパレータ膜のシートを配置します。アルミニウム金属のシートに折り畳まれた紙と膜を配置します。
- 穴パンチの上にクッション層を配置し、¾ "直径のセパレータ膜をパンチするためにハンマーを使用しています。
- 1.4.6-1.4.7で説明した手順を利用し、グローブボックスに打ち抜いたセパレータディスクを転送します。
注意:これは、構築されている各コイン電池のための個々のセパレータをパンチアウトすることを避けるために大量にこのステップを実行することをお勧めします。
4.コイン電池組立
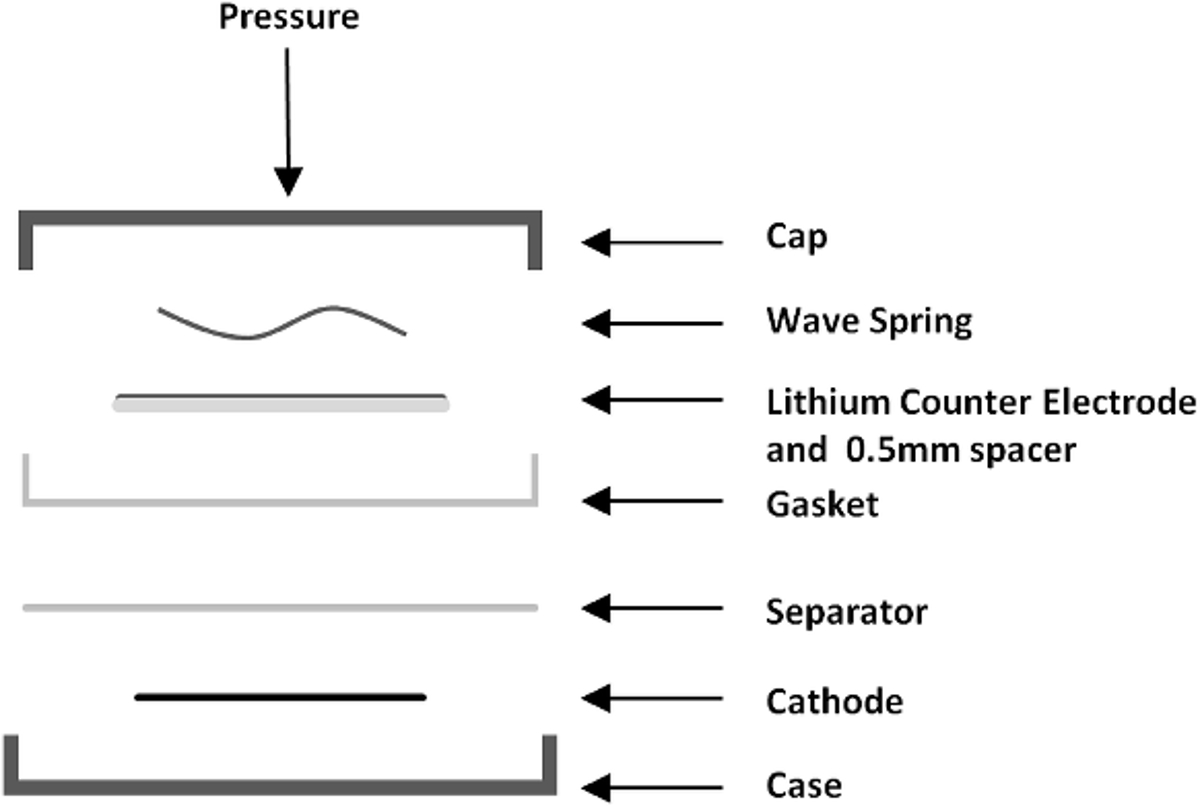
注意:コイン電池の構成は図2に示します 。

図セル内の配置順に表示2.コイン電池部品。カソードの配置はセルのシールが続くと、セパレータ、ガスケット、対極及びウェーブスプリングが続いている。 この図の拡大版を表示するには、こちらをクリックしてください。
{kind=link}
- インテリア控えの間の扉を開きます。グローブボックスに控えの間に他の部品を引き、内部控えの間のドアを再シール。
- 小さな計量ボートにコイン電池ケースを置きます。コイン電池ケースの中央にカソードを配置します。電極の中心に電解液の1-2〜30μlの滴を適用し、例リムの両側に1滴を適用します。
- 上の単一¾ "セパレーターを配置電極の表面に。フォースアウトリップによってケースをつかんで軽く場所に電極をタップして、ピンセットの平らなエッジを使用し、再センター陰極捕捉される気泡を。それは元の位置に貼り付ける場合は、電極のより良い動きを可能にするために、電解質の追加の1〜2滴を適用します。
- 平らな面を下にし、唇側を上に向けた状態で、ケースにガスケットを配置します。前セル挿入を光にかざすことにより、ガスケットの向きを確認してください。
- セルの中心に電解液の2-3〜30μlの滴を適用し、下に向けリチウムを中心に準備された対向電極を配置します。中心の対向電極の上にウェーブスプリングを配置します。
- それは波形ばね表面の大部分をカバーし、湾曲した凸状メニスカスを形成するまで電解液でいっぱい(〜0.7ミリリットル)にセルを埋めます。
- トンを利用した細胞の上にコイン電池キャップを慎重に置きます彼は、セルの上に垂直方向の中央キャップを保持するためにピンセット。電解質の過度の損失を回避するためにキャップを中央に注意してください。
- それはガスケットのリップにセットされるまで(手で)キャップを押し下げます。クリンパに細胞を移し、細胞を圧着金型の溝の中央に配置されていることを確認します。 〜6.2メガパスカル(900 PSI)と解放の圧力にセルを圧着します。
- (手で)クリンパからセルを削除し、余分な電解質を落とします。全ての所望の細胞が構築されるまで、ステップ4.2- 4.9を繰り返します。いずれのこぼれた電解質を清掃し、適切な容器にゴミを置きます。グローブボックスの外に細胞を移し、それらにラベルを付けます。
5.電気化学的評価
- バッテリーサイクラーに洗浄セルを接続します。端子が正しく開回路電位を測定することにより、接続されていることを確認します。正でない場合は、接続を逆にします。
- 乾燥ELECの重量に基づいて所望の電流を計算しますアルミニウム基板、アルミニウム、重量活物質の割合、および利用活性物質の定格比容量の既知の質量の表面にtrode。
- 0.70×155ミリアンペア時/グラム= 0.3906ミリアンペア× - 0.0090グラムの測定電極質量、0.0054グラムのアルミディスク質量、および155ミリアンペア時/グラムの定格容量と、(0.0054グラム0.0090グラム)などの所望の電流を決定します。完全に1時間(1C)でセルを放電するのに必要な電流での放電のために、印加電流は0.3906ミリアンペアです。
- 充電/ 4倍、Cの速度/ 10(定電流、定電流)で4.2 Vと2.8 Vのサイクルセルの上下の電圧レベルとの間のセルを放電するためにサイクラーにスケジュールを設定します。そして、C / 10で一度電池を充電します。
- 5 回目の C / 10充電した後、サイクラーからセルを削除する(必要な場合)、1時間休憩した後、細胞に電気化学インピーダンス分光法19(EIS)を行います。バックセルを配置C / 10でサイクラーと放電に。 1時間休憩した後、もう一度、EISを実行します。
- 100 1Cサイクルに続いて、C / 5、C、2C、5C、および10Cのレートでは、サイクラーおよびサイクルに戻ってセル5回セルを配置します。
- カソード中に存在する活性物質の質量ミリアンペア時のキャパシティを分割して各Cレートでの細胞の特定の容量を決定します。最初の5 1Cサイクルの平均比容量によって最後の5 1Cサイクルの平均比容量を分割することにより、容量保持率を計算します。
結果
正しくキャスト電極シートは、表面外観に均一に見えるし、適切に集電体に付着する必要があります。通常、電極シートの剥離が悪い基板のエッチング、または最初の混合段階ではほとんどのNMPを有するいずれかが原因で発生します。また、あまりにも多くのNMPは望ましくない多孔性の高い程度を、表示するシートを引き起こす可能性があります。最後に、第3のパタ...
ディスカッション
湿式混合段階の最適化は、スラリー粘度とコーティング能力、電極の影響均一性と密着性に極めて重要です。ここで、高せん断混合法を利用し、溶剤、添加剤、結合剤、及び活性物質がバイアル中に存在するガラス・ボールの運動の動きを利用して一緒に混合されます。この混合技術は、磁気撹拌法に比べてはるかに迅速な混合時間の利点を提供しています。これを越えて、この高剪断混合?...
開示事項
The authors have nothing to disclose.
謝辞
この作品は、財政的にテキサスA&M大学教員の研究開始許可(ムカジー)とテキサス州立大学起動資金(ローズ)でサポートされています。
資料
| Name | Company | Catalog Number | Comments |
| LiNiMNCoO2 (NMC, 1:1:1) | Targray | PLB-H1 | |
| CNERGY Super C-65 | Timcal | ||
| Polyvinylidene Difluoride (PVDF) | Kynar | Flex 2801 | |
| 1-Methyl-2-pyrrolidinone anhydrous, 99.5% NMP | Sigma-Aldrich | 328634 | |
| 1.0 M LiPF6 in EC/DEC (1:1 by vol) | BASF | 50316366 | |
| Celgard 2500 Separator | MTI | EQ-bsf-0025-60C | 25um thick; Polypropylene |
| Aluminum Foil | MTI | EQ-bcaf-15u-280 | |
| Lithium Ribbon | Sigma Aldrich | 320080 | 0.75 mm thickness |
| 2-Propanol, ACS reagent, ≥99.5% | Sigma Aldrich | 190764 | |
| Acetone, ACS reagent, ≥99.5% | Sigma Aldrich | 179124 | |
| Stainless Steel CR2032 Coin Cell Kit | Pred Materials | case, cap, and PP gasket | |
| Stainless Steel Spacer | Pred Materials | 15.5 mm diameter x 0.5 mm thickness | |
| Stainless Steel Wave Spring | Pred Materials | 15 mm diameter x 1.4 mm height | |
| Analytical Scale | Ohaus | Adventurer AX | |
| Agate Mortar and Pestle | VWR | 89037-492 | 5 inch diameter |
| Tube Drive | IKA | 3645000 | |
| 20 ml Stirring Tube | IKA | 3703000 | |
| Glass balls | McMaster-Carr | 8996K25 | 6 mm diameter |
| Automatic Film Applicator | Elcometer | K4340M10- | |
| Doctor Blade | Elcometer | K0003580M005 | |
| Die Set | Mayhew | 66000 | |
| Vacuum Oven | MTI | ||
| Vacuum Pump | MTI | ||
| Laboratory Press | MTI | YLJ-12 | |
| Hydraulic Crimper | MTI | MSK-110 | |
| Glovebox | MBraun | LABstar | |
| Battery Cycler | Arbin Instruments | BT2000 | |
| Potentiostat/Galvanostat/EIS | Biologic | VMP3 |
参考文献
- Wagner, R., Preschitschek, N., Passerini, S., Leker, J., Winter, M. Current research trends and prospects among the various materials and designs used in lithium-based batteries. J Appl Electrochem. 43, 481-496 (2013).
- Whittingham, M. S. Lithium batteries and cathode materials. Chem Rev. 104, 4271-4301 (2004).
- Ellis, B. L., Lee, K. T., Nazar, L. F. Positive Electrode Materials for Li-Ion and Li-Batteries. Chem Mater. 22, 691-714 (2010).
- Tarascon, J. M., Armand, M. Issues and challenges facing rechargeable lithium batteries. Nature. 414, 359-367 (2001).
- Smith, K., Wang, C. Y. Power and thermal characterization of a lithium-ion battery pack for hybrid-electric vehicles. J Power Sources. 160, 662-673 (2006).
- Lu, L. G., Han, X. B., Li, J. Q., Hua, J. F., Ouyang, M. G. A review on the key issues for lithium-ion battery management in electric vehicles. J Power Sources. 226, 272-288 (2013).
- Dunn, B., Kamath, H., Tarascon, J. M. Electrical Energy Storage for the Grid: A Battery of Choices. Science. 334, 928-935 (2011).
- Cich, E. R. Button Cell battery. US patent. , (1972).
- Elul, S., Cohen, Y., Aurbach, D. The influence of geometry in 2D simulation on the charge/discharge processes in Li-ion batteries. J Electroanal Chem. 682, 53-65 (2012).
- Buqa, H., Goers, D., Holzapfel, M., Spahr, M. E., Novak, P. High rate capability of graphite negative electrodes for lithium-ion batteries. J Electrochem Soc. 152, A474-A481 (2005).
- Chen, Y. H., Wang, C. W., Zhang, X., Sastry, A. M. Porous cathode optimization for lithium cells: Ionic and electronic conductivity, capacity, and selection of materials. J Power Sources. 195, 2851-2862 (2010).
- Arora, P., Doyle, M., Gozdz, A. S., White, R. E., Newman, J. Comparison between computer simulations and experimental data for high-rate discharges of plastic lithium-ion batteries. J Power Sources. 88, 219-231 (2000).
- Dillon, S. J., Sun, K. Microstructural design considerations for Li-ion battery systems. Curr Opin Solid St M. 16, 153-162 (2012).
- Harris, S. J., Lu, P. Effects of Inhomogeneities-Nanoscale to Mesoscale-on the Durability of Li-Ion Batteries. J Phys Chem C. 117, 6481-6492 (2013).
- Liu, G., Zheng, H., Song, X., Battaglia, V. S. Particles and Polymer Binder Interaction: A Controlling Factor in Lithium-Ion Electrode Performance. J Electrochem Soc. 159, A214-A221 (2012).
- Zheng, H. H., Yang, R. Z., Liu, G., Song, X. Y., Battaglia, V. S. Cooperation between Active Material, Polymeric Binder and Conductive Carbon Additive in Lithium Ion Battery Cathode. J Phys Chem C. 116, 4875-4882 (2012).
- Liu, Z. X., Battaglia, V., Mukherjee, P. P. Mesoscale Elucidation of the Influence of Mixing Sequence in Electrode Processing. Langmuir. 30, 15102-15113 (2014).
- Liu, Z. X., Mukherjee, P. P. Microstructure Evolution in Lithium-Ion Battery Electrode Processing. J Electrochem Soc. 161, E3248-E3258 (2014).
- Zheng, H. H., Tan, L., Liu, G., Song, X. Y., Battaglia, V. S. Calendering effects on the physical and electrochemical properties of Li[Ni1/3Mn1/3Co1/3]O-2 cathode. J Power Sources. 208, 52-57 (2012).
- Zheng, H. H., Li, J., Song, X. Y., Liu, G., Battaglia, V. S. A comprehensive understanding of electrode thickness effects on the electrochemical performances of Li-ion battery cathodes. Electrochim Acta. 71, 258-265 (2012).
- Marks, T., Trussler, S., Smith, A. J., Xiong, D. J., Dahn, J. R. A Guide to Li-Ion Coin-Cell Electrode Making for Academic Researchers. J Electrochem Soc. 158, A51-A58 (2011).
- Li, C. C., Wang, Y. W. Binder Distributions in Water-Based and Organic-Based LiCoO2 Electrode Sheets and Their Effects on Cell Performance. J Electrochem Soc. 158, A1361-A1370 (2011).
転載および許可
このJoVE論文のテキスト又は図を再利用するための許可を申請します
許可を申請さらに記事を探す
This article has been published
Video Coming Soon
Copyright © 2023 MyJoVE Corporation. All rights reserved