Zum Anzeigen dieser Inhalte ist ein JoVE-Abonnement erforderlich. Melden Sie sich an oder starten Sie Ihre kostenlose Testversion.
Method Article
Nicht-wässrige Elektroden-Verarbeitung und Bau von Lithium-Ionen-Knopfzellen
In diesem Artikel
Zusammenfassung
Non-aqueous electrode processing is central to the construction of coin cells and the evaluation of new electrode chemistries for lithium-ion batteries. A step-by-step guide to the basic practices needed as an electrochemical engineer working with batteries in an academic experimental setting is furnished.
Zusammenfassung
Research into new and improved materials to be utilized in lithium-ion batteries (LIB) necessitates an experimental counterpart to any computational analysis. Testing of lithium-ion batteries in an academic setting has taken on several forms, but at the most basic level lies the coin cell construction. In traditional LIB electrode preparation, a multi-phase slurry composed of active material, binder, and conductive additive is cast out onto a substrate. An electrode disc can then be punched from the dried sheet and used in the construction of a coin cell for electrochemical evaluation. Utilization of the potential of the active material in a battery is critically dependent on the microstructure of the electrode, as an appropriate distribution of the primary components are crucial to ensuring optimal electrical conductivity, porosity, and tortuosity, such that electrochemical and transport interaction is optimized. Processing steps ranging from the combination of dry powder, wet mixing, and drying can all critically affect multi-phase interactions that influence the microstructure formation. Electrochemical probing necessitates the construction of electrodes and coin cells with the utmost care and precision. This paper aims at providing a step-by-step guide of non-aqueous electrode processing and coin cell construction for lithium-ion batteries within an academic setting and with emphasis on deciphering the influence of drying and calendaring.
Einleitung
Lithium-Ionen-Batterien stellen eine vielversprechende Quelle, um den ständig steigenden Anforderungen der Energiespeicher 1-4 zu erfüllen. Verbesserungen in der Kapazität von LIBs würde nicht nur zur Verbesserung der effektiven Reichweite von Elektrofahrzeugen 5,6, sondern auch ihre Lebensdauer zu verbessern durch Reduzierung der Tiefe der Entladung, was wiederum erhöht die Lebensfähigkeit der Bibliotheken für den Einsatz in netzEnergieSpeicherAnwendungen 7.
Ursprünglich für Hörgeräte in den 1970er Jahren 8 verwendet werden, sind Knopfzellen heute häufig in der Entwicklung und Bewertung von neuen und bestehenden Elektrodenmaterialien verwendet. Als eine der kleinsten Formfaktoren für Batterien, diese Zellen stellen eine einfache und effektive Möglichkeit, die Batterien in einem akademischen Forschungsumfeld zu schaffen. Eine typische Lithium-Ion-Batterie besteht aus einer Kathode, Anode, Stromabnehmer und einen porösen Separator, der ein Kurzschließen der Anode und der Kathode verhindert. Während des Betriebs eines Lithium-Ionen Akku, ions und Elektronen sind mobil. Während der Entladung reisen Ionen von der negativen Elektrode (Anode) durch den porösen Separator und in die positive Elektrode oder Kathode. Inzwischen Elektronen wandern durch den Stromkollektor für die externe Schaltung schließlich Rekombinieren mit den Ionen auf der Kathodenseite. Um irgendwelche Widerstände mit Ionen- und Elektronentransfer zu reduzieren, müssen die Komponenten richtig ausgerichtet werden, - der Abstand Ionen Reise minimiert werden. Typischerweise sind diese Komponenten kombiniert ein "Sandwich" -Konfiguration. Batterien in Elektrofahrzeugen, Mobiltelefone und Unterhaltungselektronik verwendet, bestehen aus großen Sandwiches, die spiralförmig gewunden oder gefaltet werden, abhängig von der Formfaktor der Batterie. Derartige Zellen können sehr schwierig auf kleinen Skalen ohne hohen Kostenaufwand herzustellen. Jedoch in einer Knopfzelle gibt es nur einen einzigen Sandwich innerhalb der Zelle. Obwohl spezielle Ausrüstung ist immer noch notwendig, um die Elektroden zu erstellen i n-Knopfzellen, die Zellen selbst können von Hand schnell montiert werden und in einer kontrollierten Umgebung abgedichtet.
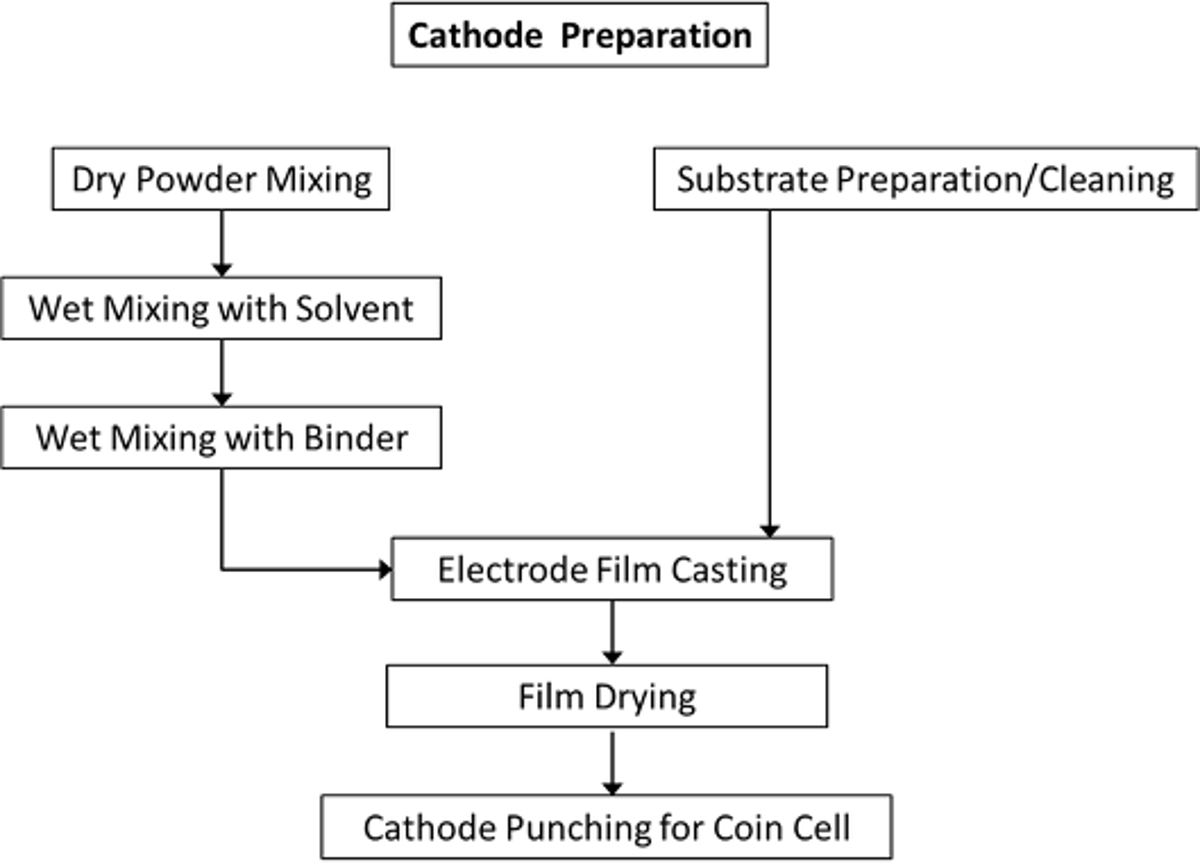
Die Leistung von Batterien, unabhängig von ihrer Art, ist abhängig von den Materialien, welche die positive und die negative Elektrode, die Wahl des Elektrolyten und der Zellarchitektur 4,9-13 bilden. Eine typische LIB Elektrode aus einer Kombination von Li-haltigen aktiven Materials, leitfähigen Additivs, polymeres Bindemittel und Hohlraum, der mit einem Elektrolyten gefüllt ist, zusammengesetzt ist. - Ein Schritt, der oft wenig Aufmerksamkeit geschenkt wird trockener Pulvermischung, Nassmischen, Substrataufbereitung, Filmauftrag und Trocknen: Elektrodenverarbeitung lassen sich in fünf Hauptschritten organisiert werden. Bei der Herstellung einer Elektrode unter Verwendung dieser Verarbeitungsschritte ist das Endziel, eine gleichmäßige Elektrodenschicht, die aus dem aktiven Material, leitfähiges Additiv, ein Bindemittel zu erzielen. Diese gleichmäßige Verteilung ist entscheidend, um eine optimale Leistung des LIBs 14-18.
nt "> Dieser Leitfaden stellt die an der Texas A & M in der Energie und Verkehr Sciences Laboratory (ETSL) und Texas State University verwendet, um Knopfzellen für die Bewertung der bestehenden und neuen Elektrodenmaterialien herzustellen Schritte. Über die grundlegenden Schritte finden in vielen Quellen dokumentiert haben wir unser eigenes Know-how an kritischen Schritte enthalten, der Feststellung, wichtige Details, die oft aus ähnlichen Methoden Dokumenten und vielen Publikationen übrig sind. Darüber hinaus werden die in unserem Labor verwendet primären physikalischen und elektrochemischen Methoden (galvanostatische Radfahren und Elektrochemische Impedanzspektroskopie (EIS)) innerhalb erläutert.Protokoll
Vorsicht ist geboten bei der Verwendung von einem der Lösungsmittel, Reagenzien, oder trocken in diesem Protokoll verwendeten Pulver ausgeübt werden. Lesen Sie alle Sicherheitsdatenblätter und geeignete Sicherheitsmaßnahmen. Serienmäßige Sicherheitsausstattung umfasst Handschuhe, Schutzbrille und einen Laborkittel.
1. Cathode Vorbereitung
Anmerkung: Die schematische Übersicht der Kathodenherstellungsverfahren ist in Figur 1 dargestellt.

Abbildung 1. Schematische Übersicht über die in der ETSL Kathoden erstellen genutzt Schritte. Der Hauptprozess beinhaltet die Vorbereitung und Gießen des Elektrodenschlamm auf eine gereinigte Aluminiumsubstrat, gefolgt von Trocknen der Elektrodenlage und die Einbindung in Knopfzellen. Bitte klicken Sie hier, um vergrößern version dieser Figur.
{kind=link}
- Aluminium-Untergrundvorbereitung
- Schneiden Sie ein 4,5 "von 12" Blatt 15 um dicken Aluminium (Al) Folie mit einem Papierschneider oder einer Schere.
- Spray Aceton auf der Oberfläche einer sauberen Plastikbrett, um die Folie an der Platte haften und dann die Folienbahn auf der Leiterplatte.
- Sprühen Sie eine großzügige Menge an Aceton auf der Oberfläche der Folie und beginnen, die gesamte Oberfläche mit einem Scotch-Pad mit kleinen Halbkreis Bewegungen zu schrubben. Spray zusätzliche Aceton auf der Oberfläche und wischen Sie Rückstand mit einem Papiertuch.
- Wiederholen Sie die Schritte 1.1.2-1.1.3 für die gegenüberliegende Seite und wiederholen Sie dann wieder zum Gießen Seite.
- Wash geätzt Al-Blech mit entionisiertem Wasser (DI) am Guss Seite zuerst, dann drehen und wiederholen Sie mit gegenüberliegende Seite. Wieder Schrubben der Oberfläche des Al-Folie als DI-Wasser zeigt schlechte Benetzbarkeit und nicht die Oberfläche des Blattes abfließen ohne Bildung von Tröpfchen. Wiederholen Spülen mit IsopropylalkoholAlkohol.
- Übertragen Sie die gereinigte Al-Blech zwischen zwei Papierhandtücher und lassen Sie sie für etwa 20 Minuten unter Druck zwischen zwei flachen Ebenen und Papierhandtücher zu trocknen.
- Gülle Vorbereitung
- Wählen die Gewichte an aktivem Material, leitfähiger Zusatzstoff und Bindemittel auf die gewünschte Zusammensetzung der Elektrodenlage. Wählen Sie eine Gesamttrockenpulvergewicht von 1,25 g, mit 70 Gew% Lithium-Mangan-Kobalt-oxid, LiNi 1/3 Mn 1/3 Co 1/3 O 2 (NMC, aktives Material), 20 Gew% Ruß (leitfähige Additiv) und 10% Polyvinylidendifluorid (PVDF, Binder).
- Messen Sie 0,875 g NMC und 0,25 g Ruß und Ort in einem Achat-Mörser und Stößel. Leicht zusammen mischen, die Materialien ohne Schleifen. Nachdem eine Mischung zu bilden beginnt, Mühle von Hand in der Mörser und Stößel für 3-5 min, bis eine gleichförmige Pulver wird visuell beobachtet.
- Übertragen des gemischten Pulvers in eine Einweg-Mischrohrmit einem Stück Papier zu wiegen. 16 Glaskugeln (Durchmesser 6 mm) mit dem Pulver, zusammen mit 5,5 ml 1-Methyl-2-pyrrolidinon (NMP), dem nicht-wässrigen Lösungsmittels.
- Legen Sie die Einweg-Rohr auf das Rohr Antriebsstation und einrasten. Schalten Sie das Laufwerk und langsam auf die maximale Geschwindigkeit zu erhöhen. Lassen Sie Inhalt für 15 Minuten mischen.
- Hinzufügen 1,25 g einer 10% PVDF in NMP-Lösung direkt auf die Röhre. Das Röhrchen wieder auf das Laufwerk und ermöglicht das Mischen für 8 Minuten, nach dem gleichen Verfahren in 1.2.4. Wenn das Rohr darf für mehr als 5 min vor dem Gießen (unten) zu sitzen, Mischen der Inhalte für weitere 15 min.
- Gießen und Trocknen
- Reinigen Sie die Metalloberfläche der automatischen Film Applikator mit Isopropylalkohol und einem Papiertuch. Stellen Sie sicher, dass die Rakel ist sauber, und auf die gewünschte Gusshöhe (200 & mgr; m) eingestellt.
- Tragen Sie eine Schicht aus Isopropylalkohol auf die Oberfläche des Filmlegers und legen Sie das dried Aluminiumsubstrat glänzenden Seite nach unten auf die Oberfläche. Drücken Sie das überschüssige Isopropylalkohol mit einem gefalteten Papiertuch, bis alle Falten und Isopropylalkohol werden entfernt. Achten Sie darauf, nicht zu zerreißen das Substrat durch Festhalten eines Substrats an Ort und Stelle.
- Entfernen Sie das Mischrohr von der Rohrplatte und öffnen Sie den Behälter. Gießen Sie die Aufschlämmung auf der Oberfläche des Substrats in einer 2-3-Zoll-Linie ca. 1 Zoll von der Spitze (anfängliche Gießen Seite) des Substrats. Entfernen Sie alle Glaskugeln aus dem Blatt mit sauberen Metallpinzette.
- Stellen Sie die Zaubergeschwindigkeit bis 20 mm / s, und aktivieren Sie die Guss Arm des Filmlegers.
- Heben Sie die Gusselektrode von der Oberfläche des Filmlegers mit einem dünnen Stück Pappe, um sicherzustellen, keine Falten bilden auf dem Blatt.
- Damit der Elektrodenfolie für 16 Stunden bei Raumtemperatur trocknen (~ 24 ° C), gefolgt von einem Trocknen bei 70 ° C für ca. 3 h oder bis das Blatt trocken ist. Stellen Sie sicher, dass die Elektrode umwelt isoliert in einem fume Haube oder abgedichteten Kammer zu einer ungleichmäßigen Trocknung zu verhindern.
- Kathodenelektrode Stanzen
- Setzen Sie die getrockneten Elektrodenfolie auf eine gereinigte Aluminiumblech Metall. Nehmen Sie ein ½ "Locher und legen Sie sie vorsichtig auf ein Bereich des Bogens mit einer einheitlichen Oberfläche (Kanten erscheinen nicht einheitlichen). Langsam Druck ausüben auf den Stempel (von Hand) und" die Druckrolle "an den Rändern der Stempel um einen sauberen Schnitt zu gewährleisten.
- (Alternative) eine Elektrodenplatten dem genauen Scheibenschneider statt der manuellen Stanz ausschneiden.
- Entfernen Sie die Elektrode aus dem Blatt mit gereinigt, Kunststoff-Pinzette und legen Sie sie in ein beschriftetes Fläschchen mit der Elektrodenoberfläche nach oben zeigt. Zweimal wiederholen.
- (Optional) Legen Sie eine gestanzte Elektrode auf der Oberfläche der Laborpresse. Üben Sie Druck von etwa 4 MPa (der optimale Druck wird von der verwendeten Presse variieren). Wiederholen Sie dies für die restlichen Elektroden.
- Legen Sie die Fläschchen in einem vacuUM Ofen und ermöglichen, dass die Elektroden weiter zu trocknen bei 120 ° C bei -0,1 MPa für 12 h, um Restfeuchtigkeit zu entfernen. Nach dem Entfernen der Elektroden und wiegen sie innerhalb 0,0001 g.
- Öffnen Sie das Vorzimmer des Handschuhfach und legen Sie die Fläschchen auf die Ablage. Schließen Sie die Kammer die Tür und eine gute Abdichtung zu gewährleisten, indem Sie zwei Finger zum Vorzimmer Luke anziehen.
- Bringen Sie das Vakuum bis -0,1 MPa und dann mit Argon zu füllen. Wiederholen Sie diesen Vorgang 1-2 weitere Male, abhängig von den Proben in das Handschuhfach transportiert.
2. Anodenlage für Ganzzell
- Wiederholen Sie Abschnitt 1 mit der Ausnahme, 9 & mgr; m dicke Kupferfolie als Substrat anstelle von Aluminiumfolie. Die Zusammensetzung der Folie verändert werden, um spezifische Bedürfnisse angepasst werden.
3. Knopfzellen Vormontage
Achtung: Der Bau von Knopfzellen innerhalb einer inerten (Argon) Umgebung innerhalb einer Glovebox durchgeführt. Extreme Vorsicht zu treffen, um die Exposition des inneren Milieus, um äußere Atmosphäre zu minimieren. Arbeiten mit scharfen Materialien innerhalb der Glovebox sollte möglichst minimiert werden. Als allgemeine Regel sollte eine Aufgabe innerhalb der Glovebox 3 mal länger ist als die Geschwindigkeit, mit der die Aufgabe würde außerhalb erfüllt werden müssen. Handschuhe sollten auch in den Handschuhkasten Handschuhe getragen werden, um die Exposition zu minimieren, wenn die Arbeit mit verschiedenen Substanzen.
Hinweis: Die für den Bau der Knopfzelle benötigten Komponenten, einschließlich der Kappe, Tasche, Wellenfedern, Dichtungen, Abstandshalter, Lithium-Band, Elektrolyt und übrigen Tools wie Kunststoff-Pinzette (für Bestückungs) sind in einem mit Argon gefüllten Handschuhkasten enthalten mit O 2 und H 2 O-Spiegel unter 0,5 Teilen pro Million gehalten wird. Alle Komponenten in der Glovebox (einschließlich fusselfreien Aufgabe Tücher) eingefügt sollte erhitzt werden O / N in einem Vakuumofen bei 120 ° C bei einem Druck von -0,1 MPa zu einem entfernenFeuchtigkeit.
- Gegenelektrode Vorbereitung
- Im Handschuhfach, entfernen Lithiumband (0,75 mm dick) aus verschlossenen Behälter und Roll-out eines Teils auf der Oberfläche eines Kunststoffblock. Mit einer Rasierklinge vorsichtig abkratzen jede schwarz gefärbten Oxidations von der Folienoberfläche. Nehmen Sie besonders vorsichtig, um zu vermeiden Schneiden der Handschuhe.
- Werfen Sie einen 9/16 "Locher und Punch-Out eine Scheibe des Lithium-Band. Verwenden Sie einen Finger (von der Lithium durch Gummihandschuhe im Handschuhfach getrennt) oder ein anderes stumpfes Werkzeug, um die Lithium-Festplatte aus der Stanze schieben.
- Werfen Sie einen 0,5 mm dicken Abstandshalter und sanft gelten die Lithium-Disc auf der Oberfläche zwischen den Fingern. Sicherstellen, dass die Lithiumscheibe klebt an der Mitte des Abstandshalters und ist flach - eine unebene Oberfläche kann uneben Stromverteilungen führen.
- Elektrolyt Herstellung
- Lagern Sie den Elektrolyten der Wahl (in diesem Fall 1 M LiPF 6 in EC / DEC 1: 1 bezogen auf das Volumen) mitim Handschuhfach zu allen Zeiten in einem Aluminiumbehälter, als Elektrolyt ist lichtempfindlich.
- Entnahme einer kleinen Menge des Elektrolyten aus dem Quellcontainer in einen Arbeitsbehälter.
- Celgard Separator Vorbereitung
- Legen Sie ein Blatt des Trennmembran zwischen einem gefalteten Blatt Druckerpapier. Legen Sie das gefaltete Papier und Membran auf ein Blatt Aluminium-Metall.
- Legen Sie eine Polsterschicht auf der Oberseite der Lochdurchschlag und mit einem Hammer Punch-Out ein ¾ "Durchmesser Trennmembran.
- Übertragen Sie die gestanzten Trennteller in das Handschuhfach unter Verwendung der in 1.4.6-1.4.7 aufgeführten Verfahren.
Hinweis: Es wird empfohlen, diesen Schritt in Großdurchführen, um zu vermeiden, dass Punch-Out einzelnen Separatoren für jeden Knopfzelle gebaut.
4. Knopfzelle Assembly
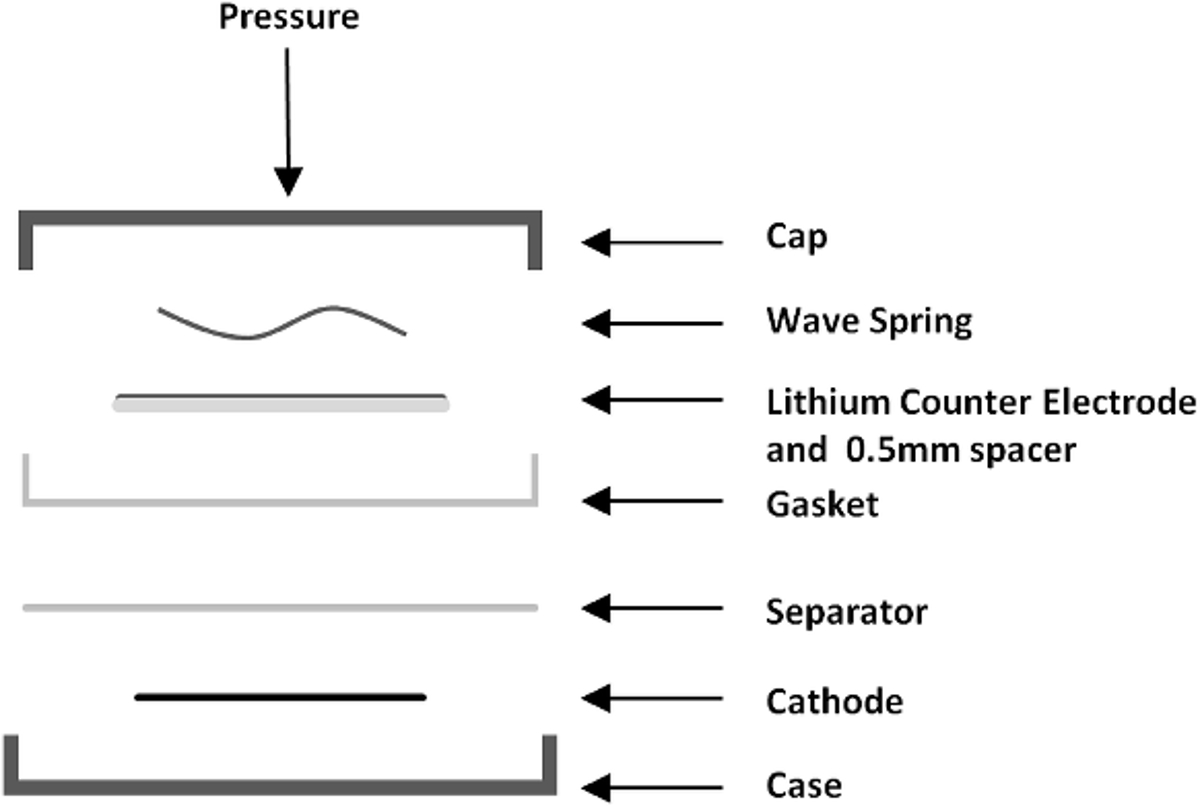
Anmerkung: Die Konfiguration der Knopfzelle istin Figur 2 dargestellt.

Abbildung 2. Münze Zellkomponenten in der Reihenfolge ihrer Platzierung innerhalb der Zelle angezeigt wird. Die Platzierung der Kathode durch den Separator, Dichtung, Gegenelektrode und Wellenfeder, gefolgt von Abdichten der Zelle folgt. Bitte klicken Sie hier, um eine größere Version dieser Figur zu sehen .
{kind=link}
- Öffnen Sie die Innen Vorraum Tür. Ziehen Sie Bauteile im Vorzimmer in das Handschuhfach und verschließen das Innere Vorraum Tür.
- Legen Sie eine Knopfzelle Fall in ein kleines Boot zu wiegen. Legen Sie die Kathode in die Mitte des Knopfzelle bei. Gelten 1-2 ~ 30 & mgr; l Tropfen der Elektrolyt zu der Mitte der Elektrode und 1 Tropfen auf gegenüberliegenden Seiten des Randes des Gehäuses.
- Legen Sie eine einzelne ¾ "Separator aufan die Oberfläche der Elektrode. Kraft, keine Blasen, die mit dem flachen Rand einer Pinzette eingeklemmt werden und re-Zentrum die Kathode durch Greifen der Fall von der Lippe und leichtes Klopfen die Elektrode an seinen Platz. Anwenden einer zusätzlichen 1-2 Tropfen des Elektrolyten, um eine bessere Bewegung der Elektrode zu ermöglichen, wenn er in seine ursprüngliche Position klebt.
- Legen Sie die Dichtung in dem Fall, mit der flachen Seite nach unten und der Lippen nach oben ein. Bestätigen Sie die Orientierung der Dichtung, indem sie gegen das Licht vor der Zelleneinfügung.
- Tragen Sie 2-3 ~ 30 ul Tropfen Elektrolyt zu der Mitte der Zelle, und legen Sie die vorbereiteten Gegenelektrode auf das Zentrum mit dem Lithium nach unten. Setzen Sie die Wellenfeder auf dem zentrierten Gegenelektrode.
- Füllen der Zelle bis zum Rand (~ 0,7 ml) mit Elektrolyt, bis er eine gekrümmte, konvexe Meniskus die meisten der Wellenfeder Oberfläche bedeckt bildet.
- Legen Sie das Knopfzellendeckel auf der Oberseite der Zelle unter Verwendung von ter Pinzette, um die Kappe vertikal über der Zelle zentriert zu halten. Achten Sie darauf, um die Kappe zu zentrieren, um übermäßigen Verlust von Elektrolyt zu vermeiden.
- Drücken Sie auf den Deckel (mit der Hand), bis er in der Lippe der Dichtung setzt. Übertragen der Zelle an der Kreppvorrichtung und sicherzustellen, dass die Zelle in der Nut der Crimpstempel zentriert. Crimp die Zelle auf einen Druck von ~ 6,2 MPa (900 psi) und loslassen.
- Entfernen Sie die Zelle aus dem Crimper (von Hand), und reinigen Sie überschüssiges Elektrolyt. Wiederholen Sie die Schritte 4.2- 4.9, bis alle gewünschten Zellen aufgebaut sind. Reinigen Sie verschüttetes Elektrolyt, legen Sie Papierkorb in einen geeigneten Behälter. Übertragen Sie die Zellen aus dem Handschuhfach und beschriften.
5. Elektrochemische Bewertung
- Schließen Sie die gereinigten Zellen an die Batterie-Cycler. Achten Sie darauf, die Anschlüsse richtig durch Messung der Leerlaufpotential verbunden. Wenn nicht positive, kehren Sie die Anschlüsse.
- Berechnung der Soll-Strom basierend auf dem Gewicht der getrockneten elektrode auf der Oberfläche des Aluminiumsubstrats, der bekannten Masse des Aluminiums, des aktiven Materials in Gewichtsprozent, und der Nenn spezifische Kapazität des aktiven Materials verwendet.
- Mit einer gemessenen Elektrodenmasse von 0,0090 g, Aluminiumscheibe Masse von 0,0054 g, und die Nennkapazität von 155 mAh / g, bestimmen die gewünschte Strom als (0,0090 g - 0,0054 g) × 0,70 × 155 mAh / g = 0,3906 mAh. Zur Entladung an der die zur vollständigen Entladung der Zelle in 1 Stunde (1C) Strom, der angelegte Strom 0,3906 mA.
- Stellen Sie den Zeitplan auf dem Cycler zur Ladung / Entladung der Zelle zwischen den oberen und unteren Spannungspegel von 4,2 V und 2,8 V. Zyklus die Zelle 4 mal mit einer Geschwindigkeit von C / 10 (galvanostatische, Konstantstrom). Dann laden Sie die Zelle einmal bei C / 10.
- Nach der 5. C / 10 Gebühr, entfernen Sie die Zelle aus dem Cycler (falls erforderlich), und führen Sie Elektrochemische Impedanzspektroskopie 19 (EIS) auf der Zelle, nach Ruhe für 1 Stunde. Setzen Sie die Zelle zurückauf dem Cycler und Entladung bei C / 10. Führen EIS einmal nach Ruhe für 1 Stunde.
- Setzen Sie die Zelle wieder auf die Zykluseinrichtung und die Zellzyklus 5-mal mit Raten von C / 5, C, 2C, 5C und 10C, gefolgt von 100 1C Zyklen.
- Bestimmung der spezifischen Kapazität der Zellen an jedem C-Rate durch Dividieren der Kapazität in mAh durch die Masse des in dem aktiven Kathodenmaterial vorliegenden. Berechnung der Kapazitätsretention durch Dividieren der durchschnittlichen spezifischen Kapazität von den letzten 5 Zyklen 1C durch die durchschnittliche spezifische Kapazität in den ersten 5 Zyklen 1C.
Ergebnisse
Ein richtig gegossen Elektrodenfolie sollte einheitlich im Aussehen der Oberfläche erscheinen und richtig mit dem Stromabnehmer einzuhalten. Typischerweise Abplatzen der Elektrodenblatt wird entweder durch schlechte Ätzen des Substrats oder mit wenig NMP in der anfänglichen Mischstufe verursacht. Alternativ kann zu viel NMP das Blatt zu veranlassen, einen höheren Grad der Porosität, was nicht wünschenswert anzuzeigen. Schließlich kann eine dritte Muster auf der Elektrodenoberfläc...
Diskussion
Die Optimierung der Nassmischstufen sind entscheidend für die Schlammviskosität und Beschichtungsfähigkeit, das wirkt sich auf die Gleichförmigkeit und Haftung der Elektrode. Hier wird ein Hochschermischverfahren verwendet wird, wobei das Lösungsmittel, Additive, Bindemittel und aktiven Materials miteinander unter Verwendung der kinetischen Bewegungen der in den Vials vorhanden Glaskugeln gemischt. Dieses Mischverfahren bietet den Vorteil der sehr viel schnelleren Mischzeiten im Vergleich zu einem magnetischen Rüh...
Offenlegungen
The authors have nothing to disclose.
Danksagungen
Diese Arbeit wird finanziell von der Texas A & M University Fakultät Forschungs Einleitung Zuschuss (Mukherjee) und Texas State University Anschubfinanzierung (Rhodes) unterstützt.
Materialien
| Name | Company | Catalog Number | Comments |
| LiNiMNCoO2 (NMC, 1:1:1) | Targray | PLB-H1 | |
| CNERGY Super C-65 | Timcal | ||
| Polyvinylidene Difluoride (PVDF) | Kynar | Flex 2801 | |
| 1-Methyl-2-pyrrolidinone anhydrous, 99.5% NMP | Sigma-Aldrich | 328634 | |
| 1.0 M LiPF6 in EC/DEC (1:1 by vol) | BASF | 50316366 | |
| Celgard 2500 Separator | MTI | EQ-bsf-0025-60C | 25um thick; Polypropylene |
| Aluminum Foil | MTI | EQ-bcaf-15u-280 | |
| Lithium Ribbon | Sigma Aldrich | 320080 | 0.75 mm thickness |
| 2-Propanol, ACS reagent, ≥99.5% | Sigma Aldrich | 190764 | |
| Acetone, ACS reagent, ≥99.5% | Sigma Aldrich | 179124 | |
| Stainless Steel CR2032 Coin Cell Kit | Pred Materials | case, cap, and PP gasket | |
| Stainless Steel Spacer | Pred Materials | 15.5 mm diameter x 0.5 mm thickness | |
| Stainless Steel Wave Spring | Pred Materials | 15 mm diameter x 1.4 mm height | |
| Analytical Scale | Ohaus | Adventurer AX | |
| Agate Mortar and Pestle | VWR | 89037-492 | 5 inch diameter |
| Tube Drive | IKA | 3645000 | |
| 20 ml Stirring Tube | IKA | 3703000 | |
| Glass balls | McMaster-Carr | 8996K25 | 6 mm diameter |
| Automatic Film Applicator | Elcometer | K4340M10- | |
| Doctor Blade | Elcometer | K0003580M005 | |
| Die Set | Mayhew | 66000 | |
| Vacuum Oven | MTI | ||
| Vacuum Pump | MTI | ||
| Laboratory Press | MTI | YLJ-12 | |
| Hydraulic Crimper | MTI | MSK-110 | |
| Glovebox | MBraun | LABstar | |
| Battery Cycler | Arbin Instruments | BT2000 | |
| Potentiostat/Galvanostat/EIS | Biologic | VMP3 |
Referenzen
- Wagner, R., Preschitschek, N., Passerini, S., Leker, J., Winter, M. Current research trends and prospects among the various materials and designs used in lithium-based batteries. J Appl Electrochem. 43, 481-496 (2013).
- Whittingham, M. S. Lithium batteries and cathode materials. Chem Rev. 104, 4271-4301 (2004).
- Ellis, B. L., Lee, K. T., Nazar, L. F. Positive Electrode Materials for Li-Ion and Li-Batteries. Chem Mater. 22, 691-714 (2010).
- Tarascon, J. M., Armand, M. Issues and challenges facing rechargeable lithium batteries. Nature. 414, 359-367 (2001).
- Smith, K., Wang, C. Y. Power and thermal characterization of a lithium-ion battery pack for hybrid-electric vehicles. J Power Sources. 160, 662-673 (2006).
- Lu, L. G., Han, X. B., Li, J. Q., Hua, J. F., Ouyang, M. G. A review on the key issues for lithium-ion battery management in electric vehicles. J Power Sources. 226, 272-288 (2013).
- Dunn, B., Kamath, H., Tarascon, J. M. Electrical Energy Storage for the Grid: A Battery of Choices. Science. 334, 928-935 (2011).
- Cich, E. R. Button Cell battery. US patent. , (1972).
- Elul, S., Cohen, Y., Aurbach, D. The influence of geometry in 2D simulation on the charge/discharge processes in Li-ion batteries. J Electroanal Chem. 682, 53-65 (2012).
- Buqa, H., Goers, D., Holzapfel, M., Spahr, M. E., Novak, P. High rate capability of graphite negative electrodes for lithium-ion batteries. J Electrochem Soc. 152, A474-A481 (2005).
- Chen, Y. H., Wang, C. W., Zhang, X., Sastry, A. M. Porous cathode optimization for lithium cells: Ionic and electronic conductivity, capacity, and selection of materials. J Power Sources. 195, 2851-2862 (2010).
- Arora, P., Doyle, M., Gozdz, A. S., White, R. E., Newman, J. Comparison between computer simulations and experimental data for high-rate discharges of plastic lithium-ion batteries. J Power Sources. 88, 219-231 (2000).
- Dillon, S. J., Sun, K. Microstructural design considerations for Li-ion battery systems. Curr Opin Solid St M. 16, 153-162 (2012).
- Harris, S. J., Lu, P. Effects of Inhomogeneities-Nanoscale to Mesoscale-on the Durability of Li-Ion Batteries. J Phys Chem C. 117, 6481-6492 (2013).
- Liu, G., Zheng, H., Song, X., Battaglia, V. S. Particles and Polymer Binder Interaction: A Controlling Factor in Lithium-Ion Electrode Performance. J Electrochem Soc. 159, A214-A221 (2012).
- Zheng, H. H., Yang, R. Z., Liu, G., Song, X. Y., Battaglia, V. S. Cooperation between Active Material, Polymeric Binder and Conductive Carbon Additive in Lithium Ion Battery Cathode. J Phys Chem C. 116, 4875-4882 (2012).
- Liu, Z. X., Battaglia, V., Mukherjee, P. P. Mesoscale Elucidation of the Influence of Mixing Sequence in Electrode Processing. Langmuir. 30, 15102-15113 (2014).
- Liu, Z. X., Mukherjee, P. P. Microstructure Evolution in Lithium-Ion Battery Electrode Processing. J Electrochem Soc. 161, E3248-E3258 (2014).
- Zheng, H. H., Tan, L., Liu, G., Song, X. Y., Battaglia, V. S. Calendering effects on the physical and electrochemical properties of Li[Ni1/3Mn1/3Co1/3]O-2 cathode. J Power Sources. 208, 52-57 (2012).
- Zheng, H. H., Li, J., Song, X. Y., Liu, G., Battaglia, V. S. A comprehensive understanding of electrode thickness effects on the electrochemical performances of Li-ion battery cathodes. Electrochim Acta. 71, 258-265 (2012).
- Marks, T., Trussler, S., Smith, A. J., Xiong, D. J., Dahn, J. R. A Guide to Li-Ion Coin-Cell Electrode Making for Academic Researchers. J Electrochem Soc. 158, A51-A58 (2011).
- Li, C. C., Wang, Y. W. Binder Distributions in Water-Based and Organic-Based LiCoO2 Electrode Sheets and Their Effects on Cell Performance. J Electrochem Soc. 158, A1361-A1370 (2011).
Nachdrucke und Genehmigungen
Genehmigung beantragen, um den Text oder die Abbildungen dieses JoVE-Artikels zu verwenden
Genehmigung beantragenThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Alle Rechte vorbehalten