
Method Article
Mıknatıs kompozit üretim destekli: Vakum çanta/Lay-yukarıya oluşum yüksek konsolidasyon basıncı elde etmek için esnek yeni bir teknik
* Bu yazarlar eşit katkıda bulunmuştur
Bu Makalede
Özet
Bileşik laminat imal etmek vakum çanta iş konsolidasyon baskı uygulamak için yeni bir yöntem açıklanır. Bu iletişim kuralının amacı laminat ıslak iş vakum çanta yöntemi tarafından fabrikasyon kalitesini artırmak için bir basit, uygun maliyetli teknik geliştirmektir.
Özet
Bu eser bileşik laminat ıslak iş vakum çanta işlemler tarafından son zamanlarda geliştirilen mıknatıs yardımlı kompozit üretim (MACM) tekniği kullanarak fabrikasyon kalitesini artırmak için bir protokol gösterir. Bu teknikte, kalıcı mıknatıslar yeterince yüksek konsolidasyon basıncı kür aşamasında uygulamak için kullanılmaktadır. Manyetik alan yoğunluğu artırmak için ve böylece, manyetik sıkıştırma basıncı artırmak için mıknatıslar manyetik üst tabağa konur. İlk olarak, manyetik bir alt bileşik iş hazırlama bütün prosedür çelik plaka geleneksel ıslak iş vakum çanta işlemi açıklanmıştır kullanarak. İkinci olarak, Neodim-demir-bor kalıcı mıknatıslar, polarite, vakum çanta üzerinde alternatif olarak düzenlenmiş bir dizi yerleşimini gösterilmektedir. Daha sonra manyetik sıkıştırma basınç ve hacim kesirler bileşik bileşenlerinin ölçmek için deneysel yordamlar sunulmaktadır. Son olarak, mikroyapı ve bileşik laminat mekanik özelliklerini tanımlamak için kullanılan yöntemleri ayrıntılı olarak ele alınmıştır. Sonuçları ıslak iş vakum çanta laminat kalitesini geliştirmeye MACM yönteminin etkinliğini kanıtlamak. Bu yöntem büyük sermaye yatırım takım veya ekipmanlar için gerektirmez ve geometrik olarak karmaşık kompozit parça yanında duvar ilanı mıknatıslar vakum çanta üzerinde konumlandırılmış bir eşleşen üst kalıp üzerinde birleştirmek için de kullanılabilir.
Giriş
Fiber takviyeli polimer kompozit yaygın olarak otomotiv1,2, Havacılık ve uzay3,4, deniz5,6ve inşaat7,8 kullanılmıştır Endüstri yüksek belirli güç ve modülü, olumlu yorgunluk davranış ve korozyon direnci gibi benzersiz özellikleri nedeniyle. Şu anda, yüksek kaliteli bileşik laminat ağırlıklı olarak yüksek sıcaklık ve yüksek konsolidasyon 0,27-0,69 baskısı altında bir Otoklav içinde tedavi katmanları ön emdirilmiş kumaş (prepreg) kullanma cihazlarında MPa (40-100 psi)9. Biraz daha düşük kalite bileşik laminat daha yüksek bir konsolidasyon basıncı değil uygulandığı yerin ıslak iş işlem tarafından üretilmektedir. Bu süreç emek yoğun, pahalı ekipman gerektirmez ve kuru kumaş bir kat bir kalıp yerleştirerek ve daha sonra reçine uygulama tarafından gerçekleştirilir. Çoğu uygulamada, bir el rulo reçine elyaf takviye kuvvet ve aşırı reçine sıkmak için kullanılır. İstenilen kalınlık elde edilir kadar bu dizi yinelenir. Islak iş tarafından üretilen laminat kalitesini büyük ölçüde vakum (ıslak iş vakum çanta işleme adı) ve bir ek konsolidasyon basıncı bir Otoklav içinde bir arada tedavi sırasında uygulayarak geliştirilebilir. Tedavi sırasında yüksek konsolidasyon basınç uygulayarak fiber birim kesir ve mekanik özellikleri geliştirme sonuçları boşlukları10,11 kaldırılması bir artış yol reçine akışını kolaylaştırır. İbrahim vd. yüksek-nitelik düz örgü E-cam kompozit laminat bir yüksek lif birim kısmını yaklaşık % 64 ve düşük geçersiz birim kesir %1,6 1.2 bir konsolidasyon basıncı MPa iken ıslak iş vakum çanta kullanmak fabrikasyon 12 gösterdi bir Otoklav içinde geçerli.
Boşlukları bir bileşik laminat üretim sırasında oluşan en yaygın hataları vardır. Birkaç mikron için birkaç yüz mikron arasında değişen boşlukları öncelikle hapsolmuş hava nedeniyle iş sırasında kurulur, reçine nem çözünmüş ve tenler sırasında tedavi13,14,15ihraç. Ayrıca, emprenye fibröz takviye dinamikleri geçersiz tuzak16,17üzerinde önemli bir etkisi görülmüştür. Bu yaygın bir bileşik laminat boşlukları varlığı gücü13,18,19, modül20,21, kırık önemli bir azalma yol açabilir kabul edilir tokluk22ve yorgunluk hayat23,24 laminat. Örneğin, Judd ve Wright25 bu her % 1 artış geçersiz içeriğinde bulunan (en fazla %4), sonuçlarında bir kısa kiriş kesme özellikleri yaklaşık % 7 düşüş. Ayrıca, Ghiorse26 karbon/epoksi kompozit, geçersiz içerik, her % 1 artış içinde interlaminar kesme ve bükülme gücü % 10 azalma ve bükülme modülü %5 azalma görülebilir, buldum. Ayrıca, boşlukları çatlamak başlatma ve yayma gibi nem emme27,28üzerinde olumsuz etkileri vardır. Nem emme için daha yüksek geçersiz içeriği ile laminat oranı daha fazla ve absorbe nem fiber-matris arabirimi ve aşağı uzun vadeli mekanik özellikleri29bozulma neden olabilir tanınmış, 30,31,32. Böylece, mekanik özellikleri tutarlılığını sağlamak ve kompozit ürünler en yüksek kalite elde etmek için geçersiz içerik indirilmelidir.
Her ne kadar güvenilir, yüksek kaliteli parçalar üreten bir Otoklav içinde bileşik laminant kür, ürün maliyet başlangıç sermaye yatırımları ve aşırı enerji kullanımı nedeniyle yüksek olacaktır. Otoklav yanı sıra tedavisi, Vakum Yardımlı reçine transferi (VARTM) kalıplama ve Quickstep süreci gibi teknikleri çok çeşitli geliştirilmiş ve bileşik laminat otoklav32,33, dışında imal için kullanılan 34 , 35 , 36. ancak, bir Tekdüzen, yüksek basınç yokluğu nedeniyle, sık sık bu yöntemlerle üretilen laminat basınçlı kaplar37yılında yapılan göre alt mekanik özellikleri vardır. Son zamanlarda, bir roman tekniği (MACM) üretim mıknatıs yardımlı kompozit bir konsolidasyon basıncı yüksek güç kalıcı bir dizi ile uygulayarak ıslak iş vakum çanta bileşik laminat kalitesini artırmak için kullanılan olarak anılacaktır mıknatıslar38,39. Bu tekniğin uygulanması sonra yüksek ısı kalıcı mıknatıslar40kullanarak bir otoklav dışında yüksek kaliteli, yapısal bileşik laminat üretmek için uzatıldı.
Bu yazıda, ıslak iş vakum çanta bileşik laminat MACM tekniği kullanarak üretim için bir protokol sunulmuştur. MACM içinde Neodim-demir-bor kalıcı mıknatıslar yeterince yüksek konsolidasyon basıncı tedavi sırasında uygulamak ve böylece, laminat kalitesini artırmak için kullanılmaktadır. İlk olarak, 6 katlı, düz örgü E-cam/epoksi kompozit iş alt çelik plaka üzerinde hazırlanması açıklanmıştır. O zaman, en iyi bir çelik plaka üzerinde alternatif polarite kalıcı mıknatıslar düzenlenmesi, konsolidasyon basıncı bileşik iş uygulamak için vakum çanta üzerinde yerleşimi ile birlikte gösterilmiştir. Son olarak, biz ölçüm manyetik sıkıştırma basıncı yanı sıra boşluk ve lif birim kesirler, mikroyapı ve mekanik özellikleri kompozit laminat karakterizasyonu için kullanılan yöntemleri için adımlar verilmiştir. MACM sürecinin etkinliği yapılan ıslak iş vakum çanta laminat imalatı tarafından incelenir manyetik basıncı ve onların özellikleri bu mıknatıslar olmadan geleneksel ıslak iş vakum çanta tarafından fabrikasyon karşılaştırmayı altında. Elde edilen sonuçlar MACM yöntemi genel olarak laminat kalitesini artırmak yeteneği kanıtla. Bu yöntem ucuz ve basit bir şekilde yüksek kaliteli laminat imalat ve büyük ve geometrik olarak karmaşık bileşik bileşenleri imal göreli kolaylıkla uygulanabilir.
Protokol
Dikkat: Lütfen ilgili tüm malzeme güvenlik bilgi formları (MSDS) kullanmadan önce danışın. Kişisel koruyucu donanım (koruyucu gözlük, eldiven, önlük, tam uzunlukta pantolon ve kapalı-toe ayakkabı) kullanın.
1. malzeme
- 20,3 cm х 15,2 cm, düz örgü cam kumaş bir döner kumaş kesici ile 6 plies kesti.
Not: Düz örgü kumaş dokuma olmayan, rastgele paspaslar da dahil olmak üzere diğer kumaş türleri tarafından değiştirilebilir. Karbon elyaf de bu yöntemde kullanılabilir. - 100-27,4 ağırlık oranını kullanarak reçine sistemi tarafından ilk epoksi reçine, INF (40 g), tared bir denge üzerinde ağırlığında ve sertleştirici ekleyerek INF (10,96 g), hazır olun. Heyecan (5 dakika) reçine/sertleştirici karisimin (37 rad s-1) tam olarak dağılım kadar ulaştı.
Not: (1) türü reçine, reçine ıslak iş vakum çanta işlemleri için uygun herhangi bir tür yedek olabilir. (2) epoksi reçine sertleştirici oranı seçimi reçine ve sertleştirici birleşimi üzerinde bağlıdır. (3) reçine/sertleştirici karışımı ağırlığını seçimi bitmiş bölümü ve beklenen atık miktarı kan kaybından, fırça, vb bağlı kalan reçine miktarı gibi istenen fiber birim kısmını bağlıdır. 6-plies kumaş yaklaşık 34 g, 60-40 lif oranı reçine olmak kilo ağırlık, dikkate alınarak seçilmiştir. - (Yaklaşık 15 dk) reçine epoksi reçine ve sertleştirici karıştırma sırasında oluşan sıkışmış havayı çıkarmak için reçine tuzağına degas.
2. Kompozit manyetik basıncı kullanarak bir ıslak iş vakum çanta işlemdeki üretim
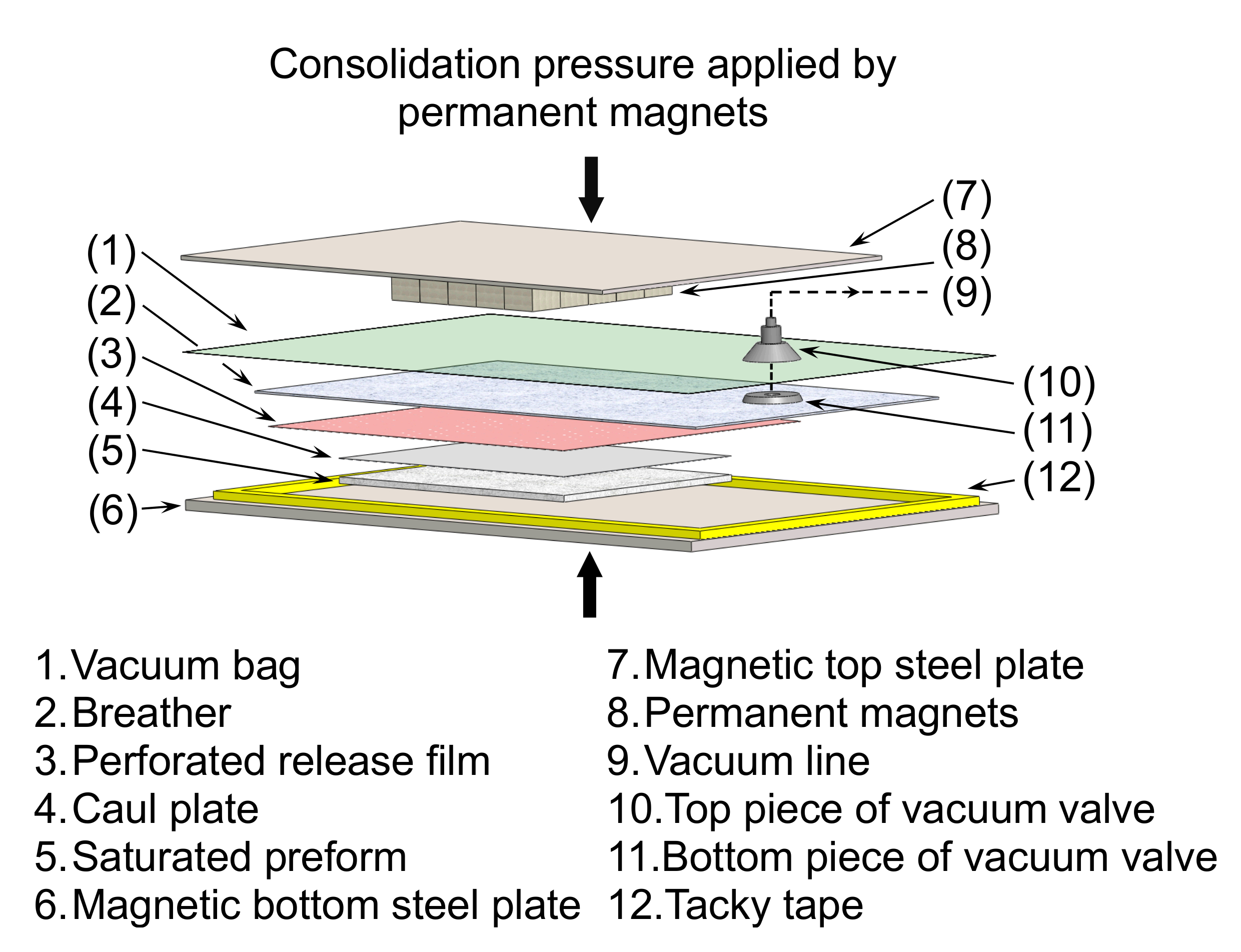
Not: Bileşik iş ve 2.1-2.15 bölümlerinde açıklanan manyetik basınç uygulayarak hazırlanması basitleştirilmiş bir şeması Şekil 1 gösterir.
- Deney için gerekli tüm malzeme hazırlayın:
- 25 N52 Neodim-demir-bor (NdFeB) kalıcı bir 4,76 mm kalınlığında çelik üst plaka üzerinde onların kalınlığı ile manyetik mıknatıslar (2,54 cm uzunluk, 2,54 cm genişlik ve 1,27 cm kalınlık), koyun. Mıknatıslar polarite alternatif olarak 5 × 5 kare yapılandırma düzenlemek. Yaralanma riski olarak düzenleme ve kalıcı mıknatıslar yerleştirme sırasında bakım alınması gerekir.
- PTFE yayın aracı tam ortasında bir delikli yayın film (26.7 х 21,6 cm2) ile ön kaplamalı bir 0.3 mm kalınlığında alüminyum caul plaka (20,3 х 15,2 cm2) yerleştirin.
- 12. 7 mm geniş polyester caul çevre plaka yayın filmin teyp kaseti kullanın.
- Yer 12. 7 mm geniş yapışkan bant 43,2 × 27.9 cm2 alan bir 6,35 mm kalınlıkta yüzeyi çevre etrafında, 61,0 x 61.0 cm2, çelik alt araç plaka.
- Kumaş döşeme önce gözeneksiz PTFE kaplı fiberglas yayın film (76 µm kalınlığında) tabakası ile kaplı araç plaka üzerinde reçine bir kat uygulayın. İlk kat kumaş doyurmak için yeterli reçine uygulayın.
- Kumaş, ilk kat yerleştirin ve sonra bir rulo ile basın ve aşırı reçine sıkmak.
- Tamamen fiber yatak ek reçine kumaş üzerine küçük bir miktar dökme ve tüm alana elemanlar ile eşit şekilde yayarak doyurmak.
- Tüm plies (Bu durumda 6 kat) için 2.4 ve 2.5 adımları yineleyin. Tüm plies reçine ile tam doygun ve reçine (~8.5 g) yaklaşık aynı miktarda her kat için kullanılır olun.
- Üstünde tepe-in 0.5-inç geniş polyester kaset çevresinde yayın film tabakası ardından lif preform delikli yayın film bağlı caul tabak koyun.
- Nefes/kanama bez fiber preform üzerinde iki adet yerleştirin ve alt parça büküm kilit vakum vana nefes bez üstüne yerleştirin. Kapak kapak aşırı reçine ile temas korumak için yeteri kadar doymuş preform üzerinden yer olduğundan emin olun.
- Yapışkan bant yedekleme kağıdı çıkarın ve vakum çanta sıkıca kapatın için bant karşı basarken araç tabağa yerleştirin.
- Vakum vanası ve vakum pompası bağlı basınç regülatörü, diğer tarafa üst parça bağlamak bir vakum hortumu.
- Küçük bir yarık Vana alt parçanın nerede olduğunu çantaya koy, vakum kapak top parçası deliğe yerleştirin ve sonra hafifçe böylece çanta altında değil kırışık kapa çevir.
- 93 kPa (13.5 PSI) sürekli bir vakum basıncı tedavi ve aşırı reçine sırasında oluşturulan herhangi bir tenler kaldırmak için ulaşılana kadar vakum pompası başlatın. Vakum sistemi kaçağı ücretsiz olduğundan emin olun.
- Alt araç plaka için bir destek üssü dört kenarlarını kelepçe. Çünkü manyetik çekim kuvvetleri taşımak ve plaka yukarı kaydır alt araç plaka karşı hareketi mıknatıslar yerleşimini önce düzeltilmesi gerekir.
- Laminat için 45 dakika oda sıcaklığında tedavi sonra araç plakasının 60 ° c ~ 5 ° C/dak rampa oranında sıcaklığı artırarak takip vakum çanta üzerinde mıknatıslar (2.1.1 bölümünde hazır) kümesi yer izin.
Not: (1 tedavi döngüsü seçili reçine bağlıdır. (2) silikonlu plastik ısı çarşaf altında ısıtma aracı plaka yerleştirilir. - 60 ° C'de 8 h için kür sonra vakum çanta kaldırmak ve bileşik laminat demold.
Not: laminat sonucu olarak manyetik basınç uygulayarak kalitesini iyileştirme değerlendirmek için biz herhangi bir dış baskı uygulamadan bir geleneksel ıslak iş vakum çanta işlemi kullanarak laminat bir dizi imal edilmiştir. Bu laminat kalitesini manyetik baskı altında yapılan değişikliklerle karşılaştırıldı. Geleneksel ıslak iş kullanarak laminat imal etmek vakum çanta, adımları 2.1.2-2.15 takip, mıknatıslar yerleşimi hariç. Her üretim işleminin tekrarlanabilirlik değerlendirmek için ikinci bir laminat aynı koşullar altında fabrikasyon.
3. manyetik sıkıştırma basınç ölçümü
- Üst plaka yük hücresi bir mekanik test cihazda sonuna ekleyin.
- Yer bir N52 Neodim-demir-bor Daimi Mıknatıs en üstünden yeterli bir mesafe (en az 25 mm) konumlandırılmış alt hareketli plaka üzerinde test başında plaka sabit.
Not: manyetik kuvvet ölçüm için alt ve üst plakalar çelik gibi manyetik malzemenin yapılmalıdır. - Alt plaka yukarı 1-2 mm/dak üst plaka doğru düşük bir hızda hareket ve doğrusal değişken diferansiyel transformatör (LVDT) 6 Hz örnekleme hızında karşılık gelen uzaklığı ölçme sırasında oluşturulan manyetik kuvvet kaydedin.
Not: (1) Bu test hızı mıknatıslar tarafından oluşturulan force katlanarak hava boşluğu arasında bağlıdır çünkü önemlidir. (2) tüm Manyetik ölçümleri oda sıcaklığında gerçekleştirilir. - Üst plaka mıknatıs üst yüzeyine dokunduğundan kadar manyetik sıkıştırma kuvvetleri izlemeye devam edin.
- Manyetik sıkıştırma basıncı kesiti mıknatıs manyetik zorla bölerek hesaplayın.
4. Burn-off ve Thermogravimetric Analizi (TGA) reçine
- Reçine yazma-off
- ASTM D2584-11 özellikleri41göre test reçine yazma-off için her kesim üç numuneler laminat.
- Her örnek bir ayrı porselen pota yerleştirin ve örneklerin yanı sıra Potalar ağırlıkları unutmayın.
- Bir fırın örnekleri içeren Potalar yerleştirin, üzerinde fırın açmak, 600 ° c fırın sıcaklığı artırmak ve yazma-off 4 h için reçine sağlar.
- Fırın açmak, dikkatle fırın kapıyı aç ve oda sıcaklığında Potalar çıkarmadan önce soğumasını bekleyin.
- Cool-aşağı sonra Potalar fırın kaldırmak ve kurtarılan cam elyaf tartın.
Not: Lifler reçine yazma-off sırasında kilo. Onlar yüksek ısıya maruz kalınca liflerinin kilo kaybı miktarını thermogravimetric Analizi (TGA) tarafından belirlenebilir.
- Thermogravimetric Analizi (TGA)
- Atmosfer basıncında TGA kullanarak hava sıcaklığında artan bir fonksiyonu olarak lif kilo kaybı ölçmek. Yaklaşık 30 mg fiber platin bir tavaya yerleştirin ve TGA cihazın içine yükleyin.
- 25 ° c sıcaklık 600 ° c 15 ° C/dk hızında rampa, 4 h için sıcaklık tutun ve ağırlığı yüzde azalma hesaplamak. Kilo kaybı yüzde liflerinin muhasebesi için lif birim kesir ve geçersiz birim kesir hesaplamalar sırasında.
Not: 600 ° C, düz örgü ve rasgele hasır için kilo kaybı, TGA test sonuçlarına göre bu çalışmada kullanılan Preform ve 5.46 %0,2 sırasıyla vardır.
5. void ve Fiber hacim kesir hesaplama
- Kompozit numune, matris ve lif yoğunluğunu belirlemek:
- Süspansiyon yöntemi42 toplu kompozit numune yoğunluğunu belirlemek için kullanın.
Not: Kompozit numune başlangıçta ağır sıvı içinde dalmış zaman yüzen bu yöntem için saydam bir ağır sıvı 2,49 g/cm3 yoğunluğu ile kullanılır.- 3 mL su ekleyerek ağır sıvı yoğunluğu azaltmak ve çözüm 105 rad s-1 5 dakika süreyle, manyetik karıştırıcı tarafından karıştırma yavaş yavaş ağır sıvı/su karışımı askıya almak kompozit numune başlayana kadar bu adımı yineleyin.
- Bir kez örnek ağır sıvı ve su karışımı askıda kalması çözüm yoğunluğu ayarlandı, özgül ağırlık fincan kullanarak çözüm yoğunluk ölçer.
- Aynı tedavi kullanarak örnekler 2.14 ve 2.15 adımlarda verilen geçiş yapmak ve 5.1.1.1 ve 5.1.1.2 aynı yordam kullanılarak tedavi reçine numuneler yoğunluğunu belirlemek boşluk içermeyen reçine hazırlayın.
Not: Yoğunluğu INF tedavi ve EPON numuneler 1.152 ± 0,003 g/cm3 ve 1.171 ± 0,003 g/cm3, anılan sıraya göre. - Azot pycnometer43 10 cm3 su bardağı ile elyaf yoğunluğu elde etmek için kullanın.
Not: Düz örgü ve rasgele hasır kumaş yoğunluğu are 2,600 ± 0,003 g/cm3 ve 2.470 ± 0,004 g/cm3, anılan sıraya göre.
- Süspansiyon yöntemi42 toplu kompozit numune yoğunluğunu belirlemek için kullanın.
- Elyaf ve reçine ASTM D2584-1141göre ağırlık kısmını hesaplayın.
- ASTM D3171-15 yordamlar44 izleyen boşluk ve lif birim kesir hesaplamak
 (1)
(1) (2)
(2) (3)
(3)
nerede reçine birim Kesir
reçine birim Kesir  fiber birim Kesir
fiber birim Kesir  geçersiz birim Kesir
geçersiz birim Kesir  kompozit, yoğunluğu
kompozit, yoğunluğu  reçine, yoğunluğu
reçine, yoğunluğu  lif, yoğunluğu
lif, yoğunluğu  olduğunu örnek ağırlık, ve
olduğunu örnek ağırlık, ve  fiber ağırlığıdır.
fiber ağırlığıdır.
Not: Geçersiz birim içerik için belirsizlik ±0.21%45olması için hesaplanır. Laminat % 1'den az bir düşük-geçersiz içeriğe sahip olsa bile bu düzeyde doğruluk bileşik laminat için yeterlidir.
6. Tarama elektron mikroskobu (SEM) görüntüleme
- Her laminat üzerinden iki 25,4 mm × 6.4 mm numuneler kesin ve hızlı-tedavi akrilik SEM görüntüleme için onları gömmek.
Not: 25,4 mm örnek uzunluğu boyunca laminat yan yüzeyi (kalınlığı ile yüzey) görüntüleme için maruz öyle ki numuneler katıştırılır. - Polisaj makinesi 30 için 0,04 µm arasında kum boyutları ile katıştırılmış kompozit numune yüzeyinin parlatmak için kullanın.
- Altın/Paladyum iletken bir katmanı sağlamak için hazırlanan numune üzerine sputter kat yaklaşık 5 nm.
- Örnek bir örnek tutucu üzerine monte ve SEM odasına koy
- İvme gerilim 20 gibi parametreleri Imaging SEM ayarla kV ve çalışma mesafesi 25,5 mm.
- Laminat 35 X veya daha yüksek büyütme çeşitli yerlerinde birden çok görüntüsünü yakalamak.
Not: Seçilen büyütme boşlukları değerlendirilmesi üzerinde büyük bir kesit alanı aynı zamanda laminat kalınlığı görsel karşılaştırmasını sağlar. Laminat kalınlıkta doğru ölçümler bu görüntüleri kullanılarak yapılabilir.
7. bükülme özellikleri karakterizasyonu
- Kesik yedi 12,7 mm geniş örneklerin her bileşik üzerinden bir küme laminat üç sayılık bir elmas-kum testere kullanarak ASTM D790-1546 göre bükme bükülme testler için.
- Genişlik ve kalınlığı her örnek bir kumpas ile ölçebilir.
- Kalınlık oranı 24:1 bir yayılma alanına kullanın ve üç nokta bükme testi fikstür destek yayılımı ayarlayın. Örnek üç nokta bükme bükülme test fikstür mekanik test aleti monte üzerine yerleştirin.
- 2 mm/dak crosshead hızda bükülme testi gerçekleştirmek ve numune yük-saptırma davranışını kaydedin.
- Onaylamak ve tekrarlanabilirlik sonuçları sağlamak tüm örnekler için yukarıdaki adımları yineleyin.
- Deneme tamamlandığında, bükülme gücü hem de örnek39,40bükülme modülü hesaplayın.
Sonuçlar
Laminat kalitesini MACM etkisini araştırmak için farklı kumaş türleri kullanın ve sistemleri reçine çeşitli senaryolar kabul edildi. Tablo 1 üretim süreci ve 6 katlı, E-cam/epoksi kompozit laminat kompozit bileşenlerinin altında altı farklı imalat senaryoları üretilen raporlar. Temel senaryolarda (W-PW-INF, W-RM-INF ve W-RM-EPON) laminat ıslak iş vakum çanta dış baskı olmadan tarafından fabrikasyon. Diğer üç senaryo (WM-PW-INF, WM-RM-INF ve WM-RM-EPON) ıslak iş vakum çanta laminat manyetik sıkıştırma baskı altında imal için kullanılır. Bu laminat kalitesini sonra temel senaryolar tarafından yapılan karşılaştırılır. Birinci ve ikinci senaryolara göre W-PW-INF ve WM-PW-INF, düz örgü E-cam/INF laminat cihazlarında. Üçüncü ve dördüncü senaryolarında, W-RM-INF ve WM-RM-INF, düz örgü kumaş rasgele mat ile değiştirilir ve aynı reçine sistemi (Yani, INF) kullanılır. Reçine sistemi 766.9 bir orta derecede yüksek viskozite olan EPON ile değiştirilir beşinci ve altıncı senaryolarda, W-RM-EPON ve WM-RM-EPON, kumaş rasgele mat E-cam, iken mPa s 296 mPa s INF reçine için karşılaştırıldığında. Son dört senaryo daha ayrıntılı bir analiz-ebilmek bulunmak Pishvar ve ark. 2017 ve Amirkhosravi ve ark. 201738,39.
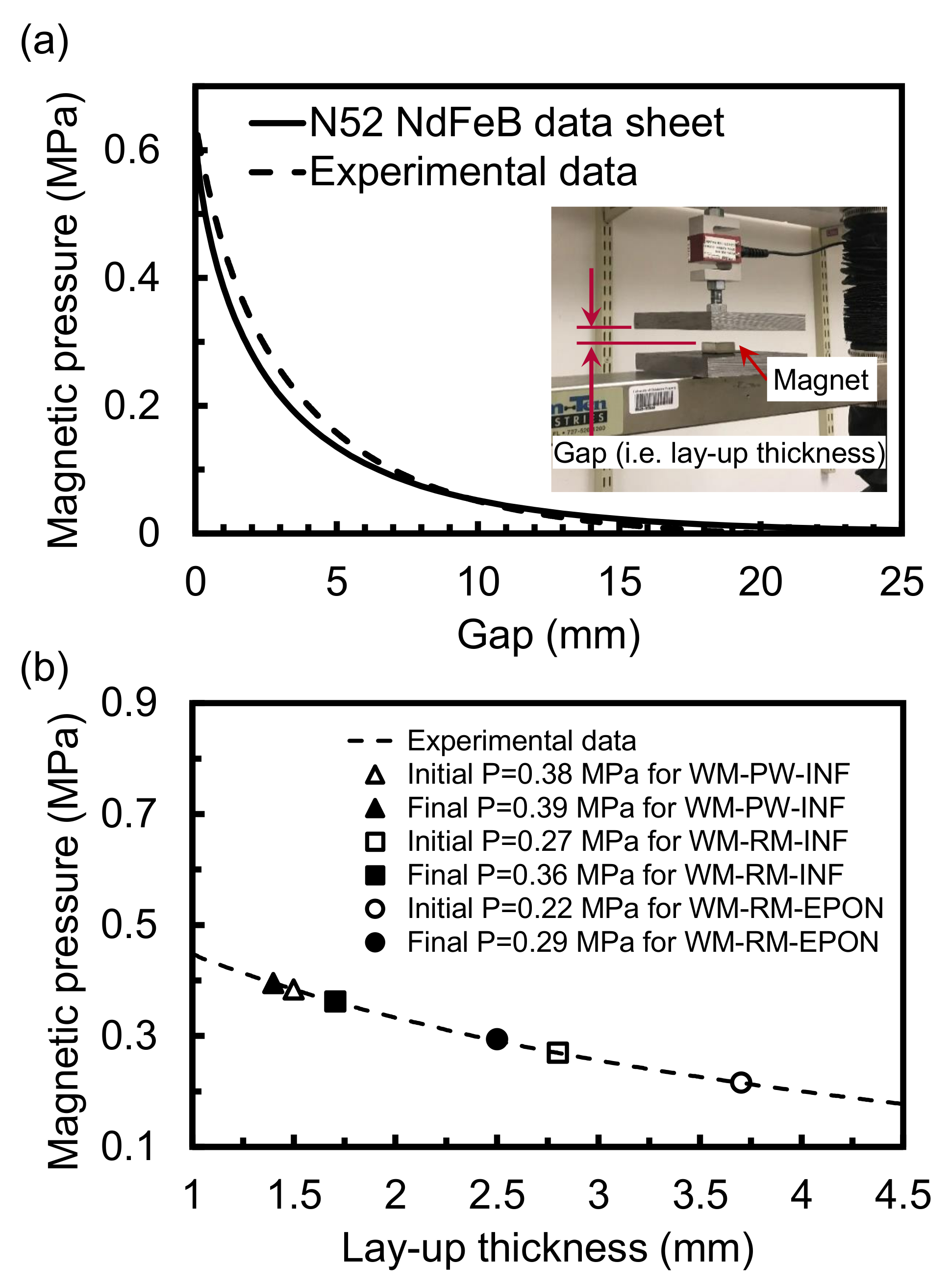
Şekil 2a manyetik basıncı NdFeB, N52 2.54 × 2.54 × 1,27 cm3 magnet mıknatıs ve çelik levha arasındaki mesafe bir fonksiyonu olarak sunar. Bu mesafe iş kalınlık için bileşik laminat imalatı sırasında karşılık gelen ve böylece mıknatıslar tarafından uygulanan sıkıştırma basıncı varyasyonu belirlemek için kullanılabilir. Şekil 2a ilave manyetik basıncı varyasyon mesafe bir fonksiyonu olarak ölçmek için kullanılan deneysel set-up fotoğrafı gösterir. İletişim kuralı 3 bölümünde açıklandığı gibi set-up iki paralel çelik plakaları (12,5 cm × 12,5 cm × 1,8 cm) oluşur. Üst plaka 4,45 kN (1000 lb) yük-hücreye bağlı. Alt plaka çapraz-kafa bir mekanik test aleti monte edilir. Bu ayarı kullanarak, alt plaka üzerinde yerleştirilen Daimi Mıknatıs çekim kuvveti (Yani, mıknatıs ve üst çelik plaka arasındaki mesafe) boşluğu bir fonksiyonu olarak ölçülür. Kesikli çizgi Şekil 2a olarak ölçülen manyetik basınç (kuvvet mıknatıs alanı üzerinde) tarafından mekanik test aleti, ve düz çizgiyi mıknatıslar Tedarikçi tarafından sağlanan verileri üzerinden belirlenen basınç temsil eder. Ölçülen basınç ve tedarikçi tarafından sağlanan teknik bilgi formu üzerinden elde edilen değerler arasında genellikle iyi anlaşma olduğunu. Bu manyetik basıncı artış katlanarak boşluğu azaltma üzerinde bağlıdır görülmektedir. Bu nedenle, laminat Kavurma işlemi sırasında birleştirir gibi iş kalınlığı yavaş yavaş azalır ve sonuç olarak, mıknatıs tarafından uygulanan basıncı yükselir. Şekil 2b Şekil 2a ama 1-4,5 mm boşluk (Yani, iş kalınlık) aralığı için sunulan aynı deneysel verileri gösterir. Buna ek olarak, ilk ve son manyetik basıncı farklı kumaş türleri (Örneğin, düz örgü ve rasgele mat) oluşan laminat tedavi sırasında uygulanan ve reçine sistemleri (Yani, INF ve EPON) Şekil 2biçinde görüntülenir. Düz örgü/INF laminat (WM-PW-INF) konsolidasyon sırasında iş kalınlığı 1.5 mm 1.4 mm reçine çıkış ve tedavi nedeniyle azalır. Buna göre manyetik basıncı biraz 0,39 MPa 0,38 yükselir. Rasgele mat/INF iş kalınlığı için 1.7 mm 2.8 mm (WM-RM-INF) değişiklikleri astarlar ve sonuç olarak, manyetik basıncı önemli ölçüde 0,36 MPa için 0,27 artar. Rasgele mat ile/EPON (WM-RM-EPON) yapılan laminat iş kalınlığı 3.7 mm 2.5 mm azalır ve böylece, oluşturulan basınç orta 0.29 MPa için 0,22 yükselir.
Tablo 2 ortalama kalınlık, fiber birim kesir ve ve manyetik konsolidasyon basıncı olmadan üretilen laminat kısmını geçersiz birim sunar. Tablo 2' de gösterildiği gibi manyetik sıkıştırma basıncı önemli ölçüde kullanan laminat ortalama kalınlığı 12-47 oranında azaltır. Beklendiği gibi laminat kalınlığı azalma şiddetle nerede laminat fiber birim kısmını önemli ölçüde manyetik basıncı nedeniyle 13-98 oranında artırır laminat, fiber birim kısmını artış ile ilişkilidir. Tüm senaryolar arasında rastgele mat/INF laminat üzerinde manyetik basınç uygulayarak etkisini daha (Yani, fiber birim kesir %98 artış) iki faktörler nedeniyle belirgin: (1) bir daha düşük ilk lif birim kısmını sıkıştırılmamış rasgele mat laminat düz örgü laminat ve (2) 296 mPa s, böylece daha kolay aşırı reçine kaldırılmasını sağlayan bir düşük viskozite reçine kullanımıyla karşılaştırıldığında. Ayrıca manyetik basınç uygulayarak laminat 3,4-%5,8 1.5-%2.7 geçersiz birim kısmını azalan ek bir avantaj olduğunu dikkate değerdir. Böylece, manyetik basıncı sadece da boşlukları laminat dışında aşırı reçine kullanıyor.
Şekil 3 görüntüler SEM görüntüleri E-cam/epoksi astarlar, 35 X büyütme altında 6 farklı senaryolar üretilmiş. Kolay görsel karşılaştırma için bir dış baskı olmadan yapılan laminat görüntülerini sol tarafta gösterilir ve manyetik sıkıştırma altında yapılan laminat sağ tarafta sunulmaktadır. Bu görüntülerden manyetik sıkıştırma basınç kullanan çok geliştirilmiş konsolidasyon plies arasında sonuçlanır ve sonuç olarak, reçine zengini alanlarda belirgin bir şekilde azaltılmasına yol açar ki, belirgindir. Sonuç olarak, laminat kalınlığı oldukça azalır ve lif birim kesir, özellikle rasgele hasır kumaş ve INF reçine (WM-RM-INF) yapılmış ince tabakalar içinde artar. Bu görüntüleri de boşlukları morfolojisi ile ve dış baskı olmadan yapılan ince tabakalar içinde çok farklı olduğunu gösteriyor. Manyetik basınç uygulayarak boşlukları sayısını azaltır ve boşlukları daha küçük, daha düşük bir geçersiz birim kesir ince tabakalar içinde önde gelen yapar. Son olarak, plies arasında bulunan boşluklar sıkıştırma götürmek-e doğru daha fazla boşlukları uzamış.
Tablo 3 bükülme gücü ve tüm laminat ve yüzde artış in manyetik konsolidasyon basıncı altında yapılan laminat bükülme özelliklerini gösterir. Sonuçlar açıkça bükülme gücü ve laminat in önemli ölçüde manyetik basıncı kullanarak gelişmiş olduğunu gösterir. %98 rastgele mat/INF laminat (WM-RM-sırasıyla yüzde 1.46, bükülme gücü ve laminat in nedenleri % 62 ve %67 artış en az bir geçersiz içeriğe sahip iken INF), fiber birim kısmını bir artış. Başlangıçta sırasıyla fiber birim kesir en düşük artış gösterdi, % 13, % 7 ve % 22, bükülme gücü ve modülü, en düşük fiyat iyileştirme sergilenen olarak beklenen, düz örgü/INF laminat (WM-PW-INF). Sonuç olarak, geliştirme bileşik laminat manyetik konsolidasyon basıncı altında yapılan çeşitli bükülme özelliklerindeki genel olarak laminat kalitesini artırmak için MACM kapasitesini kanıtlıyor.
| İmalat Senaryo | Kumaş türü | Reçine sistemi | Üretim süreci |
| W-PW-INF | Düz örgü E-cam | INF | Dış basınç kullanmadan geleneksel ıslak iş vakum çanta |
| WM-PW-INF | Düz örgü E-cam | INF | Manyetik konsolidasyon basıncı kullanmak ile ıslak iş vakum çanta |
| W-RM-INF | Rasgele mat E-cam | INF | Dış basınç kullanmadan geleneksel ıslak iş vakum çanta |
| WM-RM-INF | Rasgele mat E-cam | INF | Manyetik konsolidasyon basıncı kullanmak ile ıslak iş vakum çanta |
| W-RM-EPON | Rasgele mat E-cam | EPON | Dış basınç kullanmadan geleneksel ıslak iş vakum çanta |
| WM-RM-EPON | Rasgele mat E-cam | EPON | Manyetik konsolidasyon basıncı kullanmak ile ıslak iş vakum çanta |
Tablo 1: Ayrıntılarını bileşenlerinin ve 6 katlı bileşik laminat üretiminde kullanılan altı uydurma senaryoları.
| Üretim senaryo | Ortalama kalınlığı (mm) | Fiber birim kesir (%) | Fiber birim kesir (%) artırmak | Geçersiz birim kesir (%) | Geçersiz birim kesir (%) azalma |
| W-PW-INF | 0,98 ± 0,01 | 45.65 ± 0,82 | ― | 3,44 ± 0,46 | ― |
| WM-PW-INF | 0,86 ± 0,01 | 51.63 ± 0,87 | 13 | 1.74 ± 0.39 | 49 |
| W-RM-INF29 | 2.28 ± 0,04 | 24.84 ± 1,14 | ― | 5,09 ± 0,69 | ― |
| WM-RM-INF29 | 1,21 ± 0,01 | 49.10 ± 0,87 | 98 | 1.46 ± 0,24 | 71 |
| W-RM-EPON30 | 3.18 ± 0,01 | 17.34 ± 0,84 | ― | 5.81 ± 1,24 | ― |
| WM-RM-EPON30 | 1,99 ± 0.03 | 26,88 ± 1,99 | 55 | 2,71 ± 0,36 | 53 |
Tablo 2: ortalama kalınlık, fiber birim kesir ve 6 katlı laminat kısmını geçersiz birim imal altında altı farklı senaryolar. Fiber birim kesir ve yüzde azalma geçersiz birim kesir manyetik sıkıştırması nedeniyle yüzde artış (n = 6 fiber birim kesir ve geçersiz birim kesir ve n = 35 ortalama laminat için kalınlığı; % 95 güven aralıkları tüm veriler için) vardır Ayrıca verilen.
| Üretim senaryo | Bükülme gücü (MPa) | Bükülme gücü (%) | Bükülme modülü (GPa) | Bükülme modülü (%) artırın |
| W-PW-INF | 638.9 ± 27.0 | ― | 24,1 ± 0.5 | ― |
| WM-PW-INF | 681.1 ± 35.5 | 7 | 29,5 ± 0.9 | 22 |
| W-RM-INF29 | 218.9 ± 11,4 | ― | 8.4 ± 0,3 | ― |
| WM-RM-INF29 | 354.6 ±15.5 | 62 | 14.0 ± 0,8 | 67 |
| W-RM-EPON30 | 158.1 ± 8.9 | ― | 6.8 ± 0,1 | ― |
| WM-RM-EPON30 | 253.5 ± 20,1 | 60 | 9.9 ± 0,6 | 46 |
Tablo 3: Bükülme gücü ve modül bileşik laminat ve yüzde artış manyetik sıkıştırması nedeniyle bükülme özellikleri (n = 7 EPON ve n tarafından yapılan ince tabakalar için = 14 geri kalan; % 95 güven aralıkları tüm veriler için).

Şekil 1: bileşik iş hazırlanması ve uygulama protokolü bölümünde açıklandığı gibi manyetik basıncı basitleştirilmiş bir şematik. Bu amaçla, 25 NdFeB, N52 2.54 2.54 × × 1,27 cm3 kalıcı mıknatıslar konsolidasyon basıncı bileşik iş uygulamak için kullanılmaktadır. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 2: (a) Manyetik basıncı varyasyonu NdFeB, N52 2.54 2.54 × × 1,27 cm3 mıknatıs boşluğu (Yani, iş kalınlık) bir fonksiyonu olarak oluşturulur. İlave manyetik basıncı ölçmek için kullanılan deneysel set-up fotoğrafı gösterir. (b) düz örgü/INF (WM-PW-INF), rastgele mat/INF(WM-RM-INF) ve rasgele mat/EPON (WM-RM-EPON) laminat kür sırasında uygulanan ilk ve son manyetik basıncı. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Resim 3: bir ıslak iş vakum çanta ile ve manyetik basıncı kullanmadan işlemiyle fabrikasyon 6 katlı E-cam/epoksi kompozit laminat SEM görüntüleri. (a) W-PW-INF (düz örgü/INF laminant, dış baskı olmadan), (b) WM-PW-INF (düz örgü/INF laminat, manyetik basıncı ile), (c) W-RM-INF (rasgele mat/INF laminat, dış baskı olmadan), (d) WM-RM-INF () rasgele mat/INF laminat, manyetik basıncı ile), (e) W-RM-EPON dış baskı olmadan (rasgele mat/EPON laminat) ve (f) WM-RM-EPON (rasgele mat/EPON laminat, manyetik basıncı ile). Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}
Tartışmalar
Yüksek konsolidasyon basıncı uygulaması bileşik laminant tedavisi sırasında özellikle yüksek kaliteli kompozit parça47üretim için önemlidir. Dış basınç uygulanmaz ve laminat yalnızca vakum altında tedavi, son bölümünde muhtemelen %5 oranında hacim ve istenmeyen reçine zengin bölgeleri48aşan yüksek geçersiz içerik genellikle içerir. Geçersiz içeriği yüksek, düşük lif birim kesir ve reçine zengin alanlarda bileşik laminat mekanik özelliklerini olumsuz etkileyen faktörlerdir. Bu çalışmada, Laminant ıslak iş vakum çanta sürecinde tedavi sırasında yüksek konsolidasyon basınç uygulayarak bir deneysel açıklanan29protokolüdür. Bu teknikte, ilk olarak, geleneksel ıslak iş vakum çanta işlem göre manyetik alt araç plaka üzerinde bileşik iş hazırlanır. Kalıcı mıknatıslar, manyetik bir üst çelik plaka için bağlı bir dizi sonra vakum çanta üzerinde yer alıyor. Bu çalışmada, mıknatıslar nerede reçine viskozite önemli ölçüde azalır iş sıcaklık 60 ° c, artırırken uygulanır. Jelleşme punto gibi farklı bir zamanda basınç uygulayarak verim astarlar ile farklı özellikler13,40,49. Mıknatıs ve manyetik alt plaka arasındaki boşluğu üzerinde uygulanan manyetik basıncı düzeyine bağlıdır. Böylece, biz bir mıknatıs tarafından boşluk (Yani, iş kalınlık) bir fonksiyonu olarak manyetik basıncı ölçmek için bir yordam mevcut.
MACM, ıslak etkinliğini belirlemek için iş vakum çanta laminat farklı malzeme bileşenleri ile altı senaryoları ile ve manyetik sıkıştırma baskı olmadan kullanarak cihazlarında. Sonra boşluk ve lif birim kesirler, mikroyapı ve bileşik laminat bükülme özellikleri karakterizasyonu için ayrıntılı adımlar gösterilmektedir. Birim kesirler bileşik bileşenlerinin, reçine yanık değerlendirmek için kapalı ve süspansiyon yöntemlerdir kullanılan42. Sunulan sonuçlar önemli ölçüde manyetik sıkıştırma basınç uygulayarak elyaf birim kesir artırır ve parçaların geçersiz içerik azaltır gösterir. Ayrıca, bileşik microstructural çözümlenmesi için Tarama elektron mikroskobu (SEM) görüntüleme kullanılır ve konumu ve boşlukları15geometrik özellikleri görmemizi sağlar. Örneğin, Şekil 3 manyetik basıncı tedavi sırasında kullanımı da boşlukları sayısını ve boyutunu azaltmada faydalıdır ve bu nedenle erken başarısızlık20,24olasılığını azaltır göstermektedir. Sonuç olarak, bu faktörlerin büyük ölçüde laminat bükülme özelliklerini geliştirmek. Ancak, MACM etkinliğini bileşik bileşenlerinin (elyaf ve reçine) türüne bağlı olarak farklı olduğunu.
Bu yöntem ile laminat imalatı basit olmasına rağmen onlar çok yüksek basınç (Yani, en fazla baskısı 0,64 MPa) üretmek gibi düzenleme ve kalıcı mıknatıslar yerleştirme sırasında özen göstermelidir. Bu yöntem alt araç plaka 400 serisi paslanmaz çelik gibi manyetik olması gerekiyor ve manyetik çekim kuvvetleri taşımak ve plaka yukarı kaydır çünkü bu karşı hareketi mıknatıslar, yerleşimini önce giderilmelidir kısıtlamadır. Ayrıca, mıknatıslar tarafından uygulanan basınç laminat kalınlığına bağlıdır. Örneğin için NdFeB, N52 2.54 2.54 × × 1,27 cm3 kalıcı mıknatıslar yüksek konsolidasyon basıncı (> 0,1 MPa) üretmek mümkün değildir ne zaman bileşik iş kalınlığı 6.5 mm aşıyor. Bu durumda, daha güçlü mıknatıslar yüksek konsolidasyon düzeylerine ulaşmak için kullanılması gereken gerekir.
Sunulan yöntem kullanmak uygun olur ve o does değil istemek pahalı ekipman ve takım basınçlı kaplar üzerinde avantaja sahiptir. Her ne kadar burada aydınlatılmamıştır değil, bu yöntem geniş sadece ıslak iş vakum çanta için kompozit prepregs ve Vakum Yardımlı reçine transferi (VARTM) kalıplama otoklav kür gibi diğer üretim süreçleri için de geçerlidir. Ayrıca, büyük kompozit bileşenleri vakum çanta boyunca mıknatıslar mıknatıslar ve vakum çanta arasında uygun bir yağ kullanılırsa kaydırarak göreli kolaylıkla fabrikasyon. Ayrıca, bizim bilgimize için bileşik iş yerel yanı sıra üniform olmayan basınç uygulama sağlayan tek yöntem bu. Bu yöntemi gelecekteki yönünü geometrik olarak karmaşık kompozit parça üretmek için ama düz bir tabağa mıknatısları yerleştirmek yerine, onlar bir eşleşen, üst kalıp üzerinde yerleştirilebilir.
Açıklamalar
Yazarlar herhangi bir açıklamaları var mı.
Teşekkürler
Yazarlar AME makinenin olduğu dükkanın Oklahoma Üniversitesi kalıp ve imalat kurulum ve kompozit üretim araştırma laboratuvarı, üyeleri yapmak yardımcı olduğunuz için teşekkür Drs. Yousef K. Hamîdî, M. Akif yalçınkaya ve Jacob Anderson için yararlı tartışmalar.
Malzemeler
| Name | Company | Catalog Number | Comments |
| Plain weave glass fiber | Hexcel | HexForce 3733 | The type of fibers can be substituted with any type of fabrics |
| Randomly oriented chopped strand glass fiber | Fiberglast | 248 | |
| TenCate EX-1522/IM7 | Tencate | it is a plain weave carbon/epoxy prepreg | |
| PRO-SET INF-114 Infusion Epoxy | Composite Envisions | 1758 | The type of resin can be substituted with any type of resin suitable for wet lay-up vacuum bag process |
| PRO-SET INF-211 Medium Infusion Hardener | Composite Envisions | 1760 | |
| EPON 862 | Hexion Inc. | ||
| EPIKURE Curing Agent 3300 | Hexion Inc. | ||
| NdFeB, N52-2.54 × 2.54 × 1.27 cm3 | K&J Magnetics, Inc. | BX0X08-N52 | Magnets can be substitued with any type depending on the required pressure and application |
| OLFA rotary cutter | Fibre Glast | 1706-A | |
| Tacky tape | De-Comp Composites | D413Y | |
| Polyester tape | De-Comp Composites | D574A | |
| Squeegees | Fibre Glast | 62-A | Any type of squeegees can be used |
| Roller | De-Comp Composites | D205 | Any type of rollers can be used |
| PTFE-Coated fiberglass fabric sheets | McMaster-Carr Supply Company | 8577K81 | |
| PTFE release agent dry lubricant | Miller-Stephenson | MS122AD | |
| Perforated release film | Fibre Glast | 1787-C | |
| Breather cloth | De-Comp Composites | ||
| Vacuum bag film | Rock West Composite | WRIGHTLON 7400 | |
| Aluminum twist lock vacuum valve | De-Comp Composites | D401 | |
| Vacuum pump | Best Value Vacs | BVVRS1 | |
| Flexible silicone-rubber heat sheets, adhesive backing | McMaster-Carr Supply Company | 35765K429 | |
| 400-series steel plate, 6.35 mm-thick | The lay-up is prepared on this plate | ||
| steel plate, 4.76 mm-thick | The magnets are attached to this plate | ||
| Aluminum sheet, 0.3-mm thick | |||
| Lab stirrer mixer | Caframo | ||
| Laboratory weigh scale | |||
| AccuPyc II 1340 automatic gas pycnometer | Micromeritics Instrument Corporation | 134/00000/00 | |
| Specific gravity cup, 83.2 mL | Gardco | EW-38000-12 | |
| Acrylic cold mounting resin | Struers | LevoCit | |
| Grinder/polisher | Struers | LaboSystem | |
| Porcelain crucibles, 30 mL | United Scientific Supplies | JCT030 | |
| Plastic Cups, 12 Oz, clear | It is used as epoxy mixing cups |
Referanslar
- Amel, H., et al. Introducing a novel manufacturing process for automotive structural/semi structural composite components. Procedia CIRP. 66, 143-146 (2017).
- Beardmore, P., Johnson, C. F. The potential for composites in structural automotive applications. Compos Sci Technol. 26 (4), 251-281 (1986).
- Irving, P. E., Soutis, C. . Polymer composites in the aerospace industry. , (2015).
- Li, Y., Li, N., Gao, J. Tooling design and microwave curing technologies for the manufacturing of fiber-reinforced polymer composites in aerospace applications. Int J Adv Manuf Technol. 70 (1-4), 591-606 (2014).
- Mouritz, A. P., Gellert, E., Burchill, P., Challis, K. Review of advanced composite structures for naval ships and submarines. Compos Struct. 53 (1), 21-42 (2001).
- Davies, P., Petton, D. An experimental study of scale effects in marine composites. Compos Part A: App Sci Manuf. 30 (3), 267-275 (1999).
- Pendhari, S. S., Kant, T., Desai, Y. M. Application of polymer composites in civil construction: A general review. Compos Struct. 84 (2), 114-124 (2008).
- Bakis, C. E., et al. Fiber-reinforced polymer composites for construction-State-of-the-art review. J Compos Construct. 6 (2), 73-87 (2002).
- Thomas, M. M., Joseph, B., Kardos, J. L. Experimental characterization of autoclave-cured glass-epoxy composite laminates: Cure cycle effects upon thickness, void content, and related phenomena. Polym Compos. 18 (3), 283-299 (1997).
- Michaud, V., Mortensen, A. Infiltration processing of fibre reinforced composites: Governing phenomena. Compos Part A: App Sci Manuf. 32 (8), 981-996 (2001).
- Wood, J. R., Bader, M. G. Void control for polymer-matrix composites (2): Experimental evaluation of a diffusion model for the growth and collapse of gas bubbles. Compos Manuf. 5 (2), 149-158 (1994).
- Abraham, D., Matthews, S., McIlhagger, R. A comparison of physical properties of glass fibre epoxy composites produced by wet lay-up with autoclave consolidation and resin transfer moulding. Compos Part A: App Sci Manuf. 29 (7), 795-801 (1998).
- Liu, L., Zhang, B. M., Wang, D. F., Wu, Z. J. Effects of cure cycles on void content and mechanical properties of composite laminates. Compos Struct. 73 (3), 303-309 (2006).
- Park, S. Y., Choi, W. J., Choi, H. S. The effects of void contents on the long-term hygrothermal behaviors of glass/epoxy and GLARE laminates. Compos Struct. 92 (1), 18-24 (2010).
- Hamidi, Y. K., Aktas, L., Altan, M. C. Three-dimensional features of void morphology in resin transfer molded composites. Compos Part A: App Sci Manuf. 65 (7), 1306-1320 (2005).
- Pucci, M. F., Liotier, P. -. J., Drapier, S. Capillary wicking in a fibrous reinforcement-orthotropic issues to determine the capillary pressure components. Compos Part A: App Sci Manuf. 77, 133-141 (2015).
- Pucci, M. F., et al. Wetting and swelling property modifications of elementary flax fibres and their effects on the Liquid Composite Molding process. Compos Part A: App Sci Manuf. 97, 31-40 (2017).
- Jeong, H. Effects of voids on the mechanical strength and ultrasonic attenuation of laminated composites. J Compos Mater. 31 (3), 276-292 (1997).
- Almeida, S. F. M., Neto, Z. d. S. N. Effect of void content on the strength of composite laminates. Compos Struct. 28 (2), 139-148 (1994).
- Varna, J., Joffe, R., Berglund, L. A., Lundström, T. Effect of voids on failure mechanisms in RTM laminates. Compos Sci Technol. 53 (2), 241-249 (1995).
- Hagstrand, P. O., Bonjour, F., Månson, J. A. The influence of void content on the structural flexural performance of unidirectional glass fibre reinforced polypropylene composites. Compos Part A: App Sci Manuf. 36 (5), 705-714 (2005).
- Mouritz, A. Ultrasonic and interlaminar properties of highly porous composites. J Compos Mater. 34 (3), 218-239 (2000).
- Maragoni, L., Carraro, P., Peron, M., Quaresimin, M. Fatigue behaviour of glass/epoxy laminates in the presence of voids. Int J Fatigue. 95, 18-28 (2017).
- Chambers, A., Earl, J., Squires, C., Suhot, M. The effect of voids on the flexural fatigue performance of unidirectional carbon fibre composites developed for wind turbine applications. Int J Fatigue. 28 (10), 1389-1398 (2006).
- Judd, N. C., Wright, W. Voids and their effects on the mechanical properties of composites- an appraisal. SAMPE J. 14, 10-14 (1978).
- Ghiorse, S. Effect of void content on the mechanical properties of carbon/epoxy laminates. SAMPE Quart. 24 (2), 54-59 (1993).
- Lambert, J., Chambers, A., Sinclair, I., Spearing, S. 3D damage characterisation and the role of voids in the fatigue of wind turbine blade materials. Compos Sci Technol. 72 (2), 337-343 (2012).
- Mesogitis, T., Skordos, A., Long, A. Uncertainty in the manufacturing of fibrous thermosetting composites: a review. Compos Part A: App Sci Manuf. 57, 67-75 (2014).
- Aktas, L., Hamidi, Y., Altan, M. C. Effect of moisture on the mechanical properties of resin transfer molded composites-part I: absorption. J Mater Process Manuf Sci. 10 (4), 239-254 (2002).
- Selzer, R., Friedrich, K. Mechanical properties and failure behaviour of carbon fibre-reinforced polymer composites under the influence of moisture. Compos Part A: App Sci Manuf. 28 (6), 595-604 (1997).
- Costa, M. L., Rezende, M. C., Almeida, S. F. M. Effect of void content on the moisture absorption in polymeric composites. Polym Plast Technol Eng. 45 (6), 691-698 (2006).
- Muric-Nesic, J., Compston, P., Stachurski, Z. On the void reduction mechanisms in vibration assisted consolidation of fibre reinforced polymer composites. Compos Part A: App Sci Manuf. 42 (3), 320-327 (2011).
- Walczyk, D., Kuppers, J. Thermal press curing of advanced thermoset composite laminate parts. Compos Part A: App Sci Manuf. 43 (4), 635-646 (2012).
- Khan, L. A., Mahmood, A. H., Ahmed, S., Day, R. J. Effect of double vacuum bagging (DVB) in quickstep processing on the properties of 977-2A carbon/epoxy composites. Polym Compos. 34 (6), 942-952 (2013).
- Kwak, M., Robinson, P., Bismarck, A., Wise, R. Microwave curing of carbon-epoxy composites: penetration depth and material characterisation. Compos Part A: App Sci Manuf. 75, 18-27 (2015).
- Agius, S., Magniez, K., Fox, B. Cure behaviour and void development within rapidly cured out-of-autoclave composites. Compos Part B: Eng. 47, 230-237 (2013).
- Davies, L., et al. Effect of cure cycle heat transfer rates on the physical and mechanical properties of an epoxy matrix composite. Compos Sci Technol. 67 (9), 1892-1899 (2007).
- Pishvar, M., Amirkhosravi, M., Altan, M. C. Applying magnetic consolidation pressure during cure to improve laminate quality: a comparative analysis of wet lay-up and vacuum assisted resin transfer molding processes. ASME Int Mech Eng Cong Expos Proc. , (2017).
- Amirkhosravi, M., Pishvar, M., Altan, M. C. Improving laminate quality in wet lay-up/vacuum bag processes by magnet assisted composite manufacturing (MACM). Compos Part A: App Sci Manuf. 98, 227-237 (2017).
- Pishvar, M., Amirkhosravi, M., Altan, M. C. Magnet assisted composite manufacturing: A novel fabrication technique for high-quality composite laminates. Polym Compos. , (2017).
- . . ASTM D2584-11 Standard test method for ignition loss of cured reinforced resins. , (2011).
- Anderson, J. P., Altan, M. C. Properties of composite cylinders fabricated by bladder assisted composite manufacturing. J Eng Mater Technol. 134 (4), 044501 (2012).
- Webb, P. A. Volume and density determinations for particle technologists. Micromeritics Instru. Corp. 01, (2001).
- . . ASTM D3171-15 Standard test methods for constituent content of composite materials. , (2015).
- Anderson, J. . Manufacturing and microstructural modeling of geometrically complex composite components produced by bladder assisted composite manufacturing (BACM). , (2013).
- . . ASTM D790-15, Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. , (2015).
- Yalcinkaya, M. A., Sozer, E. M., Altan, M. C. Fabrication of high quality composite laminates by pressurized and heated-VARTM. Compos Part A: App Sci Manuf. 102, 336-346 (2017).
- Chang, T., Zhan, L., Tan, W., Li, S. Effect of autoclave pressure on interfacial properties at micro-and macro-level in polymer-matrix composite laminates. Fiber Polym. 18 (8), 1614-1622 (2017).
- Stringer, L. G. Optimization of the wet lay-up/vacuum bag process for the fabrication of carbon fibre epoxy composites with high fibre fraction and low void content. Composites. 20 (5), 441-452 (1989).
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiThis article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır