
Method Article
磁石は、複合材生産を支援: 柔軟な新しい技術高圧真空袋/Lay アップ プロセスを達成するため
要約
積層複合材料を作製する真空バッグ レイアップに圧密を適用する新しい手法を説明します。このプロトコルの目的は、ウェット レイアップ真空バッグ法により作製した積層板の品質を改善するために、シンプルでコスト効果の高い手法を開発することです。
要約
この作品は、最近開発されたマグネット アシスト複合体製造 (MACM) 技術を用いたウェット レイアップ真空バッグ プロセスにより作製した複合材料積層板の品質を向上するためのプロトコルを示します。この手法は、永久磁石を利用硬化の段階で、十分に高圧を適用します。Magnetic field の強さを強化してしたがって、磁気圧縮圧力を増加する磁石は磁気のトップ プレートに配置されます。まず、磁気の下に複合レイアップの準備の全体の手順鋼プレートを使用して従来のウェット レイアップ真空バッグ プロセスを説明しました。第二に、一連の真空袋に極性を交互に配置されたネオジウム-鉄-ボロン磁石の配置を示しています。次に、複合成分の磁気圧縮圧力と体積の分画を測定する実験の手順が掲載されています。最後に、微細構造と積層複合材料の機械的性質を特徴付けるために使用方法で詳しく説明します。結果は、ウェット レイアップ真空袋ラミネートの品質の向上に MACM 手法の有効性を証明します。このメソッドは、ツールや機器の大規模な資本投資を必要としないし、真空袋に配置されている一致するトップ型に磁石を置くことによって幾何学的に複雑な複合部品を統合にも使用できます。
概要
繊維強化高分子複合材料は自動車1、2、航空宇宙3,4、海洋5,6、および建設7,8で広く使用されています。高い比強度と耐腐食性、良好な疲労、曲げ弾性率などの独自のプロパティのための産業。現在、高品質複合材料積層板は 0.27 0.69 の高圧高温下でオートクレーブ硬化済み含浸布 (プリプレグ) のレイヤーを使用してを作製が主に MPa (40-100 psi)9。やや低品質複合材料積層板は、高い圧密は適用されませんウェット レイアップ プロセスによって生成されます。この処理は、手間がかかり、高価な機器を必要としない、金型に乾燥した生地の 1 つの層を配置し、その後樹脂を適用することによって実行されます。ほとんどのアプリケーションで手持ちのローラーを使用して、繊維補強材に樹脂を強制し余分な樹脂をスクイズします。所望の厚さが得られるまで、このシーケンスが繰り返されます。治療中に真空 (ウェット レイアップ真空バッグ プロセスと呼ばれる) と、オートクレーブ内追加統合圧力の組み合わせを適用することによって、ウェット レイアップによって生成される積層板の品質は大幅に向上します。治療中に高圧を適用する繊維体積率と結果、機械的性質の向上ボイド10,11の除去の増加につながる、樹脂の流れが容易になります。アブラハムら12 1.2 統合圧力 MPa はウェット レイアップの真空袋を使用して約 64% の高繊維体積率と低ボイド率 1.6% の高品質な平織り E ガラス複合材料積層板を作製できることを示したオートクレーブに適用されます。
ボイドは、積層複合材料の製造の間に形作られる最も一般的な欠陥の一つです。空隙は数ミクロンから数百ミクロンまでレイアップの間に溜まった空気のために主に形作られる、樹脂中の水分を溶解し、治療13,14,15中の揮発性物質を追放しました。また、含浸繊維補強のダイナミクスは、void エントラップメント16,17に重要な影響を及ぼすことがわかった。複合材料積層板中の空隙の存在が強度13,18,19, 弾性率20,21, 破壊の大幅な削減につながることを広く靭性22、および積層板の疲労寿命23,24 。例えば、ジャッドとライト25を各 1% の増加で発見 void コンテンツ (最大 4%)、結果、短スパン梁のせん断特性のおよそ 7% の低下。また、Ghiorse26発見、void コンテンツの各 1% の増加のための炭素繊維/エポキシ複合材の層間せん断と曲げ強度を 10% 削減と曲げ弾性率の 5% 削減見られるかもしれない。さらに、ボイド水分吸収27,28と同様、き裂の発生と伝播に及ぼす悪影響があります。それはよく知られているの高い void 内容と積層板の吸湿速度が大きい、吸収水分下長期的な機械的性質29、繊維-マトリックス界面の劣化原因になります 30,31,32。したがって、機械的性質の一貫性を確保し、複合製品の最高の品質を達成するため、void コンテンツを最小する必要があります。
信頼性の高い、高品質の部品を生産、オートクレーブ内複合材料積層板の硬化、製品コスト初期投資と過剰なエネルギー使用法のために高くなります。オートクレーブに加え治療法、さまざまな真空補助樹脂トランスファモールド (VARTM) やクイック ステップ プロセスなどの手法が開発されオートクレーブ32,33,から複合材料積層板の製造に用いる34,35,36。 ただし、制服、高圧がない場合は、多くの場合これらのメソッドによって生成される積層板があるため、オートクレーブ37で作られたものと比較して低い機械的性質。最近、永久的なハイパワーのセットによって生成された統合圧力を適用することによってぬれたレイアップ真空バッグ複合材料積層板の質の向上のため磁石アシスト複合 (MACM) の製造に利用されていると呼ばれる新しい技術磁石38,39。この技術の応用からオートクレーブ高温永久磁石40を使用して高品質、構造複合材料積層板の生産に延長されました。
MACM 法を用いた真空バッグ ウェット レイアップ積層を製造するためのプロトコルを提案します。MACM、ネオジウム-鉄-ボロン磁石は、治療中に、十分に高圧を適用し、したがって、積層板の質の向上に利用されています。まず、下鋼板プレートを 6 枚重ね、平織り E-ガラス/エポキシ複合レイアップの準備を説明します。その後、上部鋼板に交互の極性の磁石の配置複合レイアップの圧密を適用する真空袋上での配置と共に示されています。最後に、我々 はボイドと繊維の容積比、微細構造、および積層複合材料の機械的性質の評価に使用されるメソッドと同様に、磁気圧縮圧力の測定手順を概説します。ウェット レイアップ真空バッグ布積層加工により MACM プロセスの有効性を検討 [磁気圧力とマグネット無しで従来のウェット レイアップ真空袋により作製したそれらに彼らのプロパティを比較します。得られた結果は、全体的にラミネートの品質を向上させる MACM メソッドの機能を証明します。このメソッドは、高品質積層板製造の低コストかつ簡単な方法を比較的容易に大規模で複雑な形状の複合材を作製する適用することができます。
プロトコル
注意: 使用前に関連するすべての材料安全データ用紙 (MSDS) を参照してください。個人用保護具 (保護メガネ、手袋、白衣、フルレングスのパンツ、閉じてつま先の靴) を使用します。
1. 材料
- 20.3 cm х 15.2 cm、ロータリー生地カッターで平織りからす繊維の 6 プライをカットします。
注: 平織り生地は不織、ランダム マットを含む他の生地のタイプによって置き換えることができます。炭素繊維は、このメソッドで使用できます。 - 27.4 に 100 の重量比を用いた最初のエポキシ樹脂、tared バランスに INF (40 g) の重量を量ると、硬化剤を追加する INF (10.96 g) によって樹脂システムを準備します。(5 分) の完全分散まで (37 rad s-1) で主剤/硬化剤混合物に達するとかき混ぜる。
注: (1) 樹脂の種類は、ウェット レイアップ真空バッグ プロセスに適した樹脂の任意の種類を代えることが。(2) エポキシ樹脂・硬化剤比率の選択は、樹脂と硬化剤の組み合わせによって異なります。(主剤/硬化剤混合物の重量の 3) の選択は、完成部品と樹脂を出血、ブラシ等の樹脂を残りの量など予想されるゴミの量の目的の繊維体積率に依存します。重量約 34 g、樹脂繊維比 40 に 60 を生地の 6 プライの体重を考慮して選ばれました。 - エポキシ樹脂と硬化剤の混合の間に形成のすべての引っ掛けられた空気を削除する樹脂トラップでドガのガレージ (約 15 分)。
2. コンポジット ウェット レイアップ真空バッグ プロセスを使用して磁気圧力を製造
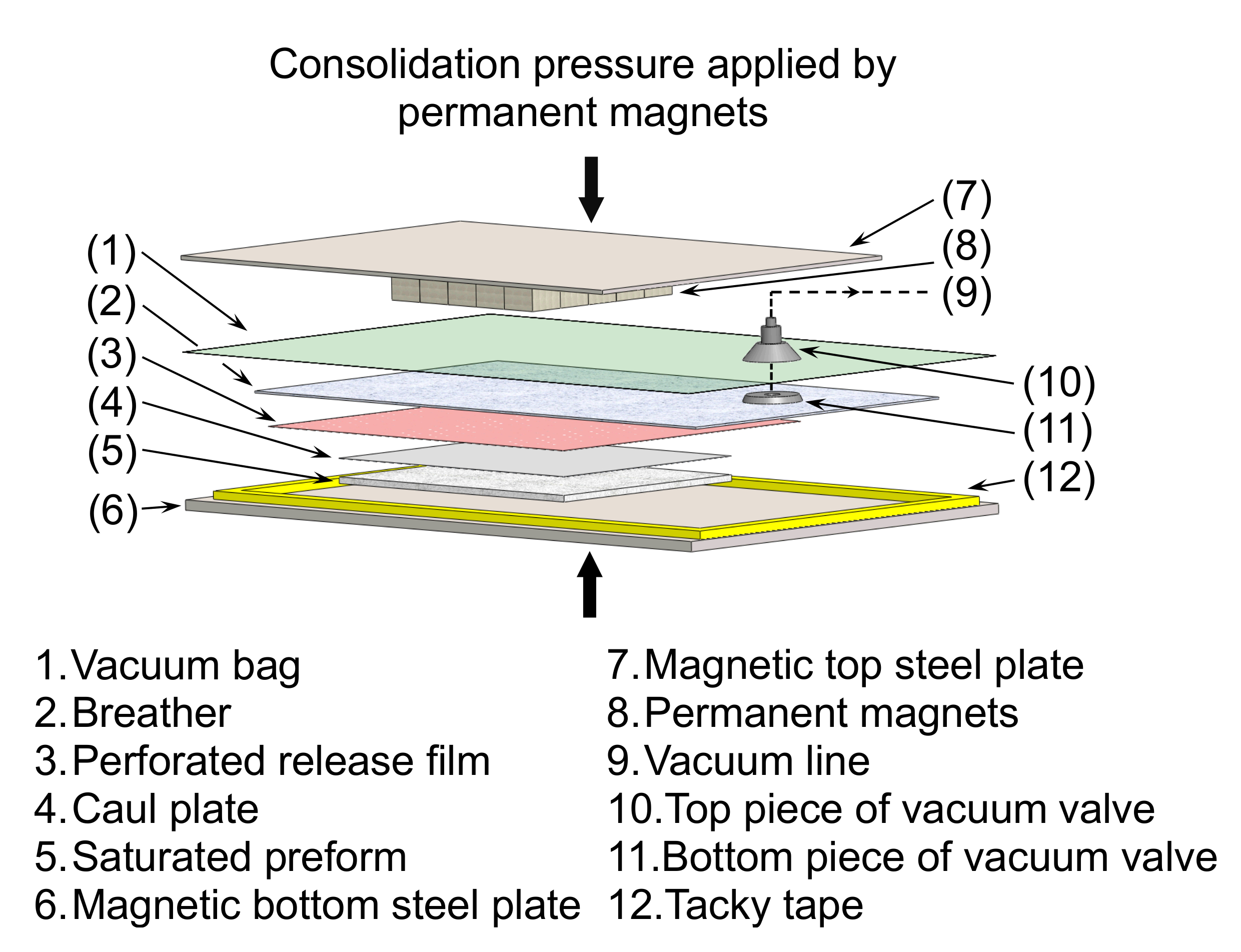
注:図 1複合レイアップの 2.1 2.15 のセクションで記述されている磁気圧力を適用する準備の簡略図を示しています。
- 実験に必要なすべての材料を準備します。
- 20-5 N52 ネオジム-鉄-ホウ素 (NdFeB) 永久磁石 (2.54 cm 長さ、2.54 cm 幅、1.27 cm 厚さ)、厚さ 4.76 mm 厚鋼トップ プレート上で磁化を配置します。極性を交互に 5 × 5 の正方形構成で磁石を配置します。配置と永久磁石の配置の間に注意が必要損傷の危険性もあります。
- 穴あきリリース フィルム (26.7 х 21.6 cm2) のちょうど真ん中に PTFE 離型剤でプレコート 0.3 mm 厚のアルミニウム caul プレート (20.3 х 15.2 cm2) を配置します。
- 12.7 mm 幅ポリエステル テープにテープ、caul の境界プレート リリース フィルムを使用します。
- 場所 6.35 mm 厚の表面に 43.2 × 27.9 cm2の領域の周囲の 12.7 mm 広い粘着テープ、61.0 × 61.0 cm2、鋼の下部ツール プレート。
- 生地を敷設する前に無孔 PTFE コーテッド ガラス繊維離型フィルム (76 μ m 厚) の層で覆われてツール プレートに樹脂のコートを適用します。生地の最初の層を飽和状態にするだけで十分な樹脂を適用します。
- 布の最初の層を配置、ローラ、し、余分なレジンを絞り出します。
- 生地の上に追加の樹脂の少量を注ぐとスキージと全体の面積を均等に分散し、繊維ベッドを完全に飽和させます。
- 手順 2.4 および 2.5 をすべての層 (この場合は 6 プライ).すべての層が樹脂で完全に飽和している各層に樹脂 (~8.5 g) の約同じ量を使用することを確認します。
- 場所 caul 版穿孔リリース フィルム、剥離フィルムの周囲 0.5 インチ広いポリエステル テープの層が続く、ファイバー母材の上に接続されています。
- ファイバー母材に息抜き/ブリーダー布の 2 個を挿入し、息抜き布の上にツイスト ロック真空バルブの下の部分を配置します。弁が余分な樹脂との接触からバルブを保護するために飽和プリフォームから十分にずっとあることを確認します。
- 粘着性のテープの裏紙を取り出し、それを封印するテープに対してしっかりとそれを押しながらツール板の真空袋を置きます。
- 真空バルブ、圧力調整器、真空ポンプに接続されている他の側の先頭部分に掃除機のホースの片側を接続します。
- バルブの下の部分が、バッグに小さなスリットを入れる穴に真空バルブの上部の部分を挿入し、軽くねじりますの下にバッグのしわが発生しないように、シャットします。
- 93 kPa (13.5 psi) の一定真空圧力に達すると治療と余分な樹脂の中に生成される任意の揮発性物質を削除するまでは、真空ポンプを起動します。真空システムが無料の漏れであることを確認します。
- 基本サポート ツール板の 4 つの端をクランプします。底ツール板は、磁気吸引力が移動し、上向きのプレートのため磁石の配置前に動きに対して固定する必要があります。
- 真空バッグの 60 ° C ~ 5 ° C/分のランプに入る率ツール プレートの温度の上昇が続く (セクション 2.1.1 で準備) 磁石のセットを配置し、常温で 45 分間を治すためにラミネートを許可します。
注: (1) 硬化サイクルは選択した樹脂に依存です。(2) シリコーンゴム熱シートは、暖房用ツールのプレートの下に配置されます。 - 60 ° C で 8 h の硬化後真空バッグを削除し、複合材料積層板を脱型します。
注: 磁気加圧により積層板の質の向上を評価するために、外部からの圧力を適用することがなく従来のウェット レイアップ真空バッグ プロセスを用いた積層板のシリーズを作製しました。これらの積層体の品質は、磁気圧力の下で作られたものと比較した.従来のウェット レイアップを用いた積層板の作製手順 2.1.2 に 2.15 真空バッグは、磁石の配置を除いて続いていた。各製造プロセスの再現性を評価するために 2 番目のラミネートを同一条件下で作製しました。
3. 磁気圧縮圧力の測定
- 機械試験機にロードセルの終わりにトップ プレートを取り付けます。
- 場所 N52 ネオジム-鉄-ホウ素磁石上部から十分な距離を (少なくとも 25 mm) で置かれる下部可動板の 1 つは、テストの開始にプレートを固定します。
注: 磁気力の測定、上部と下部プレートは鋼などの磁性材料から成っている必要があります。 - トップ プレートの方へ 1-2 mm/分の低速で底板を上方に移動し、6 Hz のサンプリング レートでリニア可変差動トランス (LVDT) から対応する変位を計測しながら生成した磁力を記録します。
注: (1) このテストの速度は、磁石によって生成されるフォースは間の空隙に指数関数的に依存するため重要です。(2) すべての磁気測定は、室温で実行されます。 - 磁石の上面トップ プレートに触れるまで磁気圧縮力を監視し続けます。
- 磁気圧縮圧力を磁力磁石の断面積で割って計算します。
4. 樹脂の燃焼・熱重量分析 (TGA)
- 樹脂の燃焼オフ
- それぞれからカットの 3 つの標本は、ASTM D2584 11 仕様41に従ってテスト書き込みを樹脂のラミネートします。
- 別磁器るつぼ内各試験片を置き、るつぼと同様に供試体の重量に注意してください。
- るつぼ炉でサンプルを含む場所、炉をオンに、600 ° c の炉の温度を上げる、書き込みオフ約 4 時間のためにガレージを許可します。
- 炉を切り、慎重に炉の扉を開く、るつぼを削除する前に室温に冷却すること。
- クールダウン後、炉から、るつぼを削除し、回収したガラス繊維の重量を量る。
注: 繊維は樹脂燃焼オフの間に体重を失う可能性があります。彼らが高温にさらされる繊維の減量の量は、熱重量分析 (TGA) によって決定できます。
- 熱重量分析 (TGA)
- TGA を用いた大気圧空気中の温度の増加の関数として繊維の減量を測定します。プラチナのフライパンで繊維のおよそ 30 mg を置き、TGA デバイスにそれをロードします。
- 15 ° C/分の速度で 600 ° c から 25 ° C 温度を上げて、4 h の温度を保持し、重量のパーセントの減少を計算します。繊維の重量損失のパーセントは、繊維体積率、空隙率計算の中に占めています。
注: 600 ° C、平織りとランダム マットの減量で TGA のテスト結果によると本研究で用いたプリフォームは、0.2% 5.46%、それぞれ。
5. ボイドと繊維量分数計算
- 複合試験片、マトリックス、および繊維の密度を決定します。
- 一括合成試料の密度を決定するのに懸濁液法42を使用します。
注: このメソッドの 2.49 g/cm3の密度と透明な重い液体は、複合試験片は最初浮かぶ重い液体に浸漬するときに使用されます。- 3 mL の水を追加することによって重い液体の密度を下げるし、複合試験片がゆっくりと重い液/水混合物の中断を開始するまで、この手順を繰り返します 5 分 105 rad s-1磁気攪拌による溶液の混合します。
- 供試体は重い液体と水の混合物で中断されたまま、液の濃度が調整されています、一度比重カップを使用して液の濃度を測定します。
- ボイドレス樹脂標本を同じ治療法を使用して手順 2.14 と 2.15 で与えられたサイクル ・ 5.1.1.1 5.1.1.2 と同じ手順を使用して硬化樹脂標本の密度を決定を準備します。
注: の密度硬化 INF、EPON 標本 1.152 ± 0.003 g/cm3と 1.171 ± 0.003 g/cm3、それぞれ。 - 10 cm3カップと窒素ピクノ メーター43を使用して、繊維密度を取得します。
注: 平織りとランダム マット生地の密度は、2.600 ± 0.003 g/cm3と 2.470 ± 0.004 g/cm3、それぞれ。
- 一括合成試料の密度を決定するのに懸濁液法42を使用します。
- 繊維や ASTM D2584 1141によると樹脂の重量分率を計算します。
- 次の ASTM D3171 15 手順44 void と繊維体積率を計算します。
 (1)
(1) (2)
(2) (3)
(3)
どこ 樹脂の体積は、
樹脂の体積は、 は、繊維体積率、
は、繊維体積率、 ボイド率は、
ボイド率は、 複合材料の密度は、
複合材料の密度は、 樹脂の密度である
樹脂の密度である 繊維の密度である
繊維の密度である は、サンプルの重量、および
は、サンプルの重量、および 繊維重量です。
繊維重量です。
注: ボイド ボリューム内容の不確実性は、±0.2145に計算されます。このレベルの精度は、積層物がある 1% 未満の低ボイド コンテンツにも複合材料積層板のために十分です。
6. スキャンの電子顕微鏡 (SEM) イメージング
- それぞれからの 2 つのカット 25.4 mm × 6.4 mm 標本は、積層物および SEM イメージング用速硬化アクリルに埋め込みます。
注: 標本は、イメージング用 25.4 mm の試料の長さに沿って積層板の側面 (板厚面) に公開するように埋め込まれています。 - 30 から 0.04 μ m に至るまで砥粒サイズと埋め込み合成サンプルの表面研磨用研磨機を使用します。
- 導電性の層を提供するために準備された試料の上に金/パラジウムのスパッタ コート約 5 nm。
- サンプル ホルダーに試料を取り付けて、SEM のチャンバーに入れてください
- SEM イメージング 20 加速電圧などのパラメーターを設定 kV と 25.5 mm の作動距離。
- 35 X で積層板や様々 な場所で高倍率の複数の画像をキャプチャします。
注: 選択した倍率は、積層の厚さの視覚的な比較と同様に、断面積が大きいボイドの評価を使用できます。これらの画像を使用して積層の厚さの正確な測定が可能です。
7. 曲げ特性のキャラクタリゼーション
- カット 7 各複合から 12.7 ミリメートル広い標本のセットは、ASTM D790 1546ダイヤモンド砥粒の鋸を使用してによると三点曲げ曲げ試験用ラミネート フローリングします。
- 幅とキャリパーの各試験片の厚さを測定します。
- 厚比 24:1 スパンを使用し、3 点曲げ試験治具の支持スパンを調整します。3 点曲げ曲げ試験治具に試験片の場所は、機械的検査器で組み立てられました。
- 2 mm/分のクロスヘッド速度で曲げテストを実行し、試験片の荷重-変形挙動を記録します。
- すべての標本を確認し、結果の再現性の確保のため上記の手順を繰り返します。
- 実験が終わったら、標本39,40の曲げ弾性率と同様に、曲げ耐力を計算します。
結果
MACM の積層板の品質に及ぼす影響を調べるためには、別の生地の種類を使用して樹脂システムいくつかのシナリオが考えられていた。表 1は、6 プライ, E-ガラス/エポキシ複合材料積層板の複合成分と製造プロセス製造以下の六つの異なる捏造シナリオをレポートします。ベースライン シナリオで (W PW INF、W-RM-INF と W RM EPON) 積層板、ウェット レイアップ外圧なし真空袋により作製しました。他の 3 つのシナリオ (WM PW INF、WM-RM-INF および WM RM EPON) を使用して、磁気圧縮圧力の下でウェット レイアップ真空バッグ積層板を作製します。これらの積層体の品質は、ベースライン シナリオによって作られたものを比較しています。W PW INF と WM-PW-INF、最初と 2 番目のシナリオでは、平織り E ガラス/INF 積層板が製造されています。W RM INF と WM-RM-INF、3 番目と 4 番目のシナリオで平織りの生地はランダム マットに置き換え、同じ樹脂系 (すなわちINF) が使用されます。W RM EPON と WM-RM-EPON、5 番目と 6 番目のシナリオで生地はランダム マット E ガラス、樹脂系は 766.9 の適度に高い粘度のある EPON に置き換えながら INF 樹脂 296 mPa s に比べて mPa s。最後の 4 つのシナリオの詳細な分析は、Pishvar et al. 2017 と Amirkhosraviら2017年38,39で見つけることができます。
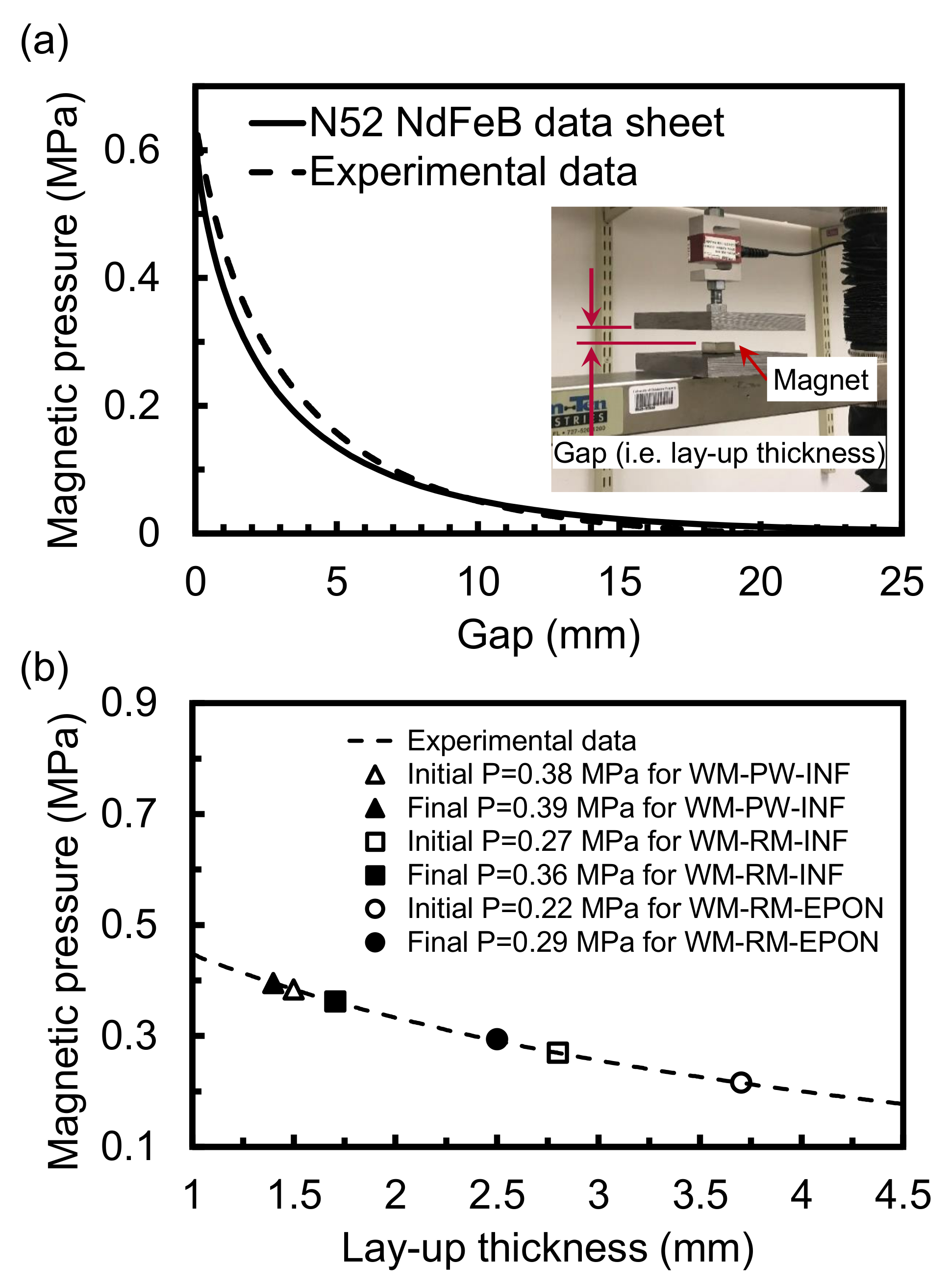
図 2 aは、ネオジム磁石と鋼板間の距離の関数として N52 2.54 × 2.54 × 1.27 cm3磁石によって生成された磁気圧力を示します。この距離は、複合材料積層板の作製中にレイアップの厚さに対応してしたがって、磁石によって適用される圧縮圧力の変動を決定する使用できます。図 2 aのはめ込みは、距離の関数として磁気圧力の変化を測定する実験のセットアップの写真を示しています。プロトコルのセクション 3 で説明している 2 つの平行鋼板 (12.5 cm × 12.5 cm × 1.8 cm) の設定で構成されます。トップ プレートは、4.45 kN (1000 lb) のロードセルに接続されます。底板は、機械的試験機のクロスヘッドに組み立てられます。この設定を使用して、底板に配置された永久磁石の吸引力はギャップを (すなわち磁石と上部鋼板間の距離) の関数として表されます。図 2 aの破線は、機械的試験器による測定磁気圧力 (力磁石の領域) を表し、実線が磁石のサプライヤーが提供するデータから決定圧力を表します。測定された圧力のサプライヤーによって提供されるテクニカル データ シートから得られた値と一般的に良い契約があります。ギャップの低減に磁気圧力の増加が指数関数的に依存する見られています。したがって、積層硬化プロセス中に統合、レイアップの厚さは徐々 に減少としたがって、磁石によって適用される圧力を高めます。図 2 bは、図 2 aではなく 1 4.5 mm の隙間 (すなわち、レイアップ厚さ) 範囲を発表した同じ実験データを示しています。さらに、別の生地タイプ (すなわち平織りとランダム マット) から成る積層板の硬化途中最初と最後の磁気圧力が適用され、(すなわちINF と EPON) ガレージ システムは図 2 bに表示されます。統合時に平織り/INF 積層板 (WM-PW-INF) のレイアップ厚さは 1.5 mm から 1.4 mm 樹脂流出と治療のために減る。したがって、磁気圧力が 0.39 mpa 0.38 からやや増加します。積層板のランダム マット/INF のレイアップ厚さ 1.7 mm、2.8 mm から (WM RM-inf ファイル) の変更と、その結果、磁気圧力増大 0.27 から 0.36 mpa。ランダム マット/EPON (WM-RM-EPON) で作られた積層板の積層厚さ 3.7 mm から 2.5 mm に減少して、したがって、生成された圧力適度から上昇 0.22 0.29 mpa。
表 2は、平均厚さ、繊維体積率、磁気圧と製造された積層板のボイド率を示します。表 2のように、実質的に磁気圧縮圧を利用した積層板の平均厚さ 12 47% 低減します。予想通り、積層の厚さの減少の積層板、積層板の繊維体積率が向上磁気圧力のため 13-98% の繊維体積率の増加と相関が強い。すべてのシナリオの間でのランダム マット/INF 積層板に磁気圧力をかける効果は顕著に (すなわち、繊維体積率で 98% 増) 2 つの要因のため: (1) 圧縮前の有意に低い初期繊維体積率ランダム マット積層板に比べて平織積層物および (2) により、余分なレジンを取り外しやすく、296 mPa s の低粘度樹脂を使用。また、磁気圧力を適用して 1.5 2.7 %3.4 5.8% から積層板のボイド率の減少の付加的な利点は注目すべきです。したがって、余分な樹脂だけでなく、ラミネートから空隙磁気圧力を駆動します。
図 3が表示されます SEM 像 E-ガラス/エポキシ積層板は、35 倍の倍率で下 6 さまざまなシナリオを製造されています。簡単に視覚的比較、外部圧力なし作られた積層板のイメージは図の左側、磁気圧縮の下で作られた積層板が右側に表示されます。これらの画像から、磁気圧縮圧を利用した層間の統合の多くの改良された結果、樹脂リッチなエリアの大幅な削減につながるは明らかです。その結果、積層の厚さを大幅に低減、ランダム マット生地と INF 樹脂 (WM RM-inf ファイル) から作られた積層板を中心に、繊維体積率が増加します。これらの画像は、ボイドの形態のかなり違いますと外部からの圧力なしに作られた積層板でまた示します。磁気加圧ボイドの数が減り、ボイドをラミネートで低ボイド体積率につながるより小さく作る。最後に、層の間にある隙間を圧縮につながるより細長い空洞。
表 3は、磁気統合圧力の下で作られた積層板の曲げ特性の曲げ強度とヤング係数すべての積層物と増加率を示します。結果は、曲げ強度および弾性率積層板は、電磁力を利用して大幅に改善を明確に示します。ランダム マット/INF 積層板 (WM-RM-INF)、それぞれ 1.46%、曲げ強度と弾性率積層板の原因の 62% と 67% 増加の最小 void コンテンツを持っていること間の繊維体積率 98% の増加。期待どおりに、平織り/INF 積層板 (WM-PW-INF) 最初繊維体積率、最低の増加を示した 13%、7%、22%、曲げ強度及び弾性係数の最低の改善をそれぞれ展示。その結果、様々 な磁気統合圧力の下で作られた複合材料積層板の曲げ特性の増強は、全体的なラミネートの品質を向上させるため、MACM の機能を証明します。
| 作製 シナリオ | ファブリックのタイプ | 樹脂系 | 製造プロセス |
| W PW INF | 平織りの E ガラス | INF | 外部からの圧力を使用せず従来のウェット レイアップ真空バッグ |
| WM PW INF | 平織りの E ガラス | INF | 磁気圧を用いたウェット レイアップ真空バッグ |
| W RM INF | ランダム マット E ガラス | INF | 外部からの圧力を使用せず従来のウェット レイアップ真空バッグ |
| WM RM INF | ランダム マット E ガラス | INF | 磁気圧を用いたウェット レイアップ真空バッグ |
| W RM EPON | ランダム マット E ガラス | EPON | 外部からの圧力を使用せず従来のウェット レイアップ真空バッグ |
| WM RM EPON | ランダム マット E ガラス | EPON | 磁気圧を用いたウェット レイアップ真空バッグ |
表 1: 詳細成分と 6 捏造シナリオ 6 プライ積層複合材料の製造に使用されます。
| 製造シナリオ | 平均厚さ (mm) | 繊維体積率 (%) | 繊維体積率 (%) の増加します。 | ボイド率 (%) | ボイド率 (%) の削減 |
| W PW INF | 0.98 ± 0.01 | 45.65 ± 0.82 | ― | 3.44 ± 0.46 | ― |
| WM PW INF | 0.86 ± 0.01 | 51.63 ± 0.87 | 13 | 1.74 ± 0.39 | 49 |
| W RM INF29 | 2.28 ± 0.04 | 24.84 ± 1.14 | ― | 5.09 ± 0.69 | ― |
| WM RM INF29 | 1.21 ± 0.01 | 49.10 ± 0.87 | 98 | 1.46 ± 0.24 | 71 |
| W RM EPON30 | 3.18 ± 0.01 | 17.34 ± 0.84 | ― | 5.81 ± 1.24 | ― |
| WM RM EPON30 | 1.99 ± 0.03 | 26.88 ± 1.99 | 55 | 2.71 ± 0.36 | 53 |
表 2: 6 プライ積層板のボイド率、繊維体積率、平均厚さ以下の六つの異なるシナリオを製造。磁気圧縮によるボイド率における繊維体積分数と割合減少の割合を増やす (n = n とボイド率繊維体積率 6 = 平均ラミネート用 35 厚さ; すべてのデータの 95% 信頼区間) がまた与えられます。
| 製造シナリオ | 曲げ強度 (MPa) | 曲げ強度 (%) の増加します。 | 曲げ弾性率 (GPa) | 曲げ弾性率 (%) の増加します。 |
| W PW INF | 638.9 ± 27.0 | ― | 24.1 ± 0.5 | ― |
| WM PW INF | 681.1 ± 35.5 | 7 | 29.5 ± 0.9 | 22 |
| W RM INF29 | 218.9 ± 11.4 | ― | 8.4 ± 0.3 | ― |
| WM RM INF29 | 354.6 ±15.5 | 62 | 14.0 ± 0.8 | 67 |
| W RM EPON30 | 158.1 ± 8.9 | ― | 6.8 ± 0.1 | ― |
| WM RM EPON30 | 253.5 ± 20.1 | 60 | 9.9 ± 0.6 | 46 |
表 3: 曲げ強度と弾性率積層複合材の割合の増減による磁気圧縮曲げ特性 (n = EPON と n 製積層板の 7 = 14; 残りのすべてのデータの 95% 信頼区間)。

図 1: 複合レイアップの作製と磁気圧力のプロトコル セクションに記載されているアプリケーションの簡略図。25 ネオジム、この目的のため N52 2.54 × 2.54 × 1.27 cm3永久磁石を利用して、複合レイアップの統合圧力を適用します。この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}

図 2: (a)磁気圧の変動は、ギャップ (すなわち、レイアップ厚さ) の関数としては 1.27 cm3磁石にネオジム、N52 2.54 2.54 × によって生成されます。はめ込みは、磁気圧力を測定する実験のセットアップの写真を示しています。(b)最初と最後磁気圧力平織り/INF (WM-PW-INF)、ランダムな mat/INF(WM-RM-INF) ランダム マット/EPON (WM-RM-EPON) 積層板の硬化時に適用されます。この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}

図 3: 磁気圧力を使用しないウェット レイアップ真空バッグ プロセスを用いて作製した 6 層 E-ガラス/エポキシの積層複合材料の SEM 画像。(a) (b) WM-PW-INF (磁気圧平織り/INF ラミネート)、W-PW-INF (平織り/INF 積層板、外部圧力なし) (c) W-RM-INF (外部圧力なしランダム マット/INF ラミネート) (d) WM RM INF (ランダム マット/INF 積層板、磁気圧力)、 (e) W-RM-EPON (ランダム マット/EPON 積層板、外部圧力なし)、および(f) WM-RM-EPON (磁気圧マット/EPON ラミネートのランダム)。この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}
ディスカッション
複合材料積層板の治療中に、高圧のアプリケーションは、高品質複合部分47の製造のため特に重要です。外部の圧力は適用されず、ラミネート、真空下でのみ硬化させる、最後の部分は通常高い void コンテンツ、ボリューム、および望ましくない樹脂の豊富な地域の48が 5% を超える可能性があるを含みます。ボイド含有量が高いと低繊維体積率、樹脂リッチなエリアは、積層複合材料の機械的性質に及ぼす悪影響の要因です。この作品でウェット レイアップ真空バッグ プロセスでラミネートの治療中に高圧を適用するための実験プロトコルは説明29です。この手法では、まず、複合レイアップは従来の湿式レイアップ真空バッグ プロセスに従っての磁気板をツール上に作製しました。その後、永久磁石、磁気上部鋼板に接続のセットは、真空袋に配置されます。本研究では、レイアップ温度 60 ° c、樹脂の粘度が大幅に減少を増加させながら磁石が適用されます。加圧ゲル化点など、別の時に収量が異なるプロパティ13,40,49を有するです。磁気圧力のレベルは、磁石と磁気の底面プレート間のギャップによって異なります。したがって、我々 はギャップ (すなわち、レイアップ厚さ) の関数として磁石によって生成された磁気圧力を測定するための手順を提示します。
ウェット MACM の効果を判断するには、異なる材料成分とレイアップ真空袋ラミネートは磁気圧縮圧力と六つのシナリオを使用して製造されています。その後、void と繊維の容積比、微細構造、および積層複合材料の曲げ特性の評価のための詳細な手順を示します。複合成分、樹脂燃焼の容積比を評価するオフ、停止メソッドは活用42。検索結果を提示を示し、磁気圧縮圧力をかなり使用して繊維体積率を増加部分の空洞率が減少します。さらに、複合材料の微細構造解析の走査電子顕微鏡 (SEM) の画像が使用され、位置とボイド15の幾何学的な特徴への洞察力を与えます。たとえば、図 3は、治療中に磁気圧力の使用もボイドの数とサイズの両方を削減に有益で、それ故に時期尚早の障害20,24の確率を減少させることを示します。したがって、これらの要因には、積層板の曲げ特性が向上します。しかし、MACM の有効性は複合成分 (繊維や樹脂) の種類によって異なります。
この方法で積層板の作製は簡単ですが、ケアは、非常に高い圧力 (すなわち、 0.64 mpa 最大圧力) を生成するよう配置と永久磁石の配置の間に取られなければなりません。このメソッドの制限は、磁気、400 シリーズのステンレス鋼などする必要がありますツール板磁気吸引力が移動し、プレートを上向きにするために、磁石の配置前に動きに対して修正しなければならないことです。さらに、磁石によって圧力は、積層の厚さに依存します。たとえば、ネオジム、N52 2.54 × 2.54 × 1.27 cm3永久磁石は、高圧 (> 0.1 MPa) を生成することができない複合レイアップ厚みが 6.5 mm を超えているとき。この場合、強力な磁石は、統合の高レベルを達成するために利用する必要があります。
提案手法を使用すると便利です、オートクレーブ優位、高価な機器、工具を必要としません。ここで解明していない、このメソッドはアウトのオートクレーブ硬化プリプレグと真空補助樹脂トランスファモールド (VARTM) などの複合材料のための他の製造プロセスにもウェット レイアップ真空袋にだけでなく広く適用。さらに、大規模な複合コンポーネントは、真空袋に沿って磁石をスライドさせて磁石と真空バッグの間適切な潤滑剤を使用する場合、比較的容易に加工できます。これは、さらに、我々 の知識を最大限に複合レイアップに不均一と同様、ローカル圧力のアプリケーションを可能にする唯一の方法です。複雑な形状の複合部品の製造には、このメソッドの将来の方向性が、平らな板に磁石を置いて、代わりに彼らは一致する、上部の金型に置かれるかもしれない。
開示事項
著者には、任意の開示はありません。
謝辞
著者に感謝複合のものづくり研究所のメンバーと捏造設定、金型を作るためのオクラホマ大学で雨マシン ショップ夫妻ユセフ ・ k ・ Hamidi、M. アキフ Yalcinkaya、ジェイコブ ・ アンダーソンの参考ディスカッション。
資料
| Name | Company | Catalog Number | Comments |
| Plain weave glass fiber | Hexcel | HexForce 3733 | The type of fibers can be substituted with any type of fabrics |
| Randomly oriented chopped strand glass fiber | Fiberglast | 248 | |
| TenCate EX-1522/IM7 | Tencate | it is a plain weave carbon/epoxy prepreg | |
| PRO-SET INF-114 Infusion Epoxy | Composite Envisions | 1758 | The type of resin can be substituted with any type of resin suitable for wet lay-up vacuum bag process |
| PRO-SET INF-211 Medium Infusion Hardener | Composite Envisions | 1760 | |
| EPON 862 | Hexion Inc. | ||
| EPIKURE Curing Agent 3300 | Hexion Inc. | ||
| NdFeB, N52-2.54 × 2.54 × 1.27 cm3 | K&J Magnetics, Inc. | BX0X08-N52 | Magnets can be substitued with any type depending on the required pressure and application |
| OLFA rotary cutter | Fibre Glast | 1706-A | |
| Tacky tape | De-Comp Composites | D413Y | |
| Polyester tape | De-Comp Composites | D574A | |
| Squeegees | Fibre Glast | 62-A | Any type of squeegees can be used |
| Roller | De-Comp Composites | D205 | Any type of rollers can be used |
| PTFE-Coated fiberglass fabric sheets | McMaster-Carr Supply Company | 8577K81 | |
| PTFE release agent dry lubricant | Miller-Stephenson | MS122AD | |
| Perforated release film | Fibre Glast | 1787-C | |
| Breather cloth | De-Comp Composites | ||
| Vacuum bag film | Rock West Composite | WRIGHTLON 7400 | |
| Aluminum twist lock vacuum valve | De-Comp Composites | D401 | |
| Vacuum pump | Best Value Vacs | BVVRS1 | |
| Flexible silicone-rubber heat sheets, adhesive backing | McMaster-Carr Supply Company | 35765K429 | |
| 400-series steel plate, 6.35 mm-thick | The lay-up is prepared on this plate | ||
| steel plate, 4.76 mm-thick | The magnets are attached to this plate | ||
| Aluminum sheet, 0.3-mm thick | |||
| Lab stirrer mixer | Caframo | ||
| Laboratory weigh scale | |||
| AccuPyc II 1340 automatic gas pycnometer | Micromeritics Instrument Corporation | 134/00000/00 | |
| Specific gravity cup, 83.2 mL | Gardco | EW-38000-12 | |
| Acrylic cold mounting resin | Struers | LevoCit | |
| Grinder/polisher | Struers | LaboSystem | |
| Porcelain crucibles, 30 mL | United Scientific Supplies | JCT030 | |
| Plastic Cups, 12 Oz, clear | It is used as epoxy mixing cups |
参考文献
- Amel, H., et al. Introducing a novel manufacturing process for automotive structural/semi structural composite components. Procedia CIRP. 66, 143-146 (2017).
- Beardmore, P., Johnson, C. F. The potential for composites in structural automotive applications. Compos Sci Technol. 26 (4), 251-281 (1986).
- Irving, P. E., Soutis, C. . Polymer composites in the aerospace industry. , (2015).
- Li, Y., Li, N., Gao, J. Tooling design and microwave curing technologies for the manufacturing of fiber-reinforced polymer composites in aerospace applications. Int J Adv Manuf Technol. 70 (1-4), 591-606 (2014).
- Mouritz, A. P., Gellert, E., Burchill, P., Challis, K. Review of advanced composite structures for naval ships and submarines. Compos Struct. 53 (1), 21-42 (2001).
- Davies, P., Petton, D. An experimental study of scale effects in marine composites. Compos Part A: App Sci Manuf. 30 (3), 267-275 (1999).
- Pendhari, S. S., Kant, T., Desai, Y. M. Application of polymer composites in civil construction: A general review. Compos Struct. 84 (2), 114-124 (2008).
- Bakis, C. E., et al. Fiber-reinforced polymer composites for construction-State-of-the-art review. J Compos Construct. 6 (2), 73-87 (2002).
- Thomas, M. M., Joseph, B., Kardos, J. L. Experimental characterization of autoclave-cured glass-epoxy composite laminates: Cure cycle effects upon thickness, void content, and related phenomena. Polym Compos. 18 (3), 283-299 (1997).
- Michaud, V., Mortensen, A. Infiltration processing of fibre reinforced composites: Governing phenomena. Compos Part A: App Sci Manuf. 32 (8), 981-996 (2001).
- Wood, J. R., Bader, M. G. Void control for polymer-matrix composites (2): Experimental evaluation of a diffusion model for the growth and collapse of gas bubbles. Compos Manuf. 5 (2), 149-158 (1994).
- Abraham, D., Matthews, S., McIlhagger, R. A comparison of physical properties of glass fibre epoxy composites produced by wet lay-up with autoclave consolidation and resin transfer moulding. Compos Part A: App Sci Manuf. 29 (7), 795-801 (1998).
- Liu, L., Zhang, B. M., Wang, D. F., Wu, Z. J. Effects of cure cycles on void content and mechanical properties of composite laminates. Compos Struct. 73 (3), 303-309 (2006).
- Park, S. Y., Choi, W. J., Choi, H. S. The effects of void contents on the long-term hygrothermal behaviors of glass/epoxy and GLARE laminates. Compos Struct. 92 (1), 18-24 (2010).
- Hamidi, Y. K., Aktas, L., Altan, M. C. Three-dimensional features of void morphology in resin transfer molded composites. Compos Part A: App Sci Manuf. 65 (7), 1306-1320 (2005).
- Pucci, M. F., Liotier, P. -. J., Drapier, S. Capillary wicking in a fibrous reinforcement-orthotropic issues to determine the capillary pressure components. Compos Part A: App Sci Manuf. 77, 133-141 (2015).
- Pucci, M. F., et al. Wetting and swelling property modifications of elementary flax fibres and their effects on the Liquid Composite Molding process. Compos Part A: App Sci Manuf. 97, 31-40 (2017).
- Jeong, H. Effects of voids on the mechanical strength and ultrasonic attenuation of laminated composites. J Compos Mater. 31 (3), 276-292 (1997).
- Almeida, S. F. M., Neto, Z. d. S. N. Effect of void content on the strength of composite laminates. Compos Struct. 28 (2), 139-148 (1994).
- Varna, J., Joffe, R., Berglund, L. A., Lundström, T. Effect of voids on failure mechanisms in RTM laminates. Compos Sci Technol. 53 (2), 241-249 (1995).
- Hagstrand, P. O., Bonjour, F., Månson, J. A. The influence of void content on the structural flexural performance of unidirectional glass fibre reinforced polypropylene composites. Compos Part A: App Sci Manuf. 36 (5), 705-714 (2005).
- Mouritz, A. Ultrasonic and interlaminar properties of highly porous composites. J Compos Mater. 34 (3), 218-239 (2000).
- Maragoni, L., Carraro, P., Peron, M., Quaresimin, M. Fatigue behaviour of glass/epoxy laminates in the presence of voids. Int J Fatigue. 95, 18-28 (2017).
- Chambers, A., Earl, J., Squires, C., Suhot, M. The effect of voids on the flexural fatigue performance of unidirectional carbon fibre composites developed for wind turbine applications. Int J Fatigue. 28 (10), 1389-1398 (2006).
- Judd, N. C., Wright, W. Voids and their effects on the mechanical properties of composites- an appraisal. SAMPE J. 14, 10-14 (1978).
- Ghiorse, S. Effect of void content on the mechanical properties of carbon/epoxy laminates. SAMPE Quart. 24 (2), 54-59 (1993).
- Lambert, J., Chambers, A., Sinclair, I., Spearing, S. 3D damage characterisation and the role of voids in the fatigue of wind turbine blade materials. Compos Sci Technol. 72 (2), 337-343 (2012).
- Mesogitis, T., Skordos, A., Long, A. Uncertainty in the manufacturing of fibrous thermosetting composites: a review. Compos Part A: App Sci Manuf. 57, 67-75 (2014).
- Aktas, L., Hamidi, Y., Altan, M. C. Effect of moisture on the mechanical properties of resin transfer molded composites-part I: absorption. J Mater Process Manuf Sci. 10 (4), 239-254 (2002).
- Selzer, R., Friedrich, K. Mechanical properties and failure behaviour of carbon fibre-reinforced polymer composites under the influence of moisture. Compos Part A: App Sci Manuf. 28 (6), 595-604 (1997).
- Costa, M. L., Rezende, M. C., Almeida, S. F. M. Effect of void content on the moisture absorption in polymeric composites. Polym Plast Technol Eng. 45 (6), 691-698 (2006).
- Muric-Nesic, J., Compston, P., Stachurski, Z. On the void reduction mechanisms in vibration assisted consolidation of fibre reinforced polymer composites. Compos Part A: App Sci Manuf. 42 (3), 320-327 (2011).
- Walczyk, D., Kuppers, J. Thermal press curing of advanced thermoset composite laminate parts. Compos Part A: App Sci Manuf. 43 (4), 635-646 (2012).
- Khan, L. A., Mahmood, A. H., Ahmed, S., Day, R. J. Effect of double vacuum bagging (DVB) in quickstep processing on the properties of 977-2A carbon/epoxy composites. Polym Compos. 34 (6), 942-952 (2013).
- Kwak, M., Robinson, P., Bismarck, A., Wise, R. Microwave curing of carbon-epoxy composites: penetration depth and material characterisation. Compos Part A: App Sci Manuf. 75, 18-27 (2015).
- Agius, S., Magniez, K., Fox, B. Cure behaviour and void development within rapidly cured out-of-autoclave composites. Compos Part B: Eng. 47, 230-237 (2013).
- Davies, L., et al. Effect of cure cycle heat transfer rates on the physical and mechanical properties of an epoxy matrix composite. Compos Sci Technol. 67 (9), 1892-1899 (2007).
- Pishvar, M., Amirkhosravi, M., Altan, M. C. Applying magnetic consolidation pressure during cure to improve laminate quality: a comparative analysis of wet lay-up and vacuum assisted resin transfer molding processes. ASME Int Mech Eng Cong Expos Proc. , (2017).
- Amirkhosravi, M., Pishvar, M., Altan, M. C. Improving laminate quality in wet lay-up/vacuum bag processes by magnet assisted composite manufacturing (MACM). Compos Part A: App Sci Manuf. 98, 227-237 (2017).
- Pishvar, M., Amirkhosravi, M., Altan, M. C. Magnet assisted composite manufacturing: A novel fabrication technique for high-quality composite laminates. Polym Compos. , (2017).
- . . ASTM D2584-11 Standard test method for ignition loss of cured reinforced resins. , (2011).
- Anderson, J. P., Altan, M. C. Properties of composite cylinders fabricated by bladder assisted composite manufacturing. J Eng Mater Technol. 134 (4), 044501 (2012).
- Webb, P. A. Volume and density determinations for particle technologists. Micromeritics Instru. Corp. 01, (2001).
- . . ASTM D3171-15 Standard test methods for constituent content of composite materials. , (2015).
- Anderson, J. . Manufacturing and microstructural modeling of geometrically complex composite components produced by bladder assisted composite manufacturing (BACM). , (2013).
- . . ASTM D790-15, Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. , (2015).
- Yalcinkaya, M. A., Sozer, E. M., Altan, M. C. Fabrication of high quality composite laminates by pressurized and heated-VARTM. Compos Part A: App Sci Manuf. 102, 336-346 (2017).
- Chang, T., Zhan, L., Tan, W., Li, S. Effect of autoclave pressure on interfacial properties at micro-and macro-level in polymer-matrix composite laminates. Fiber Polym. 18 (8), 1614-1622 (2017).
- Stringer, L. G. Optimization of the wet lay-up/vacuum bag process for the fabrication of carbon fibre epoxy composites with high fibre fraction and low void content. Composites. 20 (5), 441-452 (1989).
転載および許可
このJoVE論文のテキスト又は図を再利用するための許可を申請します
許可を申請さらに記事を探す
This article has been published
Video Coming Soon
Copyright © 2023 MyJoVE Corporation. All rights reserved