
Method Article
Magnete ha aiutato la produzione di compositi: Una flessibile nuova tecnica per il raggiungimento di consolidamento ad alta pressione nei processi sottovuoto sacchetto/Lay-Up
* Questi autori hanno contribuito in egual misura
In questo articolo
Riepilogo
Una nuova tecnica per l'applicazione di pressione di consolidamento sul lay-up di sacco a vuoto per fabbricare laminati compositi è descritta. L'obiettivo del presente protocollo è quello di sviluppare una tecnica semplice e conveniente per migliorare la qualità dei laminati fabbricato con il metodo del sacchetto di vuoto di wet lay-up.
Abstract
Questo lavoro dimostra un protocollo per migliorare la qualità dei laminati compositi realizzati dai processi di sacchi a vuoto wet lay-up utilizzando il magnete sviluppato di recente assistito composito (MACM) tecnica di produzione. In questa tecnica, i magneti permanenti sono utilizzati per applicare una pressione sufficientemente alta consolidamento durante la fase di indurimento. Per migliorare l'intensità del campo magnetico, e quindi, per aumentare la pressione di compattazione magnetico, i magneti sono posizionati su una piastra magnetica superiore. In primo luogo, l'intera procedura di preparazione del composito lay-up su un fondo magnetico acciaio piastra usando viene descritto il processo di sacchi a vuoto convenzionale wet lay-up. In secondo luogo, è illustrato il posizionamento di una serie di magneti permanenti al neodimio-ferro-boro, disposti in alternata polarità, il sacchetto all'aspirapolvere. Successivamente, le procedure sperimentali per misurare le frazioni di volume e pressione di compattazione magnetico dei costituenti compositi sono presentate. Infine, i metodi utilizzati per caratterizzare la microstruttura e le proprietà meccaniche dei laminati compositi sono discussi dettagliatamente. I risultati dimostrano l'efficacia del metodo MACM nel miglioramento della qualità di laminati in sacco a vuoto wet lay-up. Questo metodo non richiede grandi investimenti di capitale per l'attrezzatura o apparecchiatura e può essere utilizzato anche per consolidare parti geometricamente complesse compositi inserendo i magneti su uno stampo superiore corrispondente posizionato sul sacco a vuoto.
Introduzione
Compositi polimerici fibrorinforzati sono stati ampiamente usati in automobilistico1,2, aerospaziale3,4, marine5,6e costruzione7,8 industrie a causa della loro proprietà uniche quali specifico ad alta resistenza e modulo, comportamento favorevole fatica e resistenza alla corrosione. Attualmente, laminati compositi di alta qualità sono principalmente fabbricati con strati di tessuto pre-impregnato (prepreg) curati in autoclave sotto temperatura elevata e pressione alta consolidamento di 0,27-0.69 MPa (40-100 psi)9. Un po' minore qualità laminati compositi sono prodotte dal processo di wet lay-up, dove non è applicata una pressione superiore di consolidamento. Questo processo è laborioso, non richiede attrezzature costose e viene eseguito inserendo uno strato di tessuto asciutto su uno stampo e successivamente l'applicazione di resina. Nella maggior parte delle applicazioni, un rullo portatile viene utilizzato per forzare la resina nel rinforzo della fibra e spremere la resina in eccesso. Questa sequenza viene ripetuta fino ad ottenuta lo spessore desiderato. La qualità dei laminati prodotti da wet lay-up può essere notevolmente migliorata applicando una combinazione di vuoto (chiamato il processo del sacchetto di vuoto di wet lay-up) e una pressione ulteriore consolidamento in autoclave durante la polimerizzazione. Consolidamento di alta pressione durante la polimerizzazione facilita il flusso di resina, che conduce ad un aumento della frazione di volume della fibra e una rimozione di vuoti10,11 , che si traduce nel miglioramento delle proprietà meccaniche. Abraham et al. 12 ha mostrato che laminati compositi di vetro E di tela di alta qualità con una frazione di volume elevato della fibra di circa il 64% e la frazione di basso volume vuoto dell'1,6% possono essere fabbricati utilizzando il sacchetto per aspirapolvere wet lay-up quando è di una pressione di consolidamento di 1.2 MPa applicati in autoclave.
Vuoti sono uno dei difetti più comuni che si formano durante la produzione dei laminati compositi. Vuoti che vanno da pochi micron a diverse centinaio di micron sono formate principalmente dovuta all'aria intrappolata durante il lay-up, dissolto l'umidità nella resina ed espulso sostanze volatili durante cura13,14,15. Inoltre, le dinamiche di impregnazione del rinforzo fibroso si trovano ad per avere un effetto significativo su allettamento Sub16,17. È ampiamente accettato che la presenza di vuoti in un laminato composito può portare ad una riduzione sostanziale della forza13,18,19, modulo20,21, frattura tenacità22e fatica vita23,24 dei laminati. Per esempio, Judd e Wright25 trovato che ogni aumento dell'1% nel contenuto di sub (fino al 4%), risultati in un circa 7% calo delle proprietà di taglio di breve raggio. Inoltre, Ghiorse26 trovato che, in materiali compositi di carbonio/resina epossidica, per ogni aumento di 1% nel contenuto di sub, una riduzione del 10% nel taglio interlaminare e resistenza alla flessione e una riduzione del 5% a flessione può essere visto. Inoltre, vuoti hanno effetti negativi sull'innesco e propagazione così come umidità assorbimento27,28. È ben noto che il tasso di assorbimento dell'umidità per laminati con più elevati contenuti di sub è maggiore, e l'umidità assorbita può causare il deterioramento dell'interfaccia fibra-matrice e di proprietà meccaniche a lungo termine inferiore29, 30,31,32. Così, per garantire la coerenza delle proprietà meccaniche e ottenere la massima qualità di prodotti compositi, il contenuto sub dovrebbe essere minimizzato.
Sebbene un laminato composito in autoclave di polimerizzazione produce parti affidabili, di alta qualità, il costo del prodotto sarebbe elevato a causa di investimento di capitale iniziale e l'uso eccessivo di energia. Oltre a autoclave della cura, una grande varietà di tecniche quali trasferimento assistito della resina (VARTM) di stampaggio e processo di Quickstep hanno sviluppato e utilizzato per fabbricare laminati compositi su autoclave32,33, 34 , 35 , 36. Tuttavia, a causa dell'assenza di una pressione uniforme, alta, i laminati prodotti da questi metodi spesso hanno proprietà meccaniche inferiori rispetto a quelli realizzati in autoclavi37. Recentemente, una tecnica novella come composito assistita magnete (MACM) di fabbricazione è stato utilizzato per migliorare la qualità dei laminati compositi di wet lay-up sacco a vuoto con una pressione di consolidamento generata da un insieme di alto potere permanente di cui al Magneti38,39. L'applicazione di questa tecnica è stato poi esteso per produrre laminati compositi strutturali di alta qualità, fuori un'autoclave utilizzando magneti permanenti ad alta temperatura40.
In questa carta, un protocollo per la produzione di laminati compositi di wet lay-up sacchetto sottovuoto con tecnica MACM è presentato. In MACM, magneti permanenti al neodimio-ferro-boro sono utilizzati per applicare una pressione sufficientemente alta consolidamento durante la polimerizzazione e quindi, migliorare la qualità dei laminati. In primo luogo, è descritta la preparazione di 6 strati, tela E-vetro/epossidica composito lay-up su una piastra di fondo in acciaio. Quindi, la disposizione dei magneti permanenti in polarità alternata su una piastra d'acciaio superiore è dimostrata, insieme al suo posizionamento sul sacchetto sottovuoto per applicare una pressione di consolidamento sul composito lay-up. Infine, abbiamo delineare i passaggi per la misurazione della pressione di compattazione magnetico, così come i metodi utilizzati per la caratterizzazione delle frazioni volumetriche nulle e fibra, microstruttura e proprietà meccaniche dei laminati compositi. L'efficacia del processo MACM è esaminato fabbricando laminati di sacchi a vuoto wet lay-up fatti sotto pressione magnetica e confrontando le loro proprietà a quelli fabbricati dal sacchetto vuoto senza magneti convenzionali wet lay-up. I risultati ottenuti dimostrano la capacità del metodo MACM per migliorare la qualità complessiva in laminato. Questo metodo è un modo semplice e a basso costo di produzione di laminati di alta qualità e può essere applicato per fabbricare grandi e geometricamente complessi componenti in composito con relativa facilità.
Protocollo
Attenzione: Si prega di consultare tutte le schede di dati di sicurezza (MSDS) prima dell'uso. Utilizzare dispositivi di protezione individuale (occhiali di sicurezza, guanti, camice, pantaloni lunghi e scarpe chiuse).
1. materiali
- Tagliare 6 strati di 20,3 cm x 15,2 cm, ad armatura a tela tessuto di vetro con una fresa rotante tessuto.
Nota: Il tessuto di tela possa essere sostituito da altri tipi di tessuto tra cui stuoie non tessuta, casuale. Fibre di carbonio può anche essere utilizzate in questo metodo. - Preparare il sistema di resina da prima la resina epossidica, INF (40 g), su un equilibrio tarato, di pesatura e quindi aggiungendo l'indurente, INF (10,96 g), utilizzando un rapporto di peso di 100-27.4. Mescolare la miscela resina/indurente (a 37 rad s-1) fino al completamente dispersione è raggiunto (per 5 min).
Nota: (1) il tipo di resina può essere sostituito con qualsiasi tipo di resina adatta per processi di sacchi a vuoto wet lay-up. (2) la selezione del rapporto di indurente per resina epossidica è dipenda la combinazione di resina e l'indurente. (3) la selezione del peso della miscela resina/indurente dipende la frazione di volume della fibra desiderata del pezzo finito e la quantità dei rifiuti prevista come la quantità di resina dissanguando, rimanendo resina sul pennello, ecc. Considerando il peso di 6-strati di tessuto da circa 34 g, la resina al rapporto fibra di 60 a 40, in peso, è stato scelto. - Degassare la resina (15 min circa) nella trappola della resina per rimuovere tutta l'aria intrappolata formata durante la miscelazione della resina epossidica e indurente.
2. composito usando pressione magnetica in un processo del sacchetto di vuoto di Wet lay-up di produzione
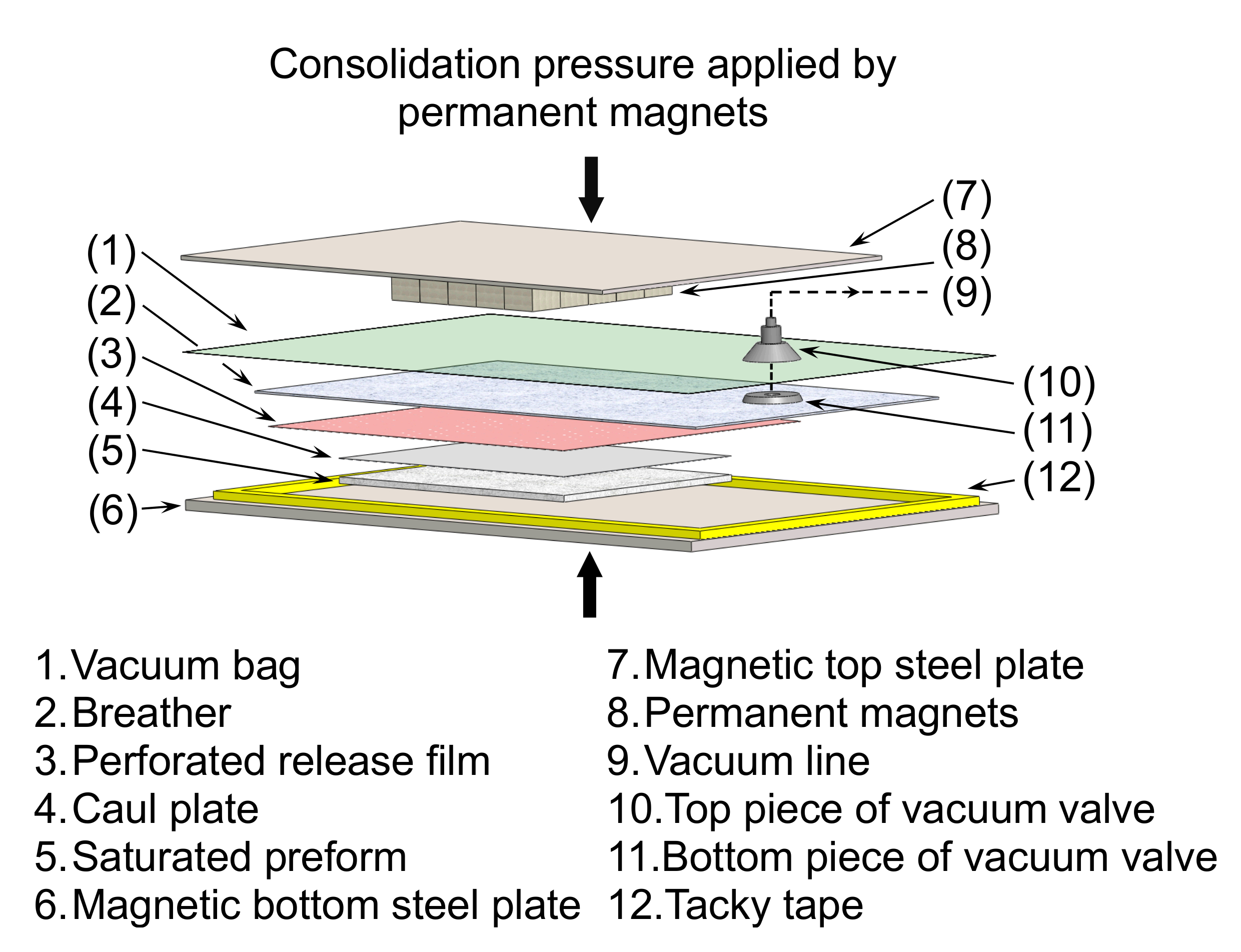
Nota: La figura 1 Mostra uno schema semplificato di preparazione di compositi lay-up e applicando pressione magnetica, che viene descritto nelle sezioni 2.1-2.15.
- Preparare tutto il materiale necessario per l'esperimento:
- Posto venticinque N52 neodimio-ferro-boro (NdFeB) magneti permanenti (2,54 cm lunghezza, larghezza 2,54 cm e 1,27 cm di spessore), magnetizzati attraverso il loro spessore, su una piastra superiore in acciaio di 4,76 mm di spessore. Disporre i magneti in 5 × 5 configurazione quadra a polarità alternata. Durante la disposizione e il posizionamento dei magneti permanenti, è necessario prestare attenzione poiché non esiste un rischio di lesioni.
- Posizionare un 0,3 mm di spessore in alluminio caul piatto (20,3 х 15,2 cm2) pre-rivestiti con agente distaccante PTFE esattamente nel mezzo di un film distaccante perforato (26,7 х 21,6 cm2).
- Utilizzare 12,7 mm largamente poliestere nastro a nastro il perimetro dell'omento piastra per il film di rilascio.
- Posto un nastro largo pacchiana 12,7 mm intorno alla periferia di un'area di2 43,2 × 27,9 cm sulla superficie di un 6,35 mm di spessore, 61,0 × 61.0 cm2, piastra di fondo in acciaio strumento.
- Prima della posa del tessuto, applicare uno strato di resina sulla piastra strumento, coperta da uno strato di film distaccante non porosa in fibra di vetro rivestita in PTFE (76 µm di spessore). Applicare appena sufficiente resina per saturare il primo strato di tessuto.
- Posizionare il primo strato di tessuto e poi, con un rullo, la stampa e spremere la resina in eccesso.
- Saturare completamente il letto fibra versando una piccola quantità di resina aggiuntiva sopra il tessuto e poi si diffonde in modo uniforme su tutta l'area con racla.
- Ripetere i passaggi da 2.4 e 2.5 per tutti i veli (6 strati in questo caso). Garantire che tutti i veli sono completamente saturi di resina e circa la stessa quantità di resina (~8.5 g) viene utilizzata per ciascuno strato.
- Posizionare la piastra di caul, attaccata alla pellicola perforata rilascio, in cima la preforma della fibra, seguita da uno strato di 0,5 pollici largo poliestere nastro intorno al perimetro del film rilascio.
- Inserire due pezzi di stoffa di sfiato/spurgo a preforma fibra e posizionare il pezzo inferiore della valvola torsione blocco vuoto sopra il panno di sfiato. Assicurarsi che la valvola si trova abbastanza lontano dalla preforma saturata per proteggere la valvola dal contatto con la resina in eccesso.
- Rimuovere la protezione del nastro di cattivo gusto di carta e posizionare il sacchetto per aspirapolvere sulla piastra strumento premendo saldamente contro il nastro per sigillarlo.
- Collegare una estremità del tubo di aspirazione alla parte superiore della valvola del vuoto e l'altro lato per il regolatore di pressione, collegato alla pompa del vuoto.
- Mettere una piccola fessura nel sacchetto dove si trova il pezzo inferiore della valvola, inserire il pezzo superiore della valvola vuoto nel foro e quindi ruotare delicatamente e chiudere in modo che il sacchetto sotto non grinza.
- Avviare la pompa del vuoto fino a raggiungere una pressione di vuoto costante di 93 kPa (13,5 psi) per rimuovere eventuali sostanze volatili generati durante la cura e la resina in eccesso. Assicurarsi che il sistema di vuoto delle perdite libera.
- Fissare i quattro bordi della piastra inferiore strumento per una base di supporto. La piastra di strumento inferiore deve essere fissata contro movimento prima del posizionamento dei magneti, perché la forza di attrazione magnetica può muovere e spostare la piastra verso l'alto.
- Consentire il laminato curare per 45 min a temperatura ambiente, quindi posizionare l'apparecchio dei magneti (preparato nella sezione 2.1.1) sul sacco a vuoto, seguito da aumento della temperatura della piastra strumento a 60 ° C a una velocità di rampa di ~ 5 ° C/min.
Nota: (1) il ciclo di polimerizzazione dipende dalla resina selezionata. (2) lastre di calore silicone gomma sono posti sotto la piastra di strumento per il riscaldamento. - Dopo l'indurimento per 8 h a 60 ° C, rimuovere il sacchetto per aspirapolvere e sformatura laminato composito.
Nota: Per valutare il miglioramento della qualità dei laminati in conseguenza dell'applicazione di pressione magnetica, abbiamo fabbricato una serie di laminati utilizzando un processo di sacchi a vuoto convenzionale wet lay-up senza applicare alcuna pressione esterna. La qualità di questi laminati è stata confrontata con quelle fatte sotto pressione magnetica. Per fabbricare laminati utilizzando convenzionali wet lay-up sono stati seguiti sacco a vuoto, passaggi 2.1.2 al 2,15, fatta eccezione per il posizionamento dei magneti. Per valutare la ripetibilità di ogni processo di fabbricazione, un laminato secondo è stato fabbricato in condizioni identiche.
3. misurazione della pressione di compattazione magnetico
- Fissare la piastra superiore alla fine della cella di carico su un apparecchio di controllo meccanico.
- Posto uno a magnete permanente N52 neodimio-ferro-boro sulla piastra inferiore mobile, che viene posizionato a una distanza sufficiente (almeno 25 mm) dalla parte superiore piastra fissa all'inizio del test.
Nota: Per la misura di forza magnetica, piastre superiore e inferiore dovrebbero essere in materiale magnetico come l'acciaio. - Spostare la piastra inferiore verso l'alto ad una bassa velocità di 1-2 mm/min verso la piastra superiore e registrare la forza magnetica generata durante la misurazione il corrispondente spostamento dal trasformatore differenziale variabile lineare (LVDT) ad un tasso di campionamento di 6 Hz.
Nota: (1) la velocità di questo test è critica perché la forza generata dai magneti dipende esponenzialmente il traferro in mezzo. (2) tutte le misure magnetiche vengono eseguite a temperatura ambiente. - Continuare a monitorare la forza di compattazione magnetico fino a quando la superficie superiore del magnete tocca la piastra superiore.
- Calcolare la pressione di compattazione magnetico dividendo la forza magnetica per l'area della sezione trasversale del magnete.
4. resina Burn-off e analisi termogravimetrica (TGA)
- Resina di burn-off
- Tagliare tre esemplari da ogni laminato per un test di burn-off resina secondo le specifiche ASTM D2584-1141.
- Posizionare ogni esemplare in un crogiolo di porcellana separata e notare i pesi dei campioni, come pure i crogioli.
- Posizionare i crogioli contenenti campioni in una fornace, accendere il forno, alzare la temperatura del forno a 600 ° C e lasciare che la resina di accensione per circa 4 h.
- Spegnere il forno, attentamente aprire la porta del forno e lasciar raffreddare a temperatura ambiente prima di rimuovere i crogioli.
- Dopo raffreddamento, rimuovere i crogioli dalla fornace e pesare le fibre di vetro recuperato.
Nota: Le fibre possono perdere peso durante il burn-off di resina. La quantità di perdita di peso delle fibre quando sono esposti a temperature elevate può essere determinata dall'analisi termogravimetrica (TGA).
- Analisi termogravimetrica (TGA)
- Misurare la perdita di peso di fibra in funzione dell'aumento della temperatura in aria a pressione atmosferica mediante TGA. Mettere circa 30 mg di fibra in una padella di platino e caricarlo nel dispositivo di TGA.
- Rampa la temperatura da 25 ° C a 600 ° C a una velocità di 15 ° C/min, tenere la temperatura per 4 h e calcolare la riduzione percentuale in peso. La percentuale di perdita di peso delle fibre sono contabilizzati durante la frazione di volume della fibra e calcoli di frazione di volume vuoto.
Nota: Secondo i risultati del test TGA a 600 ° C, la perdita di peso per tela e casuale opaco preforme utilizzati in questo studio sono 0,2% e 5,46%, rispettivamente.
5. void e calcolo di frazione del Volume di fibra
- Determinare la densità del campione composito, matrix e di fibra:
- Utilizzare il metodo di sospensione42 per determinare la densità del campione composito alla rinfusa.
Nota: Per questo metodo, viene utilizzato un liquido trasparente pesante con una densità di 2,49 g/cm3 affinché il campione composito inizialmente riemerge immersa nel liquido pesante.- Ridurre la densità del liquido pesante aggiungere 3 mL di acqua e mescolare la soluzione di agitatore magnetico a 105 rad s-1 per 5 min, ripetere questo passaggio fino a quando il campione composito comincia a sospendere lentamente la miscela di liquido/acqua pesante.
- Una volta che la densità della soluzione è stata regolata in modo che il campione rimane sospeso nella miscela di acqua e liquido pesante, misurare la densità della soluzione utilizzando una tazza di peso specifico.
- Preparare la resina senza vuoti campioni utilizzando la stessa cura ciclo dato nei passaggi 2.14 e 2.15 e quindi determinano la densità di esemplari di resina polimerizzata utilizzando la stessa procedura come 5.1.1.1 e 5.1.1.2.
Nota: La densità di guarito INF ed EPON esemplari sono 1,152 ± 0,003 g/cm3 e 1.171 ± 0,003 g/cm3, rispettivamente. - Utilizzare un azoto picnometro43 con una tazza di 10 cm3 per ottenere la densità della fibra.
Nota: La densità di tela e tessuti stuoia casuale sono 2.600 ± 0,003 g/cm3 e 2.470 ± 0,004 g/cm3, rispettivamente.
- Utilizzare il metodo di sospensione42 per determinare la densità del campione composito alla rinfusa.
- Calcolare la frazione di peso della fibra e resina secondo ASTM D2584-1141.
- Calcolare la frazione di volume vuoto e fibra seguendo procedure di ASTM D3171-1544
 (1)
(1) (2)
(2) (3)
(3)
dove è la frazione di volume di resina,
è la frazione di volume di resina,  è la frazione di volume della fibra,
è la frazione di volume della fibra,  è la frazione di volume vuoto,
è la frazione di volume vuoto,  è la densità del materiale composito,
è la densità del materiale composito,  è la densità della resina,
è la densità della resina,  è la densità della fibra,
è la densità della fibra,  è il peso, del campione e
è il peso, del campione e  è il peso di fibra.
è il peso di fibra.
Nota: L'incertezza per il contenuto di volume vuoto è calcolato per essere ±0.21%45. Questo livello di precisione è sufficiente per i laminati compositi, anche quando il laminato ha un contenuto basso-vuoto di meno dell'1%.
6. scansione di formazione immagine di microscopia elettronica (SEM)
- Tagliare gli esemplari di due 25,4 mm × 6,4 mm da ogni laminato e incorporarli in un acrilico di veloce-cura per l'imaging di SEM.
Nota: I campioni sono incorporati tali che la superficie laterale (attraverso lo spessore superficie) del laminato lungo la lunghezza del campione di 25,4 mm viene esposta per l'imaging. - Utilizzare una lucidatrice per lucidare la superficie dei campioni compositi incorporati con granulometrie che vanno da 30 a 0,04 µm.
- Sputter cappotto circa 5 nm di oro/palladio sul campione preparato per fornire uno strato conduttivo.
- Montaggio del campione su un supporto del campione e metterlo nella camera del SEM.
- Impostare il SEM imaging parametri quali tensione di accelerazione a 20 kV e la distanza di lavoro a 25,5 mm.
- Catturare più immagini del laminato a 35 X o più alto ingrandimento in varie località.
Nota: L'ingrandimento selezionato consente la valutazione di vuoti sopra un'ampia area della sezione trasversale così come un confronto visivo dello spessore del laminato. Accurate misurazioni dello spessore del laminato possono essere fatto utilizzando queste immagini.
7. caratterizzazione delle proprietà di flessione
- Taglio una serie di sette esemplari di vasta 12,7 mm da ogni composito laminato per prove di flessione flessione tre punti secondo ASTM D790-1546 utilizzando una sega di granulosità del diamante.
- Misurare la larghezza e lo spessore di ogni esemplare con una pinza.
- Utilizzare un arco a rapporto di spessore di 24:1 e regolare la corsa di supporto del dispositivo di prova di piegatura tre punti. Posto l'esemplare dell'apparecchio prova di flessione a tre punti, piegatura assemblati presso l'apparecchio di controllo meccanico.
- Eseguire la prova di flessione alla velocità della traversa di 2 mm/min e registrare il comportamento di carico / deformazione del provino.
- Ripetere i passaggi precedenti per tutti i campioni confermare e garantire la ripetibilità dei risultati.
- Una volta che l'esperimento è terminato, calcolare la resistenza alla flessione, nonché a flessione dei campioni39,40.
Risultati
Per studiare l'effetto di MACM sulla qualità dei laminati, sono stati considerati diversi scenari che utilizzano diverse tipologie di tessuto e sistemi di resina. La tabella 1 riporta che il processo di fabbricazione e compositi costituenti dei laminati compositi E-vetro/epossidica di 6 strati, fabbricati in sei scenari di diversa fabbricazione. Negli scenari della linea di base (INF-PW-W, W-RM-INF e W-RM-EPON), i laminati sono fabbricati da sacco a vuoto wet lay-up senza pressione esterna. Gli altri tre scenari (WM-PW-INF, WM-RM-INF e WM-RM-EPON) sono usati per fabbricare wet lay-up sacchetto vuoto laminati sotto pressione di compattazione magnetico. La qualità di questi laminati viene quindi confrontata con quelli fatti con gli scenari di previsione. Negli scenari primi e la secondo, W-PW-INF e WM-PW-INF, tela E-vetro/INF laminati sono fabbricati. Negli scenari terzi e quarto, W-RM-INF e WM-RM-INF, il tessuto di tela viene sostituito con stuoia di casuale, e lo stesso sistema di resina (cioè, INF) è usato. Negli scenari quinto e sesto, W-RM-EPON e WM-RM-EPON, il tessuto è casuale E opaco-vetro, mentre il sistema di resina viene sostituito con EPON che ha una viscosità moderatamente superiore di 766.9 mPa s rispetto a 296 mPa s per resina INF. Un'analisi più dettagliata degli ultimi quattro scenari può essere trovata in Pishvar et al 2017 e Amirkhosravi et al 201738,39.
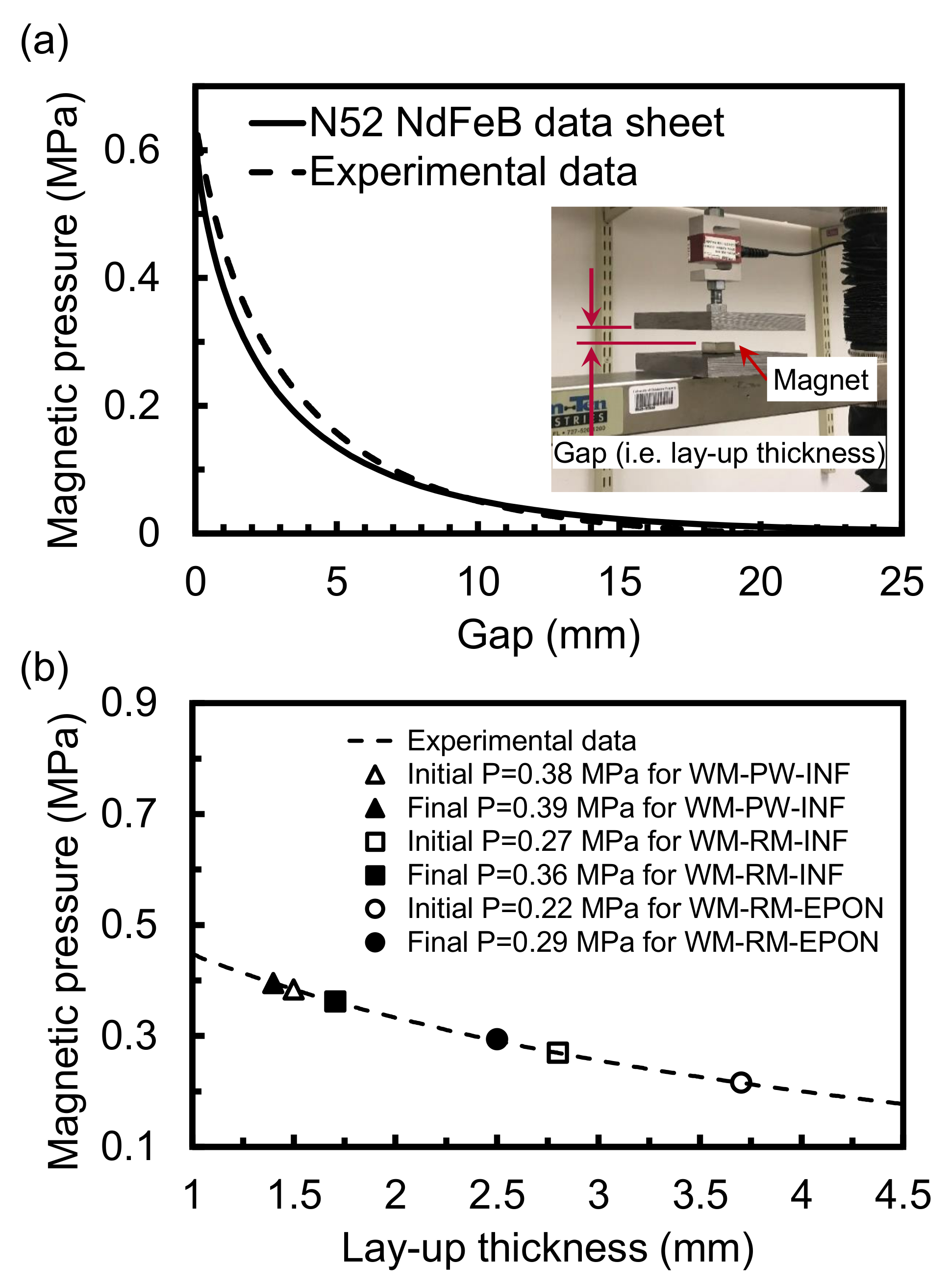
Figura 2a presenta la pressione magnetica generata dalla NdFeB, magnete di N52-2.54 × 2.54 × 1,27 cm3 in funzione della distanza tra il magnete e lastra d'acciaio. Questa distanza corrisponderebbe allo spessore del lay-up durante la fabbricazione del laminato composito e così può essere utilizzata per determinare la variazione della pressione di compattazione applicata dai magneti. L'inserto nella Figura 2a Mostra una fotografia della disposizione sperimentale utilizzato per misurare la variazione della pressione magnetica in funzione della distanza. Come spiegato nella sezione 3 del protocollo, il set-up è costituito da due piastre di acciaio parallele (12,5 cm × 12,5 cm × 1,8 centimetri). La piastra superiore è collegata a un 4,45 kN (1000 lb)-cella di carico. La piastra inferiore è montata sulla croce-testa di un apparecchio di controllo meccanico. Utilizzando questo set-up, la forza di attrazione del magnete permanente posizionato sulla piastra inferiore è misurata in funzione della distanza (cioè la distanza tra il magnete e la piastra superiore in acciaio). La linea tratteggiata nella Figura 2a rappresenta la pressione magnetica misurata (forza sopra la zona del magnete) dallo strumento test meccanico, e la linea continua rappresenta la pressione determinata dai dati forniti dal fornitore dei magneti. C'è generalmente buono accordo fra la pressione misurata e i valori ottenuti dal foglio dati tecnici fornito dal fornitore. Si è visto che l'aumento nella pressione magnetica dipende esponenzialmente la riduzione del divario. Pertanto, come il laminato consolida durante il processo di polimerizzazione, diminuisce gradualmente lo spessore del lay-up, e di conseguenza, aumenta la pressione esercitata dal magnete. Figura 2b Mostra gli stessi dati sperimentali presentati in Figura 2a , ma per il range del gioco (cioè, spessore di lay-up) di 1-4.5 mm. Inoltre, la pressione iniziale e finale magnetica applicato durante la cura dei laminati composto da diverse tipologie di tessuto (cioè, tela e stuoia casuale) e sistemi di resina (cioè, INF ed EPON) vengono visualizzati in Figura 2b. Lo spessore di lay-up di laminati di tela/INF (WM-PW-INF) durante il consolidamento diminuisce da 1,5 mm a 1,4 mm a causa di fuoriuscita di resina e cura. Di conseguenza, la pressione magnetica aumenta leggermente da 0,38 a 0.39 MPa. Lo spessore di lay-up di casuale mat/INF laminati modifiche (WM-RM-INF) da 2,8 mm a 1,7 mm e, di conseguenza, la pressione magnetica aumenta in modo significativo da 0,27 a 0,36 MPa. Lo spessore di lay-up dei laminati realizzati con casuale mat/EPON (WM-RM-EPON) diminuisce da 3.7 mm a 2,5 mm, e così, la pressione generata aumenta moderatamente da 0.22 a 0,29 MPa.
Tabella 2 presenta il medio spessore, frazione di volume della fibra e la frazione di volume vuoto dei laminati prodotti con e senza pressione magnetica consolidamento. Come illustrato nella tabella 2, che utilizza la pressione di compattazione magnetico sostanzialmente riduce lo spessore medio dei laminati 12-47%. Come previsto, la riduzione dello spessore del laminato è fortemente correlata con l'aumento della frazione di volume della fibra dei laminati, dove la frazione di volume della fibra dei laminati migliora significativamente 13-98% a causa di pressione magnetica. Tra tutti gli scenari, l'effetto di applicare pressione magnetica su casuale mat/INF laminati è più pronunciato (cioè, 98% aumento della frazione di volume della fibra) a causa di due fattori: (1) una frazione di volume iniziale fibra significativamente più bassa di non compattato laminati opaco casuali rispetto ai laminati di tela e (2) l'uso di resina a bassa viscosità di 296 mPa s, consentendo in tal modo facilitare la rimozione della resina in eccesso. È inoltre notabile che l'applicazione di pressione magnetica ha un ulteriore vantaggio nel fare diminuire la frazione di volume vuoto di laminati da 3.4-5,8% al 1,5-2,7%. Così, la pressione magnetica azionamenti non solo la resina in eccesso, ma anche i vuoti fuori il laminato.
Figura 3 Visualizza le immagini di SEM del E-vetro/epossidica laminati realizzati sotto i 6 diversi scenari 35 ingrandimenti. Per un facile confronto visivo, le immagini dei laminati realizzati senza una pressione esterna vengono visualizzate a sinistra e i laminati realizzati sotto compattazione magnetico sono presentati sulla destra. Da queste immagini, è evidente che utilizzando la pressione di compattazione magnetici provoca molto migliorato consolidamento tra gli strati e, di conseguenza, conduce ad una riduzione significativa nei settori ricchi di resina. Di conseguenza, lo spessore del laminato è notevolmente ridotto e la frazione di volume della fibra è aumentata, particolarmente di laminati in tessuto opaco casuale e resina INF (WM-RM-INF). Queste immagini mostrano anche che la morfologia dei vuoti è molto diversa in laminati realizzati con e senza pressioni esterne. Applicando pressione magnetica riduce il numero di vuoti e rende i vuoti più piccoli, che porta a una bassa frazione di volume vuoto nei laminati. Infine, i vuoti che si trovano tra i veli di compattazione conduce a più allungata vuoti.
La tabella 3 Mostra la resistenza alla flessione e modulo di tutti i laminati e la percentuale di aumento in proprietà flessione dei laminati realizzati sotto pressione magnetica consolidamento. I risultati mostrano chiaramente che la resistenza alla flessione e modulo di laminati sono migliorati significativamente utilizzando la pressione magnetica. Un incremento del 98% nella frazione di volume della fibra dei laminati casuale mat/INF (WM-RM-INF), mentre avendo un contenuto minimo di sub di 1,46%, cause un 62% e 67% aumento della resistenza alla flessione e carico di rottura i laminati, rispettivamente. Come previsto, la tela/INF laminati (WM-PW-INF) che inizialmente ha esibito il miglioramento minimo del 13% nella frazione di volume della fibra, ha mostrato l'aumento più basso, 7% e 22%, in flessione e modulo elastico, rispettivamente. Di conseguenza, il miglioramento nelle proprietà flessionali di una varietà di laminati compositi realizzati sotto pressione magnetica consolidamento dimostra la capacità del MACM per migliorare la qualità complessiva in laminato.
| Fabbricazione scenario | Tipo di tessuto | Sistema della resina | Processo di fabbricazione |
| W-PW-INF | Tela E-vetro | INF | Sacchetto di vuoto convenzionale wet lay-up senza l'utilizzo di pressione esterna |
| WM-PW-INF | Tela E-vetro | INF | Sacchetto di vuoto Wet lay-up con l'utilizzo di pressione magnetico consolidamento |
| W-RM-INF | Stuoia di casuale E-vetro | INF | Sacchetto di vuoto convenzionale wet lay-up senza l'utilizzo di pressione esterna |
| WM-RM-INF | Stuoia di casuale E-vetro | INF | Sacchetto di vuoto Wet lay-up con l'utilizzo di pressione magnetico consolidamento |
| W-RM-EPON | Stuoia di casuale E-vetro | EPON | Sacchetto di vuoto convenzionale wet lay-up senza l'utilizzo di pressione esterna |
| WM-RM-EPON | Stuoia di casuale E-vetro | EPON | Sacchetto di vuoto Wet lay-up con l'utilizzo di pressione magnetico consolidamento |
Tabella 1: Dettagli dei costituenti e scenari di sei fabbricazione utilizzati nella produzione di laminati in composito a 6 strati.
| Scenario di fabbricazione | Spessore medio (mm) | Frazione di volume della fibra (%) | Aumento della frazione di volume della fibra (%) | Frazione di volume vuoto (%) | Riduzione della frazione di volume vuoto (%) |
| W-PW-INF | 0,98 ± 0.01 | 45.65 ± 0,82 | ― | 3.44 ± 0.46 | ― |
| WM-PW-INF | 0.86 ± 0.01 | 51,63 ± 0,87 | 13 | 1,74 ± 0,39 | 49 |
| W-RM-INF29 | 2.28 ± 0,04 | 24.84 ± 1,14 | ― | 5.09 ± 0.69 | ― |
| WM-RM-INF29 | 1.21 ± 0.01 | 49.10 ± 0,87 | 98 | 1,46 ± 0,24 | 71 |
| W-RM-EPON30 | 3.18 ± 0.01 | 17.34 ± 0,84 | ― | 5.81 ± 1,24 | ― |
| WM-RM-EPON30 | 1,99 ± 0.03 | 26.88 ± 1.99 | 55 | 2,71 ± 0,36 | 53 |
Tabella 2: spessore medio, frazione di volume della fibra e frazione di volume vuoto dei 6 strati laminati realizzati in sei diversi scenari. L'aumento percentuale della riduzione di volume della fibra in frazione e percentuale nella frazione di volume vuoto a causa di compattazione magnetico (n = 6 per frazione di volume della fibra e la frazione di volume sub e n = 35 per laminati di medio spessore; gli intervalli di confidenza del 95% per tutti i dati) sono anche dato.
| Scenario di fabbricazione | Resistenza alla flessione (MPa) | Aumentare la resistenza alla flessione (%) | Modulo di elasticità (GPa) | Aumento del modulo di flessione (%) |
| W-PW-INF | 638,9 ± 27.0 | ― | 24,1 ± 0,5 | ― |
| WM-PW-INF | 681.1 ± 35,5 | 7 | 29,5 ± 0,9 | 22 |
| W-RM-INF29 | 218.9 ± 11,4 | ― | 8.4 ± 0,3 | ― |
| WM-RM-INF29 | ±15.5 354.6 | 62 | 14.0 ± 0,8 | 67 |
| W-RM-EPON30 | 158,1 ± 8,9 | ― | 6,8 ± 0,1 | ― |
| WM-RM-EPON30 | 253.5 ± 20,1 | 60 | 9,9 ± 0.6 | 46 |
Tabella 3: Aumentare la resistenza alla flessione e modulo di laminati compositi e la percentuale in proprietà di resistenza a flessione a causa della compattazione magnetico (n = 7 per i laminati fatti da EPON e n = 14 per il resto; gli intervalli di confidenza del 95% per tutti i dati).

Figura 1: uno schema semplificato di preparazione di compositi lay-up e l'applicazione di pressione magnetica, come descritto nella sezione protocollo. Per questo scopo, venticinque NdFeB, N52-2.54 × 2.54 × 1,27 cm3 magneti permanenti sono utilizzati per applicare pressione di consolidamento sul composito lay-up. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 2: (a) Variazione di pressione magnetica generata da NdFeB, N52-2.54 × 2.54 × 1,27 magnete di3 cm in funzione della distanza (cioè, spessore di lay-up). L'inserto mostra una fotografia della disposizione sperimentale utilizzato per misurare la pressione magnetica. (b) l'iniziale e finale magnetica pressione applicata durante l'indurimento della tela/INF (WM-PW-INF), mat/INF(WM-RM-INF) casuale e casuali laminati di stuoia/EPON (WM-RM-EPON). Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 3: immagini di SEM di laminati compositi del E-vetro/epossidica il 6 strati fabbricati con un processo di sacchi a vuoto di wet lay-up con e senza l'utilizzo di pressione magnetica. (a) W-PW-INF (tela/INF laminato, senza pressione esterna), (b) WM-PW-INF (tela/INF laminato, con pressione magnetica), (c) W-RM-INF (casuale mat/INF laminato, senza pressione esterna), (d) WM-RM-INF ( mat/INF casuale laminato con pressione magnetica), (e) W-RM-EPON (casuale laminato opaco/EPON, senza pressione esterna) e (f) WM-RM-EPON (mat/EPON laminato casuale, con pressione magnetica). Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
Discussione
L'applicazione di una pressione alta consolidamento durante la cura di un laminato composito è particolarmente importante per la produzione di un pregiato composito parte47. Se non viene applicata la pressione esterna e il laminato è guarito solo sotto vuoto, la parte finale conterrà generalmente alto contenuto sub, possibilmente superiore al 5% in volume e di regioni ricche di resina indesiderabili48. Alto contenuto di sub, frazione di volume bassa della fibra e zone ricche di resina sono fattori influire negativamente le proprietà meccaniche dei laminati compositi. In questo lavoro, un protocollo sperimentale per l'applicazione di pressione alta consolidamento durante la polimerizzazione di un laminato nel processo wet lay-up sacchetto di vuoto è descritto29. In questa tecnica, in primo luogo, il lay-up composito è preparato su una piastra di strumento magnetico inferiore secondo il processo del sacchetto di vuoto convenzionale wet lay-up. Quindi, una serie di magneti permanenti, fissato ad una piastra d'acciaio superiore magnetica, viene inserita il sacchetto all'aspirapolvere. In questo studio, i magneti vengono applicate, aumentando la temperatura di lay-up a 60 ° C, dove la viscosità della resina diminuisce in modo significativo. L'applicazione di pressione in un momento diverso, ad esempio il punto di gelificazione, può resa laminati con differenti proprietà13,40,49. Il livello di pressione magnetica applicata dipende il divario tra i magneti e la piastra magnetica inferiore. Così, vi presentiamo una procedura per misurare pressione magnetico generato da un magnete in funzione del divario (cioè, spessore di lay-up).
Per determinare l'efficacia di MACM, wet lay-up sacchetto vuoto laminati con diversi materiali costituenti sono fabbricati utilizzando sei scenari con e senza pressione di compattazione magnetico. Quindi, dimostriamo la procedura dettagliata per la caratterizzazione di frazioni di volume vuoto e fibra, microstruttura e proprietà di resistenza a flessione dei laminati compositi. Per valutare le frazioni volumetriche dei costituenti compositi, la resina-burn off e metodi di sospensione sono utilizzati42. I risultati presentati mostrano che usando la pressione di compattazione magnetico significativamente aumenta la frazione di volume della fibra e fa diminuire il contenuto sub delle parti. Inoltre, per analisi microstrutturale di composito, formazione immagine di microscopia elettronica (SEM) di scansione viene utilizzata e offre uno sguardo la posizione e le caratteristiche geometriche di vuoti15. Ad esempio, la figura 3 Mostra che l'uso di pressione magnetica durante la polimerizzazione è anche utile nel ridurre le dimensioni e il numero di vuoti e quindi diminuisce la probabilità di guasto prematuro20,24. Di conseguenza, questi fattori notevolmente migliorano le proprietà di resistenza a flessione di laminati. Tuttavia, l'efficacia del MACM è diverso a seconda del tipo di componenti compositi (fibra e resina).
Anche se la fabbricazione di laminati con questo metodo è semplice, deve prestare attenzione durante la disposizione e il posizionamento dei magneti permanenti come essi generano una pressione molto elevata (cioè, una pressione massima di 0,64 MPa). La limitazione di questo metodo è la piastra di strumento inferiore deve essere magnetico, ad esempio un acciaio inossidabile serie 400, che deve essere fissato contro movimento prima del posizionamento dei magneti, perché la forza di attrazione magnetica può muovere e spostare la piastra verso l'alto. Inoltre, la pressione applicata da magneti dipende dallo spessore del laminato. Per esempio, NdFeB, N52-2.54 × 2.54 × 1,27 cm3 magneti permanenti non sono in grado di generare una consolidamento ad alta pressione (> 0,1 MPa) quando lo spessore di composito lay-up supera i 6,5 mm. In questo caso, magneti più bisogno di essere utilizzato per ottenere un consolidamento alto livello.
Il metodo proposto è comodo da usare e ha il vantaggio su autoclavi in quanto non necessita di utensili e attrezzature costose. Sebbene non chiarito qui, questo metodo è ampiamente applicabile non solo a sacco a vuoto wet lay-up ma anche ad altri processi di fabbricazione per materiali compositi, come out-di-autoclave curare di preimpregnati e trasferimento assistito della resina (VARTM) di stampaggio. Inoltre, grandi componenti in composito possono essere fabbricate con relativa facilità facendo scorrere i magneti lungo il sacco a vuoto se è utilizzato un lubrificante adatto tra i magneti e il sacco a vuoto. In aggiunta, al meglio della nostra conoscenza, questo è l'unico metodo che consente l'applicazione di pressione locale come pure non uniforme sul composito lay-up. Una direzione futura di questo metodo è per la fabbricazione di parti in composito geometricamente complesse, ma invece di mettere i magneti su un piatto piano, possono essere collocati su uno stampo abbinato, superiore.
Divulgazioni
Gli autori non hanno alcuna informazioni integrative.
Riconoscimenti
Gli autori ringraziano l'AME Machine Shop presso l'University of Oklahoma per aver contribuito a rendere lo stampo e il set-up di fabbricazione e i membri del composito Manufacturing Research Laboratory, d. ssa Yousef K. Hamidi, M. Akif Yalcinkaya e Jacob Anderson per utili discussioni.
Materiali
| Name | Company | Catalog Number | Comments |
| Plain weave glass fiber | Hexcel | HexForce 3733 | The type of fibers can be substituted with any type of fabrics |
| Randomly oriented chopped strand glass fiber | Fiberglast | 248 | |
| TenCate EX-1522/IM7 | Tencate | it is a plain weave carbon/epoxy prepreg | |
| PRO-SET INF-114 Infusion Epoxy | Composite Envisions | 1758 | The type of resin can be substituted with any type of resin suitable for wet lay-up vacuum bag process |
| PRO-SET INF-211 Medium Infusion Hardener | Composite Envisions | 1760 | |
| EPON 862 | Hexion Inc. | ||
| EPIKURE Curing Agent 3300 | Hexion Inc. | ||
| NdFeB, N52-2.54 × 2.54 × 1.27 cm3 | K&J Magnetics, Inc. | BX0X08-N52 | Magnets can be substitued with any type depending on the required pressure and application |
| OLFA rotary cutter | Fibre Glast | 1706-A | |
| Tacky tape | De-Comp Composites | D413Y | |
| Polyester tape | De-Comp Composites | D574A | |
| Squeegees | Fibre Glast | 62-A | Any type of squeegees can be used |
| Roller | De-Comp Composites | D205 | Any type of rollers can be used |
| PTFE-Coated fiberglass fabric sheets | McMaster-Carr Supply Company | 8577K81 | |
| PTFE release agent dry lubricant | Miller-Stephenson | MS122AD | |
| Perforated release film | Fibre Glast | 1787-C | |
| Breather cloth | De-Comp Composites | ||
| Vacuum bag film | Rock West Composite | WRIGHTLON 7400 | |
| Aluminum twist lock vacuum valve | De-Comp Composites | D401 | |
| Vacuum pump | Best Value Vacs | BVVRS1 | |
| Flexible silicone-rubber heat sheets, adhesive backing | McMaster-Carr Supply Company | 35765K429 | |
| 400-series steel plate, 6.35 mm-thick | The lay-up is prepared on this plate | ||
| steel plate, 4.76 mm-thick | The magnets are attached to this plate | ||
| Aluminum sheet, 0.3-mm thick | |||
| Lab stirrer mixer | Caframo | ||
| Laboratory weigh scale | |||
| AccuPyc II 1340 automatic gas pycnometer | Micromeritics Instrument Corporation | 134/00000/00 | |
| Specific gravity cup, 83.2 mL | Gardco | EW-38000-12 | |
| Acrylic cold mounting resin | Struers | LevoCit | |
| Grinder/polisher | Struers | LaboSystem | |
| Porcelain crucibles, 30 mL | United Scientific Supplies | JCT030 | |
| Plastic Cups, 12 Oz, clear | It is used as epoxy mixing cups |
Riferimenti
- Amel, H., et al. Introducing a novel manufacturing process for automotive structural/semi structural composite components. Procedia CIRP. 66, 143-146 (2017).
- Beardmore, P., Johnson, C. F. The potential for composites in structural automotive applications. Compos Sci Technol. 26 (4), 251-281 (1986).
- Irving, P. E., Soutis, C. . Polymer composites in the aerospace industry. , (2015).
- Li, Y., Li, N., Gao, J. Tooling design and microwave curing technologies for the manufacturing of fiber-reinforced polymer composites in aerospace applications. Int J Adv Manuf Technol. 70 (1-4), 591-606 (2014).
- Mouritz, A. P., Gellert, E., Burchill, P., Challis, K. Review of advanced composite structures for naval ships and submarines. Compos Struct. 53 (1), 21-42 (2001).
- Davies, P., Petton, D. An experimental study of scale effects in marine composites. Compos Part A: App Sci Manuf. 30 (3), 267-275 (1999).
- Pendhari, S. S., Kant, T., Desai, Y. M. Application of polymer composites in civil construction: A general review. Compos Struct. 84 (2), 114-124 (2008).
- Bakis, C. E., et al. Fiber-reinforced polymer composites for construction-State-of-the-art review. J Compos Construct. 6 (2), 73-87 (2002).
- Thomas, M. M., Joseph, B., Kardos, J. L. Experimental characterization of autoclave-cured glass-epoxy composite laminates: Cure cycle effects upon thickness, void content, and related phenomena. Polym Compos. 18 (3), 283-299 (1997).
- Michaud, V., Mortensen, A. Infiltration processing of fibre reinforced composites: Governing phenomena. Compos Part A: App Sci Manuf. 32 (8), 981-996 (2001).
- Wood, J. R., Bader, M. G. Void control for polymer-matrix composites (2): Experimental evaluation of a diffusion model for the growth and collapse of gas bubbles. Compos Manuf. 5 (2), 149-158 (1994).
- Abraham, D., Matthews, S., McIlhagger, R. A comparison of physical properties of glass fibre epoxy composites produced by wet lay-up with autoclave consolidation and resin transfer moulding. Compos Part A: App Sci Manuf. 29 (7), 795-801 (1998).
- Liu, L., Zhang, B. M., Wang, D. F., Wu, Z. J. Effects of cure cycles on void content and mechanical properties of composite laminates. Compos Struct. 73 (3), 303-309 (2006).
- Park, S. Y., Choi, W. J., Choi, H. S. The effects of void contents on the long-term hygrothermal behaviors of glass/epoxy and GLARE laminates. Compos Struct. 92 (1), 18-24 (2010).
- Hamidi, Y. K., Aktas, L., Altan, M. C. Three-dimensional features of void morphology in resin transfer molded composites. Compos Part A: App Sci Manuf. 65 (7), 1306-1320 (2005).
- Pucci, M. F., Liotier, P. -. J., Drapier, S. Capillary wicking in a fibrous reinforcement-orthotropic issues to determine the capillary pressure components. Compos Part A: App Sci Manuf. 77, 133-141 (2015).
- Pucci, M. F., et al. Wetting and swelling property modifications of elementary flax fibres and their effects on the Liquid Composite Molding process. Compos Part A: App Sci Manuf. 97, 31-40 (2017).
- Jeong, H. Effects of voids on the mechanical strength and ultrasonic attenuation of laminated composites. J Compos Mater. 31 (3), 276-292 (1997).
- Almeida, S. F. M., Neto, Z. d. S. N. Effect of void content on the strength of composite laminates. Compos Struct. 28 (2), 139-148 (1994).
- Varna, J., Joffe, R., Berglund, L. A., Lundström, T. Effect of voids on failure mechanisms in RTM laminates. Compos Sci Technol. 53 (2), 241-249 (1995).
- Hagstrand, P. O., Bonjour, F., Månson, J. A. The influence of void content on the structural flexural performance of unidirectional glass fibre reinforced polypropylene composites. Compos Part A: App Sci Manuf. 36 (5), 705-714 (2005).
- Mouritz, A. Ultrasonic and interlaminar properties of highly porous composites. J Compos Mater. 34 (3), 218-239 (2000).
- Maragoni, L., Carraro, P., Peron, M., Quaresimin, M. Fatigue behaviour of glass/epoxy laminates in the presence of voids. Int J Fatigue. 95, 18-28 (2017).
- Chambers, A., Earl, J., Squires, C., Suhot, M. The effect of voids on the flexural fatigue performance of unidirectional carbon fibre composites developed for wind turbine applications. Int J Fatigue. 28 (10), 1389-1398 (2006).
- Judd, N. C., Wright, W. Voids and their effects on the mechanical properties of composites- an appraisal. SAMPE J. 14, 10-14 (1978).
- Ghiorse, S. Effect of void content on the mechanical properties of carbon/epoxy laminates. SAMPE Quart. 24 (2), 54-59 (1993).
- Lambert, J., Chambers, A., Sinclair, I., Spearing, S. 3D damage characterisation and the role of voids in the fatigue of wind turbine blade materials. Compos Sci Technol. 72 (2), 337-343 (2012).
- Mesogitis, T., Skordos, A., Long, A. Uncertainty in the manufacturing of fibrous thermosetting composites: a review. Compos Part A: App Sci Manuf. 57, 67-75 (2014).
- Aktas, L., Hamidi, Y., Altan, M. C. Effect of moisture on the mechanical properties of resin transfer molded composites-part I: absorption. J Mater Process Manuf Sci. 10 (4), 239-254 (2002).
- Selzer, R., Friedrich, K. Mechanical properties and failure behaviour of carbon fibre-reinforced polymer composites under the influence of moisture. Compos Part A: App Sci Manuf. 28 (6), 595-604 (1997).
- Costa, M. L., Rezende, M. C., Almeida, S. F. M. Effect of void content on the moisture absorption in polymeric composites. Polym Plast Technol Eng. 45 (6), 691-698 (2006).
- Muric-Nesic, J., Compston, P., Stachurski, Z. On the void reduction mechanisms in vibration assisted consolidation of fibre reinforced polymer composites. Compos Part A: App Sci Manuf. 42 (3), 320-327 (2011).
- Walczyk, D., Kuppers, J. Thermal press curing of advanced thermoset composite laminate parts. Compos Part A: App Sci Manuf. 43 (4), 635-646 (2012).
- Khan, L. A., Mahmood, A. H., Ahmed, S., Day, R. J. Effect of double vacuum bagging (DVB) in quickstep processing on the properties of 977-2A carbon/epoxy composites. Polym Compos. 34 (6), 942-952 (2013).
- Kwak, M., Robinson, P., Bismarck, A., Wise, R. Microwave curing of carbon-epoxy composites: penetration depth and material characterisation. Compos Part A: App Sci Manuf. 75, 18-27 (2015).
- Agius, S., Magniez, K., Fox, B. Cure behaviour and void development within rapidly cured out-of-autoclave composites. Compos Part B: Eng. 47, 230-237 (2013).
- Davies, L., et al. Effect of cure cycle heat transfer rates on the physical and mechanical properties of an epoxy matrix composite. Compos Sci Technol. 67 (9), 1892-1899 (2007).
- Pishvar, M., Amirkhosravi, M., Altan, M. C. Applying magnetic consolidation pressure during cure to improve laminate quality: a comparative analysis of wet lay-up and vacuum assisted resin transfer molding processes. ASME Int Mech Eng Cong Expos Proc. , (2017).
- Amirkhosravi, M., Pishvar, M., Altan, M. C. Improving laminate quality in wet lay-up/vacuum bag processes by magnet assisted composite manufacturing (MACM). Compos Part A: App Sci Manuf. 98, 227-237 (2017).
- Pishvar, M., Amirkhosravi, M., Altan, M. C. Magnet assisted composite manufacturing: A novel fabrication technique for high-quality composite laminates. Polym Compos. , (2017).
- . . ASTM D2584-11 Standard test method for ignition loss of cured reinforced resins. , (2011).
- Anderson, J. P., Altan, M. C. Properties of composite cylinders fabricated by bladder assisted composite manufacturing. J Eng Mater Technol. 134 (4), 044501 (2012).
- Webb, P. A. Volume and density determinations for particle technologists. Micromeritics Instru. Corp. 01, (2001).
- . . ASTM D3171-15 Standard test methods for constituent content of composite materials. , (2015).
- Anderson, J. . Manufacturing and microstructural modeling of geometrically complex composite components produced by bladder assisted composite manufacturing (BACM). , (2013).
- . . ASTM D790-15, Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. , (2015).
- Yalcinkaya, M. A., Sozer, E. M., Altan, M. C. Fabrication of high quality composite laminates by pressurized and heated-VARTM. Compos Part A: App Sci Manuf. 102, 336-346 (2017).
- Chang, T., Zhan, L., Tan, W., Li, S. Effect of autoclave pressure on interfacial properties at micro-and macro-level in polymer-matrix composite laminates. Fiber Polym. 18 (8), 1614-1622 (2017).
- Stringer, L. G. Optimization of the wet lay-up/vacuum bag process for the fabrication of carbon fibre epoxy composites with high fibre fraction and low void content. Composites. 20 (5), 441-452 (1989).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati