Method Article
Çizim ve Hydrophobicity-desenlendirme Polydimethylsiloxane silikon filamentler uzun
Bu Makalede
Özet
Burada, polydimethylsiloxane (PDMS) Silikon uzun filamentler yerçekimi-çizerek bir fırın üretmek için bir protokol mevcut. Filamentler mikrometre çapında yüzlerce ve santimetre uzunluğunda onlarca sırasına ve hydrophobically patternable ile bir Arduino kontrollü corona deşarj sistemi vardır.
Özet
POLYDİMETHYLSİLOXANE (PDMS) Silikon kolayca uzun filamentler kurdu değil çok yönlü bir polimerdir. PDMS erime, uzun menzilli akışkanlık göstermez çünkü geleneksel iplik yöntemleri başarısız. Biz bir elastomer bir sıvı çapraz bağlantılar gibi PDMS filamentler basamaklı sıcaklık profil polimer tarafından üretmek için geliştirilmiş bir yöntem tanıtmak. Sıcak sıcaklık viskozite izleyerek, bir pencere ne zaman malzeme özellikleri uzun filamentler çizime iyileştirilebilir zaman tahmin ediyoruz. Filamentler onları yeterince hasat için kür bir yüksek sıcaklık tüp fırın geçmek. Bu filamentler mikrometre çapında yüzlerce ve santimetre uzunluğunda onlarca sırasına, ve hatta daha uzun ve daha ince filamentler mümkün vardır. Bu filamentler birçok toplu PDMS değiştirilebilir hydrophobicity de dahil olmak üzere, malzeme özelliklerini korur. Bir otomatik corona deşarj desenlendirme yöntemiyle bu özelliği göstermektedir. Bu patternable PDMS silikon filamentler silikon dokumalar, gaz geçirgen sensör bileşenleri ve model microscale foldamers da.
Giriş
POLYDİMETHYLSİLOXANE (PDMS) silikon ile birçok üretim ve araştırma uygulama genel olarak kullanılan bir malzemedir. Bu ısı ve su geçirmez, elektrikli yalıtım, hidrofobik, gaz geçirgen, gıda güvenli, biyouyumlu ve esnek neredeyse ideal bir Poisson oranı ile 's. Ayrıca, kolayca önce veya sonra1,2kür ekledi çeşitli işlevsel moleküller için bir ev sahibi olarak hizmet verebilir. Yüzeyi UVO, oksijen plazma veya Corona deşarj tarafından onun hydrophobicity geçmek ve kısa vadeli öz-yapışma3,4,5ikna etmek için kolayca değiştirilebilir. Özellikle, bu da Havacilik6' kullanılmıştır.
PDMS filamentler yüksek yüzey alanı silikon örgüler, silikon elyaf sensörler7, silikon tabanlı katkı üretim malzemeleri (3D baskı) üretimi özellikle yararlıdır. Bizim labs biz katlama incelemek için bir platform olarak PDMS hydrophobically desenli filamentler kullanın. Filaman'ın konformasyon istatistiklere bir sulu çevre yolu ile bir athermal akustik uyarma takım çalışmalar ve görüntüleme sistemi daha önce8bildirdi.
PDMS yolu ile geleneksel form-döküm üzerinden yüksek oranı filamentler şekillendirme meydan okuyor. Filamentler serbest kalıp9olmak zordur büyük yüzey alanı birimi oranları var. Elde edilen filamentler saf PDMS da araştırmacılar nano filamentler10,11,12, sürekli electrospinning için taşıyıcı Polimerler ile PDMS kaplama bir başarı olmuştur.
Diğer malzemeler dışında macroscale filamentler üretmek için baskın üretim yöntemi bir gözenek aracılığıyla bir rezervuar viskoz sıvı çizim içerir. Genellikle, viskoz sıvı bir termoplastik veya bir baca aracılığıyla o çizildiği gibi rezervuar ve cools (genellikle amorf) bir katı filaman içine yüksek sıcaklıklarda sıvı cam olur. Bu işleme bazen iplik erime denir ve PDMS erime, uzun menzilli akışkanlık göstermez çünkü PDMS ile uyumlu değil. Blok ortak polimerler silikon ve Alfa-metil stiren filamentler üretmek için yolu ile eritin iplik ama yine, elde edilen filamentler saf PDMS13değildir göstermiştir.
Rezervuar ve baca göreli sıcaklığı açık dışında biz burada anahat melt-iplik benzer-e doğru yöntemdir. Bu henüz cross-linking tamamlanmadı olarak PDMS oda sıcaklığında Reservoir sıvıdır. PDMS viskozite silikon yağı Glossar kür bir aracılı, termal olarak hızlandırılmış bir süreç olarak değişir. Uzun yerçekimi-damlar, sonra sonrası damla yolu ile baca sıcak tüp ocağında tedavi için uygun bir viskozite ulaşıncaya kadar rezervuar yerleştirmeden önce biz kür PDMS ısı. Biraz "Kuru-iplik", hangi polimerler çizim sırasında buharlaşır uçucu çözücüler içinde çözünmüş olarak karşılaştırılabilir bir yaklaşımdır.
Bilgimizi, saf PDMS uzun filamentler üreten tek bildirilen Yöntem bizim önceki yayın8 ' dir. Burada sunulan sanat sürecinin en aza indirmek amacıyla özgün bir yaklaşım üzerine önemli bir gelişme yöntemidir. En önemlisi, viskozite önceden kür sahne ve zamanlama soğuma dönemleri sırasında ölçerek, biz filaman spinnability deneysel olarak erişilebilir bir pencere rapor edebiliyoruz. Ayrıca sistem, biçimlenme filaman üzerinden bir Arduino kontrollü corona tekrarlanabilir, yerelleştirilmiş yüzey değişiklikler üretmek için bir yol boyunca filaman boyuna hidrofobik desenlendirme etkinleştirmek neden.
Protokol
1. PDMS filamentler
- Fırın ve ekstrüzyon derleme
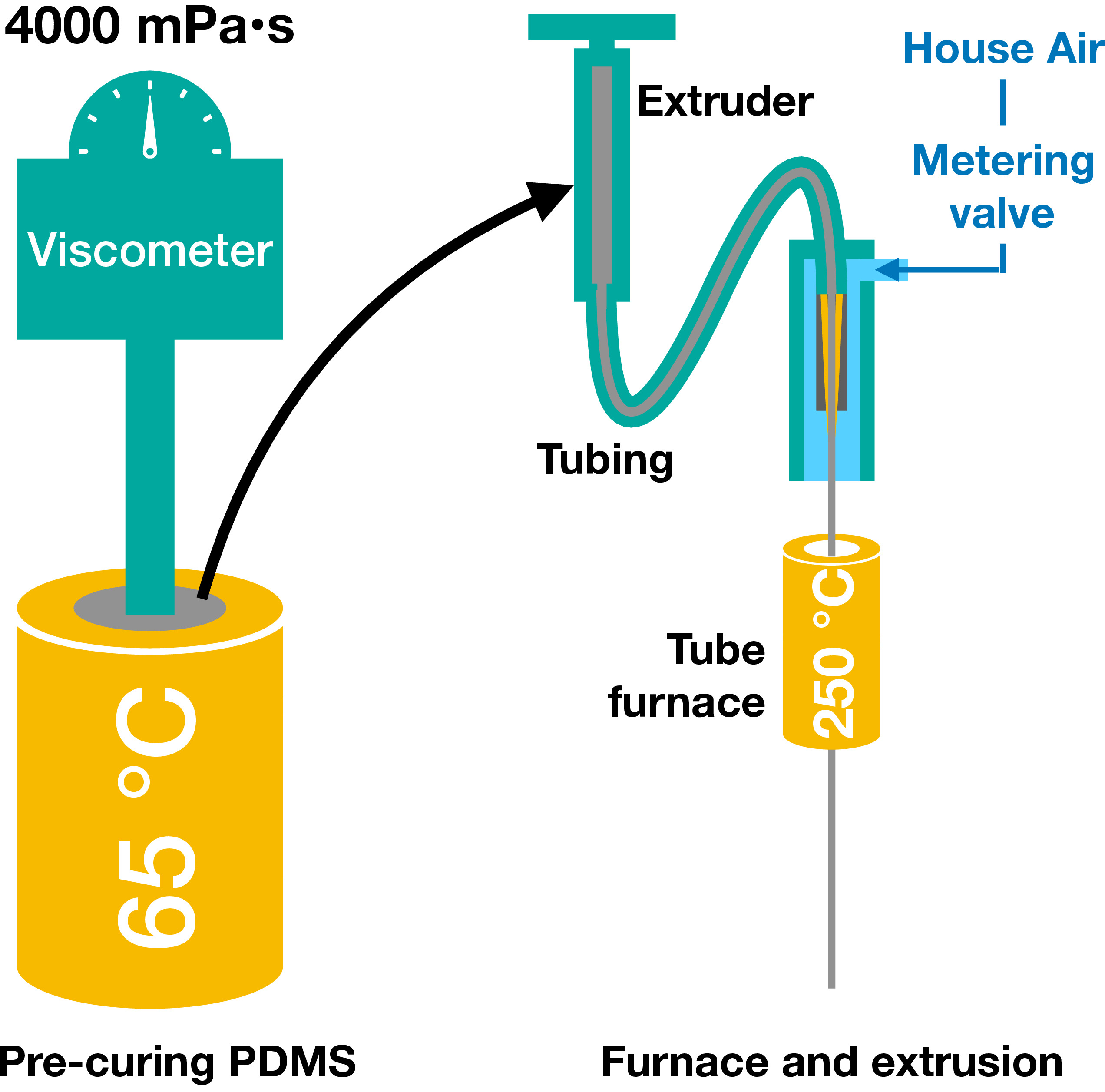
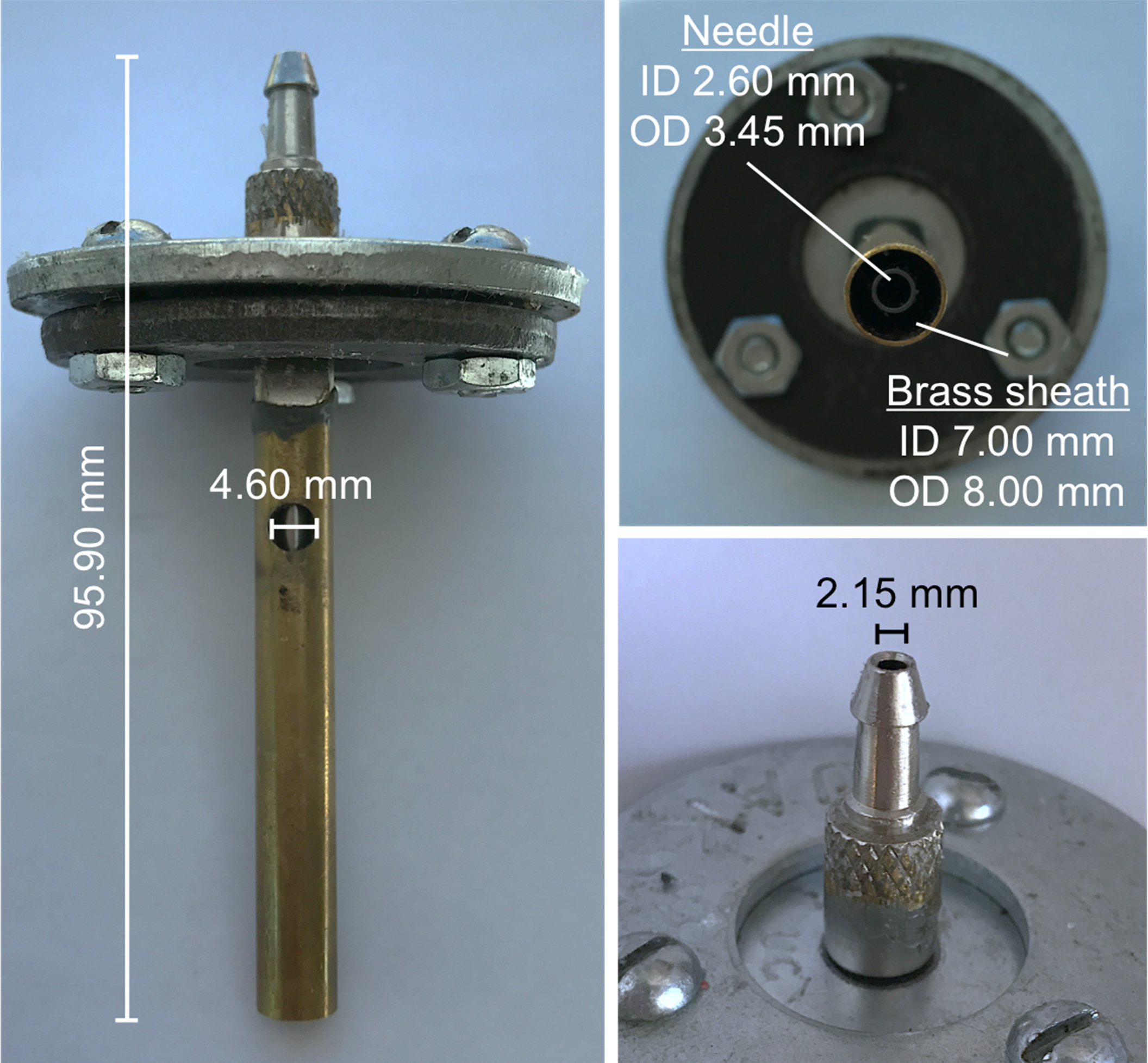
- Ev hava kaynağını bir ölçüm vana üzerinden 1.59 mm iç çapı yüksek sıcaklık silikon kauçuk tüp takın (bkz. Şekil 1). Filaman (Örneğin, bir özel işlenmiş pirinç kılıf bir hava akımı yaklaşık 1.4 L/dak, çevresinde sürekli aşağıya doğru hava akımı üretecek bir kılıf açılış, bir 1,08 mm RADIUS çevresinde oluşan bir ekstrüzyon adaptör tüp diğer ucunu takın ; Ek özellikler için bkz. Şekil 1 ).
Not: Tercihen bir yangın söndürücü ile azaltılmış hava akış ortamında filamentler üretmek. - Yüzeyin altında silindirik Seramik Tüp ocağı kapağı (Örn., 17 mm iç çap, 107.7 mm uzunluk) herhangi bir aşırı PDMS yakalamak için folyo ile.
- Fırın açılışına merkezleme ve filament geçecek şekilde fırın tesviye dikey tüp ocağı yukarıda ekstrüzyon adaptörü bağlayın.
- Ekstruder ekstrüzyon adaptörü üzerinden yüksek sıcaklık silikon kauçuk yarı açık tüp için bağlayın.
- İç sıcaklık yaklaşık 250 ° sıcaklık düzenleyen bir değişken transformatör kullanarak bir kızılötesi termometre tarafından ölçülen C olana fırın ısı.
- Ekstrüzyon bağdaştırıcısı filaman üretim öncesi kadar ısı değil dışarı fırın ekstrüzyon adaptör altından taşıyın.
- Ev hava kaynağını bir ölçüm vana üzerinden 1.59 mm iç çapı yüksek sıcaklık silikon kauçuk tüp takın (bkz. Şekil 1). Filaman (Örneğin, bir özel işlenmiş pirinç kılıf bir hava akımı yaklaşık 1.4 L/dak, çevresinde sürekli aşağıya doğru hava akımı üretecek bir kılıf açılış, bir 1,08 mm RADIUS çevresinde oluşan bir ekstrüzyon adaptör tüp diğer ucunu takın ; Ek özellikler için bkz. Şekil 1 ).
- Kısmen PDMS öncesi kür
- Bir tek kullanımlık örnek tüp 65.0 ° c sıcaklık kontrolü ile bir Vikozimetre onceden. Öyle ki bir viskozite 200-10000 mPa·s aralığındaki ölçüm yapabilir miyim bir uygun Vikozimetre ve dönüşü, kullanın.
- İyice PDMS temel 18,0 g 1.8 g tartmak tekne içinde kür Aracısı ile karıştırın ve bir oda sıcaklığında (RT) vakum desiccator 15 dk ya da hava kabarcığı yok kalıncaya kadar içinde karışımı yerleştirin. Düzenli olarak yüzeye yakın baloncuklar pop desiccator delik.
Not: Aşağıdaki zamanlama Malzemeler tablobelirtilen PDMS temel ve kür Ajan kullanımı varsayılmaktadır. - (Bazı kaybolur tartmak tekneye yapışma için) tezgah üzerinde önceden ısıtılmış örnek tüp içine 17,7 g karışımı dökün. Örnek tüp Vikozimetre koyun.
- Dakikada bir kez viskozite ölçümler yavaş yavaş (5 d/d) iplik Vikozimetre tutmak alır.
- Viskozite 4000 mPa·s ulaştığında, pense ile örnek tüpü çıkarması ve hemen oda sıcaklığında ekstruder dökün. Filamentler ısı kaldırma ve bir sonraki 4 dk sürer yaklaşık 4,5 dakika başlar bir zaman penceresi içinde üretmek.
- Form filamentler için PDMS ekstrüzyon
- Gecikme süresi sırasında fırın 250 ° C bir kızılötesi termometre kullanarak olduğundan emin olun.
- Yaklaşık 4 dakika Vikozimetre örnek tüpünden çıkarıldıktan sonra fırın ekstrüzyon bağdaştırıcı altında geri hareket ve ekstrüzyon bağdaştırıcının iç iğne bir ısı güvenli eldiven kullanarak tüp ocağı ile hizalayın.
- Düzenli olarak üzerinde bir sürekli akışı, fırın damlamaya PDMS izin ekstruder vida twist.
Not: Eğer damlacıklar filamentler yerine, bekle 30 s için RT kür daha ve yeniden deneyin. Sürekli büküm PDMS çok hızlı bir şekilde fırın iter. Genellikle, küçük flare-up fırın kapatarak ve herhangi bir inşa PDMS fırın dan çıkarmak için iletken olmayan bir sopa kullanarak tarafından ele alınabilir.
Dikkat: PDMS duvar veya üst fırın damlar ise, bir pürüz olasılığı. - PDMS akışı için ince başladıktan sonra ek bir yarı-devrim ekstruder twist. Her deneme yaklaşık 16 devrimler verilen ekstruder kullanarak vardır.
- Her büküm sonra fırın altındaki ahşap sopa filamentler toplamak ve onları yaklaşık 12 h için kür bitirmek için ahşap raflar arasında yatıyordu.
2. desenlendirme yüzeyleri ile bilgisayar kontrollü Corona deşarj PDMS filamentler
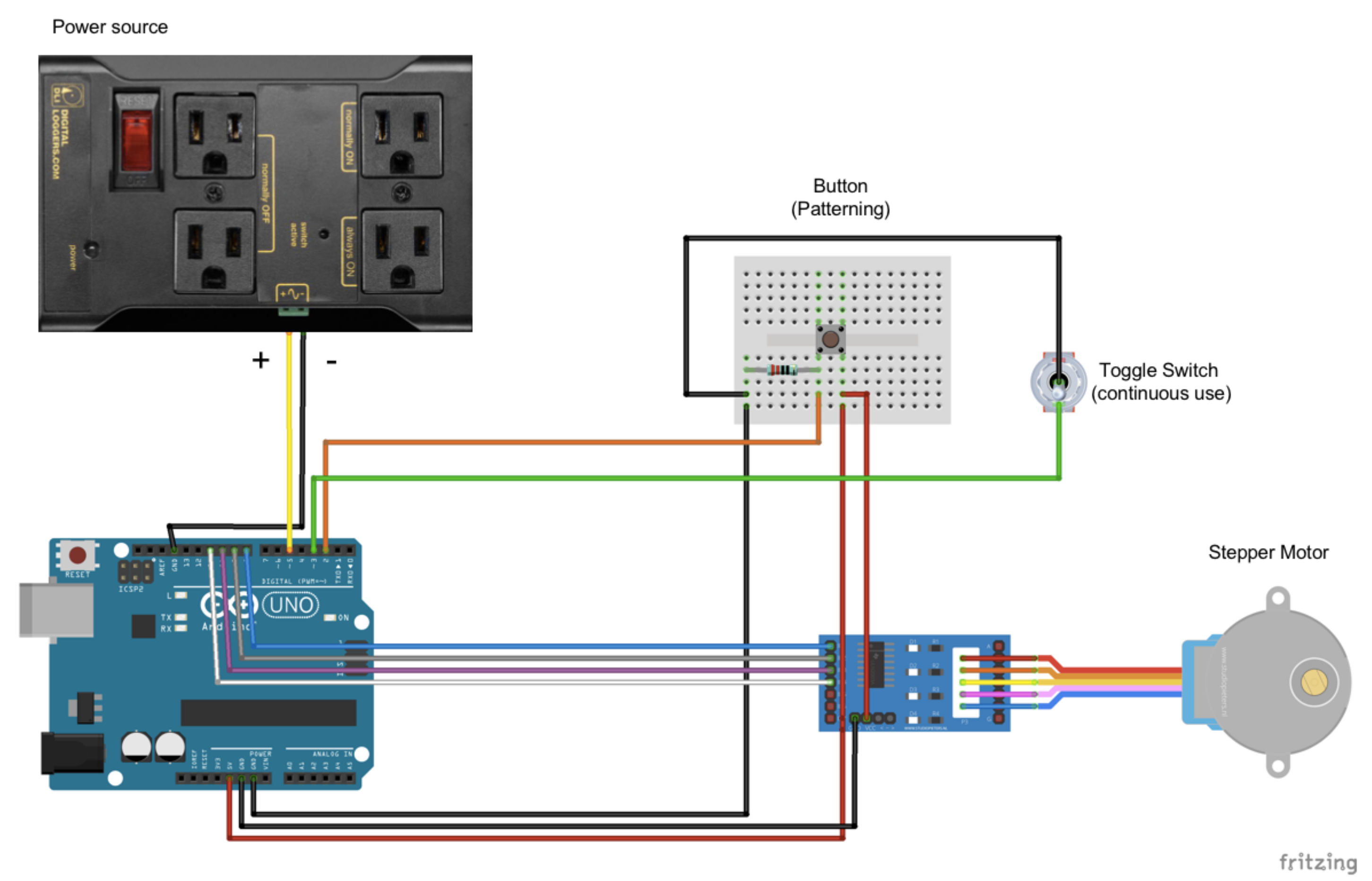
- Arduino kontrollü filaman-konumlandırma ve corona deşarj kontrol sistemi: corona deşarj aygıt başına bağlantı şeması altında filaman Supplemental çeker açık kaynak Arduino mikroişlemci kontrollü step motor montajı Malzeme. Özel Arduino kod yazılım ek malzemeleri sisteme yükleyin.
- Cihaz ile desenlendirme filaman yüzey
- Gerekli kalıbı kodu ("Desen" dizi) girin ve Arduino ile için adatum.com'un.
- Bir tedavi filament %1 Sodyum Lauryl Sülfat ile yıkama ve aşırı saf su ile durulayın. Filaman ile soluduğumuz hava kuru.
- Bir boşaltma ile elektriksel olarak iletken bir levha üzerinde yer filaman (e.g., lazerle kesilmiş akrilik, Tamamlayıcı Şekil 3Agörmek) havada asılı filaman sağlar. Çift taraflı bant filaman levha için ucunun güvenliğini sağlamak için kullanın.
- Levha akrilik parça arasında havalandırılmış corona deşarj kutusuna yerleştirin ve düzeyi olduğundan emin olun. Hareketsiz bir metal levha metal levha kenarı boyunca filaman hizalama akrilik altında yerleştirin.
- Corona deşarj elektrot (Örneğin, bir bahar elektrot uç) yaklaşık 3 mm yukarıda filaman yerleştirin ve corona deşarj Arduino kontrollü prize takın.
- Akrilik levha boşaltma yuvarlak iletken olmayan bir hattına bağlayın. Arduino kontrollü step hattına diğer ucunu uygun ( ek şekil 3BCbakınız) motor.
- Arduino devre desenlendirme programlanmış kod ile başlamak için düğmesine basın. Corona deşarj bir düşük geçerli 4,5 MHz elektrik alanı hidrofilik işlemek için PDMS yüzeyini değiştirir 10-40 kV bir çıkış voltajı ile tarafından üretilen olduğunu.
Dikkat: Akım düşüktür ama cihaz ozon ve UV radyasyon hava üretir. Tercihen bir Bacalı akrilik kalkan arkasında bir duman başlıklı kullanın.
Sonuçlar
Yöntem (Şekil 1) başarıyla çapı (Şekil 2) yaklaşık 200 µm filamentler üretir ve değişen uzunlukları sırasına 10 cm. uzun çizim cihazları ve ortalama filaman yükselterek filamentler yapılabilir çapları başına 50-300 µm arasında değişebilir. Filamentlerin esnek ve sağlam, ve onların modülü Elastisite toplu PDMS8karşılaştırılabilir. Bu protokol için PDMS önceden kür ve filamentler çizim arasında çalışma zamanı (Şekil 3) malzeme taşınması için elverişli bir konuma sahip yeterince büyük.
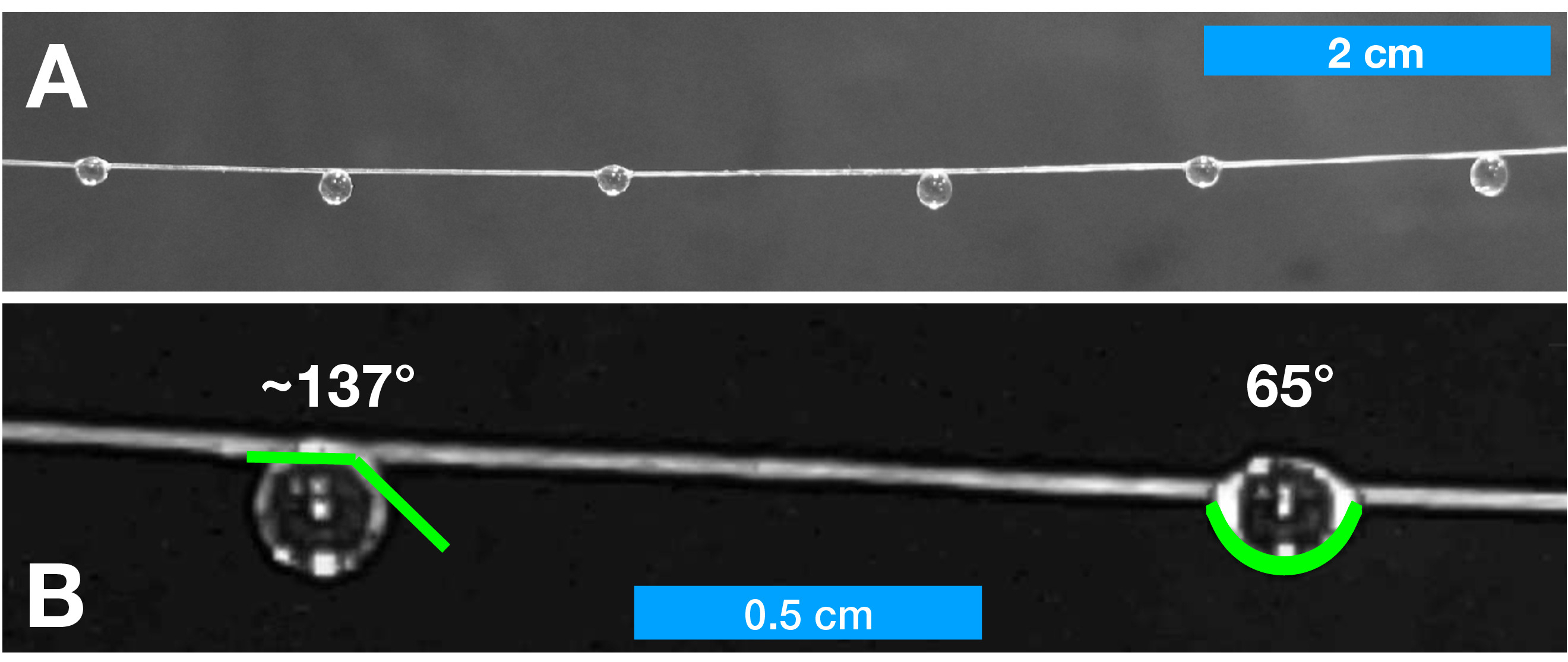
Corona deşarj olabilir üzerinden biçimlenme hydrophobicity damlacık iletişim açıları ile doğrulandı. İletişim açı analizi filaman silindir şeklinde tarafından karmaşıktır; damlacıkları simetrik varil şekli veya asimetrik kabuk şekil14oluşabilir. Bizim filamentler için 1 µL kullanarak su damlacıkları, bu iki şekil hidrofilik yüzeyleri corona-tedavi ve tedavi edilmezse hidrofobik PDMS, sırasıyla karşılık gelir (Şekil 4).

Şekil 1: filaman üretim yönteminin şematik. Viskozite 4000 mPa·s ulaşıncaya kadar degassed, PDMS cross-linking 65 ° C ısıtılır. Sonra soğutmalı ve filamentler hasat önce aşağıya doğru hava-akış-kılıflı bir delikten sonra tüp ocağı aracılığıyla malzeme iter bir ekstruder aktarılır. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 2: Histogram filaman genişlikte bir gösteri yönteminin üzerinden. Genişlikleri filaman cm 6 filamentler, toplam uzunluğu yaklaşık olarak 80 cm. filamentler düz yataklı tarayıcı tarafından taranan ve özel oktav komut dosyaları15tarafından analiz edildi vardır. İç metin: genişletilmiş bir filament bir cetvel yanındaki bir temsilcisi görüntüsü. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 3: PDMS viskozite vs. saat. Viskozite ölçüm aracının degassed PDMS temel ve kür farklı sıcaklık profilleri ile zamanın bir fonksiyonu olarak (rpm'de 5). Viskozite içinde hızlı bir artış gösteren 65 ° C'de sürekli ısıtma (gri elmaslar) olduğunu. Siyah veri noktalarını kaldırma Oda viskozite belgili tanımlık yöntem yukarıda başına 4000 mPa·s ulaştığında sıcaklık için önce 65 ° C altındadır. 25 ° C'ye soğutma sonra aynı örnek viskozite kırmızı veri noktalarını temsil eder Vikozimetre 25 ° C de buz-su akışı için soğutmalı sırasında veride gösterilen boşluğu oluşur. Mavi pencere filaman üretim yöntemi başı olarak gerçekleştiği zamanı geldi. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 4: Hydrophobically desenli filaman. (A) filament yukarıda açıklanan ve 1 µL su damlacıkları ile görüntülenmiştir Arduino-kontrol-Corona yöntemini kullanarak bir alternatif hydrophobicity desen, her 2 cm ile desenli. (B) damlacıkları evlat edinmek bir kabuk (sol) veya varil (sağda) uyum bağlı olarak filaman'ın yerel hydrophobicity14. Düzlemsel eşdeğer kişi açıları varil-damlacıkları üzerinde uygun bir analitik çözüm8tarafından belirlenir, ancak kabuk iletişim açıları doğrudan, tahmin edilir. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

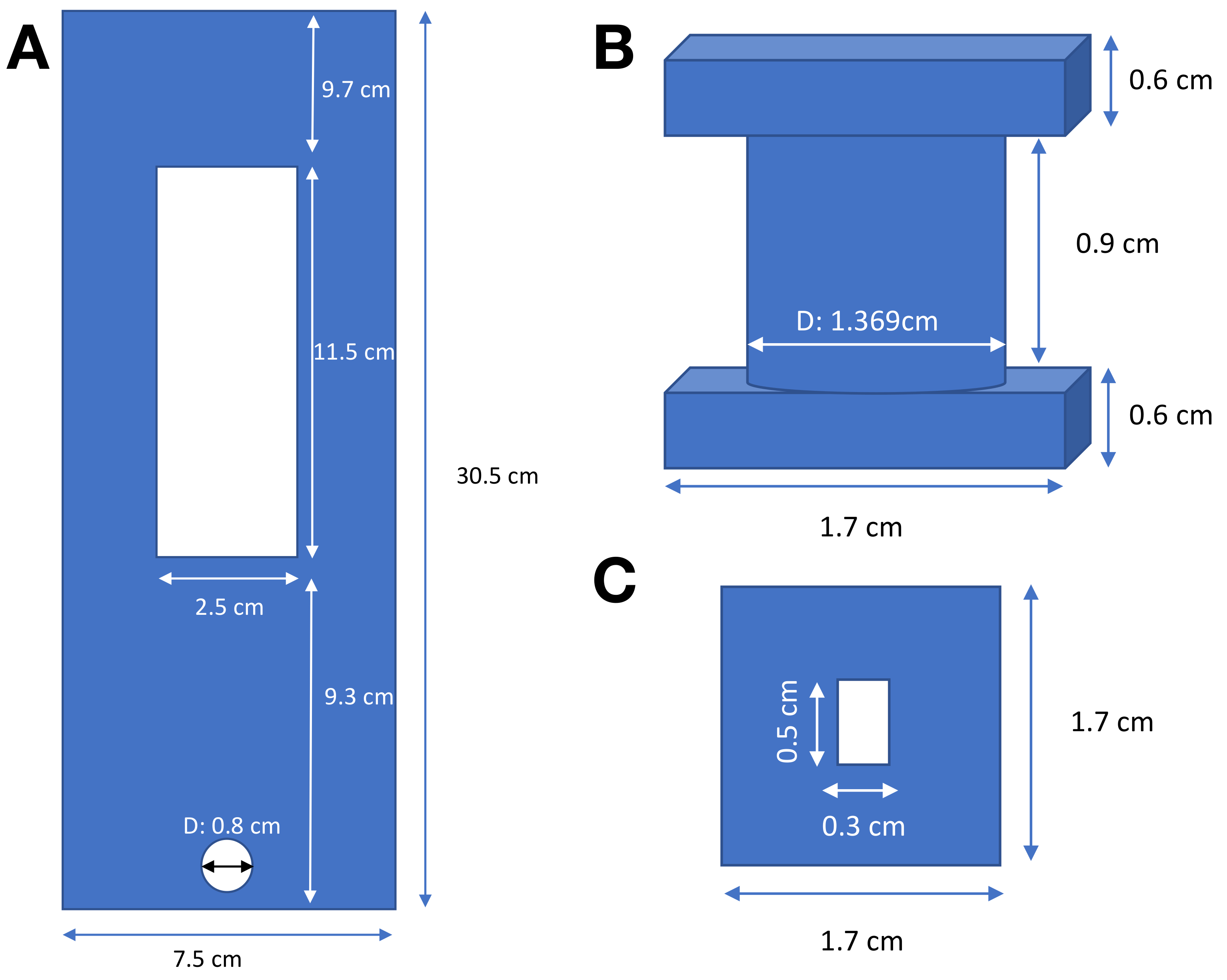
Tamamlayıcı Şekil 1: Boyutlar hava akımı kılıf ile ekstrüzyon bağdaştırıcısının. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Tamamlayıcı Şekil 2: bağlantı şeması için Corona patterner. Corona deşarj aygıt geçirilen güç kaynağına takılı. Filaman Step motor ile bir mil (Tamamlayıcı şekil 3) iletken olmayan bir telle bağlı bir tepsi üzerinde yüklenir. Desen alt sol üzerinde Arduino mikroişlemci üzerine yüklenir. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Tamamlayıcı şekil 3: filaman patterner için parçaların şematik. (A) nerede filaman askıya alınmış bir açılış ile tepsi. (B) spindle Step motor tepsi ile için 0.8 cm delik bağlama nonconducting tel için. Step motor mili bağdaştırıcısına gösterilen iğ, (C) alt görünümü. Gerektiğinde yapıştırılmış Lazer kesimli 3.2 mm akrilik her yerinden imal edilmiştir. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

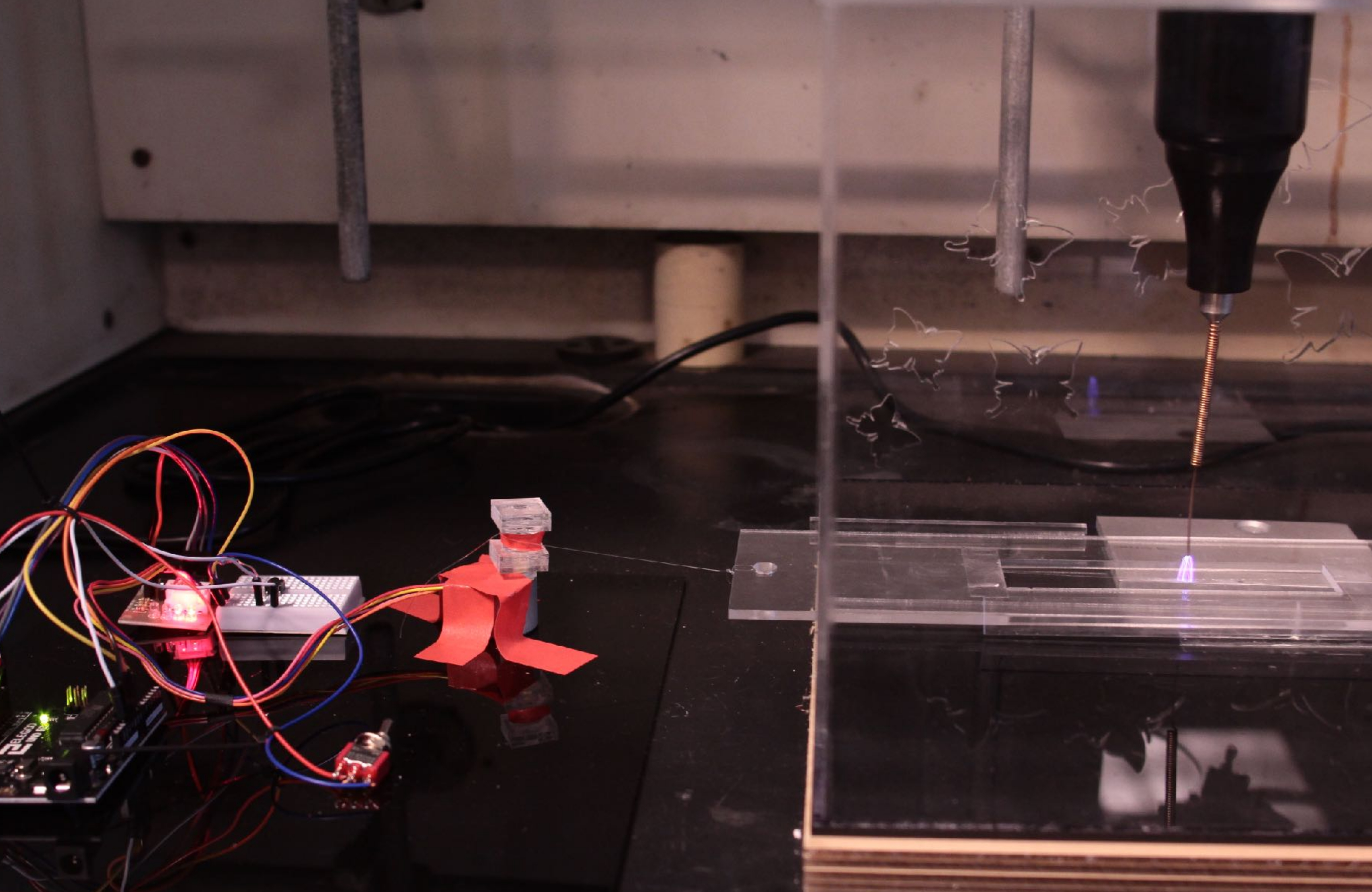
Tamamlayıcı Şekil 4: görüntü filaman patterner. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}
Tartışmalar
Bu yöntemin temel böylece çizim yer çekimi için uygun PDMS kür malzemesi özelliklerini kullanıyor. Yerçekimi çizim damlacıkları istikrarlı filamentler içine üç boyutsuz parametre16tarafından tabidir. Onlar damlacık'ın atalet yerçekimi (Froude) göre ilgili yüzey gerilimi (Weber) ve viskozite (Reynolds). Crosslinking deneysel olarak en önemli ölçüde bizim yöntem başına istikrarlı uzantısı kanıtlar kadar PDMS kritik adım 0.83 0,07 için gelen bir büyüklük, daha tarafından azaltılması, Reynolds numarasını değiştirir. Buna ek olarak, bir sonraki en büyük boyutsuz diğer parametrelerden biri sadece iki katına Weber sayısı değişimdir. Bu PDMS spinnability izlemek için viskozite duyarlı bir proxy kullanımını destekler.
Bizim daha önceki filaman üretim yöntemi bir kritik gelişme viskozite profil protokol sırasında deneysel çalışma saatlerini belirlemek için kullanılır. Teknik sınırlamaları belirlemek için biz önceden PDMS bir dizi protokol başına tedavi, sıcaktan kaldırıldı ve cross-linking PDMS devam ederken viskozite ölçüm oda sıcaklığında aldı. Elde edilen viskozitesi profili (Şekil 4) 65 ° C ısıtılmış Vikozimetre PDMS kaldırarak pencerenin spinnability için önemli ölçüde genişletilmiş öneriyor. Bizim iletişim kuralı spinnability pencere girdikten sonra örnek olarak oda sıcaklığına kadar soğur crosslinking yaklaşık 4,5 dakika için devam etmek için izin önce PDMS kaldırılmasını içerir. Daha sonra deneyci devam eden crosslinking PDMS artık drawable işler önce çizmek için yaklaşık 4 dk sahiptir.
Kolayca gösterildiği gibi Yöntem filamentler çapı 100 sırasını oluşturur µm ve uzunlukları sırasına 0,5 m s. Filament uzunluğunu ekstrüzyon ve tüp ocağı altında erişilebilir alanı ile sınırlıdır. Teknik makul bir değişiklik daha uzun filamentler üretmek için daha uzun bir bacada yüklemek için olurdu. Biz henüz keşfedilmeyi değil bir değişiklik mekanik olarak daha ince filamentler verim bir yerçekimi damla güvenmek yerine filamentler çekiyor.
Hydrophobically filaman desenlendirme için kritik bir corona deşarj ortam koşullarına maruz adımdır. Deşarj şekli/yoğunluğunu ortam koşulları ve yerel iletkenlik etkilenir gibi bu bazı belirsizlik tanıttı. Filaman yanı sıra corona aygıt (10-40 kV) gerilim ayarlama altında sipariş topraklı iletkenler tarafından ayarlanabilir. Corona yüzey değişikliği PDMS yan zincirleri ve omurga lysing büyük olasılıkla elektron enerji transferi mekanizmasıdır. Bu bağlarını koparmak için elektron bir dielektrik-bariyer deşarj17üretmek için gereken ortalama enerji daha az enerji gerekir. Böylece, filaman zarf gözlemlenebilir bir akıntı yüzey modifikasyonu üretmek olasılığı yüksektir ve kolayca test yolu ile su damlacığı kişi açı ölçüleri olabilir.
Bu yöntem silikon PDMS filamentler ve sonraki karmaşık hidrofobik desenlendirme nispeten facile üretimini sağlar. İlk amaç bir modeli foldamer sistemi içinde hidrofobik desenleri gözlemlenebilir filaman katlama yolları ve katlanmış yapıları üretmek için tasarlanmış üretmektir. Bu testbed genelleştirilebilir tasarım kuralları yolları katlama Mühendislik için sağlayabilir. Bu filamentler malzeme uygulamaları hidrofobik veya kimyasal olarak reaktif parçası yolu ile solvent şişme örgüleri gibi veya gaz geçirgen PDMS askıya reaktif bileşiklerin kullanımda de bulunabilir.
Açıklamalar
Yazarlar ifşa gerek yok.
Teşekkürler
Yazarlar minnetle Insight ve W. Cook, S. J yardım kabul edersiniz. S. Rubin, J. Zehner, C. Barraugh, C. Fukushima, M. Mulligan, M. Keckley ve A. Bosshardt ve Rose Hills kuruluşunun ve Johnson yaz öğrenci araştırma bütçesi mali destek. Yazarlar da ön çalışma viskozitesi Gelişmiş laboratuvar kimya (Güz 2017) öğrencileri tarafından silikon polimerizasyon izleme aracı olarak kabul.
Malzemeler
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
Referanslar
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L., Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. . GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , (2018).
- Ziabicki, A. . Fundamentals of fibre formation: the science of fibre spinning and drawing. , (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiDaha Fazla Makale Keşfet
This article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır