
需要订阅 JoVE 才能查看此. 登录或开始免费试用。
Method Article
设计开源、低成本生物墨水和食品熔炼挤出3D打印机
摘要
这项工作的目的是设计和建造一种基于储层的熔融挤出三维打印机,该打印机由开源和低成本组件制成,用于生物医学和食品印刷行业。
摘要
三维 (3D) 打印是一种日益流行的制造技术,它允许制造高度复杂的物体,无需重新加工成本。这种日益普及的部分原因在于进入壁垒的下降,如系统设置成本和操作简便性。以下协议介绍了用于制造定制零件和组件的增材制造熔体挤出 (ADDME) 3D 打印机的设计和构造。ADDME 采用 3D 打印、激光切割和在线采购组件的组合进行设计。该协议被安排成易于遵循的部分,在框架、y 轴和床、x 轴、挤出、电子和软件的标题下包含详细的图表和部件列表。ADDME 的性能通过挤出测试和使用粘性奶油、巧克力和 Pluronic F-127(生物油墨模型)的复杂物体的 3D 打印来评估。结果表明,ADDME是一个能够制造材料的平台,用于各种行业的结构。详细图表和视频内容的组合便于对复杂物体进行 3D 打印的个人访问低成本、易于操作的设备。
引言
增材制造是一种强大的制造技术,有可能为工业景观1、2提供显著价值。增材制造极具吸引力的特点,不涉及刀具成本、高定制水平、复杂的几何形状以及降低进入成本的障碍。任何改装成本都不允许快速制造原型,这是试图缩短"上市时间"时可取的,这是发达国家试图保持对低工资竞争对手竞争力的关键目标。高度的可定制性允许使用复杂的几何形状制造各种各样的产品。当这些因素与设置、材料和操作员专业化的低成本相结合时,增材制造技术具有明显的价值3。
增材制造,也称为3D打印,涉及在计算机数控(CNC)系统中逐层制造物体3。与传统的 CNC 工艺(如铣削)不同,3D 打印系统逐层将材料添加到所需的结构中, 从纸张或材料块中去除材料。
3D打印可以通过一系列方法,包括激光,闪光,挤出,或喷射技术4。采用的特定技术决定了原材料的形式(即粉末或熔体),以及加工所需的电融和热特性。基于挤出的 3D 打印市场以长丝系统为主,这是因为长丝易于处理、加工,并不断向挤出头提供大量材料。然而,这一过程受到能够形成长丝(主要是热塑性塑料)的材料类型的限制。大多数材料并不以长丝形式存在,市场上缺乏现代低成本平台,这是一个明显的差距。
该协议显示了基于储层的挤出系统的构建,允许将材料储存在注射器中并通过针头挤出。该系统非常适合制造各种材料,包括食品6、聚合物7和生物材料8、9。此外,与其他 3D 打印方法相比,基于储层的挤出技术通常危害性小、成本更低且更易于操作。
越来越多的大学领导的团队设计和向公众发布开源 3D 打印系统。从2007年10月11日Fab@Home挤出式打印机开始,研究人员的目标是创建一个简单而廉价的平台,以推动3D打印技术和应用的快速扩展。2011 年晚些时候,RepRap 项目旨在创建一个基于长丝的 3D 打印平台,该平台由 3D 打印部件设计,目标是创建一个自我复制机器12。多年来,3D打印机的成本一直在下降,从2300美元Fab@Home(2006年),573美元对RepRap v1(2005年),和400美元v2(2011年)。
在之前的工作中,我们演示了如何将自体 3D 打印系统与基于储层的自定义挤出系统相结合,以从巧克力13创建复杂的 3D 对象。进一步的设计研究表明,与这种原型设计相比,可以节省大量成本。
该协议的目的是为建造低成本的储层型熔融挤出3D打印机提供说明。此处提供了详细的图表、图纸、文件和组件列表,以便成功构建和操作 3D 打印机。所有组件都托管在开源(创意共享非商业)平台上https://www.thingiverse.com/Addme/collections,允许用户根据需要更改或添加其他功能。粘性奶油、巧克力和普鲁尼克 F-127(生物油墨模型)用于评估 ADDME 的性能,并演示 ADDME 3D 打印机在生物医学和食品印刷行业的应用。
该协议需要能够切割丙烯酸的激光切割机和能够打印 PLA 或 ABS 灯丝的桌面 3D 打印机。机器加热护套和加热器盒或硅胶加热器可用于加热材料,具体取决于操作员可以使用的设备。所有CAD文件都可以在https://www.thingiverse.com/Addme/designs找到。对于控制 3D 打印机的固件和软件,分别提供了http://marlinfw.org/meta/download/和https://www.repetier.com/资源。有关控制板的详细说明,请参阅https://reprap.org/wiki/RAMPS_1.4。
Access restricted. Please log in or start a trial to view this content.
研究方案
注意:热焊接熨斗和加热盒有灼伤的风险。加热盒在加热护套内未固定时,切勿通电。移动的 3D 打印机轴也存在挤压或撕裂的风险。
1. 概述和准备
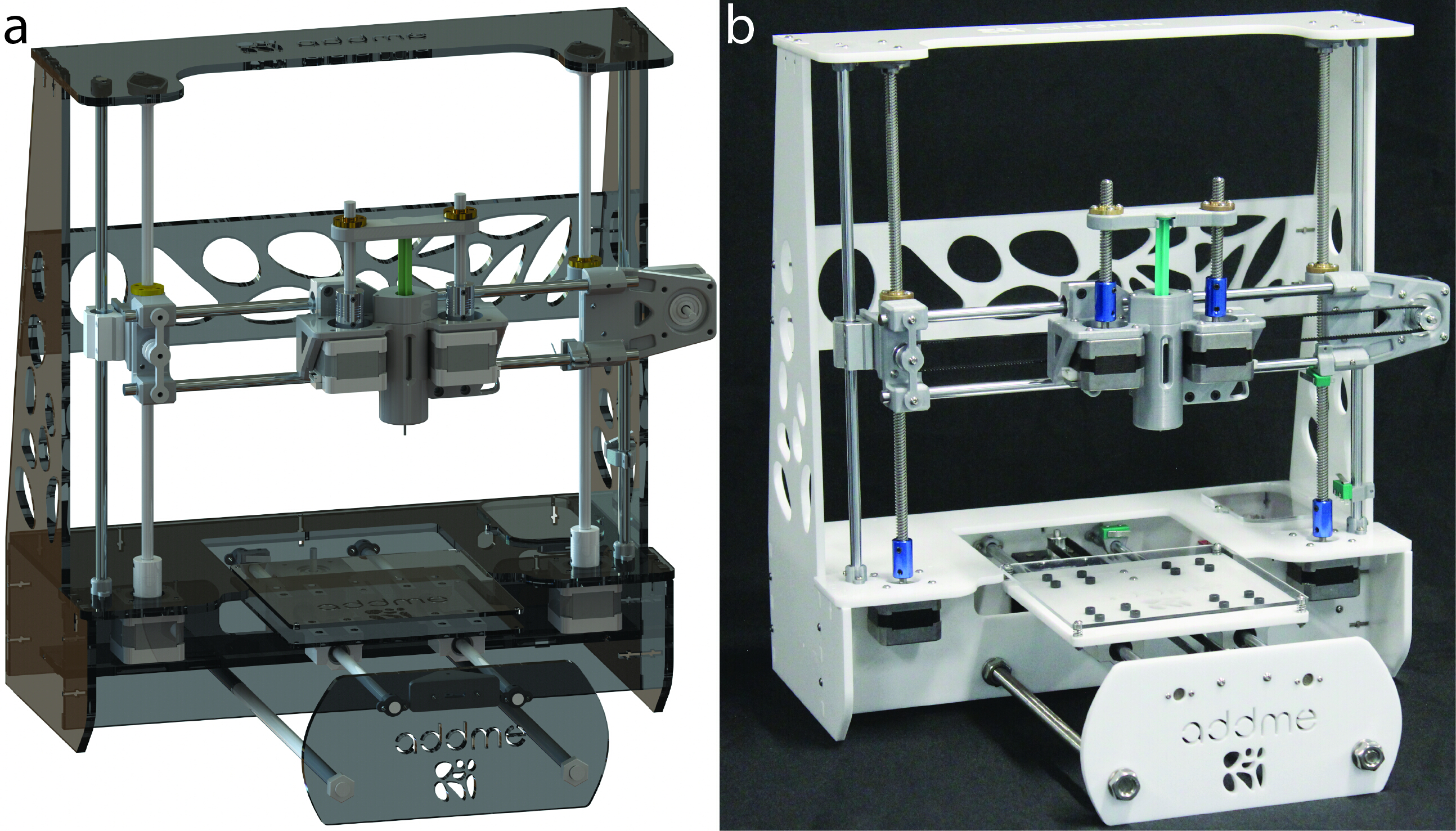
注:图 1A显示了计算机生成的打印机渲染,图 1B是成品打印机的照片。
- 从材料表采购所有零件。
- 有关激光切割的所有丙烯酸部件,请参阅https://www.thingiverse.com/Addme/designs。确保使用 6 mm 丙烯酸或框架不合在一起。激光切割机使用高能激光切割材料;这里最好有专业商店。
- 有关所有 3D 打印零件,请参阅https://www.thingiverse.com/Addme/designs。使用每个零件指定的打印参数非常重要。请注意,3D 打印机具有热表面和移动部件,因此请使用专业人员的帮助。
- 制造加热护套部件,https://www.thingiverse.com/Addme/designs。 如果没有可用的制造能力,可以使用https://www.thingiverse.com/Addme/designs找到的关联 3D 打印支架购买硅胶加热器(材料表)。

图1:增材制造熔体挤出(ADDME)3D打印机。(A) 计算机生成的打印机渲染.(B) 成品打印机的照片。请点击此处查看此图的较大版本。
{kind=link}
2. 框架组件
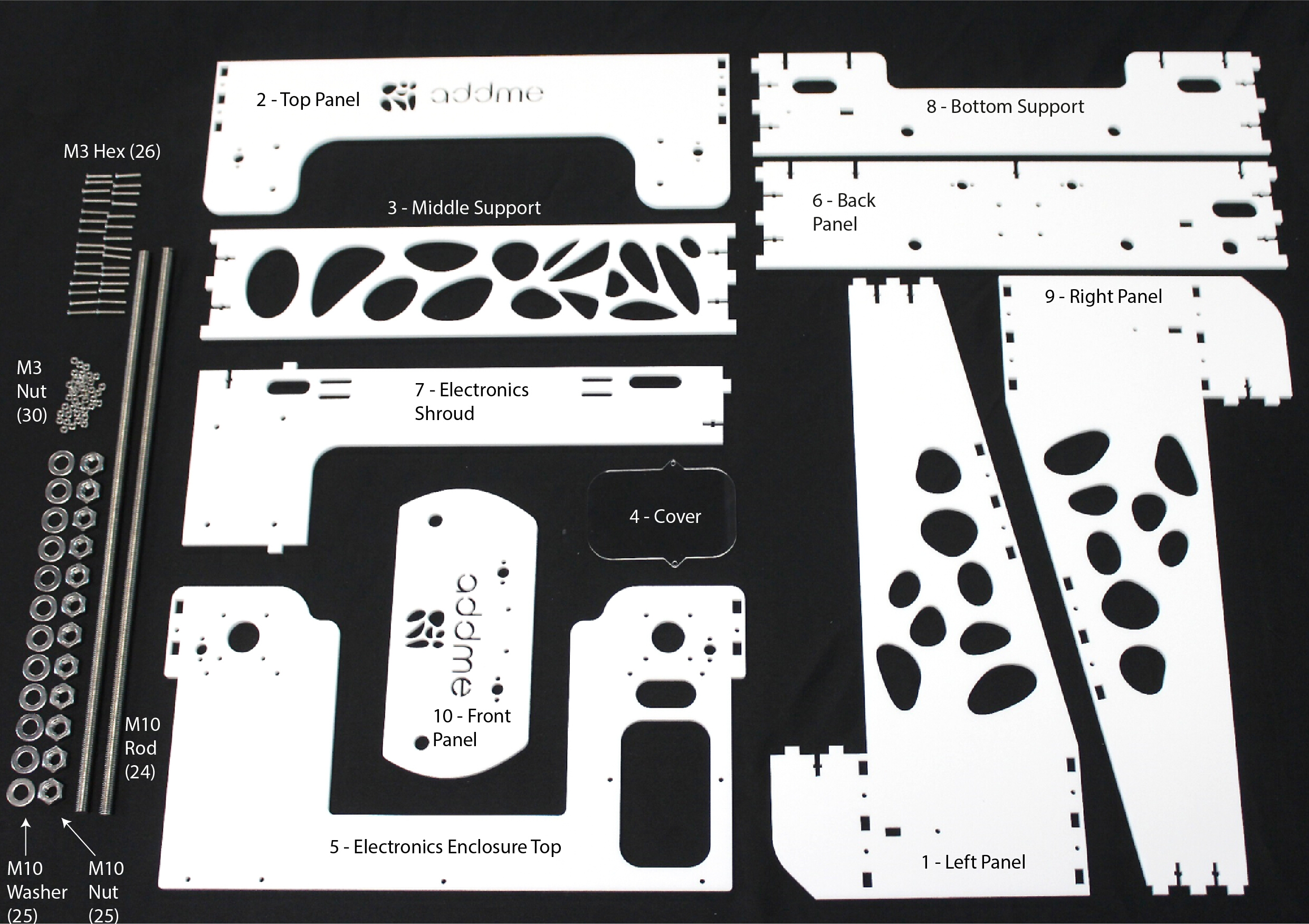
注: 完成框架组件需要图 2所示的零件。熔体挤出 3D 打印机的框架由 6 mm 激光切割丙烯酸和 M3 螺栓和螺母组合在一起(图 3)。使用 M10 螺纹杆和螺母组合进一步加固打印机底部。
- 收集丙烯酸部件1-9,并将其放在一起,如图3A所示的配置中。检查图形标签以确保每块都正确定位。使用 M3 Allen 键在图 3 C所示的配置中使用 M3 螺钉和螺母进行固定。
- 将 M10 螺纹杆穿过丙烯酸个成员 6、8 和 10 上的用途孔。用 M10 洗紧器和螺母固定它们,如图3B,D所示。用可变扳手拧紧。

图 2:装配框架所需的组件。请点击此处查看此图的较大版本。
{kind=link}

图 3:框架组件。(A) 装配框架.(B) 带有标记丙烯酸零件和支撑 M10 螺纹棒的爆炸视图。(C) 显示每个丙烯酸部件如何相互连接的爆炸视图,使用 M3 螺钉和螺母将框架固定在一起。(D) 显示螺纹杆如何将丙烯酸部件 6、8 和 9 与 M10 螺母和焊器结合的爆炸视图。请点击此处查看此图的较大版本。
{kind=link}
3. Y轴和印刷床子组件
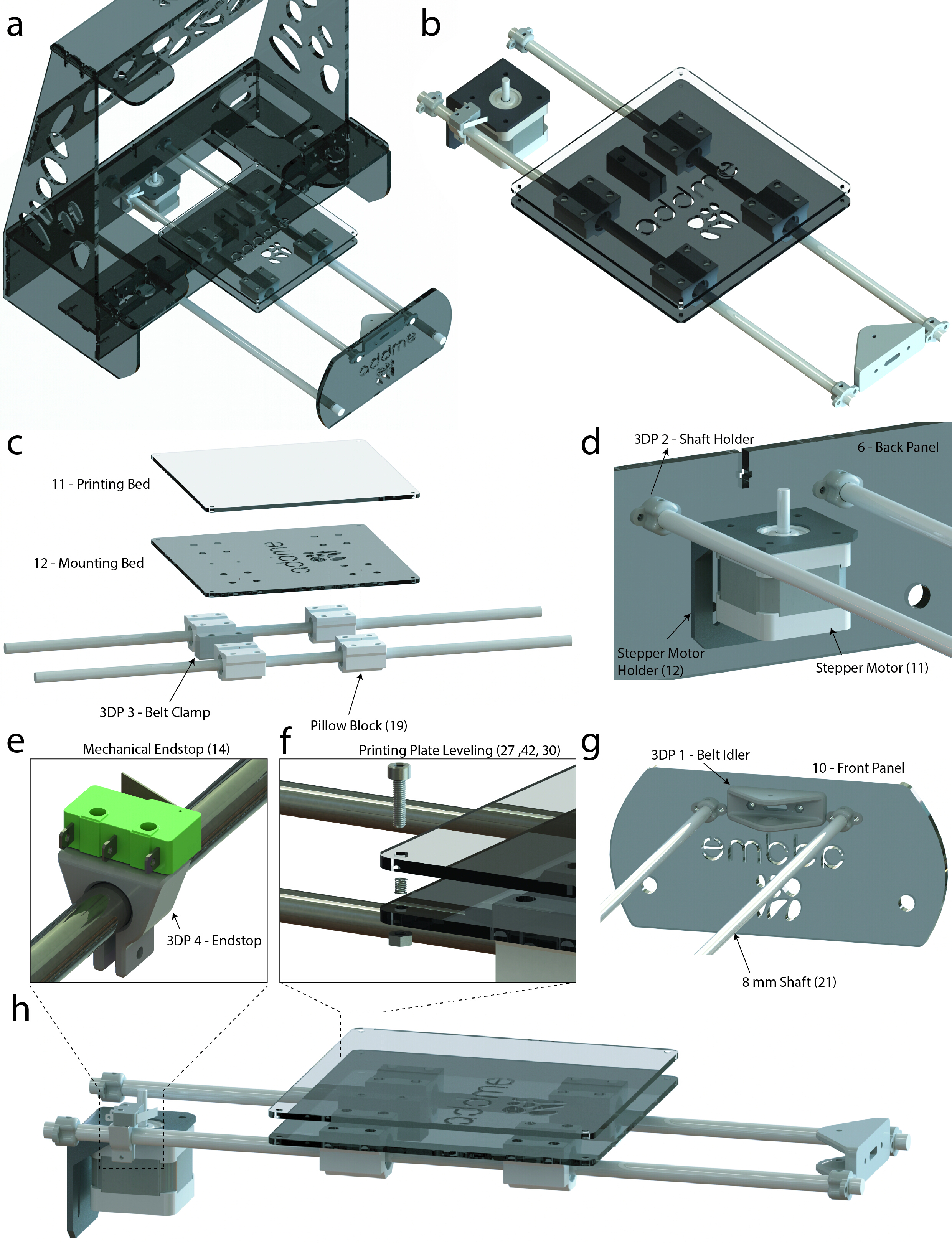
注:图 4中概述的零件需要完成 y 轴和打印床子组件。所有螺钉都参见图4,工具列在"材料表"中。
- 使用图4中的零件,根据图5C组装打印床子装配头。
- 根据图5C,将两个枕块(19)滑到每个8毫米轴(21)上。根据图 5E,使用 M2 螺钉和 Allen 键将端挡 (3DP 4) 滑到 8 mm 轴 (21) 的其中一个上,并使用 M2 螺钉和 Allen 键固定机械端挡 (14)。
- 使用 M4 螺钉和 Allen 键(图 5C) 将所有四个枕块 (19) 固定到安装床(丙烯酸部分 12)。使用 M3 螺钉和 Allen 键(图 5C) 将皮带夹 (3DP 3) 固定到安装床(丙烯酸部分 12) 上。根据图 5F,使用 M3 螺钉、螺母和弹簧布置将打印床(丙烯酸部分 11)固定到安装床 (12) (图5C)上。
- 根据图 5D,G将剩余部件从图 4固定到框架。
- 根据图 5D,G,分别使用 M2 螺钉和 Allen 键将两个轴支架 (3DP 2) 固定到后面板(丙烯酸部分 6)和前面板(丙烯酸部分 10)。
- 使用 M3 螺钉和 Allen 键(图 5D) 将步进电机支架 (12) 固定到后面板(丙烯酸部件 6)。使用 M3 螺钉和 Allen 键将步进电机 (11) 固定到步进电机支架 (12) 上(图 5D)。使用 M3 螺钉和 Allen 键(图 5G) 将皮带怠速器 (3DP 1) 固定到前面板(丙烯酸部件 10)。
- 根据图 5A、D、G,将 8 mm 轴 (21) 的两端与轴支架 (3DP 2) 匹配,将打印床子组件放入框架中。
注: 可能需要松开前面板上的 M12 垫片(丙烯酸部件 10),以创建空间将打印床子组件放入框架中。 - 最后,要完成 y 轴和打印床子组件,使用 M3 螺钉将怠速器拧到皮带怠速器 (3DP 1) 上,然后通过用 M2 Allen 键拧紧怠速器齿上的 M2 磨砂螺钉,将怠速器齿固定在步进电机上。将皮带 (17) 滑绕怠速器 (17) 和怠速器齿形 (17),并滑入皮带夹 (3DP 3),在皮带中产生张力。使用 M3 Allen 键拧紧皮带夹 (3DP 3)完成该部分。

图4:组件需要把y轴和打印床子组件放在一起。请点击此处查看此图的较大版本。
{kind=link}

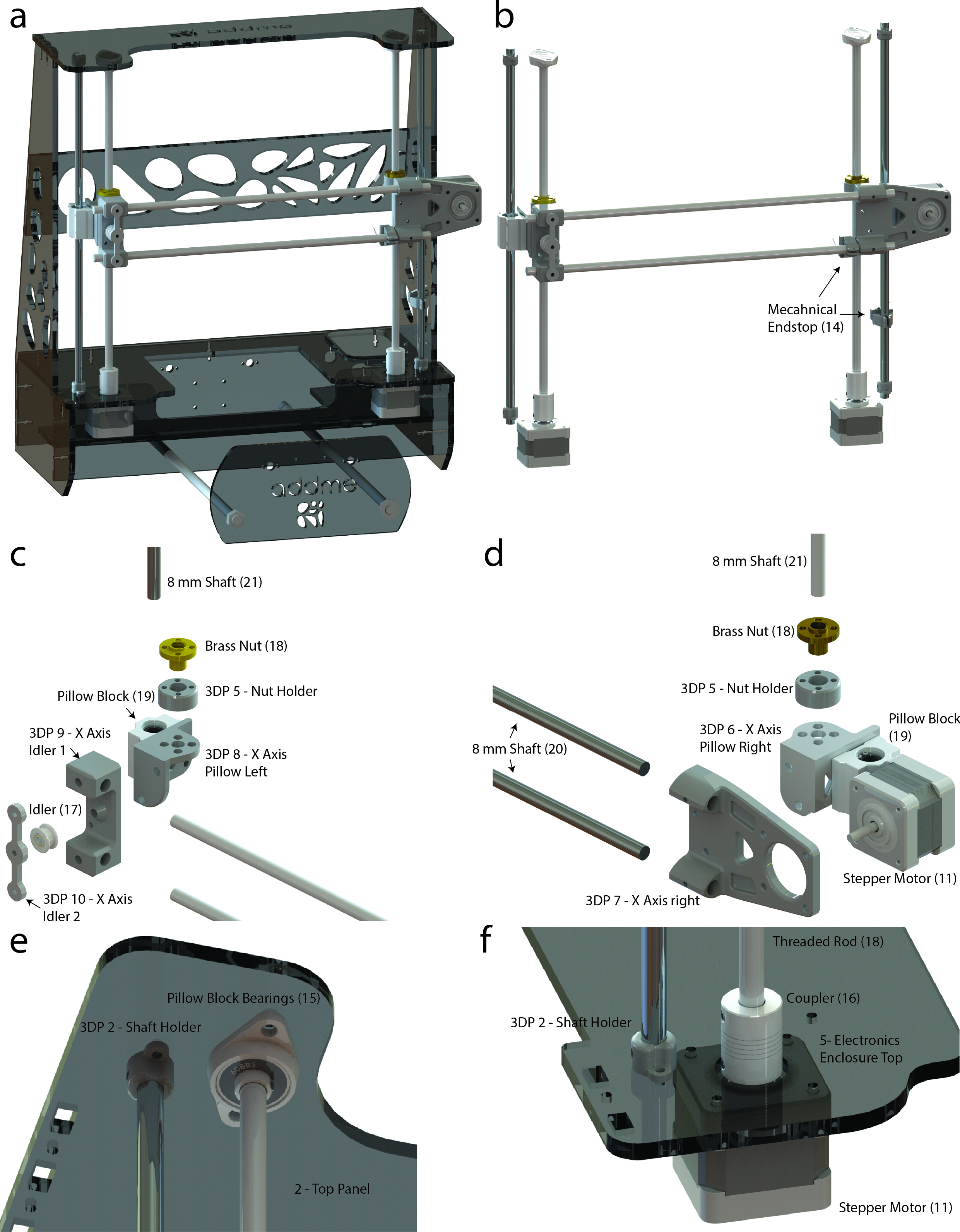
图5:增材制造熔体挤出(ADDME)3D打印机。(A) 框架、y 轴和床的图形渲染.(B) y 轴和床的图形渲染.(C) 床子组件的爆炸视图。(D) 显示 y 轴如何连接到后面板的标记视图。(E) 放大缩小字体功能 放大缩小字体功能(F) 印版弹簧水平系统的爆炸视图。(G) 显示 y 轴如何连接到前面板的标记视图。(H) y 轴和床的侧视图图形渲染。请点击此处查看此图的较大版本。
{kind=link}
4. X 轴子装配体
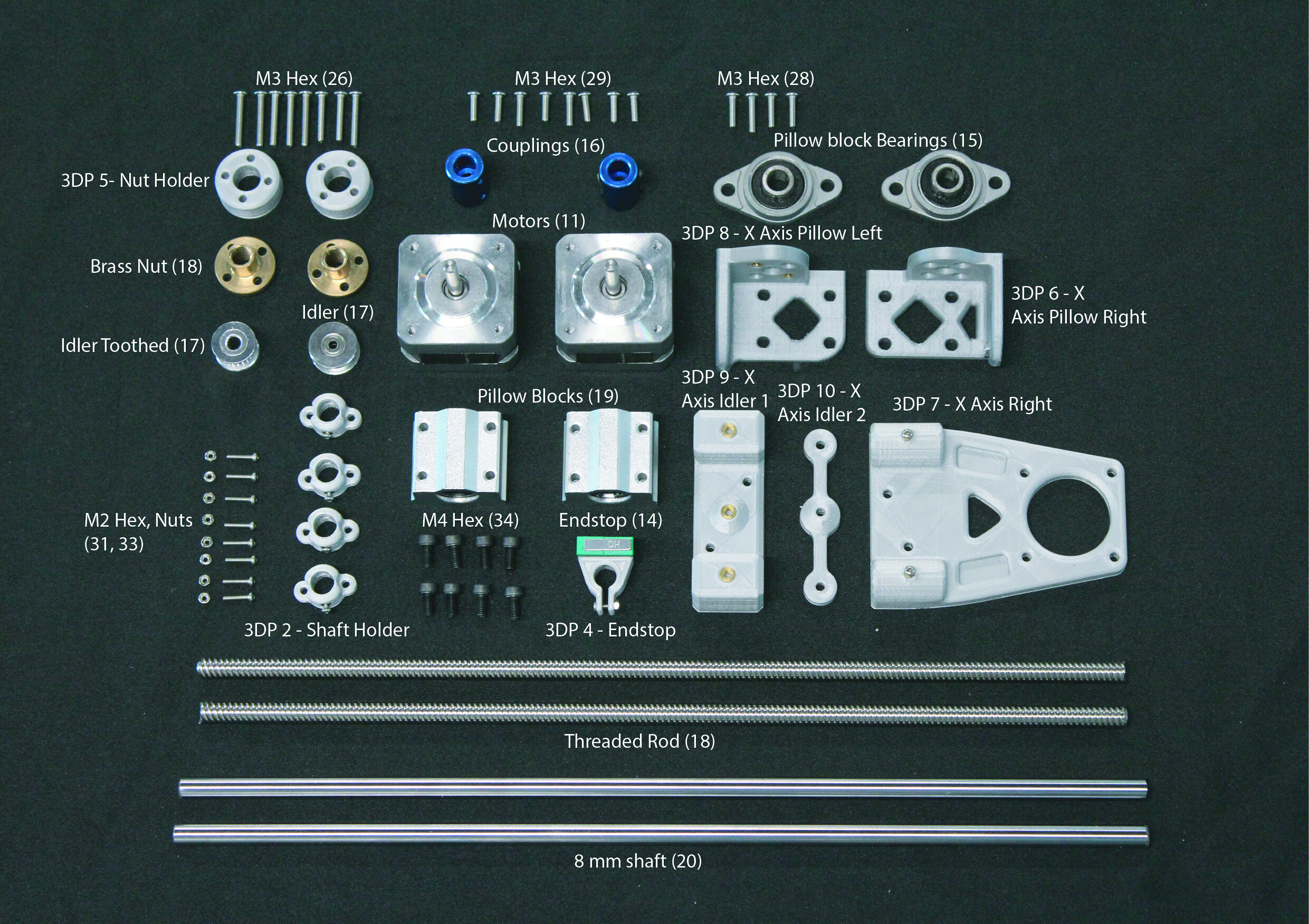
注:完成 x 轴子装配体需要图 6中概述的零件。所有螺钉都参见图6,工具列在"材料表"中。
- 使用图 6中的零件,根据图 7C装配 x 轴子组件的左侧。
- 将黄铜螺母 (18) 放在螺母支架 (3DP 5) 内,并使用 M3 螺钉和 Allen 键(图 7C) 固定到左侧的 x 轴枕头 (3DP 8)。
- 使用 M4 螺钉和 Allen 键(图 7C) 将枕头块 (19) 固定到左侧 x 轴枕头 (3DP 8) 上。使用 M3 螺钉和 Allen 键(图 7C) 将 x 轴怠速器 1 (3DP 9) 固定到左侧 x 轴枕头 (3DP 8)。
- 对齐怠速器 (17)、x 轴怠速器 1 (3DP 9) 和 x 轴怠速器 2 (3DP 10) 的中心孔。使用 M3 螺钉和 Allen 键固定(图 7C)。使用图 6所示的零件,根据图 7D装配 x 轴子组件的右侧。
- 将黄铜螺母 (18) 放在螺母支架 (3DP 5) 内,并使用 M3 螺钉和 Allen 键(图 7D) 固定到 X 轴枕头(3DP 6)。
- 使用 M4 螺钉和 Allen 键(图 7D) 将枕头块 (19) 固定到右侧 x 轴枕头 (3DP 6) 上。使用 M3 螺钉和 Allen 键(图 7D) 将 x 轴右侧 (3DP 7) 固定到 x 轴枕头 (3DP 6)。使用 M3 螺钉和 Allen 键(图 7D) 将步进电机 (11) 固定到右侧 x 轴 (3DP 7)。
- 根据图7B,将每个螺纹棒(18)螺纹入每个黄铜螺母(18)。根据图 7B、C、D,将两个 8 mm 轴(20)垂直滑入每个枕头块 (19),将两个 8 mm 轴 (20) 水平滑动到每个枕头块中。
- 根据图 7E,F将剩余部件从图 6固定到框架。
- 使用 M2 螺钉和 Allen 键(图 7E,F) 将两个轴支架 (3DP 2) 固定到顶部面板(丙烯酸部分 2)和电子外壳顶部(丙烯酸部件 5)。使用 M3 螺钉和 Allen 键(图 7E) 将枕头块轴承 (15) 固定到顶部面板上(丙烯酸部分 2)。使用 M3 螺钉和 Allen 键(图 7F) 将步进电机 (11) 固定到电子外壳顶部(丙烯酸部件 5)。
注: 耦合器 (16) 是设计用于连接两种不同轴尺寸的部件。 - 使用 M2 Allen 键拧紧下部磨砂螺钉(图 7F),将耦合器 (16) 固定在步进电机 (11) 的轴上。
- 使用 M2 螺钉和 Allen 键(图 7E,F) 将两个轴支架 (3DP 2) 固定到顶部面板(丙烯酸部分 2)和电子外壳顶部(丙烯酸部件 5)。使用 M3 螺钉和 Allen 键(图 7E) 将枕头块轴承 (15) 固定到顶部面板上(丙烯酸部分 2)。使用 M3 螺钉和 Allen 键(图 7F) 将步进电机 (11) 固定到电子外壳顶部(丙烯酸部件 5)。
- 将垂直 8 mm 轴与轴支架 (3DP 2) 对齐,并使用 M2 螺钉和 Allen 键拧紧(图 7E,F),将 x 轴子组件放入机架中。使用 M2 Allen 键拧紧上部磨砂螺钉(图 7E,F),将螺纹杆 (18) 固定到耦合器 (16) 的另一端。
注: 顶部面板(丙烯酸部件 2)可能需要暂时拆下,以便 x 轴子组件可以安装到框架中。

图 6:将 x 轴子组件组合在一起的零部件。请点击此处查看此图的较大版本。
{kind=link}

图7:X轴子组件。(a) 框架和 x 轴的图形渲染.(b) x 轴的图形渲染。(c) 子组件左侧的分解视图。(d) 子组件右侧的分解视图。(e) 显示 x 轴如何连接到顶部面板的标记视图。(f) 显示 x 轴如何连接到电子外壳的标记视图。请点击此处查看此图的较大版本。
{kind=link}
5. 挤出子组件
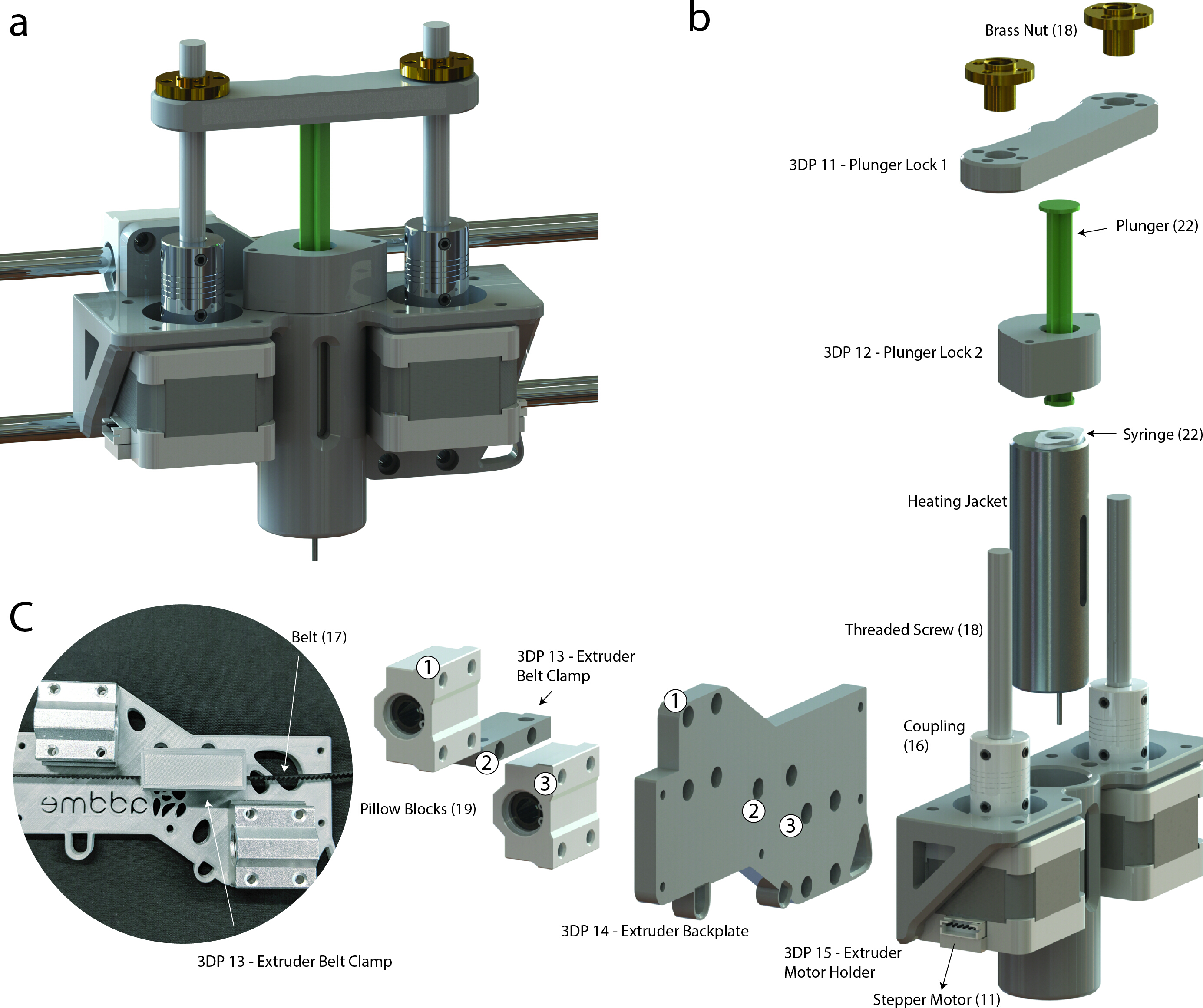
注:挤出子组件采用双步进电机设计,确保通过平衡柱塞两侧的力来实现高精度。图 8中概述的零件是完成挤出子装配体所必需的。
- 收集图 8所示的所有零件,并根据图 9组装挤出头。
注:图 9B是拉伸子组件的分解视图,显示每个组件如何组合在一起。以下步骤说明了如何完成此操作。所有螺钉都参见图8,工具列在"材料表"中。- 使用 M4 螺钉和 Allen 键(图 9B) 将两个枕头块 (19) 固定到挤出板背板 (3DP 14) 上。使用 M3 螺钉和 Allen 键(图 9B) 将挤出机皮带夹 (3DP 13) 固定在枕头块 (19) 之间的挤出机背板 (3DP 14) 上。
- 使用 M3 六角螺钉和 Allen 键将挤出机背板 (3DP 14) 固定到挤出机电机支架 (3DP 15) 上(图 9B)。使用 M3 六角螺钉和 Allen 键将两个步进电机 (11) 固定到挤出机电机支架 (3DP 15) 上(图 9B)。
注: 耦合器 (16) 是设计用于连接两种不同轴尺寸的部件。 - 用 M2 Allen 键拧紧下部磨砂螺钉(图 9B),将耦合器 (16) 固定在步进电机 (11) 的轴上。通过拧紧上磨钉(图 9B) 将螺纹螺钉 (18) 固定在耦合器 (16) 内。
- 根据图 9B将加热护套或硅胶加热器滑入挤出机电机支架 (3DP 15)。使用 M3 螺钉和 Allen 钥匙将黄铜螺母 (18) 固定在柱塞锁 1 (3DP 11) 内。
- 根据图 9A将挤压头安装到 x 轴上。
- 根据图 9A将 x 轴上的 8 mm 轴滑入挤出机头上的枕头块 (19)。
- 将传动带 (17) 包裹在位于左侧和右侧 x 轴总成的怠速器 (17) 上,并使用 M3 六角螺钉和 Allen 键(图 9C) 将传动带 (17) 固定在挤出皮带夹 (3DP 13) 中。

图8:装配挤出机所需的部件。请点击此处查看此图的较大版本。
{kind=link}

图9:挤出机子装配体。(A) 挤出机子组件的图形渲染.(B) 显示挤出机零部件的分解视图。请点击此处查看此图的较大版本。
{kind=link}
6. 电子和布线
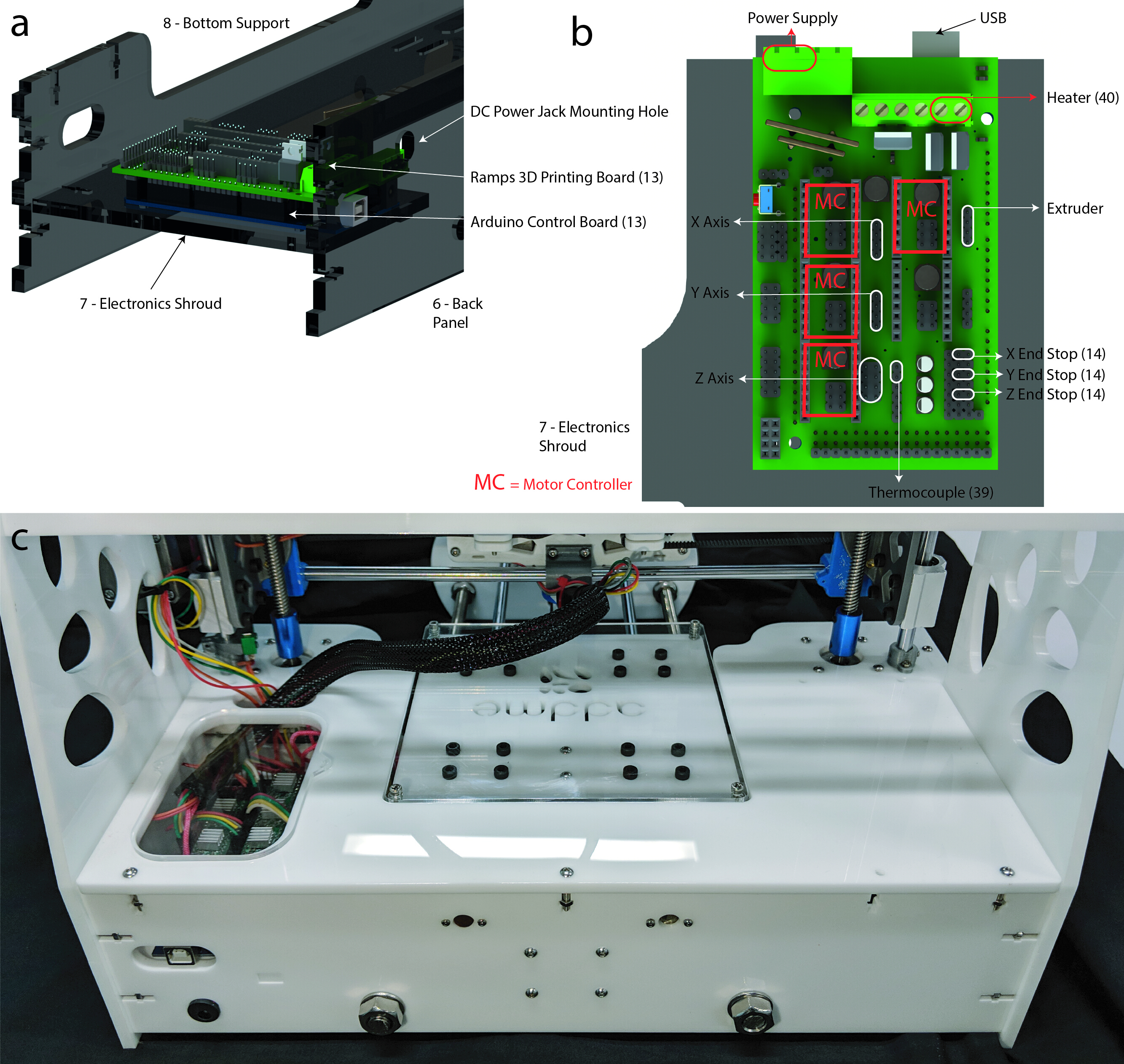
- 使用 M3 Allen 键将 Arduino 安装到丙烯酸部件 7(电子护罩,如图 10A所示)。在面向 Arduino 板的斜坡板上插入一个斜坡板,如图10A,B所示,带 USB 插头的丙烯酸部件 6(后面板)。
- 将直流电源插孔安装在丙烯酸部件 6(后面板,如图10A所示)中,并将连接器安装到图 10B中的电源上。将电机控制器、步进电机、端挡、加热器和热电偶连接到相应的引脚(图10B)。

图10:电子。(A) 电子控制板安装位置的图形渲染.(B) 电气部件和电机与 3D 打印板的连接图 [Jos Hummelink (grabcab.com) 提供了 Arduino 和 Ramps CAD 文件]。(c) 已完成布线的图像。可以看到导线从斜坡板通向挤出头和 x/y 轴电机。请点击此处查看此图的较大版本。
{kind=link}
7. 软件、控制和校准
注:有关更详细的说明和故障排除信息,请参阅https://reprap.org/wiki/RAMPS_1.4。
- 从http://marlinfw.org/meta/download/下载固件。
- 安装https://www.repetier.com/。
- 替换https://www.thingiverse.com/Addme/designs中的固件中的文件 .配置。
- 通过将"回复"设置为"配置"(以重现率)将 buad 速率设置为 112500 打印机设置 |连接 |波特率: 115200.
- 单击"连接"图标。
- 连接后,可以完全控制打印机。导航到手动控制以移动打印床并尝试设置温度。
注意:确保不超过注射器或外壳部件的最高温度(有关详细信息,请参阅讨论)。虽然步进电机的功率有限,但轴的运动会带来机械危险。
注: 在此阶段,有一台完全运行的打印机。在以下部分(第 8 节)中,介绍了使打印机准备好进行 3D 打印的过程。
8. 3D打印的准备
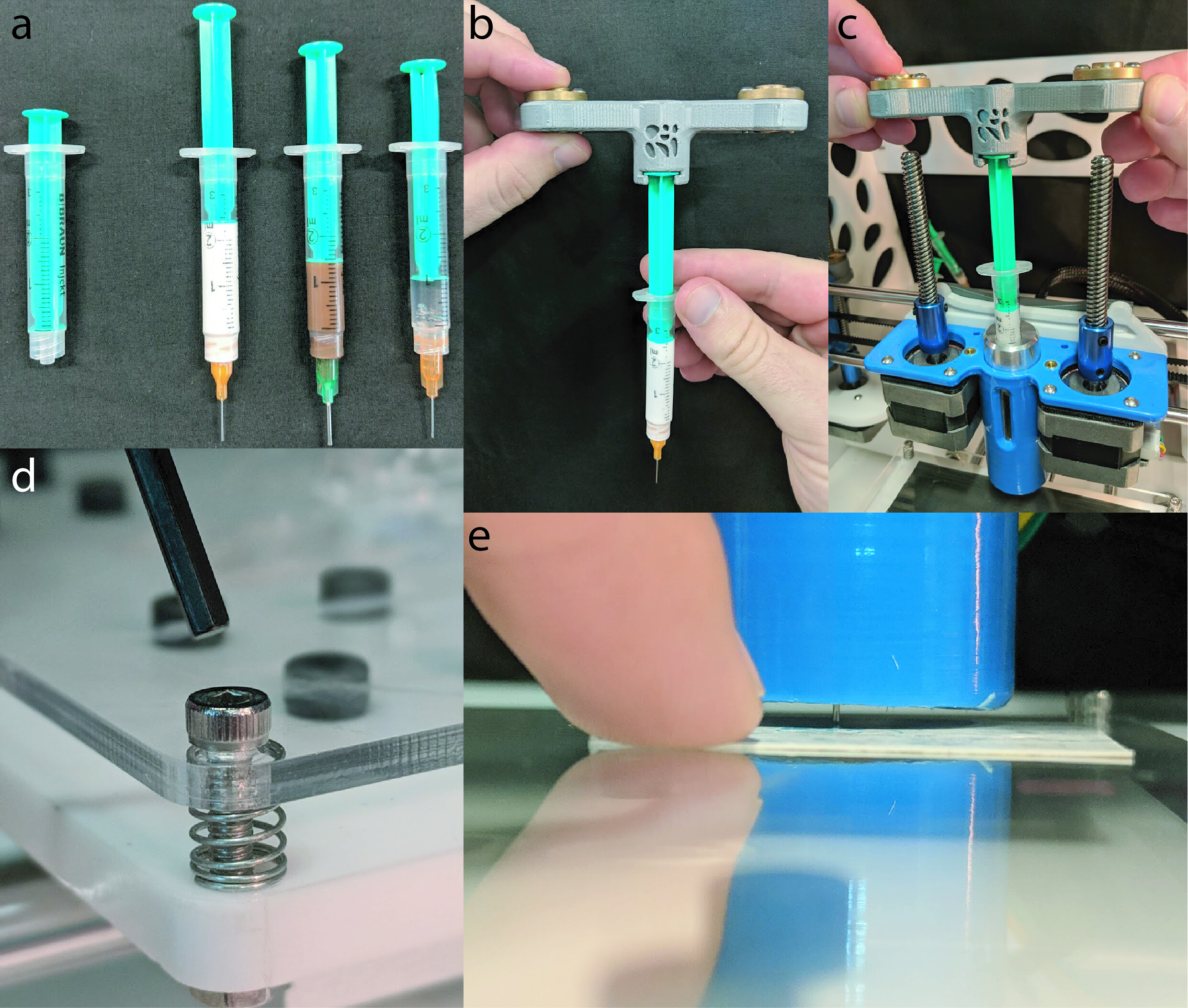
- 用所需的材料(如粘性奶油、巧克力或乳胶)装载 2 mL 注射器(图 11A)。
- 要将注射器放入挤出头,请首先将注射器插入柱塞锁 1 (3DP 11,图 11B)。接下来,将注射器插入加热护套,同时小心转动螺纹螺钉(图 11C)。
- 可选:如果床尚未平平,则需要将其平平。左右移动打印头,然后上下移动,并检查床和注射器喷嘴之间的距离是否一致。在注射器和床之间滑动一张纸,感受摩擦力(图11E),然后使用M3 Allen键(图11D)根据需要调整床的水平。
- 可选:如果所选材料需要加热,现在就执行。导航到"手动控制"选项卡,并将温度设置为所需的水平。

图11:3D打印准备。(A) 装有(从左至右)粘性奶油(150 mL,尼维娅手霜)、巧克力(卡百利、普通牛奶)和普鲁罗尼克 F-127(西格玛·奥尔德里希)的 2 mL 注射器。(B) 柱塞插入柱塞锁 1 (3DP 11)。(C) 所示是将注射器插入加热护套,而螺纹螺钉则卡在黄铜螺母上。(D) 所示是即将插入固定 M3 六角螺钉的 Allen 键,允许调整液位。(E) 名片然后滑到注射器下面,以检查床和注射器之间的距离。请点击此处查看此图的较大版本。
{kind=link}
Access restricted. Please log in or start a trial to view this content.
结果
ADDME在3D打印过程中的性能使用粘性奶油(150 mL,尼维娅手霜)、巧克力(吉百利、普通牛奶)和普鲁罗尼克F-127(西格玛·奥尔德里希)进行评估。粘性奶油和巧克力被使用为现在,和Pluronic溶解成20%wt溶液与超纯水,并储存在5°C,直到需要14,15。
线测试涉及以基本模式在构建板上?...
Access restricted. Please log in or start a trial to view this content.
讨论
该协议提供了构建低成本的基于熔融挤出的 3D 打印机的详细说明。3D 打印机的构造可以细分为多个部分,包括框架、y 轴/床、x 轴、挤出机、电子和软件。这些小节提供了详细的图表、图纸、文件和零件列表。ADDME 3D 打印机的总价为 343 澳元(截至 2019 年 17 月 17 日的 245 美元),是目前已知的最便宜的基于储层的熔融挤出 3D 打印机。它旨在通过使用激光切割、3D 打印和现成的组件,使该设备易于...
Access restricted. Please log in or start a trial to view this content.
披露声明
作者没有什么可透露的。
致谢
这项研究没有得到公共、商业或非营利部门供资机构的任何具体资助。特别感谢弗洛里安·施密特纳、桑德罗·戈尔卡、古林德·辛格、文森特·特兰和多米尼克·武在早期设计原型上的贡献。
Access restricted. Please log in or start a trial to view this content.
材料
| Name | Company | Catalog Number | Comments |
| 15 W 12V DC 50x100mm Flexible Silicon Heater | Banggood | 1280175 | Optional; AU$4.46 |
| 3D Printer | Lulzbot | https://download.lulzbot.com/ | |
| 3D Printer | Ultimaker | Ultimaker 2+ | |
| AC 100-240V to DC 12V 5A 60W Power Supply | Banggood | 994870 | AU$12.7 |
| Acrylic Sheet White Continuous Cast 1200x600mm | Mulford Plastics | AU$36.95 | |
| Allen Keys | Metric | ||
| Arduino MEGA2560 R3 with RAMPS 1.4 Controller | Geekcreit | 984594 | AU$28.91 |
| Carbon Steel Linear Shaft 8mm x 350mm | Banggood | 1119330 | AU$13.44 |
| Carbon Steel linear Shaft 8mm x 500mm | Banggood | 1276011 | AU$19.42 |
| Chocolate | Cadbury | ||
| Computer with internet access | Dell | ||
| Coupler 5-8mm | Banggood | 1070710 | AU$6.93 |
| Hand Cream | Nivea | 80102 | |
| Heating Cartridge | Creality 3D | 1192704 | AU$4.75 |
| K Type Temperature Sensor Thermocouple | Banggood | 1212169 | AU$2.37 |
| Laser Cutter | trotec | Speedy 300 | https://www.troteclaser.com/ |
| M10 1mm Pitch Thread Metal Hex Nut + Washer | UXCELL | AU$8.84 | |
| M10 1mm Pitch Zinc Plated Pipe 400mm Length | UXCELL | AU$11.62 | |
| M2 - 0.4mm Internal Thread Brass Inserts | Ebay | AU$5.65 | |
| M2 Nuts | Suleve | 1239291 | AU$9.17 |
| M2 x 10 mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M2 x 5mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M3 - 0.5mm Internal Thread Brass Inserts | Suleve | 1262071 | AU$7.5 |
| M3 Nuts | Suleve | 1109208 | AU$7.85 |
| M3 Washer | Banggood | 1064061 | AU$3.05 |
| M3 x 10mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 20mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 6mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 8mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M4 x 8mm Button Hex Screws | Suleve | 1273210 | AU$4.32 |
| Needle Luer Lock 18 - 27 Gauge | Terumo | TGA ARTG ID: 130227 | AU$3.57 |
| NEMA 17 Stepper Motor | Casun | 42SHD0001-24B | AU$54 |
| NEMA Stepper Motor Mounting Bracket | Banggood | ptNema17br90 | AU$4.79 |
| Pillow Block Flange Bearing 8mm | Banggood | KFL08 | AU$5.04 |
| PLA Filament | Creality 3D | 1290153 | AU$24.95 |
| Pluronic F127 | Sigma Aldrich | P2443-250G | |
| SC8UU 8mm Linear Motion Ball Bearing | Toolcool | 935967 | AU$21.6 |
| SG-5GL Micro Limit Switch | Omron | 1225333 | AU$4.5 |
| Soldering Station | Solder, Wires, Heat shrink e.c.t. | ||
| Spring | Banggood | 995375 | AU$2.53 |
| Syringe 3ml Luer Lock Polypropylene | Brauhn | 9202618N | AU$3.14 |
| Timing Pulley GT2 20 Teeth and Belt Set | Banggood | 10811303 | AU$11.48 |
| Trapezoidal Lead Screw and Nut 8mm x 400mm | Banggood | 1095315 | AU$29.02 |
| Variable Spanner |
参考文献
- Brettel, M., Friederichsen, N., Keller, M., Rosenberg, M. How Virtualization, Decentralization and Network Building Change the Manufacturing Landscape: An Industry 4.0 Perspective. World Academy of Science, Engineering and Technology International Journal of Information and Communication Engineering. 8 (1), (2014).
- Gilchrist, A. Introducing Industry 4.0. Industry 4.0. , 195-215 (2016).
- Petrick, I. J., Simpson, T. W. 3D Printing Disrupts Manufacturing: How Economies of One Create New Rules of Competition. Research-Technology Management. 56 (6), 12-16 (2013).
- Wong, K., Hernandez, A. A Review of Additive Manufacturing. ISRN Mechanical Engineering. 10, (2012).
- Lanaro, M., Desselle, M. R., Woodruff, M. A. 3D Printing Chocolate: Properties of Formulations for Extrusion, Sintering, Binding and Ink Jetting. Fundamentals of 3D Food printing and Applications. , (2018).
- Godoi, F. C., Prakash, S., Bhandari, B. R. 3d printing technologies applied for food design: Status and prospects. Journal of Food Engineering. 179, 44-54 (2016).
- Stansbury, J. W., Idacavage, M. J. 3D printing with polymers: Challenges among expanding options and opportunities. Dental Materials. 32 (1), 54-64 (2016).
- Zhu, W., Ma, X., Gou, M., Mei, D., Zhang, K., Chen, S. 3D printing of functional biomaterials for tissue engineering. Current Opinion in Biotechnology. 40, 103-112 (2016).
- Lanaro, M., Booth, L., Powell, S. K., Woodruff, M. A. Electrofluidodynamic technologies for biomaterials and medical devices: melt electrospinning. Electrofluidodynamic Technologies (EFDTs) for Biomaterials and Medical Devices. , 37-69 (2018).
- Malone, E., Lipson, H. Fab@Home: the personal desktop fabricator kit Article information. Rapid Prototyping Journal. 13 (4), 245-255 (2007).
- Vilbrandt, T., Malone, E., Lipson, H., Pasko, A. Universal Desktop Fabrication. Heterogeneous Objects Modelling and Applications. , 259-284 (2008).
- Jones, R., et al. RepRap-the replicating rapid prototyper. Robotica. 29, 177-191 (2011).
- Lanaro, M., et al. 3D printing complex chocolate objects: Platform design, optimization and evaluation. Journal of Food Engineering. , (2017).
- Wu, W., DeConinck, A., Lewis, J. A. Omnidirectional Printing of 3D Microvascular Networks. Advanced Materials. 23 (24), H178-H183 (2011).
- Paxton, N., Smolan, W., Böck, T., Melchels, F., Groll, J., Jungst, T. Proposal to assess printability of bioinks for extrusion-based bioprinting and evaluation of rheological properties governing bioprintability. Biofabrication. 9 (4), 044107(2017).
Access restricted. Please log in or start a trial to view this content.
转载和许可
请求许可使用此 JoVE 文章的文本或图形
请求许可探索更多文章
This article has been published
Video Coming Soon
版权所属 © 2025 MyJoVE 公司版权所有,本公司不涉及任何医疗业务和医疗服务。