
Zum Anzeigen dieser Inhalte ist ein JoVE-Abonnement erforderlich. Melden Sie sich an oder starten Sie Ihre kostenlose Testversion.
Method Article
Design eines 3D-Druckers für Open-Source- und Low-Cost-Bioink und Lebensmittelschmelzextrusion
* Diese Autoren haben gleichermaßen beigetragen
In diesem Artikel
Zusammenfassung
Ziel dieser Arbeit ist es, einen behälterbasierten Schmelzextrusions-Dreidimensionaldrucker aus Open-Source- und Low-Cost-Komponenten für Anwendungen in der Biomedizin- und Lebensmitteldruckindustrie zu konstruieren und zu konstruieren.
Zusammenfassung
Der dreidimensionale (3D) Druck ist eine immer beliebter werdende Fertigungstechnik, mit der hochkomplexe Objekte ohne Umrüstkosten hergestellt werden können. Diese zunehmende Popularität ist zum Teil auf sinkende Eintrittsbarrieren wie Systemaufbaukosten und einfache Bedienung zurückzuführen. Das folgende Protokoll stellt die Konstruktion und Konstruktion eines ADDME-3D-Druckers (Additive Manufacturing Melt Extrusion) für die Herstellung von kundenspezifischen Teilen und Komponenten vor. ADDME wurde mit einer Kombination aus 3D-gedruckten, lasergeschnittenen und Online-Komponenten entwickelt. Das Protokoll ist in leicht verständliche Abschnitte mit detaillierten Diagrammen und Teilelisten unter den Überschriften Framing, y-Achse und Bett, x-Achse, Extrusion, Elektronik und Software angeordnet. Die Leistung von ADDME wird durch Extrusionstests und 3D-Druck komplexer Objekte mit viskoser Creme, Schokolade und Pluronic F-127 (ein Modell für Bioinks) bewertet. Die Ergebnisse deuten darauf hin, dass ADDME eine leistungsfähige Plattform für die Herstellung von Materialien und Konstrukten für den Einsatz in einer Vielzahl von Branchen ist. Die Kombination aus detaillierten Diagrammen und Videoinhalten erleichtert Personen, die sich für den 3D-Druck komplexer Objekte aus einer Vielzahl von Materialien interessieren, den Zugang zu kostengünstigen, einfach zu bedienenden Geräten.
Einleitung
Additive Fertigung ist eine leistungsstarke Fertigungstechnologie, die das Potenzial hat, einen signifikanten Wert für die Industrielandschaft zu bieten1,2. Die attraktiven Eigenschaften der additiven Fertigung beinhalten keine Werkzeugkosten, hohe Anpassungsmöglichkeiten, komplexe Geometrien und reduzierte Eintrittsbarrieren. Keine Umrüstkosten erlauben die schnelle Herstellung von Prototypen, was wünschenswert ist, wenn man versucht, die "Time to Market" zu verringern, was ein kritisches Ziel der Industrien in den Industrieländern ist, die versuchen, gegenüber Niedriglohnkonkurrenten wettbewerbsfähig zu bleiben1. Eine hohe Anpassbarkeit ermöglicht die Herstellung einer Vielzahl von Produkten mit komplexen Geometrien. Wenn diese Faktoren mit den niedrigen Kosten für Einrichtung, Materialien und Spezialisierung des Bedieners kombiniert werden, gibt es einen klaren Wert der additiven Fertigungstechnologien3.
Additive Fertigung, auch 3D-Druck genannt, beinhaltet Schicht-für-Schicht-Fertigung eines Objekts in einem computernumerischen gesteuerten (CNC) System3. Im Gegensatz zu herkömmlichen CNC-Prozessen wie dem Fräsen, bei denen Material aus einem Blech oder Materialblock entfernt wird, fügt ein 3D-Drucksystem Material Schicht für Schicht Material in die gewünschte Struktur ein.
Der 3D-Druck kann durch eine Reihe von Methoden wie Laser-, Blitz-, Extrusions- oderJetting-Technologien4 erleichtert werden. Die eingesetzte spezifische Technologie bestimmt die Form des Rohmaterials (d.h. Pulver oder Schmelze) sowie die rheologischen und thermischen Eigenschaften, die für die Verarbeitung erforderlich sind5. Der extrusionsbasierte 3D-Druckmarkt wird von filamentbasierten Systemen dominiert, die darauf zurückzuführen sind, dass Filamente einfach zu handhaben, zu verarbeiten und kontinuierlich große Materialmengen an den Extrusionskopf liefern. Dieser Prozess wird jedoch durch die Art des Materials begrenzt, das zu Filamenten (hauptsächlich Thermoplasten) geformt werden kann. Die meisten Materialien existieren nicht in Filamentform, und der Mangel an modernen Low-Cost-Plattformen auf dem Markt stellt eine bemerkenswerte Lücke dar.
Dieses Protokoll zeigt den Aufbau eines reservoirbasierten Extrusionssystems, mit dem Materialien in einer Spritze gelagert und durch eine Nadel extrudiert werden können. Dieses System ist ideal geeignet, um eine breite Palette von Materialien einschließlich Lebensmittel6, Polymere7und Biomaterialien8,9. Darüber hinaus sind reservoirbasierte Extrusionstechniken in der Regel weniger gefährlich, kostengünstiger und einfacher zu bedienen als andere 3D-Druckverfahren.
Es gibt eine wachsende Anzahl von universitären Teams, die Open-Source-3D-Drucksysteme entwerfen und veröffentlichen. Beginnend mit dem Fab@Home Extrusionsdrucker im Jahr 200710,11, wollten die Forscher eine einfache und kostengünstige Plattform schaffen, um eine schnelle Expansion in der 3D-Drucktechnologie und -anwendungen voranzutreiben. Später im Jahr 2011 zielte das RepRap-Projekt darauf ab, eine filamentbasierte 3D-Druckplattform zu schaffen, die mit Teilen aus 3D-Druck entworfen wurde, mit dem Ziel, eine sich selbst replizierende Maschine zu erstellen12. Die Kosten für 3D-Drucker sind im Laufe der Jahre gesunken, von 2300 USD für eine Fab@Home (2006), 573 USD für einen RepRap v1 (2005) und 400 USD für v2 (2011).
In früheren Arbeiten haben wir gezeigt, wie ein selbstabgelassenes 3D-Drucksystem mit einem benutzerdefinierten reservoirbasierten Extrusionssystem kombiniert werden kann, um komplexe 3D-Objekte aus Schokolade zu erstellen13. Eine weitere Konstruktionsuntersuchung hat gezeigt, dass im Vergleich zu diesem Prototypenentwurf erhebliche Kosteneinsparungen erzielt werden können.
Ziel dieses Protokolls ist es, Anweisungen für den Bau eines kostengünstigen, auf Reservoir basierenden Schmelzextrusions-3D-Druckers zu geben. Hier sind detaillierte Diagramme, Zeichnungen, Dateien und Komponentenlisten dargestellt, um den erfolgreichen Aufbau und Betrieb eines 3D-Druckers zu ermöglichen. Alle Komponenten werden auf der Open-Source-Plattform (Creative Commons noncommercial) https://www.thingiverse.com/Addme/collectionsgehostet, die es Benutzern ermöglicht, nach Belieben zusätzliche Funktionen zu ändern oder hinzuzufügen. Viskose Creme, Schokolade und Pluronic F-127 (ein Modell für Bioinks) werden verwendet, um die Leistung von ADDME zu bewerten und die Anwendung des ADDME 3D-Druckers in der Biomedizin- und Lebensmitteldruckindustrie zu demonstrieren.
Für dieses Protokoll sind ein Laserschneider zum Schneiden von Acryl und ein Desktop-3D-Drucker erforderlich, der PLA- oder ABS-Filamente drucken kann. Je nachdem, zu welchem Gerät der Bediener Zugang hat, kann ein bearbeiteter Heizmantel und eine Heizpatrone oder eine Silikonheizung verwendet werden. Alle CAD-Dateien finden Sie unter https://www.thingiverse.com/Addme/designs. Für Firmware und Software zur Steuerung des 3D-Druckers werden http://marlinfw.org/meta/download/ und https://www.repetier.com/ Ressourcen bereitgestellt. Ausführliche Anweisungen zur Leitstelle finden Sie unter https://reprap.org/wiki/RAMPS_1.4.
Access restricted. Please log in or start a trial to view this content.
Protokoll
VORSICHT: Es besteht die Gefahr von Verbrennungen durch heiße Lötkolben und Heizpatronen. Die Heizpatrone sollte niemals mit Strom versorgt werden, wenn sie nicht im Inneren des Heizmantels befestigt ist. Es besteht auch die Gefahr von Kneifungen oder Zerrungen von der sich bewegenden 3D-Druckerachse.
1. Übersicht und Vorbereitung
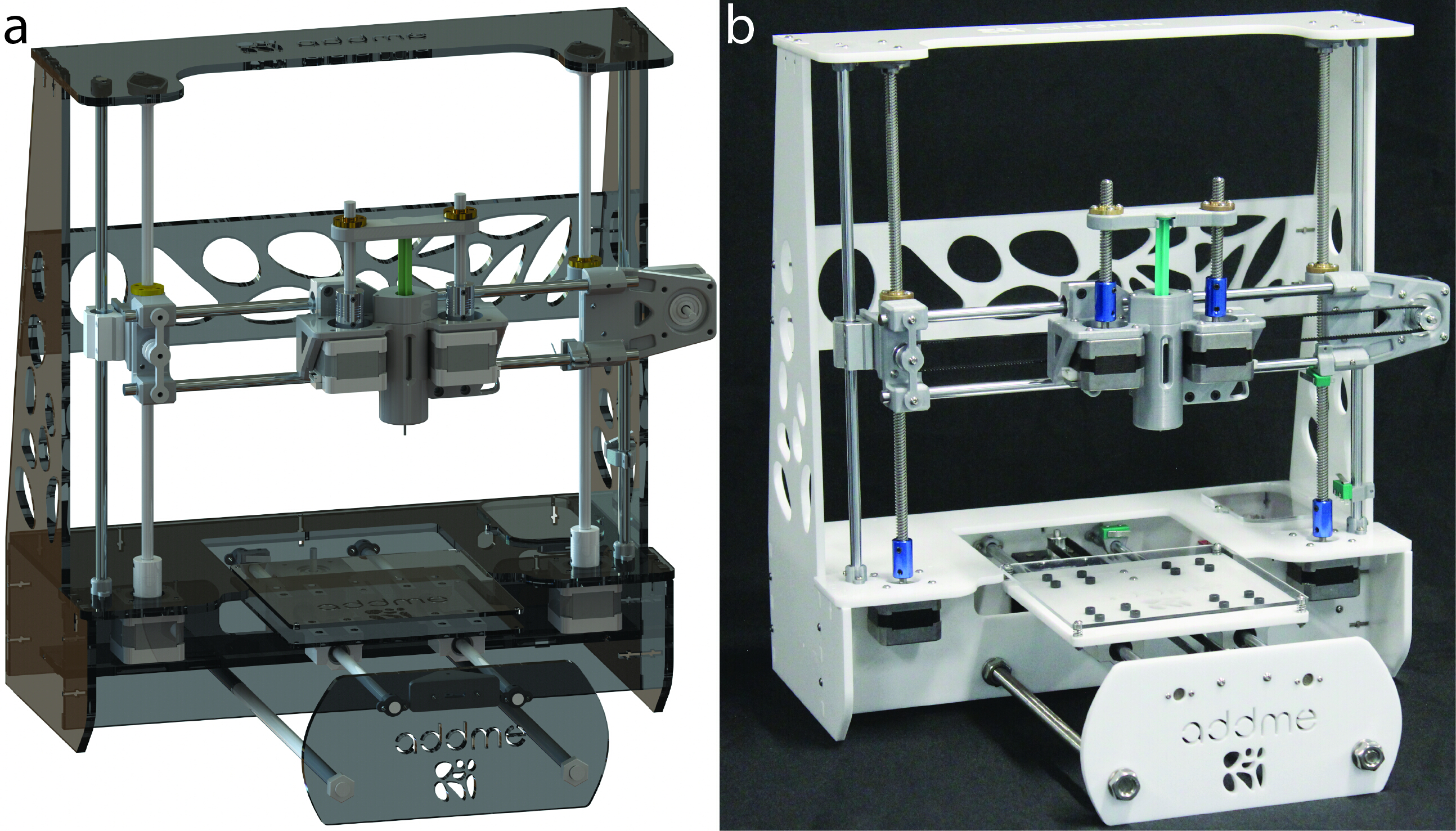
HINWEIS: Abbildung 1A zeigt ein computergeneriertes Rendering des Druckers und Abbildung 1B ist ein Foto des fertigen Druckers.
- Beschaffen Sie alle Teile aus dem Materialtabelle.
- Sehen Sie https://www.thingiverse.com/Addme/designs, bis alle Acrylteile lasergeschnitten werden. Stellen Sie sicher, dass 6 mm Acryl verwendet wird oder der Rahmen nicht zusammenpasst. Laserschneider verwenden einen Hochenergielaser, um Material zu schneiden; ein professioneller Shop wird hier bevorzugt.
- Siehe https://www.thingiverse.com/Addme/designs für alle 3D-gedruckten Teile. Es ist wichtig, dass die mit jedem Teil angegebenen Druckparameter verwendet werden. Beachten Sie, dass 3D-Drucker heiße Oberflächen und bewegliche Teile haben, also verwenden Sie die Hilfe eines Profis.
- Fertigen Sie das Heizmantelteil, das bei https://www.thingiverse.com/Addme/designszu finden ist. Wenn kein Zugang zu Denkankern zur Verfügung steht, kann eine Silikonheizung(Tabelle der Materialien) mit dem zugehörigen 3D-gedruckten Halter unter https://www.thingiverse.com/Addme/designserworben werden.

Abbildung 1: AddME-3D-Drucker (AddME) für additive Fertigungsschmelze. (A) Computergeneriertes Rendering des Druckers. (B) Foto eines fertigen Druckers. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
2. Rahmenmontage
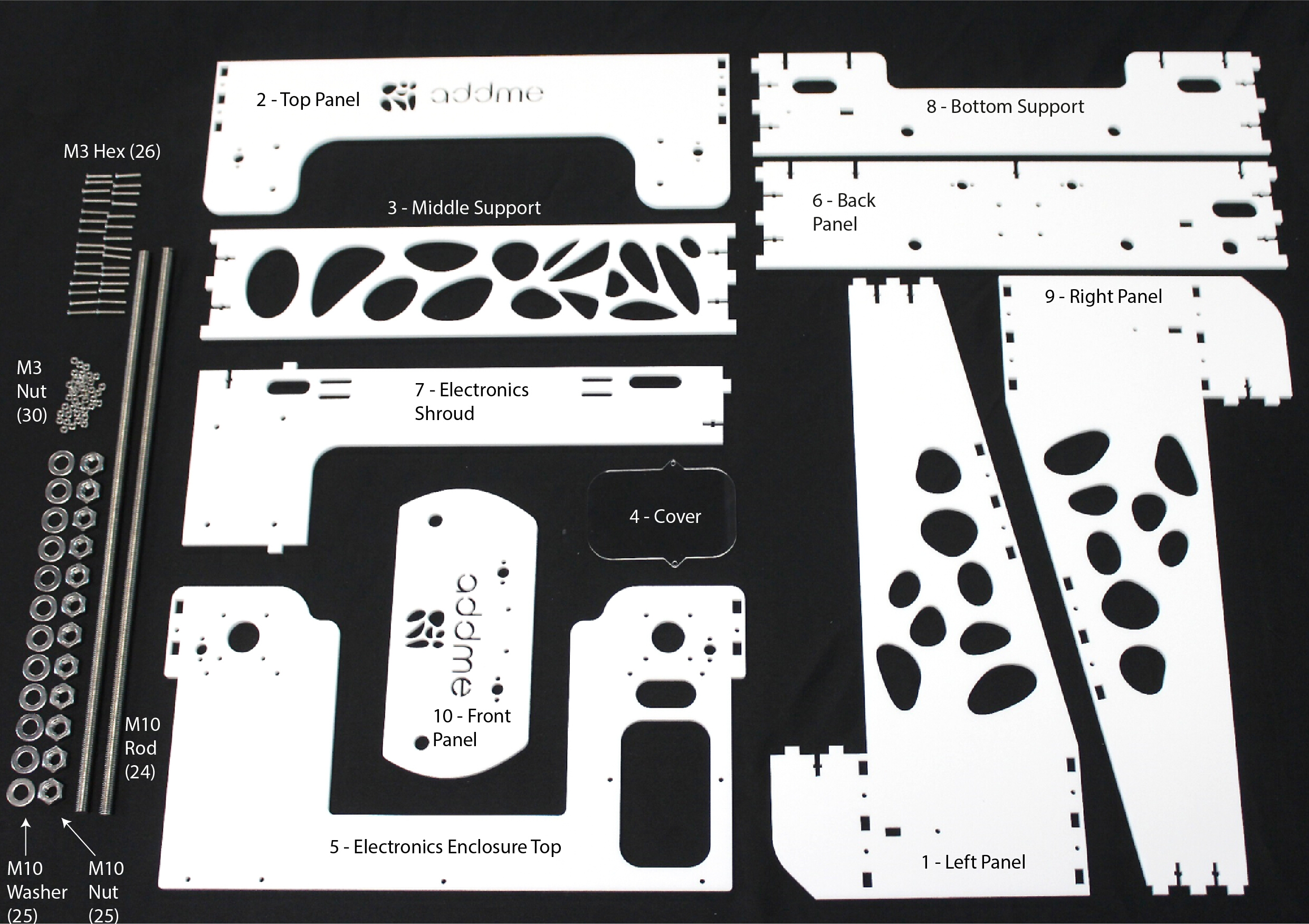
HINWEIS: Die in Abbildung 2 dargestellten Teile sind erforderlich, um die Rahmenbaugruppe fertigzustellen. Der Rahmen des Schmelzextrusions-3D-Druckers wird durch eine Kombination aus 6 mm lasergeschnittenem Acryl und M3-Schrauben und Muttern zusammengehalten(Abbildung 3). Die Unterseite des Druckers wird durch eine M10 Gewindestangen- und Mutterkombination weiter verstärkt.
- Sammeln Sie Acrylteile 1-9 und platzieren Sie sie in der in Abbildung 3Adargestellten Konfiguration. Überprüfen Sie die Abbildungsbeschriftungen, um sicherzustellen, dass jedes Stück korrekt gefunden ist. Sichern Sie sich mit M3-Schrauben und Muttern in der in Abbildung 3C gezeigten Konfiguration mit der M3-Allen-Taste.
- Platzieren Sie die M10 Gewindestange durch den Zweck gemacht Löcher in Acryl-Elemente 6, 8 und 10. Sichern Sie sie mit M10 Unterlegscheiben und Muttern, wie in Abbildung 3B,Ddargestellt. Ziehen Sie mit dem variablen Spanner.

Abbildung 2: Komponenten, die zum Zusammenbau des Rahmens erforderlich sind. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}

Abbildung 3: Rahmenbaugruppe. (A) Montierter Rahmen. (B) Eine Explosionsansicht mit beschrifteten Acrylteilen und tragenden M10-Gewindestäben. (C) Eine Explosionsansicht zeigt, wie jedes Acrylteil miteinander verbunden ist, mit M3-Schrauben und Muttern, um den Rahmen zusammenzuhalten. (D) Eine Explosionsansicht zeigt, wie der Gewindestab die Acrylteile 6, 8 und 9 zusammen mit M10-Muttern und -Scheiben hält. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
3. Y-Achse und Druckbett-Unterbaugruppe
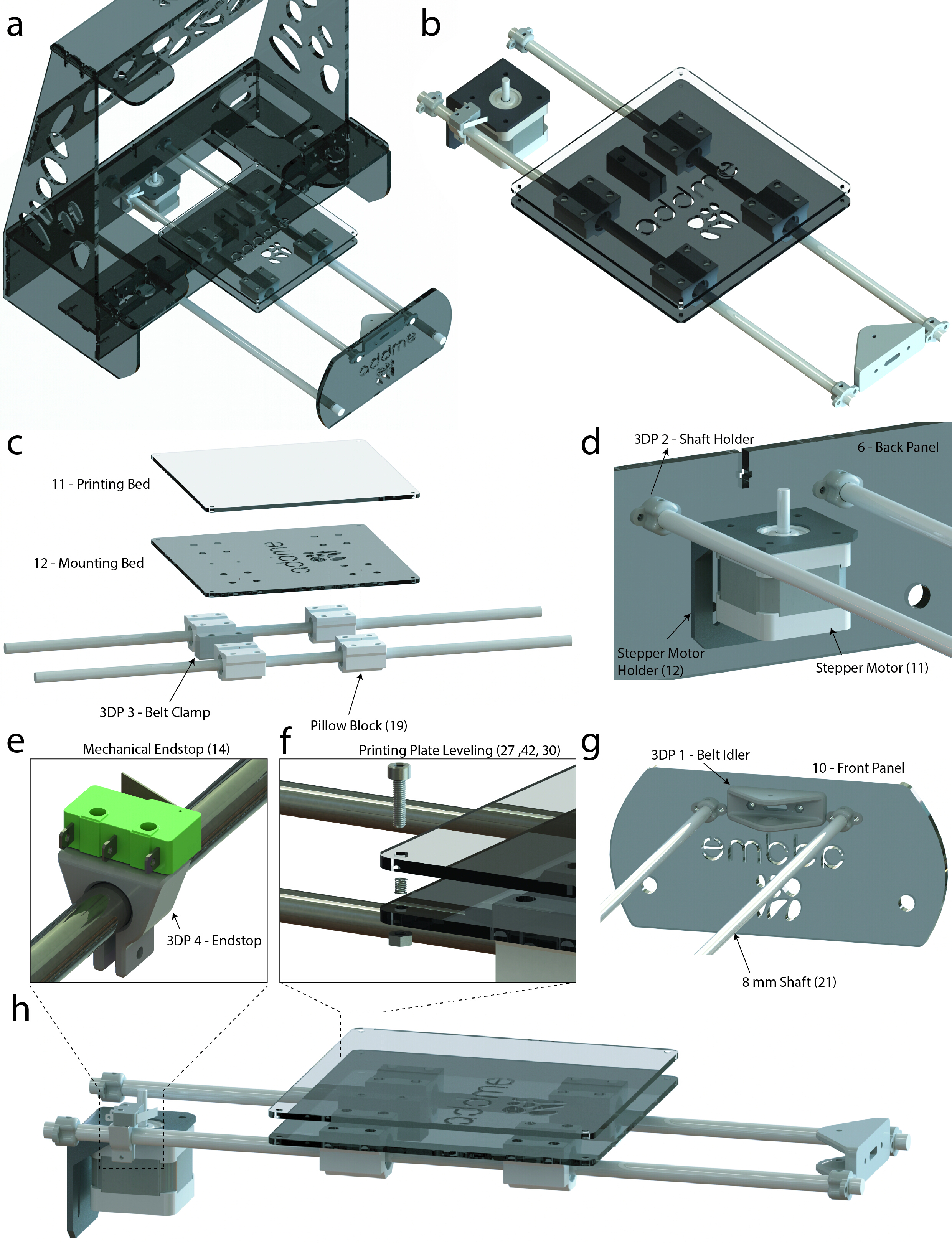
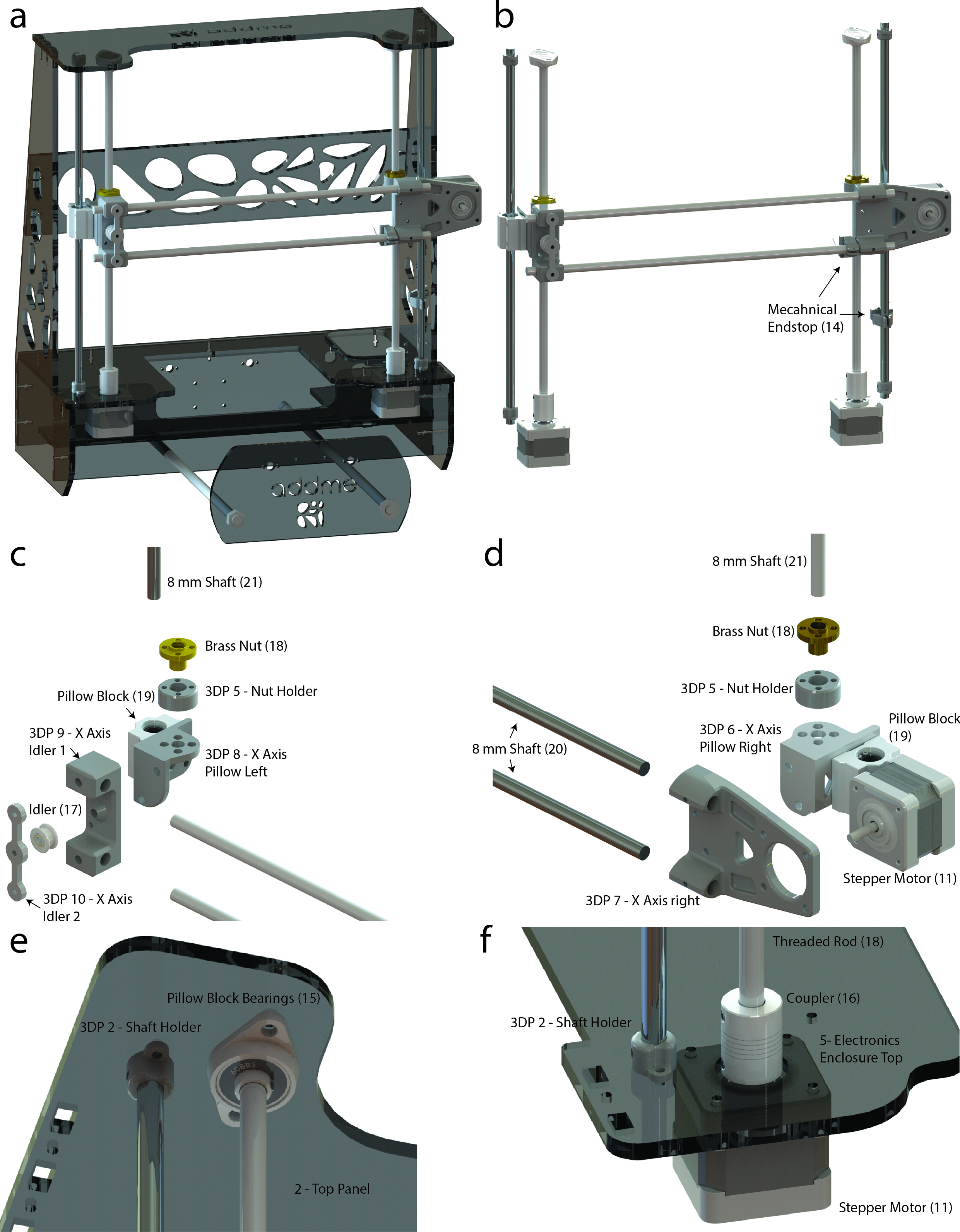
HINWEIS: Die in Abbildung 4 beschriebenen Teile sind erforderlich, um die Y-Achse und die Druckbett-Unterbaugruppe zu beenden. Alle Schrauben sind in Abbildung 4zu sehen, und Werkzeuge sind in der Tabelle der Materialienaufgeführt.
- Montieren Sie mit den Teilen in Abbildung 4den Druckbett-Unterbaukopf gemäß Abbildung 5C.
- Schieben Sie zwei Kissenblöcke (19) auf jede 8 mm Welle (21) gemäß Abbildung 5C. Schieben Sie den Endstop (3DP 4) auf eine der 8 mm Wellen (21) und sichern Sie den mechanischen Endstop (14) mit M2-Schrauben und einem Allen-Schlüssel nach Abbildung 5E.
- Sichern Sie alle vier Kissenblöcke (19) mit den M4-Schrauben und dem Allen-Schlüssel(Abbildung 5C)am Montagebett (Acrylteil 12). Mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 5C)die Gurtklemme (3DP 3) auf dem Montagebett (Acrylteil 12) fest. Sichern Sie das Druckbett (Acrylteil 11) mit der M3-Schraube, Mutter und Federanordnung gemäß Abbildung 5Fauf dem Montagebett (12)(Abbildung 5C).
- Sichern Sie die restlichen Teile aus Abbildung 4 bis zum Rahmen gemäß Abbildung 5D,G.
- Befestigen Sie zwei der Wellenhalter (3DP 2) sowohl an der Rückseite (Acrylteil 6) als auch an der Frontplatte (Acrylteil 10) mit den M2-Schrauben bzw. allen Schlüssel nach Abbildung 5D,G.
- Mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 5D) befestigen Sie den Schrittmotorhalter (12) an der Rückseite (Acrylteil 6). Sichern Sie den Schrittmotor (11) mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 5D)am Schrittmotorhalter (12 ). Mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 5G) sichern Sie den Gurtidler (3DP 1) an der Frontplatte (Acrylteil 10).
- Legen Sie die Druckbett-Unterbaugruppe in den Rahmen, indem Sie jedes Ende einer 8 mm Welle (21) auf einen Wellenhalter (3DP 2) gemäß Abbildung 5A,D,Gaufstellen.
HINWEIS: Es kann notwendig sein, die M12-Unterlegscheiben auf der Frontplatte (Acrylteil 10) zu lösen, um Platz zu schaffen, um die Druckbett-Unterbaugruppe in den Rahmen zu legen. - Um schließlich die Y-Achse und die Druckbett-Unterbaugruppe zu vervollständigen, schrauben Sie den Idler mit einer M3-Schraube an den Gurtidler (3DP 1) und befestigen Sie dann die Zahnräder an den Schrittmotor, indem Sie die M2-Grub-Schraube an der Mitzahnschraube mit dem M2-Allen-Schlüssel anziehen. Schieben Sie den Gurt (17) um den Idler (17) und den Idler zahngezahnt (17) und in die Gurtklemme (3DP 3), um Spannung im Gurt zu erzeugen. Vervollständigen Sie den Abschnitt, indem Sie die Gurtklemme (3DP 3) mit dem M3 Allen Schlüssel anziehen.

Abbildung 4: Komponenten, die zum Zusammenstellen der y-Achse und der Druckbettunterbaugruppe erforderlich sind. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}

Abbildung 5: AddME-3D-Drucker (AddME) für additive Fertigungsschmelze. (A) Grafische Darstellung des Rahmens, der y-Achse und des Bettes. (B) Grafische Darstellung der y-Achse und des Bettes. (C) Explosionsansicht der Bettunterbaugruppe. (D) Beschriftete Ansicht zeigt an, wie die y-Achse mit der Rückseite verbunden wird. (E) Vergrößerte Ansicht des mechanischen Endstopps. (F) Explosionsansicht des Druckplattenfederausgleichssystems. (G) Beschriftete Ansicht zeigt an, wie die y-Achse mit der Frontplatte verbunden wird. (H) Seitenansicht grafische Sendeform der y-Achse und Bett. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
4. X-Achsen-Unterbaugruppe
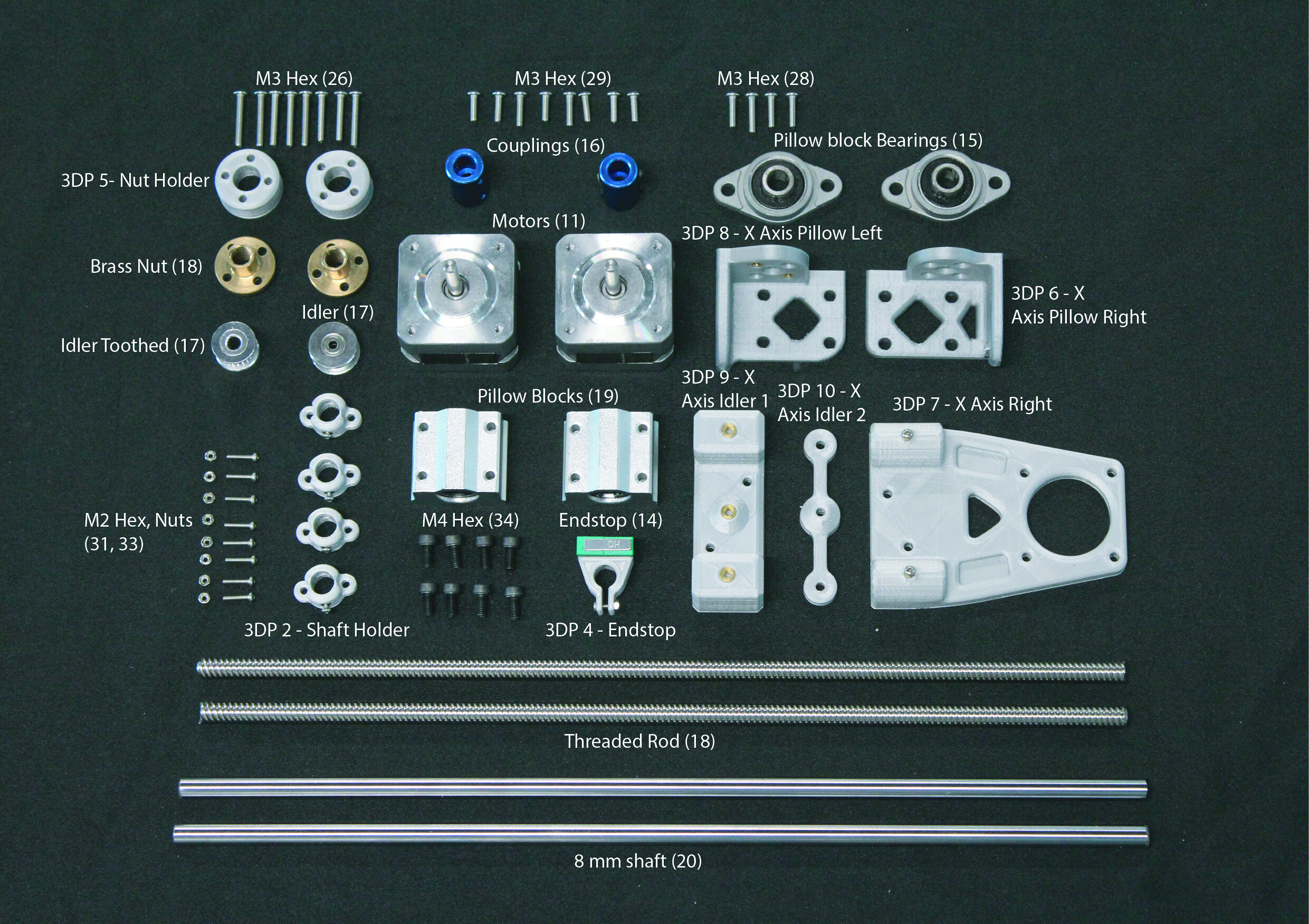
ANMERKUNG: Die in Abbildung 6 beschriebenen Teile sind erforderlich, um die X-Achsen-Unterbaugruppe zu beenden. Alle Schrauben sind in Abbildung 6zu sehen, und Werkzeuge sind in der Tabelle der Materialienaufgeführt.
- Mit den Teilen in Abbildung 6, montieren Sie die linke Seite der x-Achsen-Unterbaugruppe nach Abbildung 7C.
- Legen Sie die Messingmutter (18) in den Mutternhalter (3DP 5) und sichern Sie das x-Achsenkissen links (3DP 8) mit den M3-Schrauben und dem Allen-Schlüssel (Abbildung 7C).
- Sichern Sie den Kissenblock (19) mit den M4-Schrauben und dem Allen-Schlüssel(Abbildung 7C)auf dem x-Achsenkissen links (3DP 8). Sichern Sie den x-Achsen-Idler 1 (3DP 9) mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 7C)am x-Achsenkissen links (3DP 8).
- Richten Sie die Mittellöcher des Idlers (17), x-Achsen-Idlers 1 (3DP 9) und x-Achse Idler 2 (3DP 10) aus. Sichern Sie sich mit den M3-Schrauben und allen Schlüssel (Abbildung 7C). Mit den in Abbildung 6dargestellten Teilen montieren Sie die rechte Seite der x-Achsen-Unterbaugruppe gemäß Abbildung 7D.
- Legen Sie die Messingmutter (18) in den Mutternhalter (3DP 5) und sichern Sie das x-Achsenkissen rechts (3DP 6) mit den M3-Schrauben und dem Allen-Schlüssel (Abbildung 7D).
- Sichern Sie den Kissenblock (19) mit den M4-Schrauben und dem Allen-Schlüssel(Abbildung 7D)auf dem x-Achsenkissen rechts (3DP 6). Sichern Sie die x-Achse rechts (3DP 7) an der x-Achsenkissen rechts (3DP 6) mit den M3-Schrauben und Allen-Taste(Abbildung 7D). Sichern Sie den Schrittmotor (11) mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 7D)an der x-Achse rechts (3DP 7).
- Fädeln Sie jede der Gewindestäbe (18) in jede der Messingmuttern (18) nach Abbildung 7B. Schieben Sie zwei der 8 mm Wellen (20) in jeden der Kissenblöcke (19) vertikal und zwei der 8 mm Wellen (20) horizontal nach Abbildung 7B,C,D.
- Sichern Sie die restlichen Teile aus Abbildung 6 bis zum Rahmen gemäß Abbildung 7E,F.
- Befestigen Sie zwei der Wellenhalter (3DP 2) sowohl an der Oberen Platte (Acrylteil 2) als auch an der Elektronikgehäuseplatte (Acrylteil 5) mit den M2-Schrauben und dem Allen-Schlüssel(Abbildung 7E,F). Mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 7E)befestigen Sie die Kissenblocklager (15) auf der Oberseite (Acrylteil 2). Sichern Sie die Schrittmotoren (11) mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 7F)auf der Elektronikgehäuseplatte (Acrylteil 5).
HINWEIS: Der Koppler (16) ist eine Komponente, die zwei verschiedene Wellengrößen verbinden soll. - Sichern Sie den Koppler (16) über den Wellen der Schrittmotoren (11), indem Sie die untere Grubschraube mit dem M2 Allen-Schlüssel anziehen (Abbildung 7F).
- Befestigen Sie zwei der Wellenhalter (3DP 2) sowohl an der Oberen Platte (Acrylteil 2) als auch an der Elektronikgehäuseplatte (Acrylteil 5) mit den M2-Schrauben und dem Allen-Schlüssel(Abbildung 7E,F). Mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 7E)befestigen Sie die Kissenblocklager (15) auf der Oberseite (Acrylteil 2). Sichern Sie die Schrittmotoren (11) mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 7F)auf der Elektronikgehäuseplatte (Acrylteil 5).
- Platzieren Sie die x-Achsen-Unterbaugruppe in den Rahmen, indem Sie die vertikalen 8 mm Wellen am Wellenhalter (3DP 2) ausrichten und mit den M2-Schrauben und dem Allen-Schlüssel anziehen (Abbildung 7E,F). Befestigen Sie die Gewindestange (18) am anderen Ende des Kopplers (16), indem Sie die obere Grubschraube mit dem M2-Allen-Schlüssel anziehen (Abbildung 7E,F).
HINWEIS: Die obere Platte (Acrylteil 2) muss möglicherweise vorübergehend entfernt werden, damit die x-Achsen-Unterbaugruppe in den Rahmen passen kann.

Abbildung 6: Komponenten, die zum Zusammenstellen der x-Achsen-Unterbaugruppe erforderlich sind. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}

Abbildung 7: X-Achsen-Unterbaugruppe. (a) Grafische Darstellung des Rahmens und der x-Achse. (b) Grafisches Rendern der x-Achse. (c) Explosionsansicht der linken Seite der Unterbaugruppe. (d) Explosionsansicht der rechten Seite der Unterbaugruppe. (e) Beschriftete Ansicht zeigt an, wie die x-Achse mit dem oberen Bereich verbunden wird. (f) Beschriftete Ansicht zeigt an, wie die x-Achse mit dem Elektronikgehäuse verbunden wird. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
5. Extrusions-Unterbaugruppe
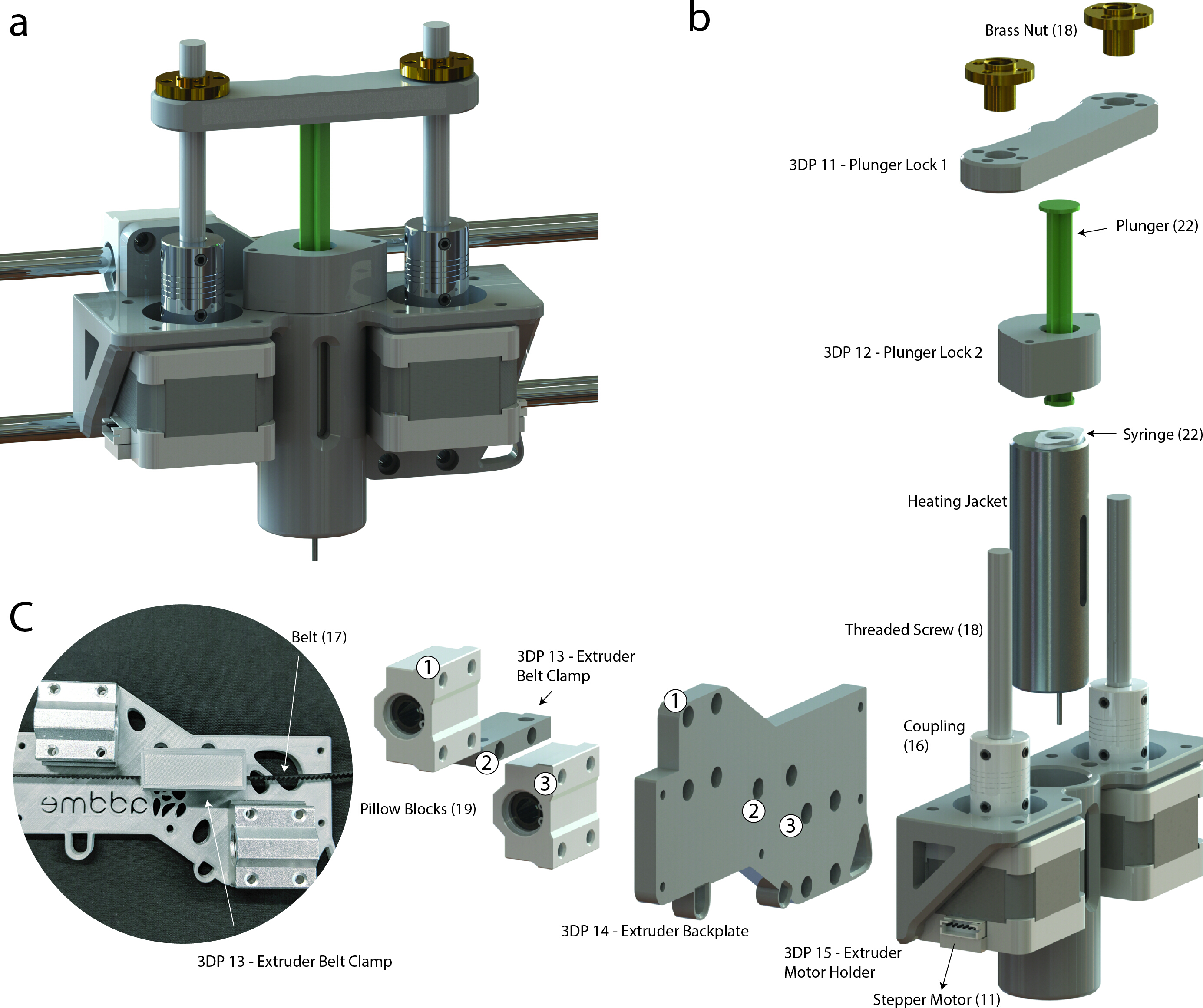
HINWEIS: Die Extrusions-Unterbaugruppe verwendet ein Dual-Schrittmotor-Design, um sicherzustellen, dass ein hohes Maß an Genauigkeit durch das Auswuchten der Kräfte auf jeder Seite des Kolbens erreicht wird. Die in Abbildung 8 beschriebenen Teile sind erforderlich, um die Extrusionsunterbaugruppe fertigzustellen.
- Sammeln Sie alle in Abbildung 8 dargestellten Teile und montieren Sie den Extrusionskopf gemäß Abbildung 9.
HINWEIS: Abbildung 9B ist eine Explosionsansicht der Extruder-Unterbaugruppe, die zeigt, wie jede Komponente zusammenpasst. In den folgenden Schritten wird erläutert, wie dies geschieht. Alle Schrauben sind in Abbildung 8zu sehen, und Werkzeuge sind in der Tabelle der Materialienaufgeführt.- Sichern Sie die beiden Kissenblöcke (19) mit den M4-Schrauben und dem Allen-Schlüssel(Abbildung 9B)auf der Extruder-Rückwand (3DP 14). Mit den M3-Schrauben und dem Allen-Schlüssel(Abbildung 9B)die Extruder-Gürtelklemme (3DP 13) auf der Extruder-Rückwand (3DP 14) zwischen den Kissenblöcken (19) sichern.
- Sichern Sie die Extruder-Rückwand (3DP 14) mit den M3-Sechskantschrauben und dem Allen-Schlüssel(Abbildung 9B)am Extrudermotorhalter (3DP 15 ). Befestigen Sie die beiden Schrittmotoren (11) mit den M3-Sechskantschrauben und dem Allen-Schlüssel(Abbildung 9B)auf dem Extrudermotorhalter (3DP 15).
HINWEIS: Der Koppler (16) ist eine Komponente, die zwei verschiedene Wellengrößen verbinden soll. - Sichern Sie die Kupplungen (16) über den Wellen der Schrittmotoren (11), indem Sie die untere Grubschraube mit einem M2-Allen-Schlüssel anziehen (Abbildung 9B). Befestigen Sie die Gewindeschraube (18) innerhalb der Kupplungen (16) durch Anziehen der oberen Grubschraube (Abbildung 9B).
- Schieben Sie den Heizmantel oder die Silikonheizung gemäß Abbildung 9Bin den Extrudermotorhalter (3DP 15 ). Sichern Sie die Messingmuttern (18) im Kolbenschloss 1 (3DP 11) mit den M3-Schrauben und dem Allen-Schlüssel.
- Montieren Sie den Extrusionskopf gemäß Abbildung 9Aauf die x-Achse.
- Schieben Sie die 8 mm Wellen auf der x-Achse in die Kissenblöcke (19) auf dem Extruderkopf gemäß Abbildung 9A.
- Wickeln Sie den Antriebsriemen (17) durch den Idler (17) und den Idlerzahn (17) auf der linken und rechten x-Achsen-Baugruppen und sichern Sie den Antriebsriemen (17) in der Extrudergurtklemme (3DP 13) mit den M3-Sechskantschrauben und allen-Schlüssel (Abbildung 9C).

Abbildung 8: Komponenten, die zum Zusammenbau des Extruders benötigt werden. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}

Abbildung 9: Extruder-Unterbaugruppe. (A) Grafische Darstellung der Extruder-Unterbaugruppe. (B) Explosionsansicht mit Extruderkomponenten. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
6. Elektronik und Verdrahtung
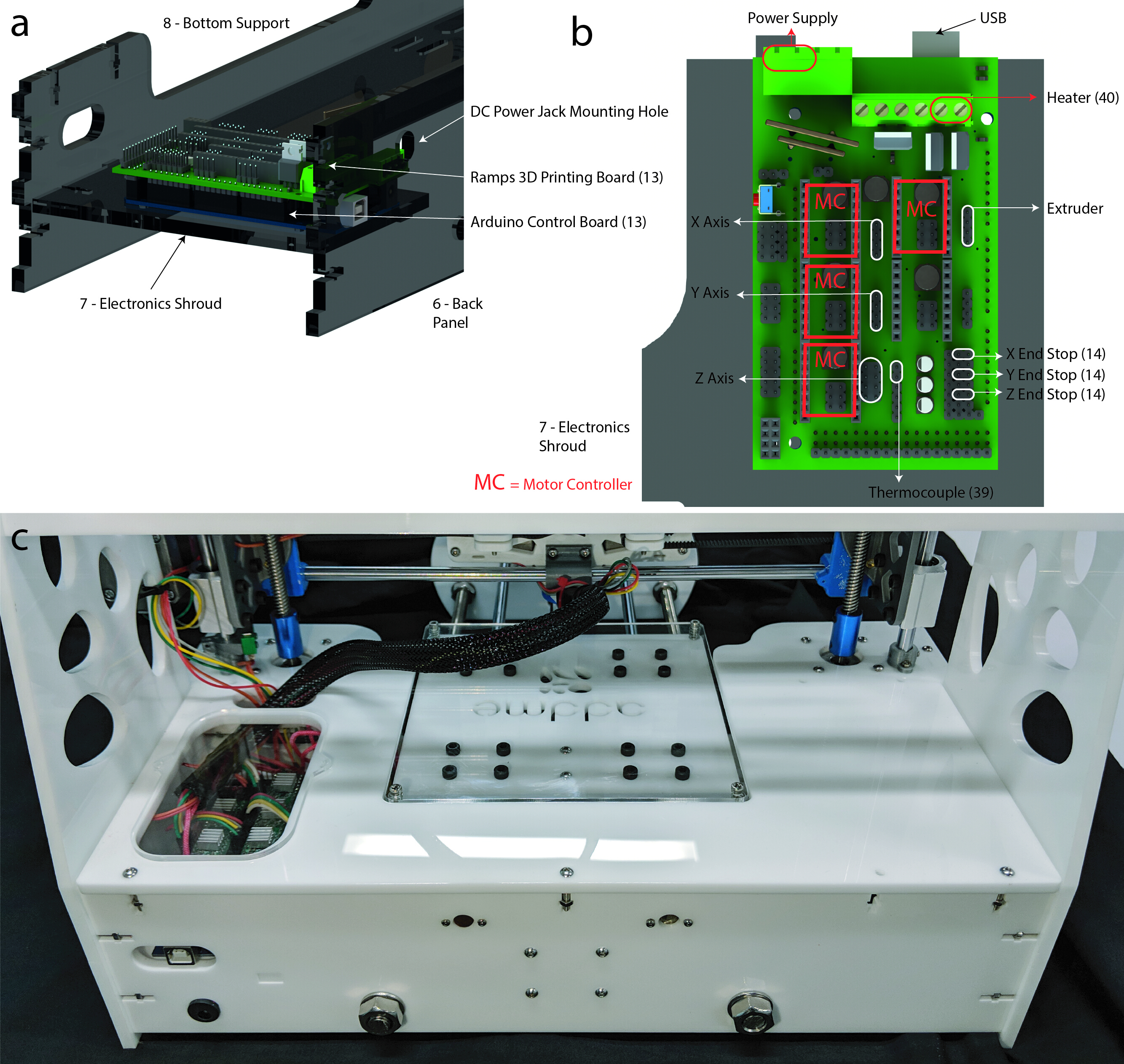
- Montieren Sie den Arduino in Acrylteil 7 (Elektronikgehäuse, dargestellt in Abbildung 10A) mit M3-Sechskantschrauben mit einem M3-Allen-Schlüssel. Legen Sie eine Rampenplatte auf die Arduino-Platte, die in Abbildung 10A,B mit dem USB-Stecker nach Acryl Teil 6 (Rückseite) zeigt.
- Montieren Sie die DC-Netzteilbuchse in Acrylteil 6 (Rückseite, wie in Abbildung 10Adargestellt) und anschließen Sie an das Netzteil in Abbildung 10B. Schließen Sie die Motorregler, Schrittmotoren, Endanschläge, Heizung und Thermoelement an die entsprechenden Stifte an (Abbildung 10B).

Abbildung 10: Elektronik. (A) Grafische Darstellung der Montageposition der Elektronik-Steuerplatine. (B) Verbindungsdiagramm von elektrischen Komponenten und Motoren an 3D-Druckplatine [Jos Hummelink (grabcab.com) stellte die CAD-Dateien Arduino und Ramps zur Verfügung]. (c) Bild der fertigen Verdrahtung. Drähte können von der Ramps-Platine, dann zum Extrusionskopf und x/y-Achsenmotoren geführt werden. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
7. Software, Steuerung und Kalibrierung
HINWEIS: Ausführlichere Anweisungen und Informationen zur Fehlerbehebung finden Sie unter https://reprap.org/wiki/RAMPS_1.4.
- Firmware von http://marlinfw.org/meta/download/herunterladen.
- Installieren Sie repetier https://www.repetier.com/.
- Ersetzen Sie die Datei .configuration in der Firmware in https://www.thingiverse.com/Addme/designs.
- Legen Sie die Buadrate in Repetier auf 112500 fest, indem Sie (in repetier) auf Konfigurieren | Druckereinstellungen | Anschluss | Baud rate: 115200.
- Klicken Sie auf das Connect-Symbol in Repetier.
- Sobald die Verbindung hergestellt ist, wird die volle Kontrolle über den Drucker erreicht. Navigieren Sie zur manuellen Steuerung, um das Druckbett zu verschieben und die Temperatur einzustellen.
VORSICHT: Stellen Sie sicher, dass die maximale Temperatur der Spritze oder der Gehäusekomponenten nicht überschritten wird (weitere Informationen finden Sie in der Diskussion). Während die Schrittmotoren nur eine begrenzte Leistung haben, stellt die Bewegung der Achse eine mechanische Gefahr dar.
HINWEIS: In dieser Phase gibt es einen voll funktionierenden Drucker. Im folgenden Abschnitt (Abschnitt 8) wird das Verfahren zum Vorbereiten des Druckers für den 3D-Druck beschrieben.
8. Vorbereitung für den 3D-Druck
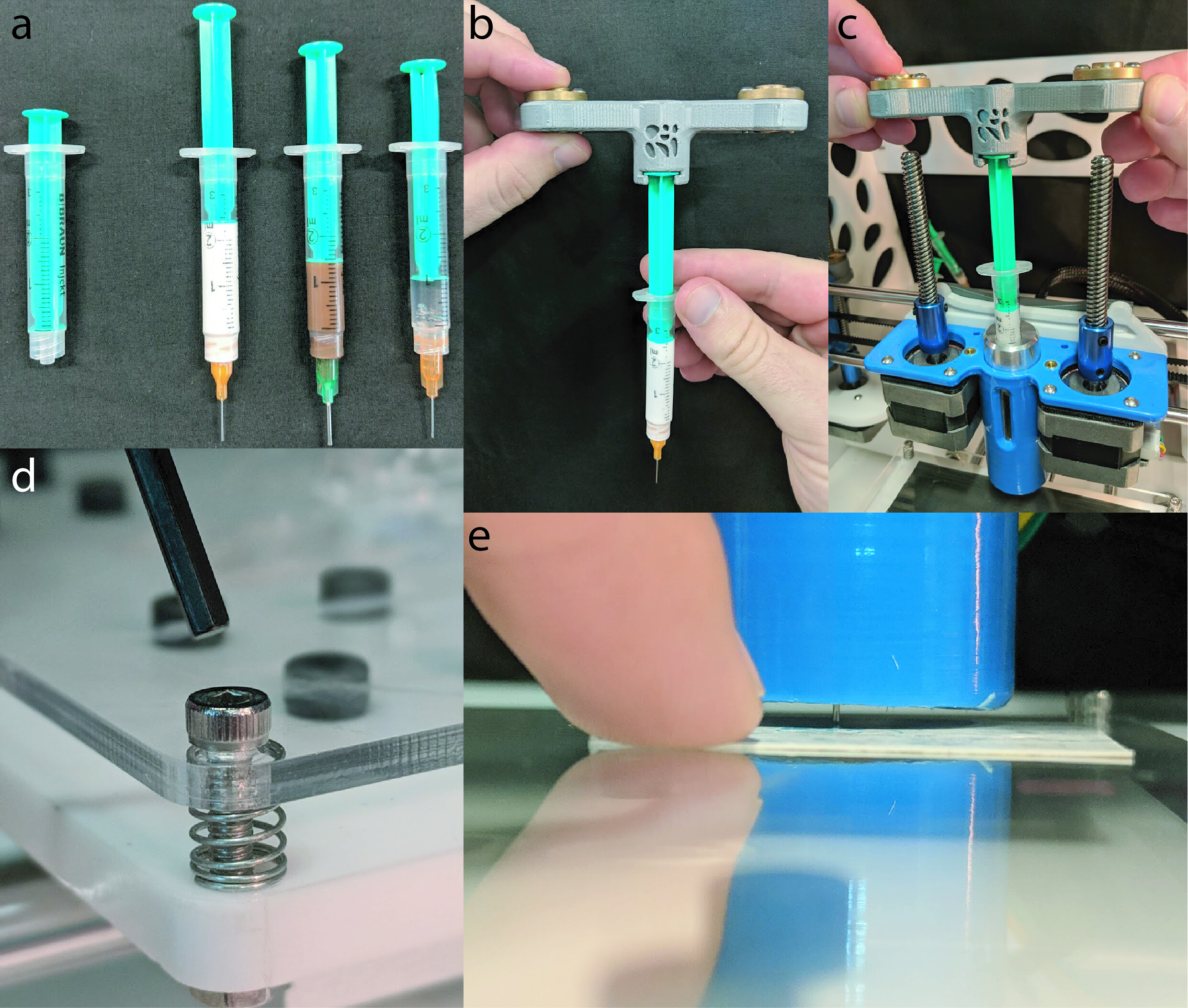
- Eine 2 ml Spritze mit dem gewünschten Material wie viskoser Sahne, Schokolade oder Pluronik (Abbildung 11A) eintragen
- Um die Spritze in den Extrusionskopf zu legen, beginnen Sie mit dem Einsetzen der Spritze in das Kolbenschloss 1 (3DP 11, Abbildung 11B). Als nächstes legen Sie die Spritze in den Heizmantel ein, während Sie die Gewindeschrauben vorsichtig drehen (Abbildung 11C).
- Optional: Wenn das Bett nicht eingeebnet wurde, ist es notwendig, es zu nivellen. Bewegen Sie den Druckkopf nach links und rechts, dann nach oben und unten, und überprüfen Sie, ob der Abstand zwischen Bett und Spritzendüse konsistent ist. Schieben Sie ein Stück Papier zwischen Spritze und Bett und spüren Sie die Reibung (Abbildung 11E), dann verwenden Sie die M3 Allen Taste (Abbildung 11D), um den Bettpegel bei Bedarf einzustellen.
- Optional: Wenn das gewählte Material erhitzt werden muss, tun Sie dies jetzt. Navigieren Sie in Repetier zur Registerkarte Manuelle Steuerung und stellen Sie die Temperatur auf das gewünschte Niveau ein.

Abbildung 11: 3D-Druckvorbereitung. (A) Eine 2 ml Spritze, beladen mit (von links nach rechts) viskoser Sahne (150 ml, Nivea Handcreme), Schokolade (Cadbury, Klarmilch) und Pluronischer F-127 (Sigma Aldrich). (B) Plunger wird in das Kolbenschloss 1 (3DP 11) eingesetzt. (C) Gezeigt wird eine Spritze, die in den Heizmantel eingesetzt wird, während die Gewindeschrauben auf den Messingmuttern gefangen werden. (D) Gezeigt wird eine Allen-Taste, die in die M3-Sechskantschraube eingeführt werden soll, so dass der Pegel eingestellt werden kann. (E) Eine Visitenkarte wird dann unter die Spritze geschoben, um den Abstand zwischen Bett und Spritze zu überprüfen. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
Access restricted. Please log in or start a trial to view this content.
Ergebnisse
Die Leistung von ADDME beim 3D-Druck wurde mit einer viskosen Creme (150 ml, Nivea Handcreme), Schokolade (Cadbury, Klarmilch) und Pluronischer F-127 (Sigma Aldrich) bewertet. Die viskose Sahne und Schokolade wurden wie besprochen verwendet, und der Pluronic wurde in eine 20%ige Gew-Lösung mit reinstem Wasser aufgelöst und bei 5 °C gekühlt bis zum Bedarf14,15gelagert.
Access restricted. Please log in or start a trial to view this content.
Diskussion
Dieses Protokoll enthält detaillierte Anweisungen zum Erstellen eines kostengünstigen 3D-Druckers auf Schmelzeextrusionsbasis. Die Konstruktion des 3D-Druckers kann in Unterabschnitte wie Rahmen, Y-Achse/Bett, x-Achse, Extruder, Elektronik und Software unterteilt werden. Diese Unterabschnitte werden mit detaillierten Diagrammen, Zeichnungen, Dateien und Teilelisten präsentiert. Der Gesamtpreis eines ADDME 3D-Druckers beträgt 343 AUD (245 USD per 17.01.2019), was dies zum billigsten, reservoirbasierten Schmelzextrusio...
Access restricted. Please log in or start a trial to view this content.
Offenlegungen
Die Autoren haben nichts zu verraten.
Danksagungen
Diese Forschung erhielt keine spezifischen Zuschüsse von Förderstellen in den Bereichen öffentliche, kommerzielle oder gemeinnützige Zwecke. Besonderer Dank geht an Florian Schmittner, Sandro Gorka, Gurinder Singh, Vincent Tran und Dominik Vu für ihren Beitrag zu einem früheren Prototyp des Designs.
Access restricted. Please log in or start a trial to view this content.
Materialien
| Name | Company | Catalog Number | Comments |
| 15 W 12V DC 50x100mm Flexible Silicon Heater | Banggood | 1280175 | Optional; AU$4.46 |
| 3D Printer | Lulzbot | https://download.lulzbot.com/ | |
| 3D Printer | Ultimaker | Ultimaker 2+ | |
| AC 100-240V to DC 12V 5A 60W Power Supply | Banggood | 994870 | AU$12.7 |
| Acrylic Sheet White Continuous Cast 1200x600mm | Mulford Plastics | AU$36.95 | |
| Allen Keys | Metric | ||
| Arduino MEGA2560 R3 with RAMPS 1.4 Controller | Geekcreit | 984594 | AU$28.91 |
| Carbon Steel Linear Shaft 8mm x 350mm | Banggood | 1119330 | AU$13.44 |
| Carbon Steel linear Shaft 8mm x 500mm | Banggood | 1276011 | AU$19.42 |
| Chocolate | Cadbury | ||
| Computer with internet access | Dell | ||
| Coupler 5-8mm | Banggood | 1070710 | AU$6.93 |
| Hand Cream | Nivea | 80102 | |
| Heating Cartridge | Creality 3D | 1192704 | AU$4.75 |
| K Type Temperature Sensor Thermocouple | Banggood | 1212169 | AU$2.37 |
| Laser Cutter | trotec | Speedy 300 | https://www.troteclaser.com/ |
| M10 1mm Pitch Thread Metal Hex Nut + Washer | UXCELL | AU$8.84 | |
| M10 1mm Pitch Zinc Plated Pipe 400mm Length | UXCELL | AU$11.62 | |
| M2 - 0.4mm Internal Thread Brass Inserts | Ebay | AU$5.65 | |
| M2 Nuts | Suleve | 1239291 | AU$9.17 |
| M2 x 10 mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M2 x 5mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M3 - 0.5mm Internal Thread Brass Inserts | Suleve | 1262071 | AU$7.5 |
| M3 Nuts | Suleve | 1109208 | AU$7.85 |
| M3 Washer | Banggood | 1064061 | AU$3.05 |
| M3 x 10mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 20mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 6mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 8mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M4 x 8mm Button Hex Screws | Suleve | 1273210 | AU$4.32 |
| Needle Luer Lock 18 - 27 Gauge | Terumo | TGA ARTG ID: 130227 | AU$3.57 |
| NEMA 17 Stepper Motor | Casun | 42SHD0001-24B | AU$54 |
| NEMA Stepper Motor Mounting Bracket | Banggood | ptNema17br90 | AU$4.79 |
| Pillow Block Flange Bearing 8mm | Banggood | KFL08 | AU$5.04 |
| PLA Filament | Creality 3D | 1290153 | AU$24.95 |
| Pluronic F127 | Sigma Aldrich | P2443-250G | |
| SC8UU 8mm Linear Motion Ball Bearing | Toolcool | 935967 | AU$21.6 |
| SG-5GL Micro Limit Switch | Omron | 1225333 | AU$4.5 |
| Soldering Station | Solder, Wires, Heat shrink e.c.t. | ||
| Spring | Banggood | 995375 | AU$2.53 |
| Syringe 3ml Luer Lock Polypropylene | Brauhn | 9202618N | AU$3.14 |
| Timing Pulley GT2 20 Teeth and Belt Set | Banggood | 10811303 | AU$11.48 |
| Trapezoidal Lead Screw and Nut 8mm x 400mm | Banggood | 1095315 | AU$29.02 |
| Variable Spanner |
Referenzen
- Brettel, M., Friederichsen, N., Keller, M., Rosenberg, M. How Virtualization, Decentralization and Network Building Change the Manufacturing Landscape: An Industry 4.0 Perspective. World Academy of Science, Engineering and Technology International Journal of Information and Communication Engineering. 8 (1), (2014).
- Gilchrist, A. Introducing Industry 4.0. Industry 4.0. , 195-215 (2016).
- Petrick, I. J., Simpson, T. W. 3D Printing Disrupts Manufacturing: How Economies of One Create New Rules of Competition. Research-Technology Management. 56 (6), 12-16 (2013).
- Wong, K., Hernandez, A. A Review of Additive Manufacturing. ISRN Mechanical Engineering. 10, (2012).
- Lanaro, M., Desselle, M. R., Woodruff, M. A. 3D Printing Chocolate: Properties of Formulations for Extrusion, Sintering, Binding and Ink Jetting. Fundamentals of 3D Food printing and Applications. , (2018).
- Godoi, F. C., Prakash, S., Bhandari, B. R. 3d printing technologies applied for food design: Status and prospects. Journal of Food Engineering. 179, 44-54 (2016).
- Stansbury, J. W., Idacavage, M. J. 3D printing with polymers: Challenges among expanding options and opportunities. Dental Materials. 32 (1), 54-64 (2016).
- Zhu, W., Ma, X., Gou, M., Mei, D., Zhang, K., Chen, S. 3D printing of functional biomaterials for tissue engineering. Current Opinion in Biotechnology. 40, 103-112 (2016).
- Lanaro, M., Booth, L., Powell, S. K., Woodruff, M. A. Electrofluidodynamic technologies for biomaterials and medical devices: melt electrospinning. Electrofluidodynamic Technologies (EFDTs) for Biomaterials and Medical Devices. , 37-69 (2018).
- Malone, E., Lipson, H. Fab@Home: the personal desktop fabricator kit Article information. Rapid Prototyping Journal. 13 (4), 245-255 (2007).
- Vilbrandt, T., Malone, E., Lipson, H., Pasko, A. Universal Desktop Fabrication. Heterogeneous Objects Modelling and Applications. , 259-284 (2008).
- Jones, R., et al. RepRap-the replicating rapid prototyper. Robotica. 29, 177-191 (2011).
- Lanaro, M., et al. 3D printing complex chocolate objects: Platform design, optimization and evaluation. Journal of Food Engineering. , (2017).
- Wu, W., DeConinck, A., Lewis, J. A. Omnidirectional Printing of 3D Microvascular Networks. Advanced Materials. 23 (24), H178-H183 (2011).
- Paxton, N., Smolan, W., Böck, T., Melchels, F., Groll, J., Jungst, T. Proposal to assess printability of bioinks for extrusion-based bioprinting and evaluation of rheological properties governing bioprintability. Biofabrication. 9 (4), 044107(2017).
Access restricted. Please log in or start a trial to view this content.
Nachdrucke und Genehmigungen
Genehmigung beantragen, um den Text oder die Abbildungen dieses JoVE-Artikels zu verwenden
Genehmigung beantragenThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Alle Rechte vorbehalten