
É necessária uma assinatura da JoVE para visualizar este conteúdo. Faça login ou comece sua avaliação gratuita.
Method Article
Design de uma impressora 3D de origem aberta, bioink de baixo custo e derretimento de alimentos
* Estes autores contribuíram igualmente
Neste Artigo
Resumo
O objetivo deste trabalho é projetar e construir uma impressora tridimensional de derretimento baseada em reservatórios feita de componentes de código aberto e de baixo custo para aplicações nas indústrias de impressão biomédica e de alimentos.
Resumo
A impressão tridimensional (3D) é uma técnica de fabricação cada vez mais popular que permite que objetos altamente complexos sejam fabricados sem custos de referramentamento. Essa crescente popularidade é parcialmente impulsionada pela queda das barreiras à entrada, como custos de configuração do sistema e facilidade de operação. O protocolo a seguir apresenta o projeto e a construção de uma impressora 3D de derretida de fabricação aditiva (ADDME) para a fabricação de peças e componentes personalizados. AddME foi projetado com uma combinação de componentes impressos em 3D, cortados a laser e de origem on-line. O protocolo é organizado em seções fáceis de seguir, com diagramas detalhados e listas de peças os títulos de enquadramento, eixo y e cama, eixo x, extrusão, eletrônica e software. O desempenho do ADDME é avaliado por meio de testes de extrusão e impressão 3D de objetos complexos utilizando creme viscoso, chocolate e F-127 Plurônico (modelo para bioinks). Os resultados indicam que a ADDME é uma plataforma capaz de fabricação de materiais e construções para uso em uma ampla gama de indústrias. A combinação de diagramas detalhados e conteúdo de vídeo facilita o acesso a equipamentos de baixo custo e fáceis de operar para indivíduos interessados na impressão 3D de objetos complexos de uma ampla gama de materiais.
Introdução
A fabricação aditiva é uma poderosa tecnologia de fabricação que tem potencial para fornecer valor significativo à paisagem industrial1,2. As características atraentes da fabricação aditiva não envolvem custos de ferramentas, altos níveis de personalização, geometrias complexas e barreiras reduzidas aos custos de entrada. Nenhum custo de referramentamento permite a rápida fabricação de protótipos, o que é desejável ao tentar diminuir o "tempo de mercado", que é um objetivo crítico das indústrias em nações desenvolvidas que tentam permanecer competitivas contra concorrentes de baixos salários1. Altos níveis de personalizabilidade permitem que uma grande variedade de produtos sejam fabricados com geometrias complexas. Quando esses fatores são combinados com os baixos custos para configuração, materiais e especialização do operador, há um valor claro das tecnologias de fabricação aditiva3.
A fabricação aditiva, também chamada de impressão 3D, envolve fabricação camada por camada de um objeto em umsistema3 controlado por computador (CNC). Ao contrário dos processos tradicionais da CNC, como a fresagem, em que o material é removido de uma folha ou bloco de material, um sistema de impressão 3D adiciona material à estrutura desejada camada por camada.
A impressão 3D pode ser facilitada através de uma gama de métodos, incluindo laser, flash, extrusão ou tecnologias de lançamento4. A tecnologia específica empregada determina a forma da matéria-prima (ou seja, pó ou derretimento), bem como as propriedades reológicas e térmicas necessárias para o processamento5. O mercado de impressão 3D baseado em extrusão é dominado por sistemas baseados em filamentos, o que se deve aos filamentos serem fáceis de manusear, processar e fornecer continuamente grandes volumes de material à cabeça de extrusão. No entanto, esse processo é limitado pelo tipo de material capaz de ser formado em filamentos (principalmente termoplásticos). A maioria dos materiais não existe em forma de filamento, e a falta de plataformas modernas de baixo custo no mercado representa uma lacuna notável.
Este protocolo mostra a construção de um sistema de extrusão à base de reservatórios que permite que materiais sejam armazenados em uma seringa e extrudados através de uma agulha. Este sistema é idealmente adequado para a fabricação de uma ampla gama de materiais, incluindo alimentos6,polímeros7e biomateriais8,9. Além disso, as técnicas de extrusão baseadas em reservatórios são tipicamente menos perigosas, menores em custo e mais fáceis de operar do que outros métodos de impressão 3D.
Há um número crescente de equipes lideradas pela universidade projetando e lançando sistemas de impressão 3D de código aberto ao público. Começando com a impressora Fab@Home baseada em extrusão em 200710,11,os pesquisadores tinham como objetivo criar uma plataforma simples e barata para impulsionar a rápida expansão em tecnologia e aplicativos de impressão 3D. Mais tarde, em 2011, o projeto RepRap teve como objetivo criar uma plataforma de impressão 3D baseada em filamentos projetada com peças feitas por impressão 3D, com o objetivo de criar uma máquina auto-replicante12. O custo das impressoras 3D vem caindo ao longo dos anos, de US$ 2.300 para um Fab@Home (2006), US$ 573 para um RepRap v1 (2005) e US$ 400 usD para v2 (2011).
Em trabalhos anteriores, demonstramos como um sistema de impressão 3D fora do eu poderia ser combinado com um sistema de extrusão personalizado à base de reservatórios para criar objetos 3D complexos do chocolate13. Uma investigação de projeto mais aprofundada mostrou que uma economia considerável de custos pode ser alcançada em comparação com este design protótipo.
O objetivo deste protocolo é fornecer instruções para a construção de uma impressora 3D de derretida baseada em reservatórios de baixo custo. Apresentados aqui estão diagramas detalhados, desenhos, arquivos e listas de componentes para permitir a construção e operação com sucesso de uma impressora 3D. Todos os componentes estão hospedados na plataforma de código aberto (creative commons noncommercial) https://www.thingiverse.com/Addme/collections, que permite aos usuários alterar ou adicionar recursos adicionais conforme desejado. Creme viscoso, chocolate e F-127 Pluronic (modelo para bioinks) são usados para avaliar o desempenho da ADDME e demonstrar a aplicação da impressora ADDME 3D para as indústrias biomédica e de impressão de alimentos.
Um cortador a laser capaz de cortar acrílico e uma impressora 3D de desktop capaz de imprimir filamentos PLA ou ABS são necessários para este protocolo. Uma jaqueta de aquecimento usinada e cartucho de aquecedor ou aquecedor de silicone podem ser usados para aquecer o material, dependendo de qual equipamento o operador tem acesso. Todos os arquivos CAD podem ser encontrados em https://www.thingiverse.com/Addme/designs. Para firmware e software para controlar a impressora 3D, http://marlinfw.org/meta/download/ e https://www.repetier.com/ são fornecidos recursos, respectivamente. Para obter instruções detalhadas sobre o conselho de controle, consulte https://reprap.org/wiki/RAMPS_1.4.
Access restricted. Please log in or start a trial to view this content.
Protocolo
ATENÇÃO: Há risco de queimaduras causadas por ferros de solda quente e cartuchos de aquecimento. O cartucho de aquecimento nunca deve ser alimentado quando não estiver preso dentro da jaqueta de aquecimento. Há também o risco de beliscar ou lacerações do eixo da impressora 3D em movimento.
1. Visão geral e preparação
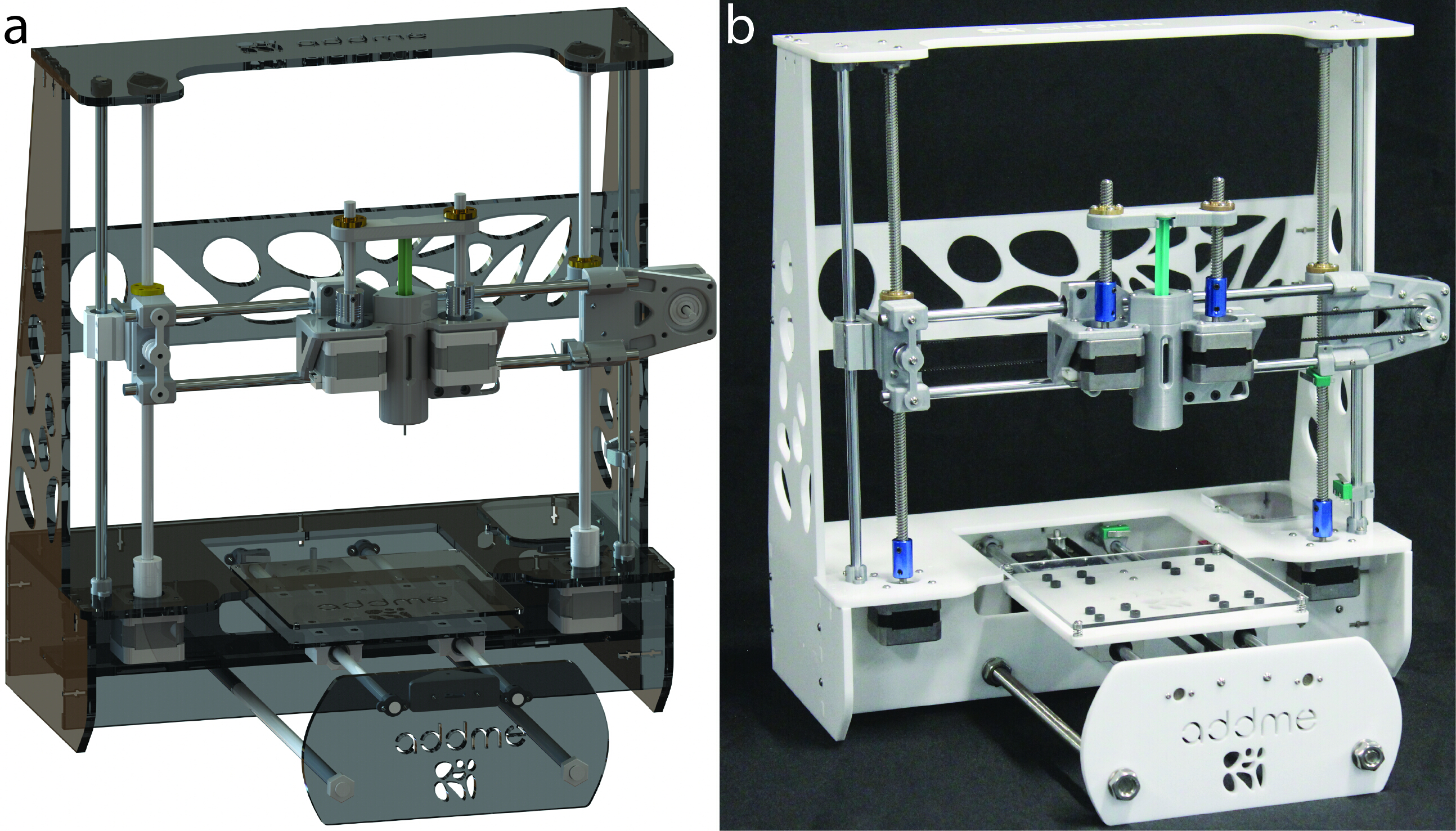
NOTA: Figura 1A mostra uma renderização gerada por computador da impressora e a Figura 1B é uma foto da impressora finalizada.
- Compre todas as peças da Tabela de Materiais.
- Veja https://www.thingiverse.com/Addme/designs para que todas as partes acrílicas sejam cortadas a laser. Certifique-se de que a crílico de 6 mm seja usada ou a moldura não se encaixe. Cortadores a laser usam um laser de alta energia para cortar material; uma loja profissional é preferida aqui.
- Veja https://www.thingiverse.com/Addme/designs todas as peças impressas em 3D. É importante que sejam utilizados os parâmetros de impressão especificados a cada peça. Observe que as impressoras 3D têm superfícies quentes e peças móveis, por isso use a ajuda de um profissional.
- Fabricar a parte da jaqueta de aquecimento, que é encontrada em https://www.thingiverse.com/Addme/designs. Se não houver acesso disponível às capacidades de fabricação, um aquecedor de silicone(Tabela de Materiais)pode ser adquirido com o suporte impresso 3D associado encontrado em https://www.thingiverse.com/Addme/designs.

Figura 1: Impressora 3D de derretimento de fabricação aditiva (ADDME). (A)Renderização gerada por computador da impressora. (B)Fotografia de uma impressora acabada. Clique aqui para ver uma versão maior deste valor.
{kind=link}
2. Montagem de quadros
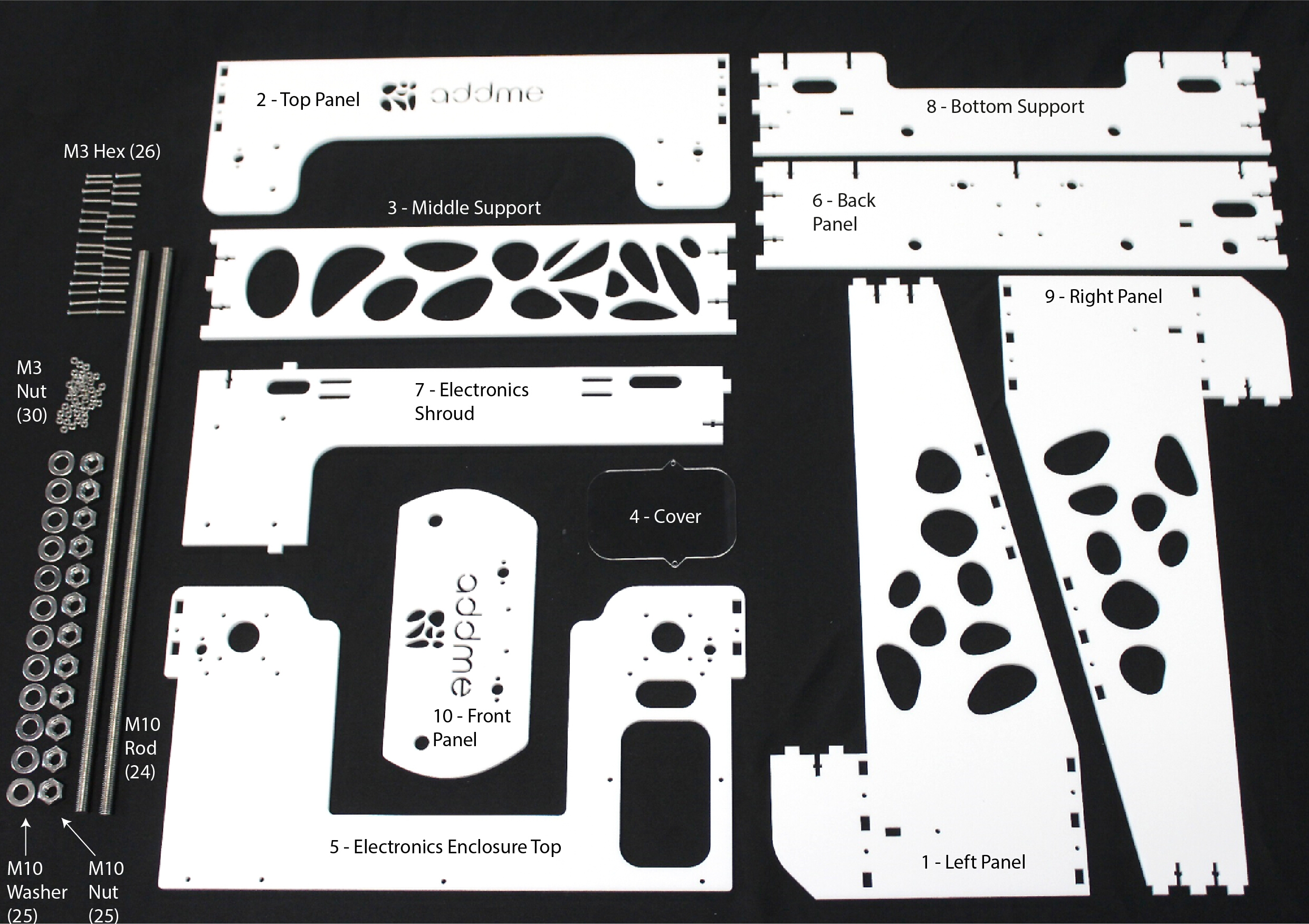
NOTA: As peças mostradas na Figura 2 são necessárias para terminar o conjunto do quadro. A estrutura da impressora 3D de extrusão derretida é mantida unida por uma combinação de acrílico acrílico a laser de 6 mm e parafusos e porcas M3(Figura 3). A parte inferior da impressora é reforçada com uma vara roscada M10 e combinação de nozes.
- Junte as partes acrílicos 1-9 e coloque-as juntas na configuração mostrada na Figura 3A. Verifique os rótulos da figura para garantir que cada peça esteja localizada corretamente. Proteja com parafusos M3 e nozes na configuração mostrada na Figura 3C usando a tecla M3 Allen.
- Coloque a haste enfiada M10 através do propósito fez buracos nos membros acrílicos 6, 8 e 10. Proteja-os com lavadoras M10 e nozes, como mostrado na Figura 3B,D. Aperte com a chave de fenda variável.

Figura 2: Componentes necessários para montar o quadro. Clique aqui para ver uma versão maior deste valor.
{kind=link}

Figura 3: Montagem de quadros. (A)Quadro montado. (B) Uma vista explodida com peças acrílicas rotuladas e suporte a hastes enfiadas M10. (C)Uma visão explodida mostrando como cada parte acrílico está conectada umas às outras, usando parafusos M3 e nozes para manter a moldura unida. (D)Uma visão explodida mostrando como a haste roscada contém partes acrílicas 6, 8 e 9 junto com nozes E lavadeiras M10. Clique aqui para ver uma versão maior deste valor.
{kind=link}
3. Eixo Y e impressão submontagem de cama
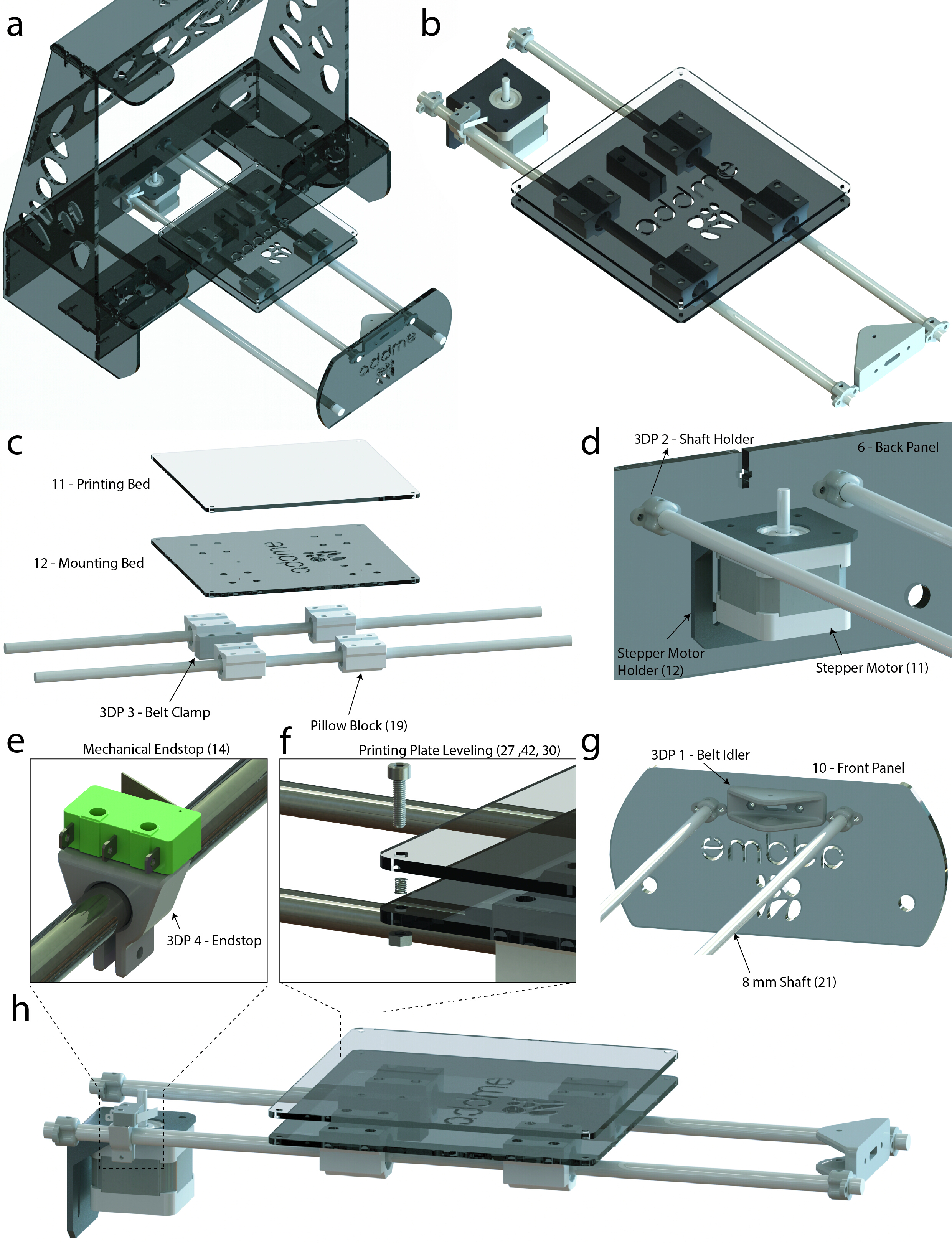
NOTA: As peças descritas na Figura 4 são necessárias para terminar o eixo Y e imprimir submontagem de cama. Todos os parafusos são vistos na Figura 4, e as ferramentas estão listadas na Tabela de Materiais.
- Usando as peças na Figura 4,monte a cabeça submontagem da cama de impressão de acordo com a Figura 5C.
- Deslize dois blocos de travesseiro (19) em cada eixo de 8 mm (21) de acordo com a Figura 5C. Deslize o endstop (3DP 4) em um dos eixos de 8 mm (21) e proteja o endstop mecânico (14) usando parafusos M2 e uma chave Allen de acordo com a Figura 5E.
- Proteja todos os quatro blocos de travesseiro (19) na cama de montagem (parte acrílico 12) usando os parafusos M4 e a chave Allen(Figura 5C). Segure o grampo da correia (3DP 3) na cama de montagem (parte acrílico 12) usando os parafusos M3 e a chave Allen(Figura 5C). Segure a cama de impressão (parte acrílico 11) na cama de montagem (12) (Figura 5C) usando o parafuso M3, castanha e arranjo de mola de acordo com a Figura 5F.
- Proteja as peças restantes da Figura 4 para o quadro de acordo com a Figura 5D,G.
- Proteja dois dos suportes do eixo (3DP 2) tanto para o painel traseiro (parte acrílico 6) quanto para o painel frontal (parte acrílico 10) usando os parafusos M2 e a chave Allen de acordo com a Figura 5D,G,respectivamente.
- Proteja o porta-passo (12) no painel traseiro (parte acrílico 6) usando os parafusos M3 e a chave Allen(Figura 5D). Segure o motor stepper (11) ao porta-motor (12) usando os parafusos M3 e a chave Allen(Figura 5D). Segure o ocioso do cinto (3DP 1) no painel frontal (parte acrílica 10) usando os parafusos M3 e a chave Allen(Figura 5G).
- Coloque o subconjunto da cama de impressão na moldura combinando cada extremidade de um eixo de 8 mm (21) a um suporte de eixo (3DP 2) de acordo com a Figura 5A,D,G.
NOTA: Pode ser necessário soltar as lavadoras M12 no painel frontal (parte acrílico 10) para criar espaço para colocar o subconjunto da cama de impressão na moldura. - Finalmente, para completar o eixo Y e imprimir sub-montagem da cama, dane-se o ocioso para o ocioso do cinto (3DP 1) usando um parafuso M3, em seguida, fixar o ocioso dentado ao motor passo apertando o parafuso de grub M2 no dente ocioso com a chave M2 Allen. Deslize a correia (17) ao redor do ocioso (17) e com dentes ociosos (17) e entre no grampo da correia (3DP 3) para produzir tensão no cinto. Complete a seção apertando o grampo da correia (3DP 3) com a tecla M3 Allen.

Figura 4: Componentes necessários para montar o eixo Y e imprimir submontagemde cama. Clique aqui para ver uma versão maior deste valor.
{kind=link}

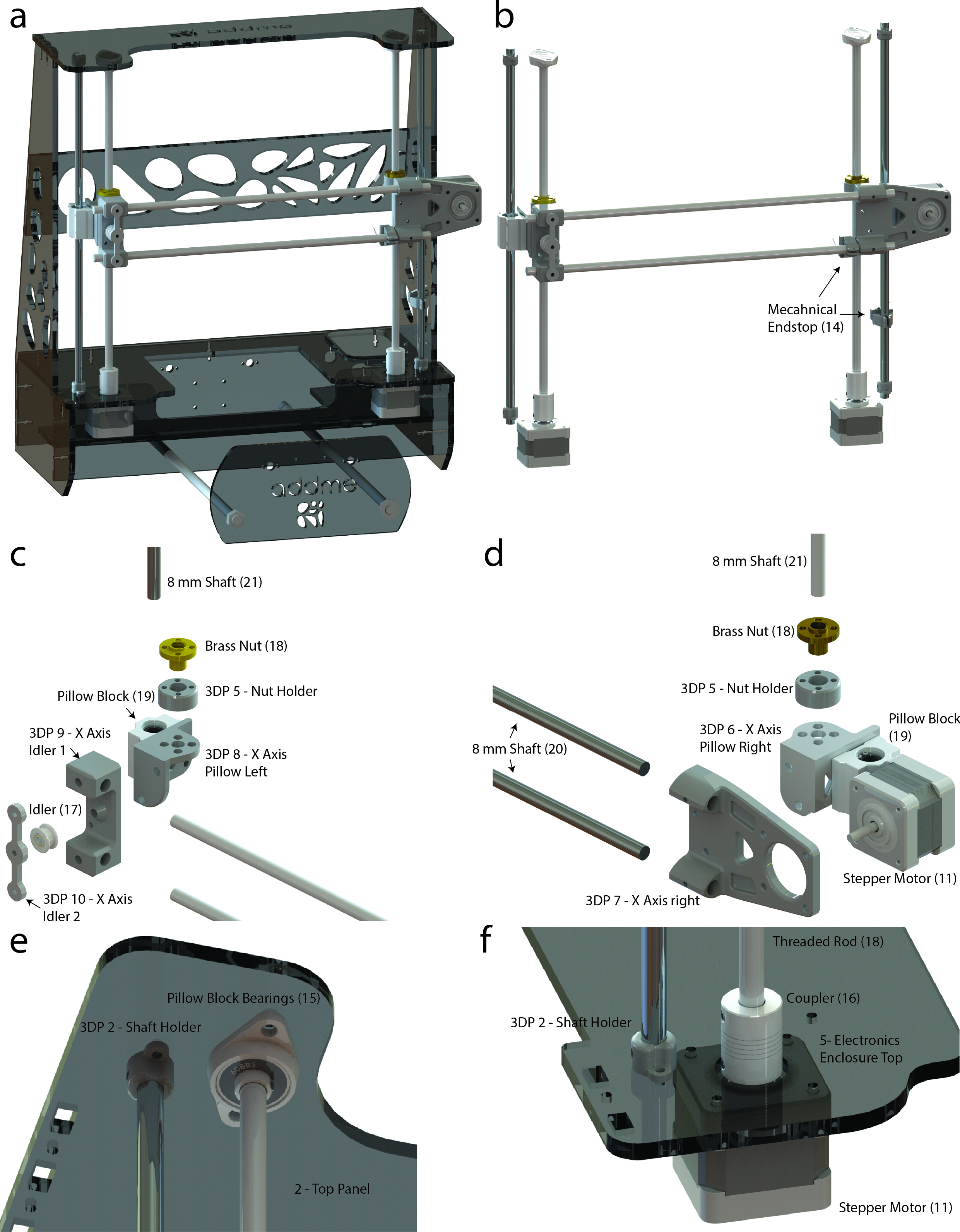
Figura 5: Impressora 3D de derretimento de fabricação aditiva (ADDME). (A)Renderização gráfica do quadro, eixo y e cama. (B)Renderização gráfica do eixo y e cama. (C)Vista explodida da submontagem da cama. (D) Visão rotulada mostrando como o eixo Y se conecta ao painel traseiro. (E)Visão ampliada da parada final mecânica. (F ) Visão explodida do sistema de nivelamento da mola da placadeimpressão. (G) Vista rotulada mostrando como o eixo Y se conecta ao painel frontal. (H)Visão lateral renderização gráfica do eixo y e cama. Clique aqui para ver uma versão maior deste valor.
{kind=link}
4. Submontagem do eixo X
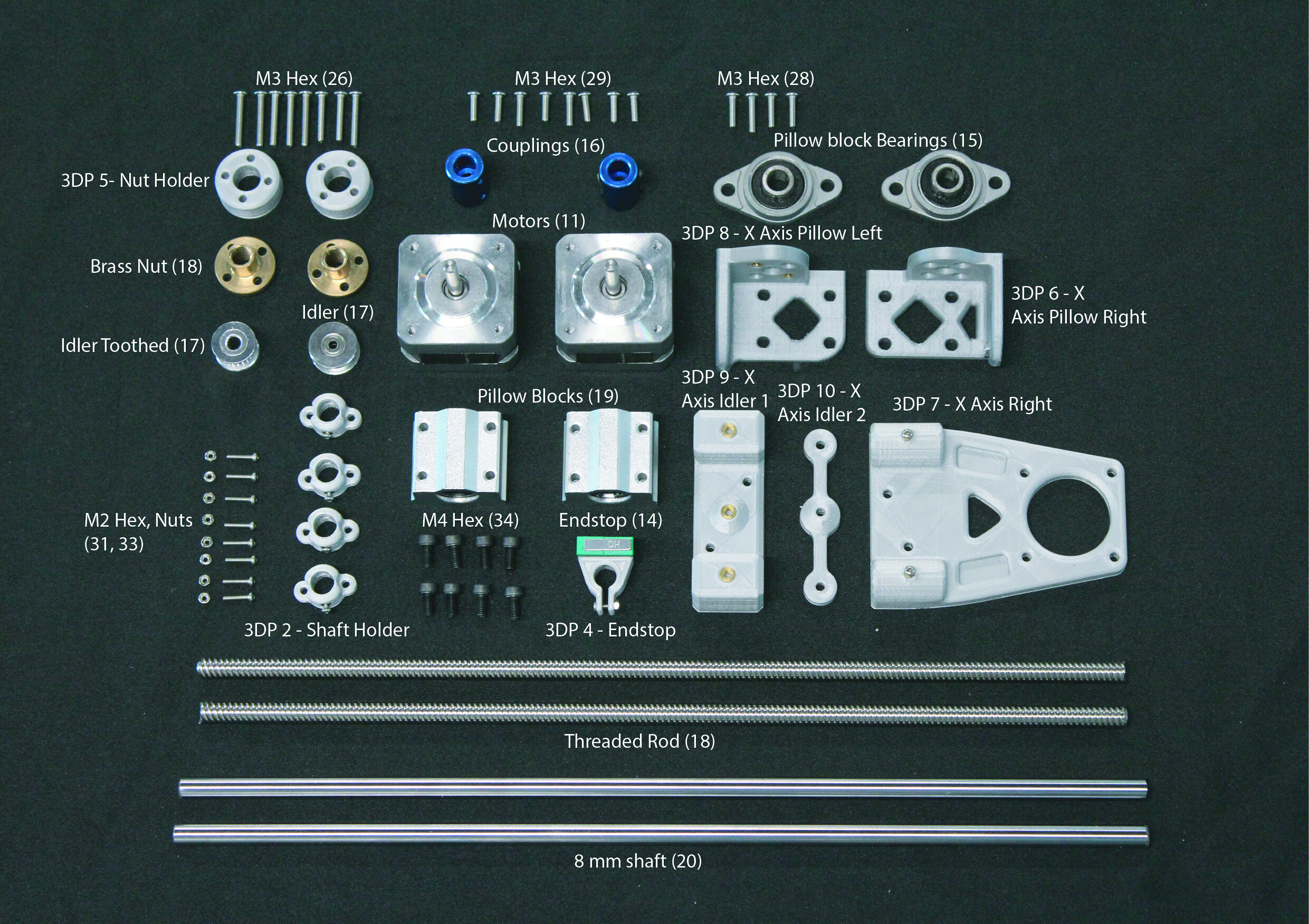
NOTA: As peças descritas na Figura 6 são necessárias para terminar o subconjunto do eixo X. Todos os parafusos são vistos na Figura 6, e as ferramentas estão listadas na Tabela de Materiais.
- Usando as peças na Figura 6,monte o lado esquerdo do subconjunto do eixo X de acordo com a Figura 7C.
- Coloque a porca de latão (18) dentro do suporte de porca (3DP 5) e proteja o travesseiro x-eixo à esquerda (3DP 8) usando os parafusos M3 e a chave Allen(Figura 7C).
- Segure o bloco de travesseiro (19) no travesseiro de eixo x à esquerda (3DP 8) usando os parafusos M4 e a chave Allen(Figura 7C). Proteja o ocioso do eixo X 1 (3DP 9) para o travesseiro de eixo x à esquerda (3DP 8) usando os parafusos M3 e a chave Allen(Figura 7C).
- Alinham os orifícios centrais do ocioso (17), ocioso do eixo x 1 (3DP 9) e o eixo x Idler 2 (3DP 10). Seguro usando os parafusos M3 e a chave Allen(Figura 7C). Usando as peças mostradas na Figura 6,monte o lado direito do subconjunto do eixo X de acordo com a Figura 7D.
- Coloque a porca de latão (18) dentro do suporte de porca (3DP 5) e proteja o travesseiro x-eixo direito (3DP 6) usando os parafusos M3 e a chave Allen(Figura 7D).
- Segure o bloco de travesseiro (19) no travesseiro x-eixo à direita (3DP 6) usando os parafusos M4 e a tecla Allen(Figura 7D). Segure o eixo x direito (3DP 7) para o travesseiro x-eixo direito (3DP 6) usando os parafusos M3 e a tecla Allen(Figura 7D). Segure o motor passo (11) para o eixo x direito (3DP 7) usando os parafusos M3 e a tecla Allen(Figura 7D).
- Enfie cada uma das hastes roscadas (18) em cada uma das nozes de latão (18) de acordo com a Figura 7B. Deslize dois dos eixos de 8 mm (20) em cada um dos blocos de travesseiro (19) verticalmente, e dois dos eixos de 8 mm (20) horizontalmente de acordo com a Figura 7B,C,D.
- Proteja as peças restantes da Figura 6 para o quadro de acordo com a Figura 7E,F.
- Proteja dois dos suportes do eixo (3DP 2) tanto para o painel superior (parte acrílico 2) quanto para o topo do gabinete eletrônico (parte acrílico 5) usando os parafusos M2 e a chave Allen(Figura 7E,F). Segure os rolamentos do bloco do travesseiro (15) no painel superior (parte acrílico 2) usando os parafusos M3 e a chave Allen(Figura 7E). Proteja os motores de passo (11) na parte superior do gabinete eletrônico (parte acrílico 5) usando os parafusos M3 e a chave Allen(Figura 7F).
NOTA: O acoplo (16) é um componente que foi projetado para conectar dois tamanhos diferentes do eixo. - Proteja o acoplador (16) sobre os eixos dos motores de passo (11) apertando o parafuso de enrosca inferior com a tecla M2 Allen(Figura 7F).
- Proteja dois dos suportes do eixo (3DP 2) tanto para o painel superior (parte acrílico 2) quanto para o topo do gabinete eletrônico (parte acrílico 5) usando os parafusos M2 e a chave Allen(Figura 7E,F). Segure os rolamentos do bloco do travesseiro (15) no painel superior (parte acrílico 2) usando os parafusos M3 e a chave Allen(Figura 7E). Proteja os motores de passo (11) na parte superior do gabinete eletrônico (parte acrílico 5) usando os parafusos M3 e a chave Allen(Figura 7F).
- Coloque o subconjunto do eixo X no quadro alinhando os eixos verticais de 8 mm com o suporte do eixo (3DP 2) e aperte usando os parafusos M2 e a tecla Allen(Figura 7E,F). Segure a haste roscada (18) na outra extremidade do acoplador (16) apertando o parafuso de grub superior com a tecla M2 Allen(Figura 7E,F).
NOTA: O painel superior (parte 2 acrílico) pode precisar ser temporariamente removido para que o subconjunto do eixo X possa caber no quadro.

Figura 6: Componentes necessários para montar o subconjunto do eixo X. Clique aqui para ver uma versão maior deste valor.
{kind=link}

Figura 7: Sub montagem do eixo X. a) Renderização gráfica do quadro e eixo x. bRenderização gráfica do eixo x. (c) Vista explodida do lado esquerdo do subconjunto. dVisão explodida do lado direito do subconjunto. (e)Vista rotulada mostrando como o eixo X se conecta ao painel superior. (f) Vista rotulada mostrando como o eixo x se conecta ao gabinete eletrônico. Clique aqui para ver uma versão maior deste valor.
{kind=link}
5. Submontagem de extrusão
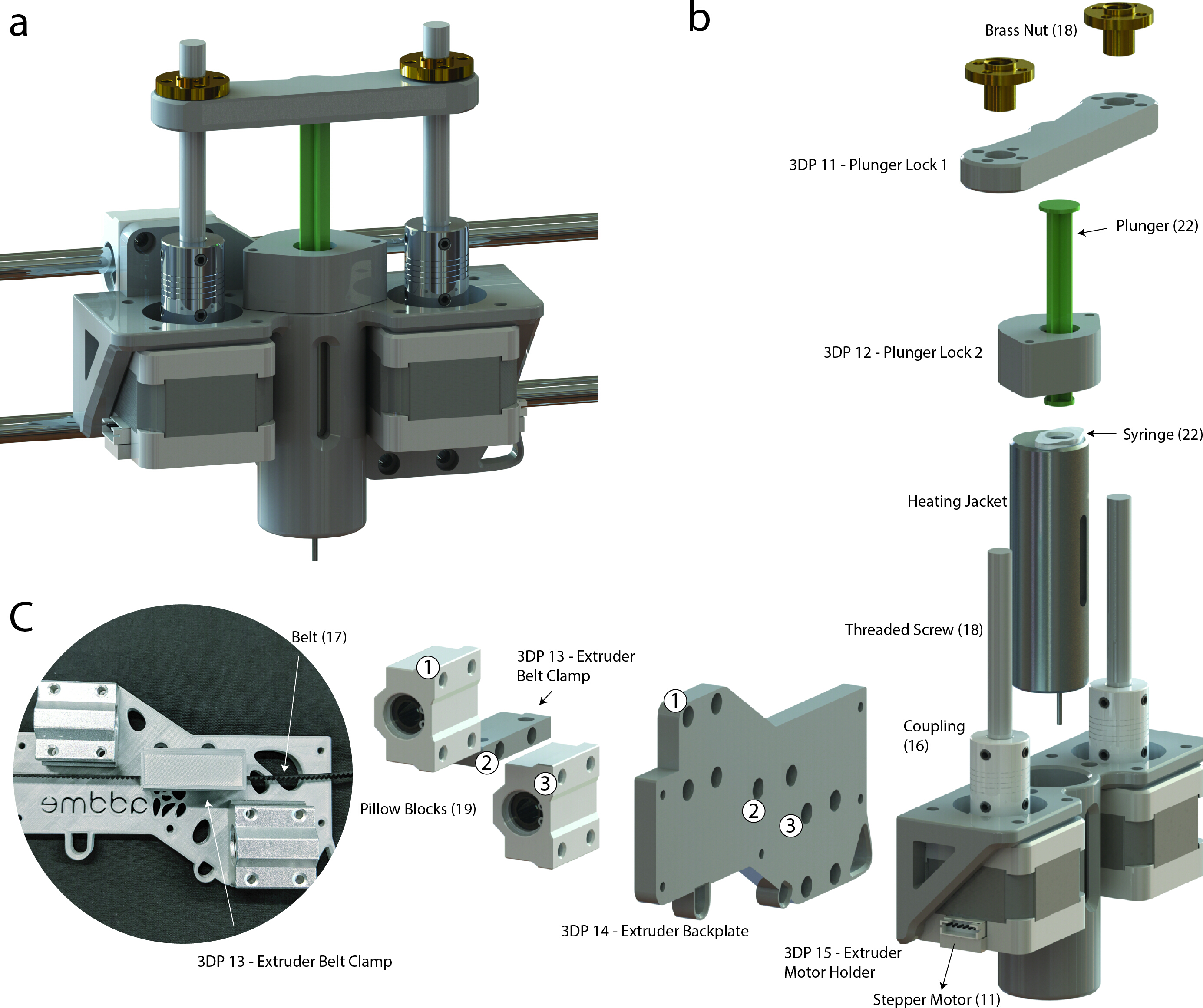
NOTA: A submontagem de extrusão utiliza um design motor de passo duplo para garantir que um alto nível de precisão seja alcançado através do equilíbrio de forças em cada lado do êmbolo. As peças descritas na Figura 8 são necessárias para terminar o subconjunto de extrusão.
- Reúna todas as peças mostradas na Figura 8 e monte a cabeça de extrusão de acordo com a Figura 9.
NOTA: A Figura 9B é uma visão explodida do subconjunto extruder que mostra como cada componente se encaixa. As seguintes etapas explicam como isso é feito. Todos os parafusos são vistos na Figura 8, e as ferramentas estão listadas na Tabela de Materiais.- Segure os dois blocos de travesseiro (19) na placa traseira extruder (3DP 14) usando os parafusos M4 e a chave Allen(Figura 9B). Segure o grampo da correia extrusor (3DP 13) na placa traseira extrusora (3DP 14) entre os blocos de travesseiros (19) usando os parafusos M3 e a chave Allen(Figura 9B).
- Segure a placa traseira extrudar (3DP 14) ao porta-motor extruder (3DP 15) usando os parafusos de hex amassado M3 e a chave Allen(Figura 9B). Segure os dois motores de passo (11) no porta-motor extruder (3DP 15) usando os parafusos de hexaete M3 e a chave Allen(Figura 9B).
NOTA: O acoplo (16) é um componente que foi projetado para conectar dois tamanhos diferentes do eixo. - Proteja os acoplamentos (16) sobre os eixos dos motores de passo (11) apertando o parafuso de enrosca inferior com uma chave M2 Allen(Figura 9B). Segure o parafuso roscado (18) dentro dos acopladores (16) apertando o parafuso de grub superior(Figura 9B).
- Deslize a jaqueta de aquecimento ou o aquecedor de silicone para o suporte do motor extrusor (3DP 15) de acordo com a Figura 9B. Segure as porcas de latão (18) dentro do bloqueio de êmbolo 1 (3DP 11) usando os parafusos M3 e a chave Allen.
- Monte a cabeça de extrusão no eixo x de acordo com a Figura 9A.
- Deslize os eixos de 8 mm encontrados no eixo X para os blocos de travesseiro (19) na cabeça do extrusor de acordo com a Figura 9A.
- Enrole a correia de acionamento (17) através do ocioso (17) e ocioso dentário (17) localizado nos conjuntos esquerdo e direito do eixo X e proteja o cinto de acionamento (17) no grampo da correia extrusora (3DP 13) usando os parafusos de hexase M3 e chave Allen(Figura 9C).

Figura 8: Componentes necessários para montar o extrusor. Clique aqui para ver uma versão maior deste valor.
{kind=link}

Figura 9: Submontagem extruder. (A)Renderização gráfica do subconjunto extruder. (B)Vista explodida mostrando componentes extrusor. Clique aqui para ver uma versão maior deste valor.
{kind=link}
6. Eletrônicos e fiação
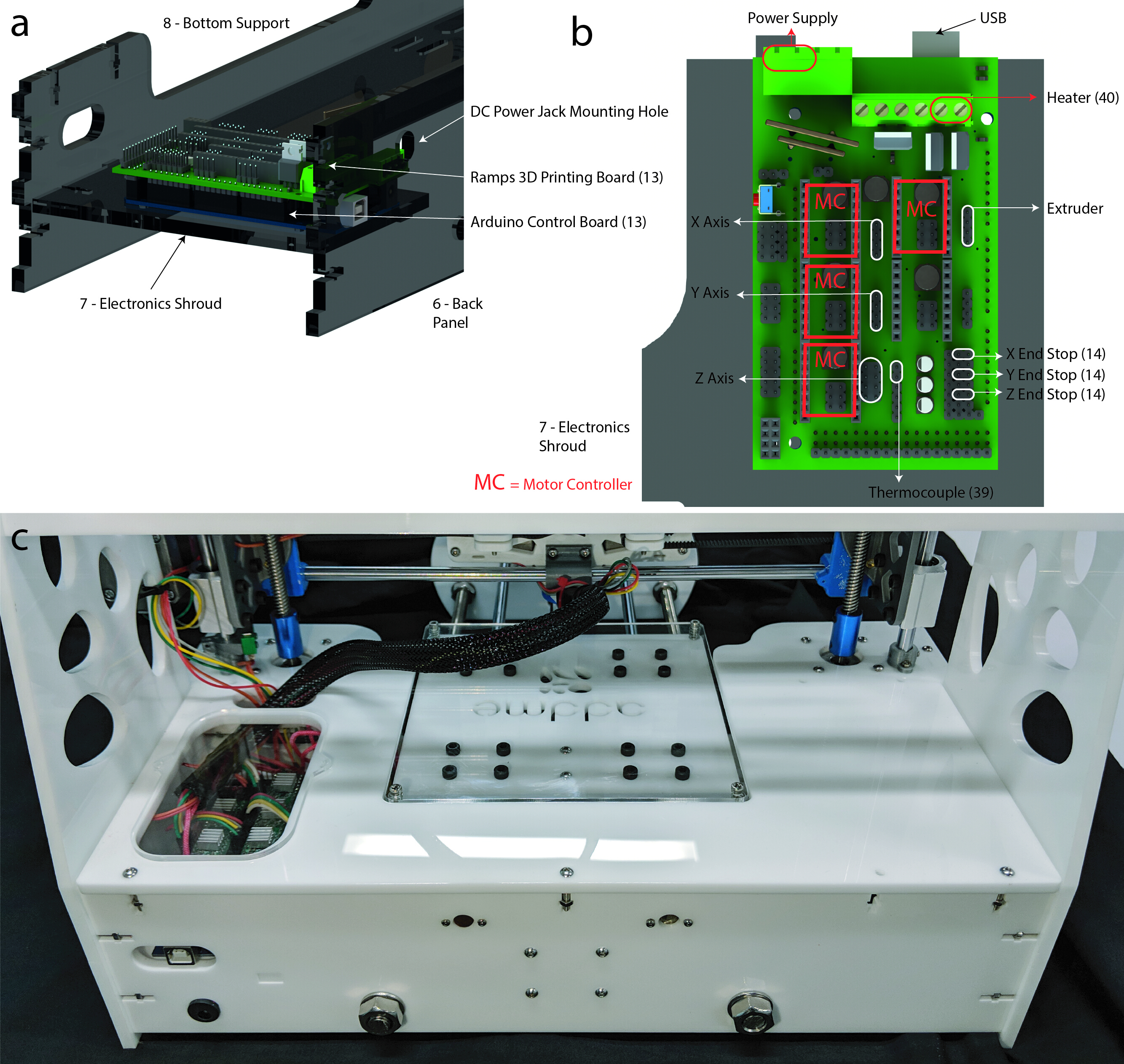
- Monte o Arduino em acrílico parte 7 (mortalha eletrônica, mostrada na Figura 10A) com parafusos de hex M3 usando uma tecla M3 Allen. Insira uma placa de rampas em cima da placa Arduino orientada como mostrado na Figura 10A,B com o plugue USB voltado para a parte acrílico 6 (painel traseiro).
- Monte a tomada de alimentação DC na parte acrílico 6 (painel traseiro, como mostrado na Figura 10A) e conector à fonte de alimentação na Figura 10B. Conecte os controladores motores, motores de passo, paradas finais, aquecedor e termocasal aos respectivos pinos (Figura 10B).

Figura 10: Eletrônica. (A)Renderização gráfica do local de montagem da placa de controle eletrônico. (B) O diagrama de conexão de componentes elétricos e motores à placa de impressão 3D [Jos Hummelink (grabcab.com) forneceu os arquivos Arduino e Ramps CAD.. (c) Imagem da fiação acabada. Fios podem ser vistos liderando da placa rampas, depois para a cabeça de extrusão e motores de eixo x/y. Clique aqui para ver uma versão maior deste valor.
{kind=link}
7. Software, controle e calibração
NOTA: Para obter instruções mais detalhadas e informações de solução de problemas, consulte https://reprap.org/wiki/RAMPS_1.4.
- Baixe firmware de http://marlinfw.org/meta/download/.
- Instale https://www.repetier.com/repetidor.
- Substitua a configuração do arquivo .no firmware encontrado em https://www.thingiverse.com/Addme/designs.
- Definir a taxa de buad em repetidor para 112500 navegando (em repetidor) para Configurar | Configurações da impressora | Conexão | Taxa baud: 115200.
- Clique no ícone Connect em repetidor.
- Uma vez conectado, o controle total sobre a impressora é alcançado. Navegue até o Controle Manual para mover a cama de impressão e tente definir a temperatura.
ATENÇÃO: Certifique-se de que a temperatura máxima da seringa ou componentes de habitação não seja excedida (veja a discussão para mais informações). Embora os motores de passo saem de potência limitada, o movimento do eixo apresenta um risco mecânico.
NOTA: Nesta fase há uma impressora totalmente operacional. Na seção a seguir (seção 8), o procedimento para obter a impressora pronta para impressão 3D é descrito.
8. Preparação para impressão 3D
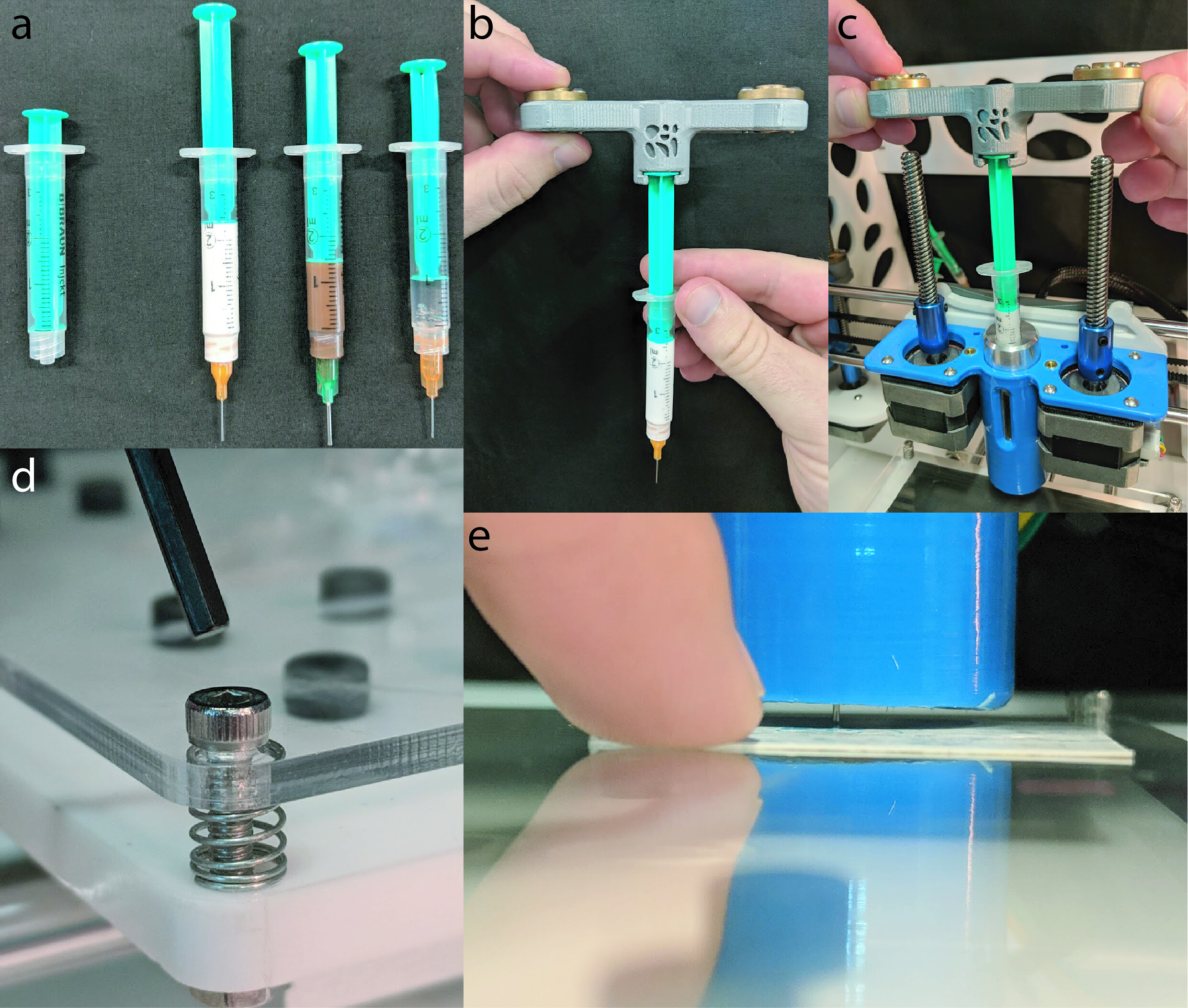
- Carregue uma seringa de 2 mL com o material desejado, como creme viscoso, chocolate ou plurônico(Figura 11A).
- Para colocar a seringa na cabeça de extrusão, comece inserindo a seringa na trava do êmbolo 1 (3DP 11, Figura 11B). Em seguida, insira a seringa na jaqueta de aquecimento enquanto gira cuidadosamente os parafusos roscados(Figura 11C).
- Opcional: se a cama não foi nivelada, é necessário nivelá-la. Mova a cabeça de impressão para a esquerda e para a direita, em seguida, para cima e para baixo, e verifique se a distância entre a cama e o bico de seringa é consistente. Deslize um pedaço de papel entre a seringa e a cama e sinta o atrito (Figura 11E), em seguida, use a tecla M3 Allen (Figura 11D) para ajustar o nível da cama, se necessário.
- Opcional: se o material escolhido precisa ser aquecido, faça isso agora. Navegue até a guia Controle Manual em repetidor e ajuste a temperatura ao nível desejado.

Figura 11: preparação para impressão 3D. (A) Uma seringa de 2 mL carregada com creme viscoso (da esquerda para a direita) (150 mL, creme de mão nivea), chocolate (Cadbury, leite simples) e F-127 Plurônico (Sigma Aldrich). (B) Êmbolo sendo inserido no bloqueio do êmbolo 1 (3DP 11). (C) Mostrado é uma seringa sendo inserida na jaqueta de aquecimento, enquanto os parafusos roscados estão pegando nas nozes de latão. (D) Mostrado é uma chave Allen prestes a ser inserida no parafuso de hexalo M3 retido, permitindo que o nível seja ajustado. (E)Um cartão de visita é então deslizado a seringa para verificar a distância entre a cama e a seringa. Clique aqui para ver uma versão maior deste valor.
{kind=link}
Access restricted. Please log in or start a trial to view this content.
Resultados
O desempenho do ADDME durante a impressão 3D foi avaliado utilizando um creme viscoso (150 mL, creme de mão nivea), chocolate (Cadbury, leite simples) e F-127 Plurônico (Sigma Aldrich). O creme viscoso e o chocolate foram usados como está, e o Plurônico foi dissolvido em uma solução de 20% wt com água ultrapura e armazenado refrigerado a 5 °C até a necessidadede 14,15.
Access restricted. Please log in or start a trial to view this content.
Discussão
Este protocolo fornece instruções detalhadas para a construção de uma impressora 3D baseada em extrusão de baixo custo. A construção da impressora 3D pode ser dividida em subseções, incluindo quadro, eixo y/cama, eixo x, extrusor, eletrônicos e software. Essas subseções são apresentadas com diagramas detalhados, desenhos, arquivos e listas de peças. O preço total de uma impressora ADDME 3D chega a US$ 343 AUD (US$ 245 a partir de 17/01/2019), tornando esta a impressora 3D de derretimento mais barata, basea...
Access restricted. Please log in or start a trial to view this content.
Divulgações
Os autores não têm nada para divulgar.
Agradecimentos
Esta pesquisa não recebeu nenhuma subvenção específica de agências de financiamento nos setores público, comercial ou sem fins lucrativos. Agradecimentos especiais a Florian Schmittner, Sandro Gorka, Gurinder Singh, Vincent Tran e Dominik Vu por sua contribuição em um protótipo anterior do projeto.
Access restricted. Please log in or start a trial to view this content.
Materiais
| Name | Company | Catalog Number | Comments |
| 15 W 12V DC 50x100mm Flexible Silicon Heater | Banggood | 1280175 | Optional; AU$4.46 |
| 3D Printer | Lulzbot | https://download.lulzbot.com/ | |
| 3D Printer | Ultimaker | Ultimaker 2+ | |
| AC 100-240V to DC 12V 5A 60W Power Supply | Banggood | 994870 | AU$12.7 |
| Acrylic Sheet White Continuous Cast 1200x600mm | Mulford Plastics | AU$36.95 | |
| Allen Keys | Metric | ||
| Arduino MEGA2560 R3 with RAMPS 1.4 Controller | Geekcreit | 984594 | AU$28.91 |
| Carbon Steel Linear Shaft 8mm x 350mm | Banggood | 1119330 | AU$13.44 |
| Carbon Steel linear Shaft 8mm x 500mm | Banggood | 1276011 | AU$19.42 |
| Chocolate | Cadbury | ||
| Computer with internet access | Dell | ||
| Coupler 5-8mm | Banggood | 1070710 | AU$6.93 |
| Hand Cream | Nivea | 80102 | |
| Heating Cartridge | Creality 3D | 1192704 | AU$4.75 |
| K Type Temperature Sensor Thermocouple | Banggood | 1212169 | AU$2.37 |
| Laser Cutter | trotec | Speedy 300 | https://www.troteclaser.com/ |
| M10 1mm Pitch Thread Metal Hex Nut + Washer | UXCELL | AU$8.84 | |
| M10 1mm Pitch Zinc Plated Pipe 400mm Length | UXCELL | AU$11.62 | |
| M2 - 0.4mm Internal Thread Brass Inserts | Ebay | AU$5.65 | |
| M2 Nuts | Suleve | 1239291 | AU$9.17 |
| M2 x 10 mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M2 x 5mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M3 - 0.5mm Internal Thread Brass Inserts | Suleve | 1262071 | AU$7.5 |
| M3 Nuts | Suleve | 1109208 | AU$7.85 |
| M3 Washer | Banggood | 1064061 | AU$3.05 |
| M3 x 10mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 20mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 6mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 8mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M4 x 8mm Button Hex Screws | Suleve | 1273210 | AU$4.32 |
| Needle Luer Lock 18 - 27 Gauge | Terumo | TGA ARTG ID: 130227 | AU$3.57 |
| NEMA 17 Stepper Motor | Casun | 42SHD0001-24B | AU$54 |
| NEMA Stepper Motor Mounting Bracket | Banggood | ptNema17br90 | AU$4.79 |
| Pillow Block Flange Bearing 8mm | Banggood | KFL08 | AU$5.04 |
| PLA Filament | Creality 3D | 1290153 | AU$24.95 |
| Pluronic F127 | Sigma Aldrich | P2443-250G | |
| SC8UU 8mm Linear Motion Ball Bearing | Toolcool | 935967 | AU$21.6 |
| SG-5GL Micro Limit Switch | Omron | 1225333 | AU$4.5 |
| Soldering Station | Solder, Wires, Heat shrink e.c.t. | ||
| Spring | Banggood | 995375 | AU$2.53 |
| Syringe 3ml Luer Lock Polypropylene | Brauhn | 9202618N | AU$3.14 |
| Timing Pulley GT2 20 Teeth and Belt Set | Banggood | 10811303 | AU$11.48 |
| Trapezoidal Lead Screw and Nut 8mm x 400mm | Banggood | 1095315 | AU$29.02 |
| Variable Spanner |
Referências
- Brettel, M., Friederichsen, N., Keller, M., Rosenberg, M. How Virtualization, Decentralization and Network Building Change the Manufacturing Landscape: An Industry 4.0 Perspective. World Academy of Science, Engineering and Technology International Journal of Information and Communication Engineering. 8 (1), (2014).
- Gilchrist, A. Introducing Industry 4.0. Industry 4.0. , 195-215 (2016).
- Petrick, I. J., Simpson, T. W. 3D Printing Disrupts Manufacturing: How Economies of One Create New Rules of Competition. Research-Technology Management. 56 (6), 12-16 (2013).
- Wong, K., Hernandez, A. A Review of Additive Manufacturing. ISRN Mechanical Engineering. 10, (2012).
- Lanaro, M., Desselle, M. R., Woodruff, M. A. 3D Printing Chocolate: Properties of Formulations for Extrusion, Sintering, Binding and Ink Jetting. Fundamentals of 3D Food printing and Applications. , (2018).
- Godoi, F. C., Prakash, S., Bhandari, B. R. 3d printing technologies applied for food design: Status and prospects. Journal of Food Engineering. 179, 44-54 (2016).
- Stansbury, J. W., Idacavage, M. J. 3D printing with polymers: Challenges among expanding options and opportunities. Dental Materials. 32 (1), 54-64 (2016).
- Zhu, W., Ma, X., Gou, M., Mei, D., Zhang, K., Chen, S. 3D printing of functional biomaterials for tissue engineering. Current Opinion in Biotechnology. 40, 103-112 (2016).
- Lanaro, M., Booth, L., Powell, S. K., Woodruff, M. A. Electrofluidodynamic technologies for biomaterials and medical devices: melt electrospinning. Electrofluidodynamic Technologies (EFDTs) for Biomaterials and Medical Devices. , 37-69 (2018).
- Malone, E., Lipson, H. Fab@Home: the personal desktop fabricator kit Article information. Rapid Prototyping Journal. 13 (4), 245-255 (2007).
- Vilbrandt, T., Malone, E., Lipson, H., Pasko, A. Universal Desktop Fabrication. Heterogeneous Objects Modelling and Applications. , 259-284 (2008).
- Jones, R., et al. RepRap-the replicating rapid prototyper. Robotica. 29, 177-191 (2011).
- Lanaro, M., et al. 3D printing complex chocolate objects: Platform design, optimization and evaluation. Journal of Food Engineering. , (2017).
- Wu, W., DeConinck, A., Lewis, J. A. Omnidirectional Printing of 3D Microvascular Networks. Advanced Materials. 23 (24), H178-H183 (2011).
- Paxton, N., Smolan, W., Böck, T., Melchels, F., Groll, J., Jungst, T. Proposal to assess printability of bioinks for extrusion-based bioprinting and evaluation of rheological properties governing bioprintability. Biofabrication. 9 (4), 044107(2017).
Access restricted. Please log in or start a trial to view this content.
Reimpressões e Permissões
Solicitar permissão para reutilizar o texto ou figuras deste artigo JoVE
Solicitar PermissãoThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Todos os direitos reservados