
A subscription to JoVE is required to view this content. Sign in or start your free trial.
Method Article
עיצוב של מקור פתוח, ביודיו בעלות נמוכה ומזון נמס ההבלטה מדפסת תלת-ממד
In This Article
Summary
מטרת העבודה היא לעצב ולבנות מדפסת תלת מימדית מבוססת-מאגר, העשויה מרכיבים בעלי מקור פתוח ובעלות נמוכה עבור יישומים בתעשיות הדפוס הביו-רפואית והמזון.
Abstract
הדפסה תלת ממדית (3D) היא טכניקת ייצור פופולרית יותר ויותר המאפשרת אובייקטים מורכבים מאוד להיות מפוברק ללא עלות הקורה מחדש. הפופולריות הגוברת היא מונעת חלקית על ידי מחסומים נופלים לכניסה כגון עלויות הגדרת מערכת וקלות הפעולה. הפרוטוקול הבא מציג את העיצוב והבנייה של מדפסת הייצור של שחול תוסף (ADDME) תלת-ממד לייצור חלקים ורכיבים מותאמים אישית. הרכיב ADDME תוכנן עם שילוב של רכיבים תלת-ממדיים, מודפסים לייזר וממקורות מקוונים. הפרוטוקול מסודר למקטעים קלים למעקב, עם דיאגרמות מפורטות ורשימות חלקים תחת הכותרות של מסגור, ציר y ומיטה, ציר x, שחול, אלקטרוניקה ותוכנה. הביצועים של ADDME מוערכים באמצעות בדיקות שחול והדפסה תלת ממדית של עצמים מורכבים באמצעות שמנת צמיגה, שוקולד, ו-הריבוי של F-127 (מודל עבור ביודיו). התוצאות מצביעות על כך ש-ADDME היא פלטפורמה מסוגלת לייצור חומרים ובנייה לשימוש במגוון רחב של תעשיות. השילוב של דיאגרמות מפורטות ותוכן וידאו מאפשר גישה לציוד בעלות נמוכה, קל לתפעול עבור אנשים המעוניינים בהדפסת תלת-ממד של אובייקטים מורכבים ממגוון רחב של חומרים.
Introduction
ייצור מוספים הוא טכנולוגיית ייצור רבת עוצמה, שיש לה פוטנציאל לספק ערך משמעותי לנוף התעשייתי1,2. התכונות האטרקטיביות של הייצור הכולל אינן כרוכות בעלויות החריטת, רמות גבוהות של התאמה אישית, גאומטריות מורכבות וחסימות מופחתות לעלויות כניסה. אין עלויות הנוסע מחדש מאפשרים ייצור מהיר של אב טיפוס, אשר רצוי כאשר מנסים להקטין את "זמן לשוק", שהוא מטרה קריטית של תעשיות מדינות מפותחות מנסה להישאר תחרותי נגד מתחרים בעלי שכר נמוך1. רמות גבוהות של יכולת ההתאמה האישית מאפשרות מגוון רחב של מוצרים להיות מפוברק עם גיאומטריות מורכבות. כאשר גורמים אלה משולבים עם עלויות נמוכות עבור הגדרת, חומרים, והתמחות המפעיל, יש ערך ברור של טכנולוגיות ייצור מוספים3.
ייצור מוספים, המכונה גם הדפסת תלת-ממד, כרוך בייצור של שכבה על-ידי האובייקט במחשב בשליטה מספרית (CNC) מערכת3. בניגוד לתהליכי CNC מסורתיים כגון טחינה, שבה החומר מוסר מגיליון או מבלוק של חומר, מערכת הדפסה תלת-ממדית מוסיפה חומר לתוך המבנה הרצוי שכבה-אחר-שכבה.
הדפסה תלת-ממדית ניתן להקל באמצעות מגוון שיטות כולל לייזר, flash, שחול או טכנולוגיות מתקדמות4. הטכנולוגיה הספציפית המועסקים קובע את הצורה של חומר גלם (כלומר, אבקה או להמיס), כמו גם את התכונות הרטיולוגית והתרמית הנדרשים לעיבוד5. שוק ההדפסה תלת-ממד המבוסס על-ידי שחול נשלט על-ידי מערכות מבוססות-חוט, הנובע מסיבים קלים לטיפול, תהליך, ומספקים ברציפות כמויות גדולות של חומר לראש ההבלטה. עם זאת, תהליך זה מוגבל על-ידי סוג החומר שניתן ליצור לסיבים (בעיקר תרמופלטיקה). רוב החומרים אינם קיימים בצורת פילמנט, והיעדר פלטפורמות בעלות נמוכה מודרנית בשוק מייצג פער בולט.
פרוטוקול זה מציג את הבנייה של מערכת שחול מבוסס-מאגר המאפשר חומרים להיות מאוחסן במזרק הבלטה באמצעות מחט. מערכת זו מתאימה באופן אידיאלי לייצור מגוון רחב של חומרים כולל מאכלים6, פולימרים7, ו ביואטיאריאלס8,9. יתר על כן, שיטות שחול מבוסס אגירה בדרך כלל פחות מסוכנים, נמוך בעלות, וקל יותר לפעול מאשר שיטות הדפסה תלת-ממד אחרות.
יש מספר גדל והולך של צוותי האוניברסיטה הובילו לעצב ושחרור מערכות הדפסה תלת-ממד מקור פתוח לציבור. החל מFab@Home שחול מבוססי מדפסת ב 200710,11, החוקרים שנועדו ליצור פלטפורמה פשוטה וזולה לנהוג התרחבות מהירה בטכנולוגיית הדפסה תלת-ממד ויישומים. מאוחר יותר בשנת 2011, פרוייקט RepRap שמטרתו ליצור פלטפורמת הדפסה תלת-ממדית מבוססת-חוט מעוצבת עם חלקים שבוצעו על-ידי הדפסה תלת-ממדית, עם המטרה ליצור מכונת שכפול עצמי12. העלות של מדפסות תלת-ממד כבר להפיל את השנים, מ $2300 USD עבור Fab@Home (2006), $573 USD עבור RepRap v1 (2005), ו $400 USD עבור v2 (2011).
בעבודה הקודמת, הדגמנו כיצד מערכת הדפסה מחוץ לעצמי 3D יכול להיות משולב עם מערכת מותאמת אישית המבוססת על מאגר ההבלטה כדי ליצור אובייקטים תלת-ממדיים מורכבים משוקולד13. חקירה בתכנון נוסף הראו כי חיסכון ניכר בעלויות ניתן להשיג בהשוואה לעיצוב אב טיפוס זה.
מטרת פרוטוקול זה היא לספק הוראות לבניית המדפסת בעלות נמוכה מבוסס מאגר ממיסים תלת-ממד שחול. להלן מוצגים דיאגרמות, ציורים, קבצים ורשימות רכיבים מפורטים כדי לאפשר בנייה ותפעול בהצלחה של מדפסת תלת-ממדית. כל הרכיבים מתארחים על הקוד הפתוח (לא מסחרי) פלטפורמה https://www.thingiverse.com/Addme/collections, אשר מאפשר למשתמשים לשנות או להוסיף תכונות נוספות כרצונך. שמנת צמיגה, שוקולד וצורת הריבוי של F-127 (מודל לביודיו) משמשות להערכת הביצועים של ADDME ולהדגים את היישום של המדפסת התלת-ממדית של ADDME לתעשיות הביו-רפואית והמזון.
חותך לייזר המסוגל לחתוך אקריליק ומדפסת שולחנית תלת-ממדית המסוגלת להדפיס מכונת PLA או ABS, נדרשות עבור פרוטוקול זה. מעיל חימום מאצ ומחסנית חימום או מחמם סיליקון ניתן להשתמש כדי לחמם את החומר, בהתאם לציוד המפעיל יש גישה. כל קבצי CAD ניתן למצוא ב https://www.thingiverse.com/Addme/designs. עבור קושחה ותוכנה לשלוט במדפסת תלת-ממד, http://marlinfw.org/meta/download/ ו- https://www.repetier.com/ מסופקים משאבים, בהתאמה. לקבלת הוראות מפורטות אודות לוח הבקרה, ראה https://reprap.org/wiki/RAMPS_1.4.
Access restricted. Please log in or start a trial to view this content.
Protocol
התראה: יש סיכון לכוויות הנגרמות על ידי אזיקי הלחמה חמים ומחסניות חימום. מחסנית חימום לא צריך להיות מופעל כאשר לא מאובטח בתוך המעיל חימום. קיים גם סיכון של צביטות או חתכים מציר המדפסת העובר בתלת-ממד.
1. סקירה והכנה
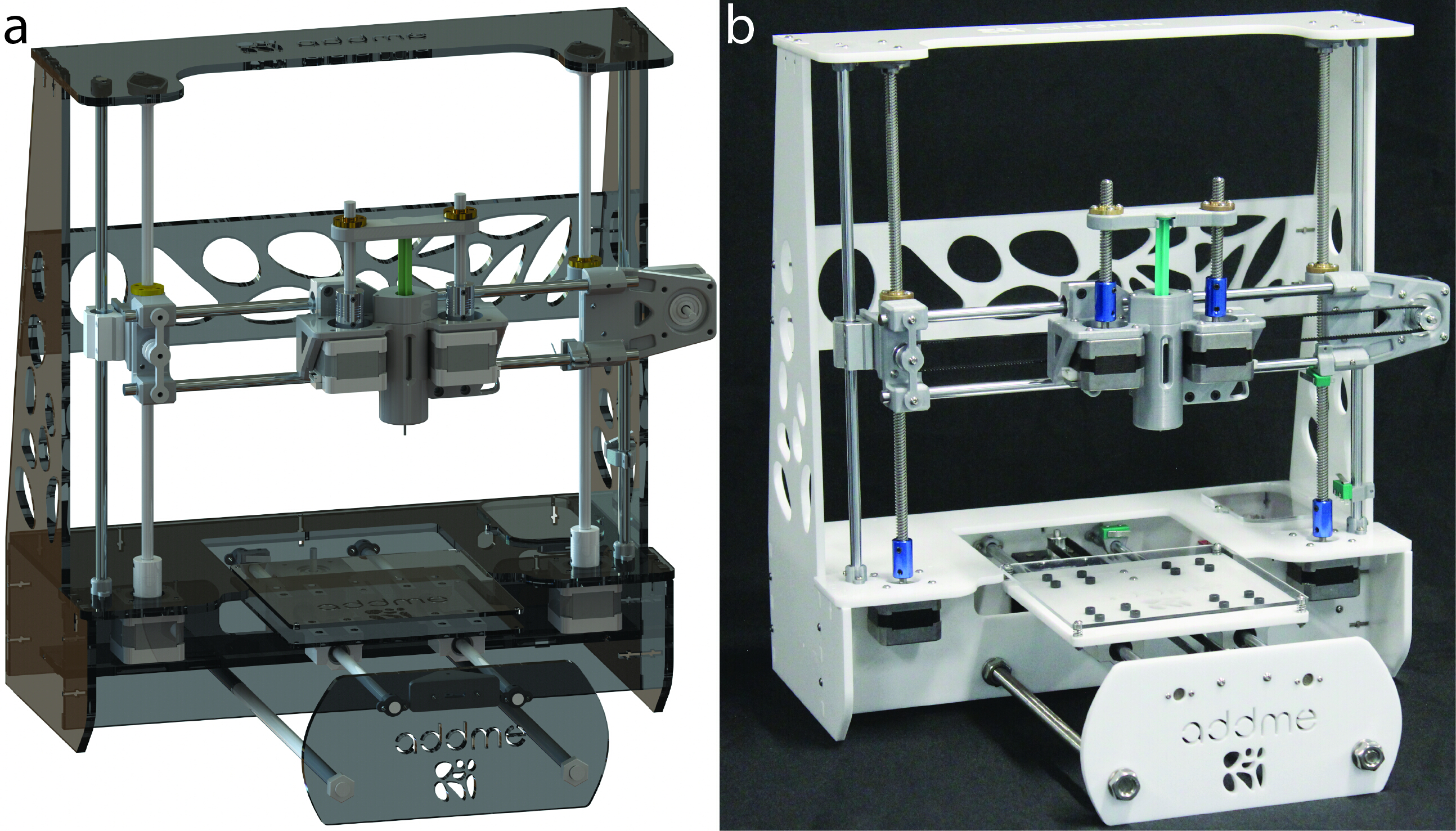
הערה: איור 1a מציג עיבוד ממוחשב שנוצר על-ידי המחשב ואיור 1B הוא תמונה של המדפסת הגמורה.
- להשיג את כל החלקים משולחן החומרים.
- ראה https://www.thingiverse.com/Addme/designs עבור כל חלקי אקריליק להיות חיתוך לייזר. יש לוודא כי משתמשים באקריליק 6 מ"מ או שהמסגרת לא תתאים. חותכי לייזר להשתמש בלייזר אנרגיה גבוהה כדי לגזור חומר; במקום מעדיפים חנות מקצועית.
- ראו https://www.thingiverse.com/Addme/designs לכל חלקי ההדפסה התלת-ממדיים. חשוב שנעשה שימוש בפרמטרי ההדפסה שצוינו עם כל אחד מהחלקים. שים לב כי מדפסות תלת-ממד כוללים משטחים חמים וחלקים נעים, לכן השתמש בעזרתו של איש מקצוע.
- מייצרים את החלק ז'קט חימום, אשר נמצא ב https://www.thingiverse.com/Addme/designs. אם אין גישה זמינה לייצור יכולות, מחמם סיליקון (טבלת חומרים) ניתן לרכוש עם בעל המודפס 3d משויך נמצא ב https://www.thingiverse.com/Addme/designs.

איור 1: מדפסת תלת-ממד המהווה תוסף ממיסים שחול (ADDME). (א) עיבוד שנוצר על-ידי המחשב של המדפסת. (ב) תצלום של מדפסת מוכנה. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}
2. מכלול מסגרת
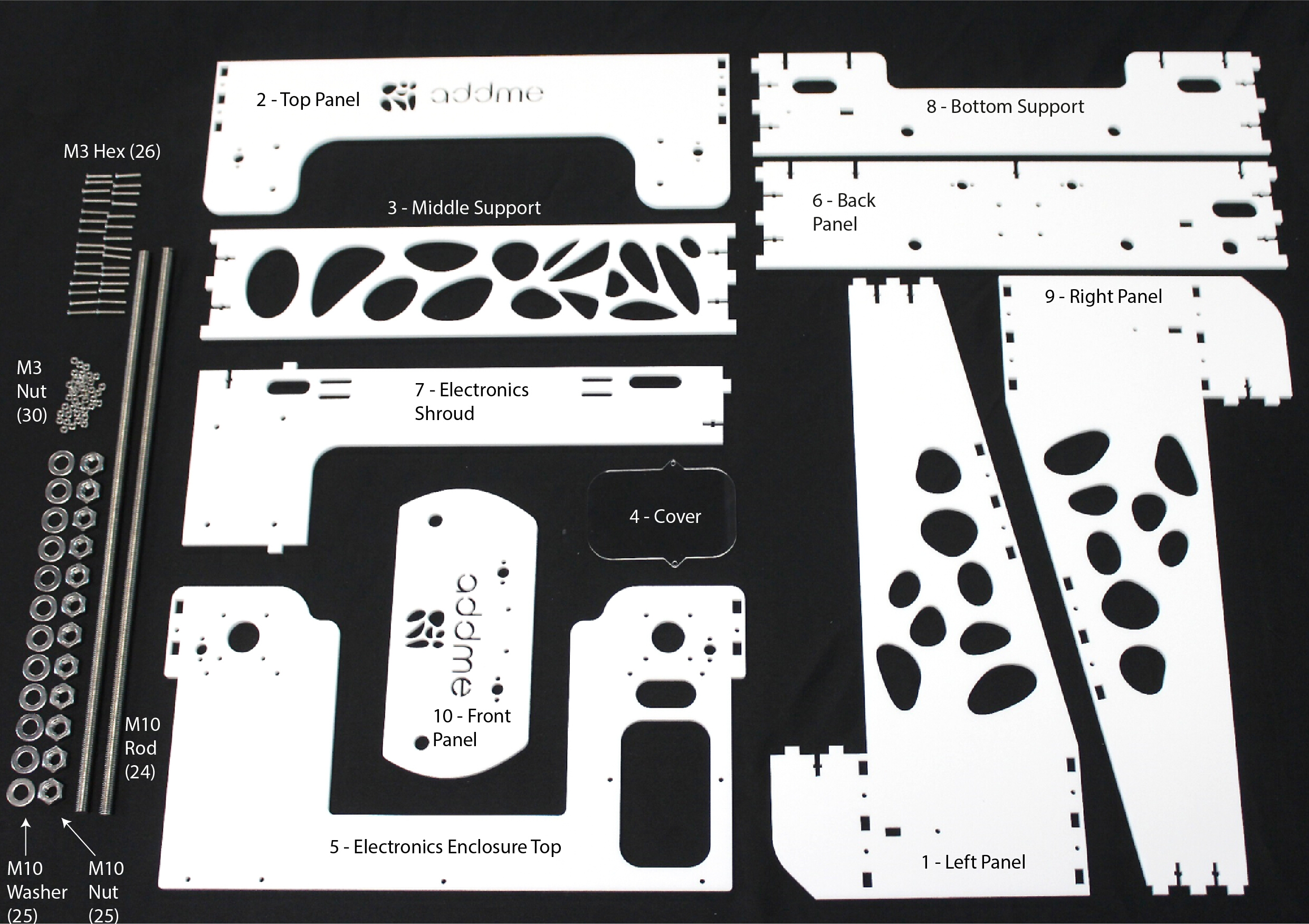
הערה: החלקים המוצגים באיור 2 נדרשים לסיים את מכלול המסגרות. המסגרת של המדפסת להמיס תלת-ממד שחול מוחזק יחד על ידי שילוב של 6 מ"מ לייזר לחתוך אקרילי ובריחים M3 ואגוזים (איור 3). החלק התחתון של המדפסת הוא התחזק יותר עם מוט הברגה M10 ושילוב אגוז.
- אסוף חלקים אקריליק 1 – 9 ומניחים אותם יחד לתוך התצורה המוצגת באיור 3א. בדוק את תוויות האיור כדי לוודא שכל אחד מהחלקים ממוקם כראוי. מאובטח עם ברגים ואגוזים M3 בתצורה המוצגת באיור 3C באמצעות המפתח m3 אלן.
- מניחים את המוט המשורשרת M10 דרך המטרה עשה חורים בחברים אקריליק 6, 8, ו -10. אבטח אותם עם M10 דיסקיות ואגוזים כפי שמוצג באיור 3B, D. הדקו בעזרת המשתנה.

איור 2: הרכיבים הנחוצים להרכבת המסגרת. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}

איור 3: הרכבת מסגרות. (A) התאספו מסגרת. (ב) תצוגה מופרדת עם חלקים אקריליק מתויג ותמיכה M10 מוטות הברגה. (ג) תצוגה מופרדת המציגה כיצד כל חלק אקרילי מחובר זה לזה, תוך שימוש בברגים ואגוזים של M3 כדי להחזיק את המסגרת ביחד. (ד) תצוגה מופרדת מראה כיצד מוט משורשר מחזיק חלקים אקרילי 6, 8, ו -9 יחד עם M10 אגוזים ודיסקיות. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}
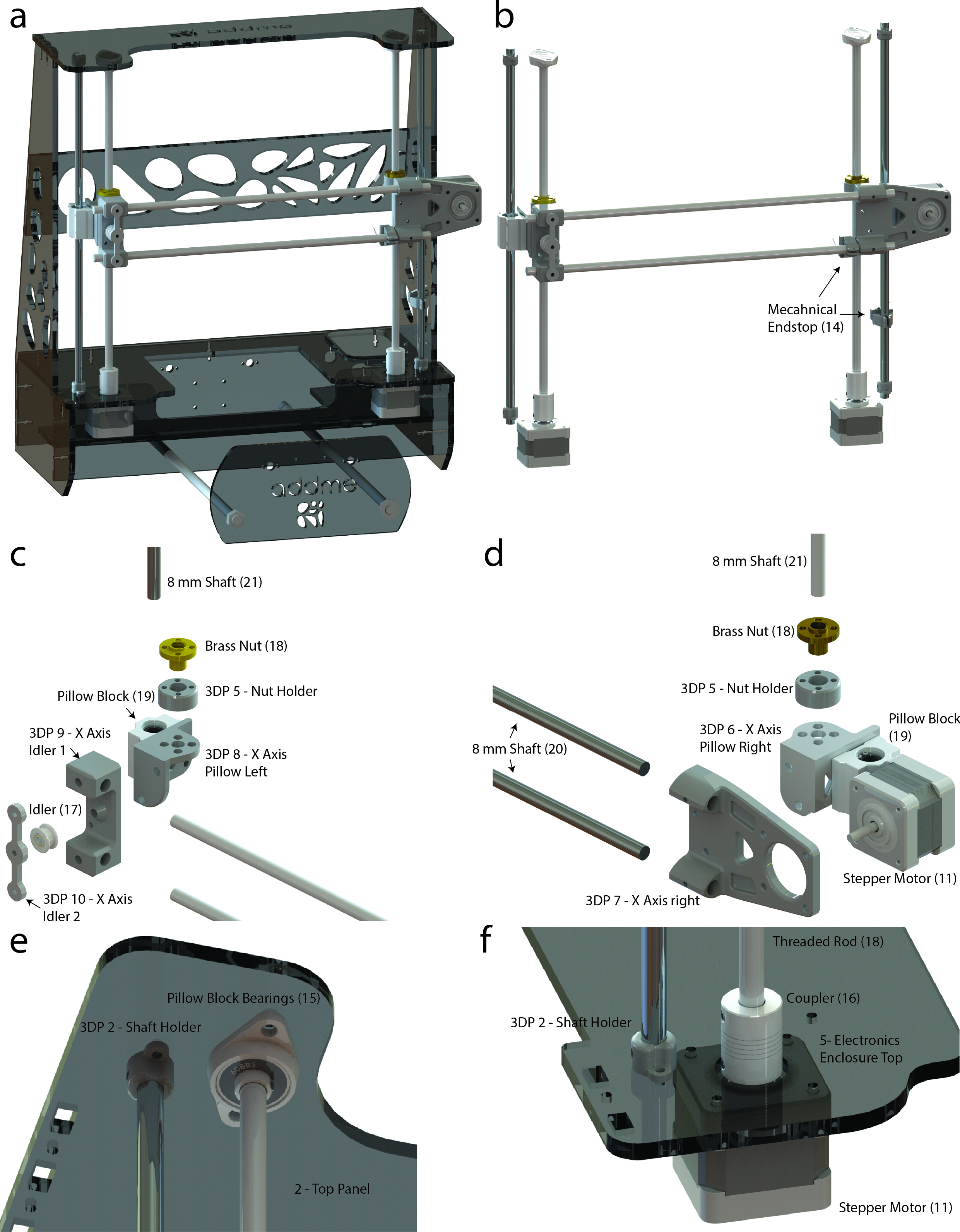
3. ציר Y ומיטת הדפסה תת-הרכבה
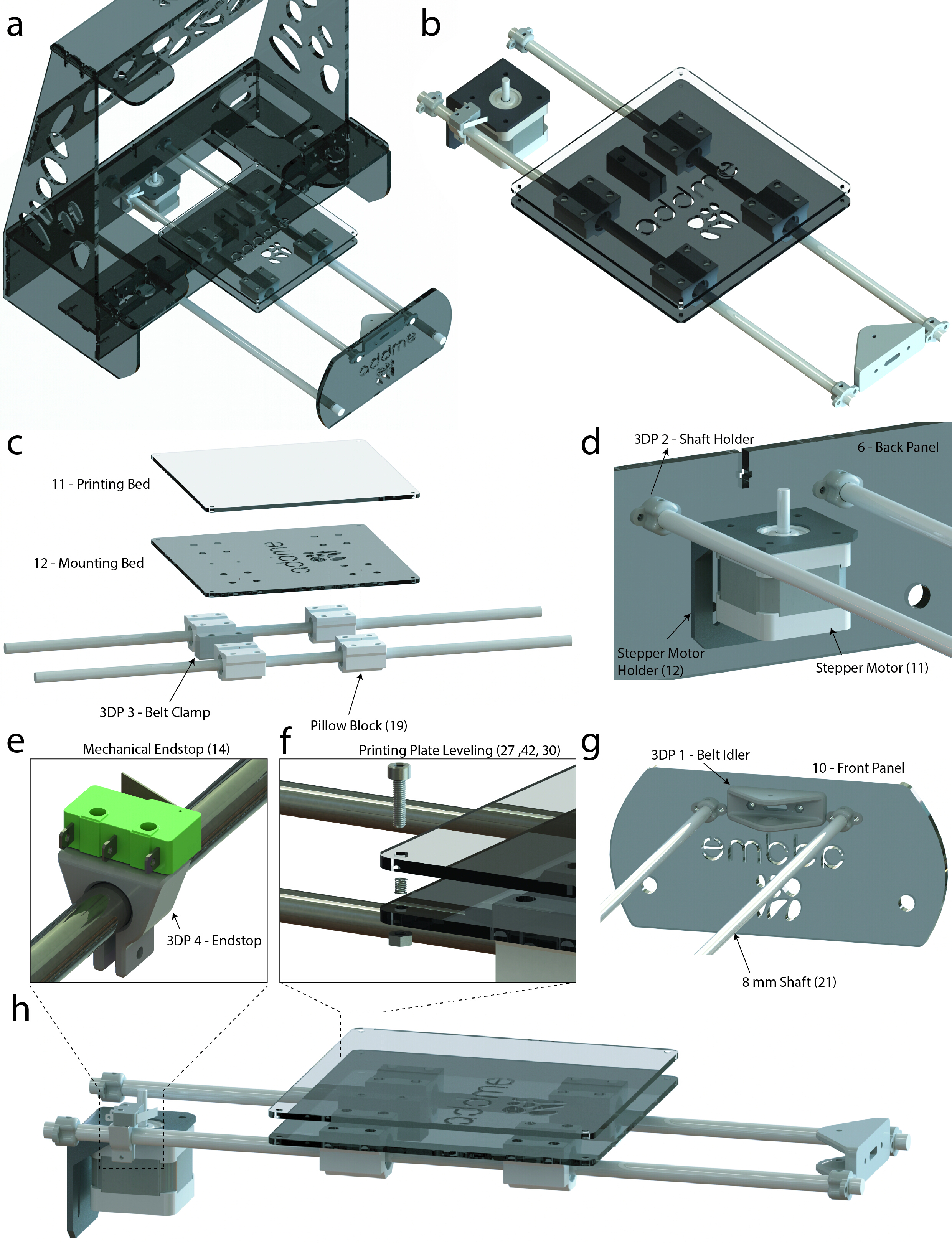
הערה: החלקים המתוארים באיור 4 נדרשים לסיים את הרכבת המשנה של ציר y ומיטת ההדפסה. כל הברגים נראים באיור 4, וכלים מפורטים בטבלת החומרים.
- באמצעות החלקים באיור 4, להרכיב את ראש ההרכבה מיטה ההדפסה לפי איור 5C.
- שקופית שתי גושי כריות (19) על כל ציר 8 מ"מ (21) לפי איור 5ג. החלק את ה-endstop (3DP 4) אל אחד מצירי 8 מ"מ (21) ולאבטח את endstop המכני (14) באמצעות ברגים M2 ומפתח אלן בהתאם לאיור 5E.
- לאבטח את כל ארבעת גושי כריות (19) אל המיטה הרכבה (חלק אקרילי 12) באמצעות ברגים M4 ו מפתח אלן (איור 5ג). אבטח את תפס החגורה (3DP 3) על המיטה הרכבה (חלק אקרילי 12) באמצעות ברגים M3 ומפתח אלן (איור 5ג). אבטחו את מיטת ההדפסה (חלק אקרילי 11) על המיטה המתקנת (12) (איור 5ג) שימוש בבורג הM3, אגוז, והסדר האביב לפי איור 5אף.
- אבטח את החלקים הנותרים מאיור 4 למסגרת בהתאם לאיור 5D, G.
- מאובטח שני מחזיקי פיר (3DP 2) ללוח האחורי (חלק אקרילי 6) ואת הלוח הקדמי (חלק אקרילי 10) באמצעות M2 ברגים ומפתח אלן על פי איור 5ד, G, בהתאמה.
- אבטח את מחזיק מנוע stepper (12) אל הלוח האחורי (חלק אקרילי 6) באמצעות ברגים M3 ומפתח אלן (איור 5ד). לאבטח את מנוע stepper (11) למחזיק מנוע stepper (12) באמצעות ברגים M3 ו-אלן מפתח (איור 5ד). Secure החגורה idler (3DP 1) אל הפאנל הקדמי (חלק אקרילי 10) באמצעות ברגים M3 ומפתח אלן (איור 5G).
- מניחים את מיטת ההדפסה sub-הרכבה לתוך המסגרת על ידי התאמת כל קצה של 8 מ"מ פיר (21) למחזיק פיר (3DP 2) על פי איור 5a, D, G.
הערה: ייתכן שיהיה צורך לשחרר את M12 דיסקיות בלוח הקדמי (חלק אקרילי 10) כדי ליצור מקום כדי למקם את ההרכבה משנה את מיטת ההדפסה לתוך המסגרת. - לבסוף, כדי להשלים את ציר y ואת המיטה הדפסה sub-הרכבה, לעזאזל idler לחגורה idler (3DP 1) באמצעות בורג M3, ולאחר מכן לאבטח את שיניים idler כדי מנוע stepper על ידי הידוק בורג לאכול M2 על שיניים idler עם מפתח M2 אלן. החלק את החגורה (17) סביב שיניים idler (17) ו-idler (17) לתוך מהדק חגורת (3DP 3) כדי לייצר מתח בחגורה. השלם את המקטע על-ידי הידוק תפס החגורה (3DP 3) עם המפתח M3 אלן.

איור 4: הרכיבים הנחוצים להרכיב משנה את ציר y ומיטת ההדפסה. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}

איור 5: מדפסת תלת-ממד של ייצור מאפס שחול (ADDME). (א) עיבוד גרפי של המסגרת, ציר y ומיטה. (ב) עיבוד גרפי של ציר y והמיטה. (ג) תצוגה מופרדת של מכלול המיטה. (ד) המציג את האופן שבו ציר ה-y מתחבר ללוח האחורי. (ה) הגדלת-לאור העין המכני. (ו) התפוצץ לתצוגה של מערכת ההחלקה של הקפיץ צלחת ההדפסה. (G) עם תווית המציגה את אופן החיבור של ציר ה-y ללוח הקדמי. (H) להציג את הרינדור הגרפי של ציר y והמיטה. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}
4. הרכבת משנה של ציר X
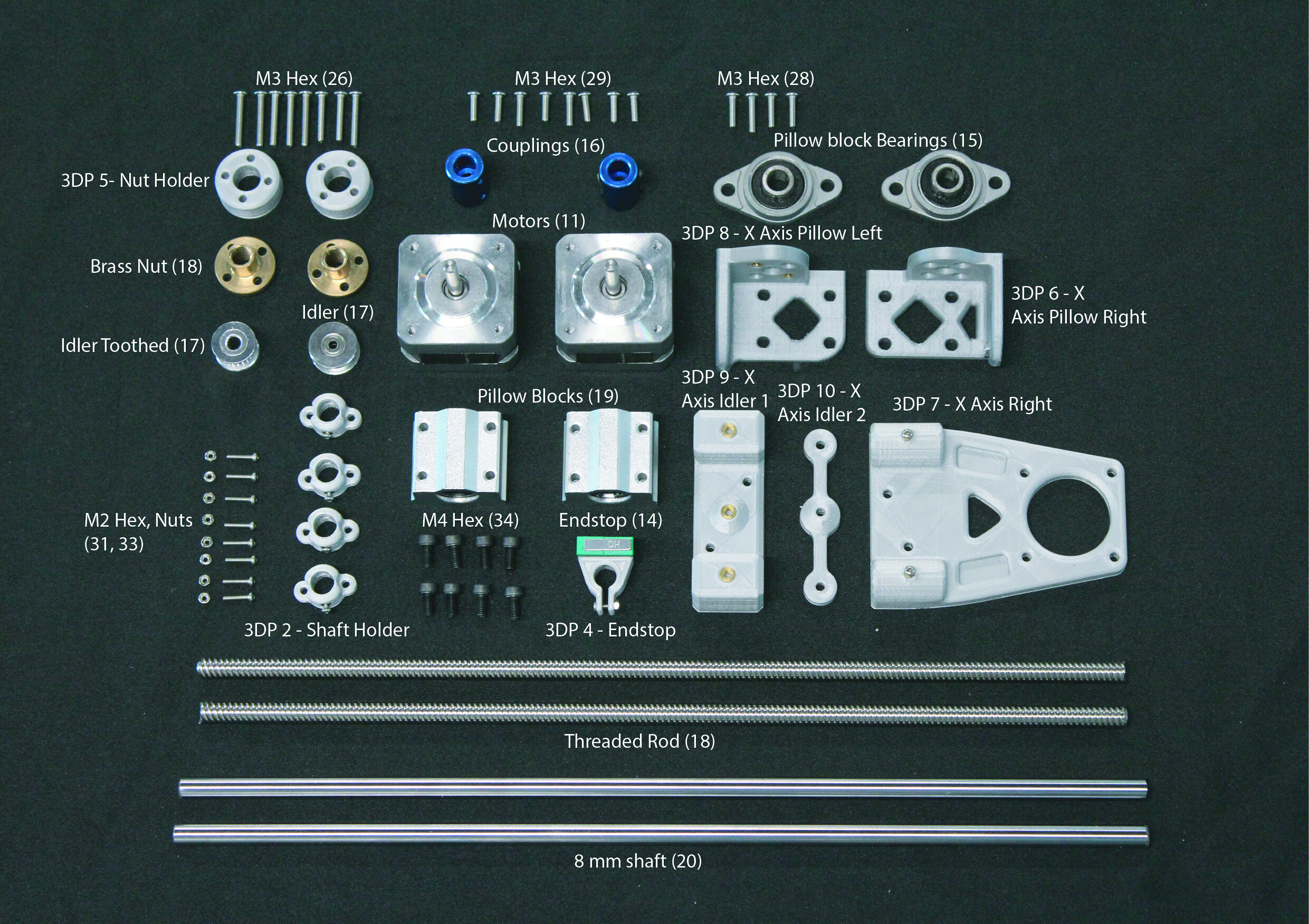
הערה: החלקים המתוארים באיור 6 נדרשים לסיים את הרכבת המשנה של ציר ה-x. כל הברגים נראים באיור 6, וכלים רשומים בטבלת החומרים.
- בעזרת החלקים באיור 6, הרכיבו את הצד השמאלי של מכלול ציר ה-x בהתאם לאיור 7ג.
- מניחים את האגוז פליז (18) בתוך מחזיק האגוז (3DP 5) ומאובטח הכרית x-ציר שמאל (3DP 8) באמצעות ברגים M3 ומפתח אלן (איור 7ג).
- לאבטח את בלוק הכרית (19) על הכרית x-ציר שמאל (3DP 8) באמצעות ברגים M4 ו-מפתח אלן (איור 7ג). אבטח את x-ציר idler 1 (3DP 9) לכרית x-ציר שמאל (3DP 8) באמצעות ברגים M3 ומפתח אלן (איור 7ג).
- יישר את חורי המרכז של idler (17), ציר x idler 1 (3DP 9), ו-x-ציר Idler 2 (3DP 10). מאובטח באמצעות ברגים M3 ומפתח אלן (איור 7ג). בעזרת החלקים המוצגים באיור 6, הרכיבו את הצד הימני של מכלול משנה ציר ה-x בהתאם לאיור 7ד.
- מניחים את האגוז פליז (18) בתוך של מחזיק אגוז (3DP 5) ומאובטח על ציר x הכרית ימינה (3DP 6) באמצעות ברגים M3 ומפתח אלן (איור 7ד).
- לאבטח את בלוק כרית (19) על ציר x כרית הזכות (3DP 6) באמצעות ברגים M4 ואת המפתח אלן (איור 7ד). לאבטח את הזכות ציר x (3DP 7) על כרית x-ציר ימין (3DP 6) באמצעות ברגים M3 ומפתח אלן (איור 7ד). לאבטח את מנוע stepper (11) כדי x-ציר ימין (3DP 7) באמצעות ברגים M3 ומפתח אלן (איור 7ד).
- הפתיל כל אחד מוטות הברגה (18) לתוך כל האגוזים פליז (18) לפי איור 7ב. החלק השני של הפירים 8 מ"מ (20) לתוך כל אחד בלוקים הכרית (19) אנכית, ושניים של הפירים 8 מ"מ (20) אופקית לפי איור 7B, C, D.
- אבטח את החלקים הנותרים מאיור 6 למסגרת בהתאם לאיור 7E, F.
- מאובטח שני מחזיקי פיר (3DP 2) הן הפאנל העליון (חלק אקרילי 2) ומארז האלקטרוניקה העליון (חלק אקרילי 5) באמצעות M2 ברגים ומפתח אלן (איור 7E, F). אבטח את מסבים בלוק הכרית (15) אל הפאנל העליון (חלק אקרילי 2) באמצעות ברגים M3 ומפתח אלן (איור 7E). לאבטח את מנועי stepper (11) אל המארז האלקטרוניקה העליון (חלק אקרילי 5) באמצעות ברגים M3 ו אלן מפתח (איור 7F).
הערה: המצמד (16) הוא רכיב המיועד לחיבור שני גדלים שונים של פיר. - אבטח את המצמד (16) על פירים של מנועי stepper (11) על ידי הידוק בורג האוכל התחתון עם מפתח M2 אלן (איור 7F).
- מאובטח שני מחזיקי פיר (3DP 2) הן הפאנל העליון (חלק אקרילי 2) ומארז האלקטרוניקה העליון (חלק אקרילי 5) באמצעות M2 ברגים ומפתח אלן (איור 7E, F). אבטח את מסבים בלוק הכרית (15) אל הפאנל העליון (חלק אקרילי 2) באמצעות ברגים M3 ומפתח אלן (איור 7E). לאבטח את מנועי stepper (11) אל המארז האלקטרוניקה העליון (חלק אקרילי 5) באמצעות ברגים M3 ו אלן מפתח (איור 7F).
- מניחים את משנה ציר ה-x לתוך המסגרת על ידי יישור הפירים האנכיים 8 מ"מ עם מחזיק הפיר (3DP 2) ולהדק באמצעות ברגים M2 ומפתח אלן (איור 7E, F). אבטח את מוט משורשרות (18) לקצה השני של המצמד (16) על ידי הידוק בורג האוכל העליון עם המפתח אלן M2 (איור 7E, F).
הערה: ייתכן שיהיה צורך להסיר באופן זמני את הלוח העליון (חלק אקרילי 2) כך שהרכבת המשנה של ציר ה-x תתאים למסגרת.

איור 6: הרכיבים הנחוצים להרכיב את ההרכבה משנה של ציר ה-x. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}

איור 7: הרכבת משנה של ציר X. (א) עיבוד גרפי של המסגרת וציר ה-x. (ב) רינדור גרפי של ציר ה-x. (ג) תצוגה מופרדת של הצד השמאלי של הרכבת המשנה. (ד) התפוצצה בתצוגה של הצד הימני של מכלול המשנה. (e) בעלת תוויות המציגה את אופן החיבור של ציר ה-x ללוח העליון. (f) בעל תווית המציגה את האופן שבו ציר ה-x מתחבר למארז האלקטרוניקה. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}
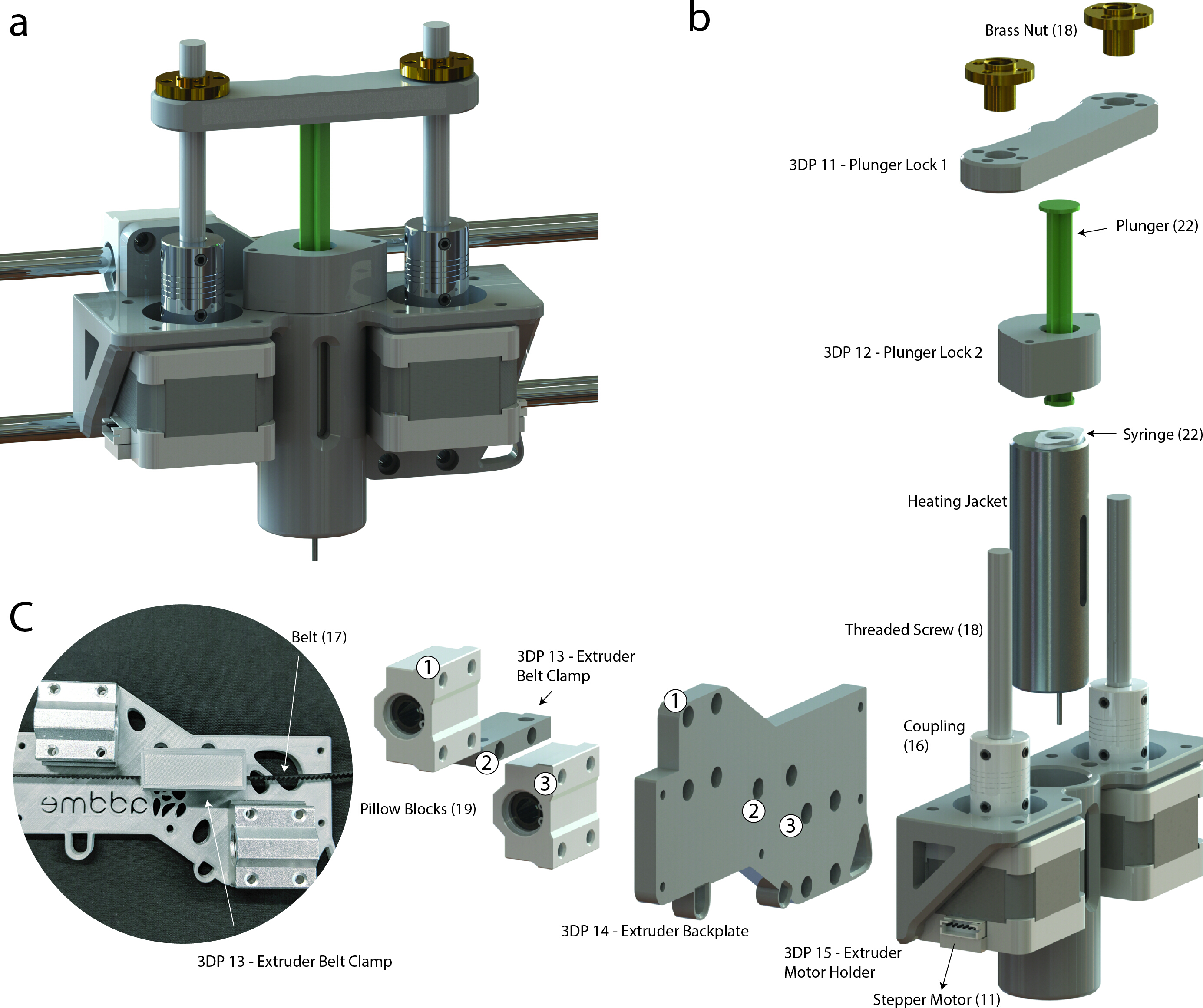
5. משנה שחול-הרכבה
הערה: תת-הרכבה ההבלטה משתמשת בעיצוב מנוע כפול, כדי להבטיח שרמת דיוק גבוהה מושגת באמצעות איזון הכוחות בכל צד של הבוכנה. החלקים המתוארים באיור 8 נדרשים לסיים את הרכבת המשנה של ההבלטה.
- לאסוף את כל החלקים המוצגים באיור 8 ולהרכיב את ראש ההבלטה לפי איור 9.
הערה: איור 9B הוא תצוגה מופרדת של הרכבת המשנה של הבלטת משנה המציגה כיצד כל רכיב מתאים יחד. השלבים הבאים מסבירים כיצד פעולה זו מתבצעת. כל הברגים נראים באיור 8, וכלים רשומים בטבלת החומרים.- אבטחו את שני גושי הכריות (19) אל מכבש הלוח (3DP 14) באמצעות ברגים M4 ומפתח אלן (איור 9ב). אבטחו את מהדק החגורה (3DP 13) אל לוח המקשים (3DP 14) בין גושי כריות (19) באמצעות ברגים M3 ומפתח אלן (איור 9ב).
- אבטחו את הלוחית האחורית (3DP 14) למחזיק מנוע הבלטת ממד (3DP 15) באמצעות ברגים הקסדצימאלי M3 ומפתח אלן (איור 9ב). אבטח את שני מנועי stepper (11) אל מחזיק מנוע מכבש (3DP 15) באמצעות ברגים הקסדצימאלי M3 ומפתח אלן (איור 9ב).
הערה: המצמד (16) הוא רכיב המיועד לחיבור שני גדלים שונים של פיר. - אבטח את טיפטוף (16) על פירים של מנועי stepper (11) על ידי הידוק בורג האוכל התחתון עם מפתח M2 אלן (איור 9ב). אבטח את הבורג משורשר (18) בתוך טיפטוף (16) על ידי הידוק בורג האוכל העליון (איור 9ב).
- החלק את ז'קט החימום או דוד הסיליקון למחזיק המנוע (3DP 15) לפי איור 9ב. מאבטח את האגוזים (18) בתוך הבוכנה 1 (3DP 11) באמצעות ברגים M3 ומפתח אלן.
- הבהר את ראש ההבלטה על ציר ה-x בהתאם לאיור 9א.
- החלק את הפירים 8 מ"מ שנמצאו על ציר x לתוך גושי כריות (19) על הראש מכבש לפי איור 9א.
- לעטוף את חגורת הכונן (17) דרך idler (17) ו שיניים idler (17) ממוקם על ימין ושמאל ציר הרכבות x ולאבטח את חגורת הכונן (17) בתפס חגורת מכבש (3DP 13) באמצעות ברגים הקסדצימאלי M3 ו אלן מפתח (איור 9ג).

איור 8: הרכיבים הנחוצים להרכבת הבלטת ממד. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}

איור 9: הרכבת המשנה של הבלטת ממד. (A) עיבוד גרפי של הרכבת המשנה של הבלטת ממד. (ב) תצוגה מופרדת המציגה רכיבי מכבש. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}
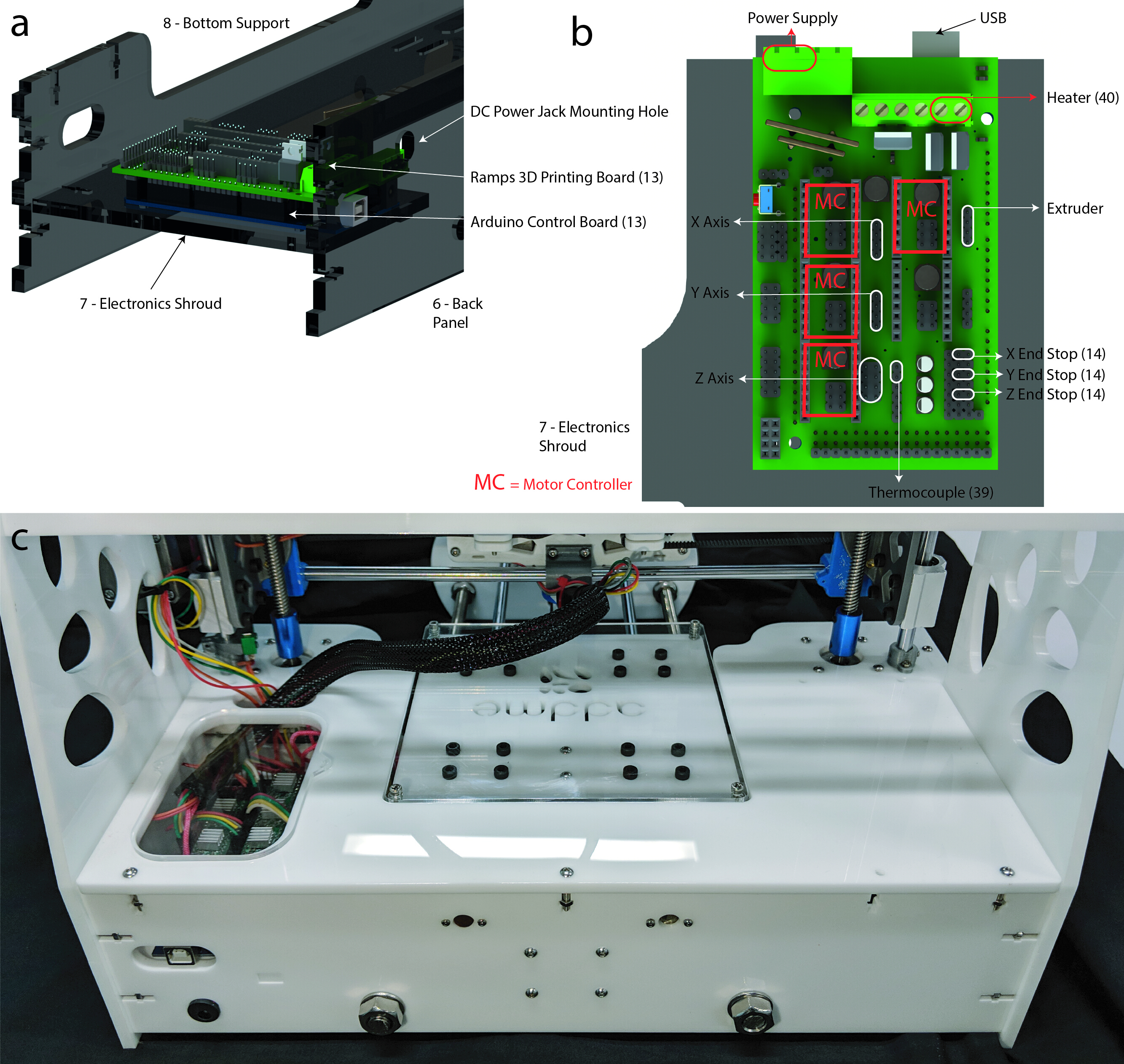
6. אלקטרוניקה וחיווט
- הר Arduino לחלק אקריליק 7 (כריכי אלקטרוניקה, המוצג באיור 10א) עם ברגים הקסדצימאלי m3 באמצעות מפתח m3 אלן. הכנס קרש רמפות על גבי הלוח Arduino מונחה כפי שמוצג באיור 10a, B עם תקע USB הפנים אקרילי חלק 6 (הפאנל האחורי).
- הר ספק כוח DC שקע בחלק אקריליק 6 (הלוח האחורי, כפי שמוצג באיור 10א) ומחבר לספק כוח באיור 10ב. לחבר את בקרי מנוע, מנועי stepper, לסיים עצירות, מחמם, וזוג תרמו פינים בהתאמה (איור 10B).

איור 10: אלקטרוניקה. (A) עיבוד גרפי של מיקום לוח הבקרה של האלקטרוניקה. (ב) חיבור של רכיבים חשמליים ומנועים ללוח הדפסה תלת-ממדי (grabcab.com) סיפק את הקבצים Arduino ו רמפות CAD. (ג) תמונה של החיווט המוגמר. החוטים ניתן לראות מוביל מהלוח רמפות, ואז לראש ההבלטה ו x/y מנועי ציר. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}
7. תוכנה, בקרה וכיול
הערה: לקבלת הוראות מפורטות יותר ומידע על פתרון בעיות, ראה https://reprap.org/wiki/RAMPS_1.4.
- הורד קושחה מ http://marlinfw.org/meta/download/.
- התקן שוב https://www.repetier.com/.
- החלף את הקובץ. קביעת התצורה בקושחה שנמצאה ב- https://www.thingiverse.com/Addme/designs.
- הגדר שיעור buad ב חוזר על עצמו כדי 112500 על ידי ניווט (ב חוזר) כדי להגדיר את | הגדרות מדפסת | חיבור | קצב שידור: 115200.
- לחץ על סמל החיבור בחוזר.
- לאחר ההתחברות, שליטה מלאה על המדפסת מושגת. נווט לפקד ידני כדי להזיז את מיטת ההדפסה ונסה להגדיר את הטמפרטורה.
התראה: ודא שלטמפרטורה המרבית של רכיבי המזרק או לרכיב הדיור אין חריגה (עיין בדיון לקבלת מידע נוסף). בעוד מנועי stepper יש כוח מוגבל, התנועה של הציר מציג סיכון מכני.
הערה: בשלב זה קיימת מדפסת הפעלה מלאה. בסעיף הבא (סעיף 8), מתוארת הפרוצדורה לקבלת המדפסת המוכנה עבור הדפסת תלת-ממד.
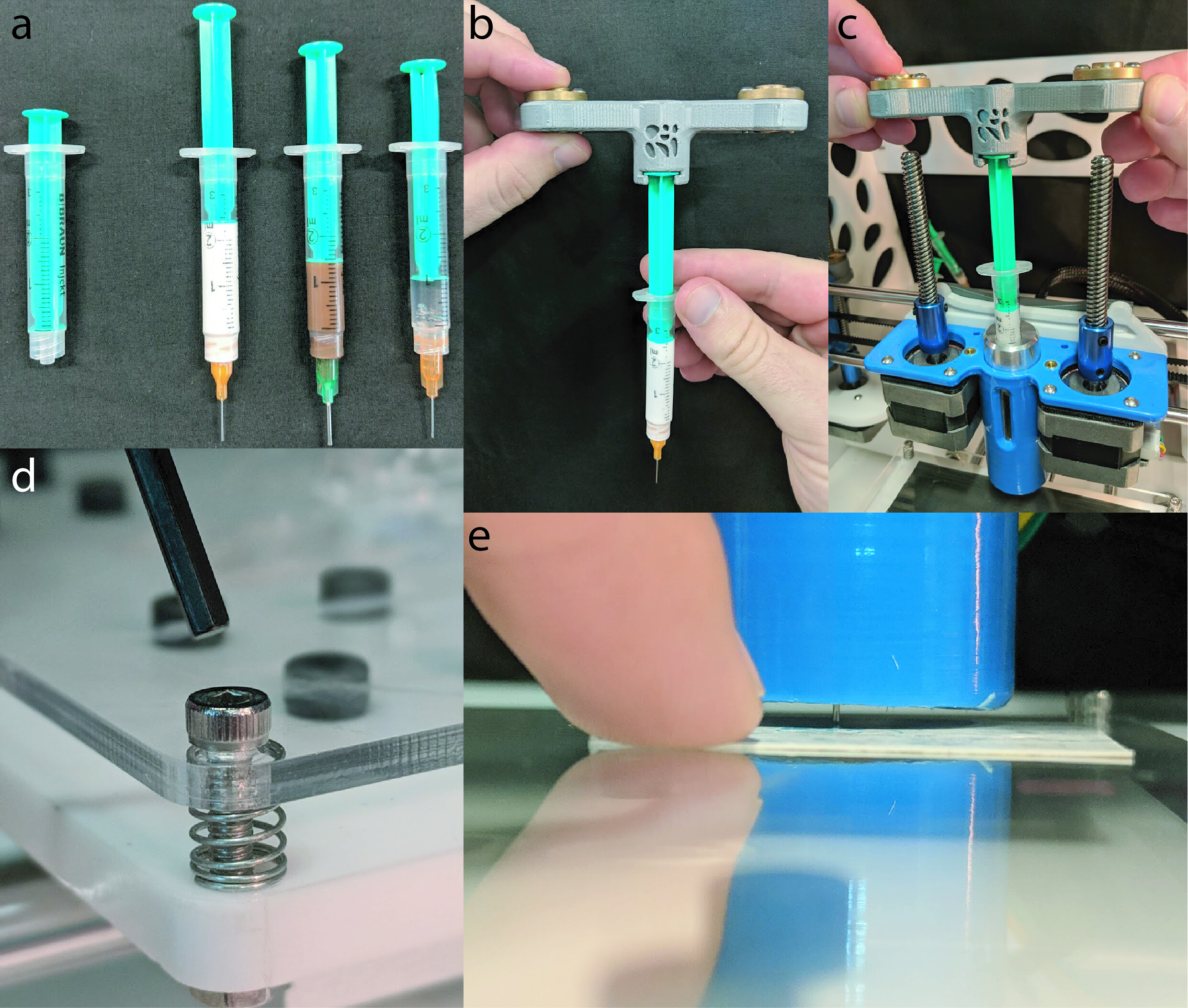
8. הכנה להדפסת תלת מימד
- טען 2 מזרק mL עם החומר הרצוי, כגון שמנת צמיקה, שוקולד, או הריבוי (איור 11א).
- כדי למקם את המזרק בראש ההבלטה, התחל בהכנסת המזרק למנעול בוכנה 1 (3DP 11, איור 11ב). לאחר מכן, הכנס את המזרק לתוך מעיל החימום תוך הפיכת ברגים משורשר (איור 11ג) בזהירות.
- אופציונלי: אם המיטה לא הוחלקה, יש צורך להחליק אותה. הזז את ראש ההדפסה שמאלה וימינה ואז למעלה ולמטה, ובדוק אם המרחק בין המיטה לזרבובית המזרק הוא עקבי. שקופית פיסת נייר בין המזרק למיטה להרגיש את החיכוך (איור 11E), ואז להשתמש במפתח M3 אלן (איור 11ד) כדי להתאים את רמת המיטה אם נדרש.
- אופציונלי: אם החומר הנבחר צריך להיות מחומם, עשה זאת כעת. נווט אל הכרטיסיה בקרה ידנית בחוזר והגדר את הטמפרטורה ברמה הרצויה.

איור 11: הכנת הדפסה תלת-ממדית. (א) 2 מזרק mL טעון (משמאל לימין) שמנת צמיתית (150 mL, קרם ידיים Nivea), שוקולד (קדבורי, חלב רגיל), והפלורליסטית F-127 (סיגמא אולדריץ '). (ב) מוכנס לתוך מנעול הבוכנה 1 (3dp 11). (ג) המוצג הוא מזרק הוכנס לתוך הז החימום, בעוד הברגים הברגה מתופסים על אגוזי פליז. (ד) המוצג הוא מפתח אלן עומד להיות מוכנס לתוך בורג שמירה M3 הקסדצימאלי, המאפשר את הרמה להיות מותאם. (ה) כרטיס ביקור מחליק מתחת למזרק כדי לבדוק את המרחק בין המיטה והמזרק. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}
Access restricted. Please log in or start a trial to view this content.
תוצאות
הביצועים של ADDME במהלך הדפסה תלת-ממדית הוערכו באמצעות שמנת צמיגה (150 mL, קרם ידיים Nivea), שוקולד (קדבורי, חלב רגיל), והפלורליסטית F-127 (סיגמא אולדריץ '). הקרם והשוקולד הצמימו שימשו, והפלורליסטית הייתה מומס לפתרון של 20% wt עם מים באולטרטהורים ומאוחסן בקירור ב-5 ° c עד לצורך14
Access restricted. Please log in or start a trial to view this content.
Discussion
פרוטוקול זה מספק הוראות מפורטות לבניית מדפסת תלת-ממד המבוססת על שחול בעלות נמוכה. ניתן לחלק את בניית המדפסת התלת-ממדית לסעיפים קטנים כולל מסגרת, ציר y/מיטה, ציר x, הבלטת ממד, אלקטרוניקה ותוכנה. סעיפים קטנים אלה מוצגים עם דיאגרמות, ציורים, קבצים ורשימות חלקים מפורטים. מחירו הכולל של מדפסת 3D ADDME...
Access restricted. Please log in or start a trial to view this content.
Disclosures
. למחברים אין מה לגלות
Acknowledgements
מחקר זה לא קיבל מענקים מסוימים מסוכנויות מימון במגזר הציבורי, המסחרי או לא למטרות רווח. תודות מיוחדות לפלוריאן שמיטטנר, סנדרו גורקה, גורנדר סינג, וינסנט טראן ודומיניק וו על תרומתם לגבי הדגם הקודם של העיצוב.
Access restricted. Please log in or start a trial to view this content.
Materials
| Name | Company | Catalog Number | Comments |
| 15 W 12V DC 50x100mm Flexible Silicon Heater | Banggood | 1280175 | Optional; AU$4.46 |
| 3D Printer | Lulzbot | https://download.lulzbot.com/ | |
| 3D Printer | Ultimaker | Ultimaker 2+ | |
| AC 100-240V to DC 12V 5A 60W Power Supply | Banggood | 994870 | AU$12.7 |
| Acrylic Sheet White Continuous Cast 1200x600mm | Mulford Plastics | AU$36.95 | |
| Allen Keys | Metric | ||
| Arduino MEGA2560 R3 with RAMPS 1.4 Controller | Geekcreit | 984594 | AU$28.91 |
| Carbon Steel Linear Shaft 8mm x 350mm | Banggood | 1119330 | AU$13.44 |
| Carbon Steel linear Shaft 8mm x 500mm | Banggood | 1276011 | AU$19.42 |
| Chocolate | Cadbury | ||
| Computer with internet access | Dell | ||
| Coupler 5-8mm | Banggood | 1070710 | AU$6.93 |
| Hand Cream | Nivea | 80102 | |
| Heating Cartridge | Creality 3D | 1192704 | AU$4.75 |
| K Type Temperature Sensor Thermocouple | Banggood | 1212169 | AU$2.37 |
| Laser Cutter | trotec | Speedy 300 | https://www.troteclaser.com/ |
| M10 1mm Pitch Thread Metal Hex Nut + Washer | UXCELL | AU$8.84 | |
| M10 1mm Pitch Zinc Plated Pipe 400mm Length | UXCELL | AU$11.62 | |
| M2 - 0.4mm Internal Thread Brass Inserts | Ebay | AU$5.65 | |
| M2 Nuts | Suleve | 1239291 | AU$9.17 |
| M2 x 10 mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M2 x 5mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M3 - 0.5mm Internal Thread Brass Inserts | Suleve | 1262071 | AU$7.5 |
| M3 Nuts | Suleve | 1109208 | AU$7.85 |
| M3 Washer | Banggood | 1064061 | AU$3.05 |
| M3 x 10mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 20mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 6mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 8mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M4 x 8mm Button Hex Screws | Suleve | 1273210 | AU$4.32 |
| Needle Luer Lock 18 - 27 Gauge | Terumo | TGA ARTG ID: 130227 | AU$3.57 |
| NEMA 17 Stepper Motor | Casun | 42SHD0001-24B | AU$54 |
| NEMA Stepper Motor Mounting Bracket | Banggood | ptNema17br90 | AU$4.79 |
| Pillow Block Flange Bearing 8mm | Banggood | KFL08 | AU$5.04 |
| PLA Filament | Creality 3D | 1290153 | AU$24.95 |
| Pluronic F127 | Sigma Aldrich | P2443-250G | |
| SC8UU 8mm Linear Motion Ball Bearing | Toolcool | 935967 | AU$21.6 |
| SG-5GL Micro Limit Switch | Omron | 1225333 | AU$4.5 |
| Soldering Station | Solder, Wires, Heat shrink e.c.t. | ||
| Spring | Banggood | 995375 | AU$2.53 |
| Syringe 3ml Luer Lock Polypropylene | Brauhn | 9202618N | AU$3.14 |
| Timing Pulley GT2 20 Teeth and Belt Set | Banggood | 10811303 | AU$11.48 |
| Trapezoidal Lead Screw and Nut 8mm x 400mm | Banggood | 1095315 | AU$29.02 |
| Variable Spanner |
References
- Brettel, M., Friederichsen, N., Keller, M., Rosenberg, M. How Virtualization, Decentralization and Network Building Change the Manufacturing Landscape: An Industry 4.0 Perspective. World Academy of Science, Engineering and Technology International Journal of Information and Communication Engineering. 8 (1), (2014).
- Gilchrist, A. Introducing Industry 4.0. Industry 4.0. , 195-215 (2016).
- Petrick, I. J., Simpson, T. W. 3D Printing Disrupts Manufacturing: How Economies of One Create New Rules of Competition. Research-Technology Management. 56 (6), 12-16 (2013).
- Wong, K., Hernandez, A. A Review of Additive Manufacturing. ISRN Mechanical Engineering. 10, (2012).
- Lanaro, M., Desselle, M. R., Woodruff, M. A. 3D Printing Chocolate: Properties of Formulations for Extrusion, Sintering, Binding and Ink Jetting. Fundamentals of 3D Food printing and Applications. , (2018).
- Godoi, F. C., Prakash, S., Bhandari, B. R. 3d printing technologies applied for food design: Status and prospects. Journal of Food Engineering. 179, 44-54 (2016).
- Stansbury, J. W., Idacavage, M. J. 3D printing with polymers: Challenges among expanding options and opportunities. Dental Materials. 32 (1), 54-64 (2016).
- Zhu, W., Ma, X., Gou, M., Mei, D., Zhang, K., Chen, S. 3D printing of functional biomaterials for tissue engineering. Current Opinion in Biotechnology. 40, 103-112 (2016).
- Lanaro, M., Booth, L., Powell, S. K., Woodruff, M. A. Electrofluidodynamic technologies for biomaterials and medical devices: melt electrospinning. Electrofluidodynamic Technologies (EFDTs) for Biomaterials and Medical Devices. , 37-69 (2018).
- Malone, E., Lipson, H. Fab@Home: the personal desktop fabricator kit Article information. Rapid Prototyping Journal. 13 (4), 245-255 (2007).
- Vilbrandt, T., Malone, E., Lipson, H., Pasko, A. Universal Desktop Fabrication. Heterogeneous Objects Modelling and Applications. , 259-284 (2008).
- Jones, R., et al. RepRap-the replicating rapid prototyper. Robotica. 29, 177-191 (2011).
- Lanaro, M., et al. 3D printing complex chocolate objects: Platform design, optimization and evaluation. Journal of Food Engineering. , (2017).
- Wu, W., DeConinck, A., Lewis, J. A. Omnidirectional Printing of 3D Microvascular Networks. Advanced Materials. 23 (24), H178-H183 (2011).
- Paxton, N., Smolan, W., Böck, T., Melchels, F., Groll, J., Jungst, T. Proposal to assess printability of bioinks for extrusion-based bioprinting and evaluation of rheological properties governing bioprintability. Biofabrication. 9 (4), 044107(2017).
Access restricted. Please log in or start a trial to view this content.
Reprints and Permissions
Request permission to reuse the text or figures of this JoVE article
Request PermissionExplore More Articles
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. All rights reserved