
Method Article
基于木材的高性能复合材料的制造与设计
摘要
脱光致密木材是一种新型的轻质、高性能和生物基材料,具有在未来部分替代天然纤维增强或玻璃纤维增强复合材料的巨大潜力。我们在此介绍两种多功能制造路线,并演示了创建复杂复合材料部件的可能性。
摘要
脱土化木材是一种具有潜在前景和可持续性的新型材料,由于其优良的机械性能,具有替代合成材料(如玻璃纤维增强复合材料)的潜力。然而,在潮湿状态下,去水化木材相当脆弱,这使得搬运和成型具有挑战性。在这里,我们介绍了两种制造工艺,即闭模致密化和真空致密,以生产基于脱硝木材的高性能纤维素复合材料,包括评估其优点和局限性。此外,我们还就如何在生命周期结束时重新使用或分解复合材料提出了策略。闭模致密化的优点是无需精密的实验室设备。简单的螺丝夹或压机可用于致密。对于具有简单几何形状和大曲率半径的小零件,我们建议使用此方法。开模工艺中的真空致密化适用于较大的物体和复杂的几何形状,包括曲率的小半径。与闭模工艺相比,开模真空法只需要制造一个模腔。
引言
开发新型天然纤维(NF)复合材料,具有优越的机械性能,是材料科学的主要任务之一,因为它们是玻璃纤维复合材料1、2、3等现有合成系统的可持续替代品。除了传统的NF复合材料(亚麻、大麻、剑片等)4、5外,部分或完全去除基质成分后的木材致密化近年来受到越来越多的关注,6、7、8、9、10、11。自上而下的制造路线,基于散装木材的去化,然后是致密化,在概念上与纸浆和浆料产品相当复杂的自下而上工艺相反12。在纸浆和浆料产品中,由于纤维在工艺中分离,不会保留有益的木纤维对齐。相比之下,在自上而下过程中获得的结构保留化木材,将具有对齐纤维纤维的精密结构转移到新材料中。为了实现无纤维对准变形的脱硝木材的致密化,必须开发新的加工路线。
水饱和的脱硝木材样品的直接致密化会导致有限的致密度、裂纹和纤维对齐变形,因为湿样品固有的自由水会在致密过程中产生反压力。目前的解决方案,以避免结构完整性损失的致密性包括利用部分脱硝的木材,其次是高温致密化9或预干燥脱硝木材之前致密6。这两种方法都增强了相邻细胞之间的连通性,要么是因为剩余的木质素充当胶水,要么是细胞之间的自由水去除。
在这两种情况下,可成形性都会降低,这限制了设计应用;所需的样品预调也导致更长的处理时间。因此,需要一个快速和可扩展的过程,将成形和致密性结合在一个步骤中。
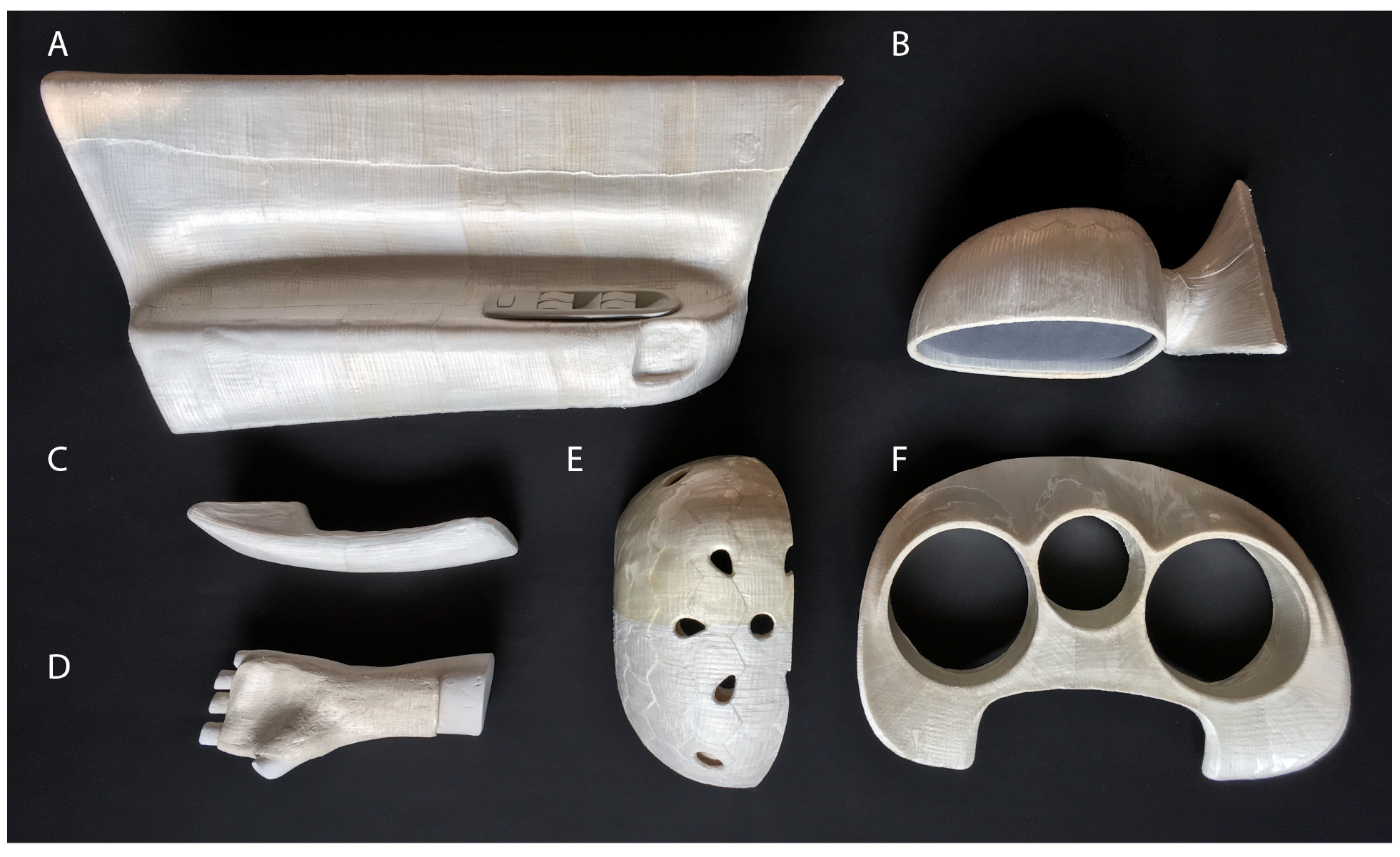
在这方面,我们在这里提出开放/闭模致密化和真空加工的脱模木材作为方法,结合成型,致密,干燥在一个简单和可扩展的方法。图1显示了使用本作品中描述的技术获得的脱硝的致密木复合材料部件。

图1:脱硝的密化木材复合材料部件的例子。(A) 车门面板, (B) 侧镜, (C) 车门把手的汽车, (D) 矫形器, (E) 切割打开的头盔, 和 (F) 汽车转速计盖.请点击此处查看此图的较大版本。
{kind=link}
研究方案
1. 木贴面的脱化
注:此诋毁协议基于我们以前的作品,由Frey等人20186和Segmehl等人201813出版。
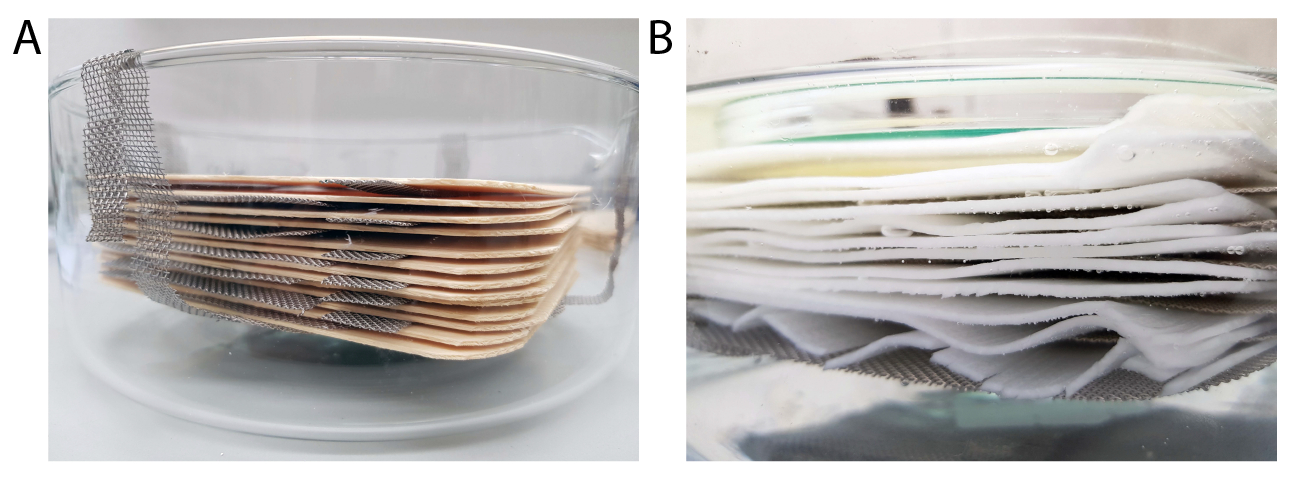
- 将不锈钢样品架安装在结晶盘或烧杯中,并将磁性搅拌棒放在样品架下方。将木贴面堆叠在支架顶部,并通过金属网格或金属网格条纹将其分开(图 2A)。在这里,我们使用厚度为1.5毫米的径向切割云杉贴面。木材种类和类型(切线、径向、旋转切割贴面)以及贴面的厚度可以变化。
- 准备1:1体积的过氧化氢混合物(30 wt%)和冰川醋酸,将混合物倒入结晶盘中,直到贴面完全覆盖。使用玻璃盘子(如培养皿)将贴面放在溶液中。在室温 (RT) 下将样品浸泡在溶液中过夜,同时以 150 rpm 的转速搅拌。
- 将溶液加热至80°C,并运行反应6小时,进行完全脱酸。根据样品厚度调整脱化时间。
- 去化后,将脱光溶液倒入空烧杯中,在处置前将其冷却。用去离子水轻轻冲洗脱离子贴面多次。然后,继续清洗贴面,不要搅拌,将结晶盘(烧杯)注上去离子水。每天更换两次水,直到达到5以上洗涤水的pH值(图2B)。
- 小心处理湿的玻璃化木贴面,因为纤维素脚手架相当脆弱。使用金属网格作为运输和拖拉的支持 (图4)。

图 2:去化设置。(A) 结晶盘,金属网样品架和木贴面堆叠在样品架顶部。金属网格条纹将各个贴面彼此分开。(B) 洗涤过程中被水覆盖的贴面。请点击此处查看此图的较大版本。
{kind=link}
2. 储存和"纤维素预浸"生产
- 考虑在2-3周内处理湿化木材样品。或者,保留材料以长期储存在乙醇 (EtOH) 中,或在金属网之间干燥板材。
- 储存在65%相对湿度(RH)以下的干燥、扁平纤维素片("纤维素预塞")。在进一步成型和加工之前,将板材重新浸在水中。
3. 在封闭模具中增压和成型的压化木材
- 使用由开孔材料(例如陶瓷模具、多孔 3D 打印聚合物模具)制成的封闭模具,以便去除水和进行充分的干燥。孔径应低于 2 mm,尤其是朝向表面,以获得最终复合材料部件的光滑表面。
- 在所需的 RH 处为去化木材提供条件。对于厘米范围或平面结构中的曲率半径,请使用在 20°C 下以 95% RH 条件条件的样本。对于较小的曲率半径,将贴面覆盖在水饱和状态下,在 95% RH 的开放式模具中预干燥叠加材料,或在烤箱 (65°C) 中预干燥材料 5-30 分钟(时间取决于样品厚度)。曲率考虑与单板厚度(此处为 1.5 mm)相关。
- 通过使用螺钉夹或压榨机使封闭模具中的材料变密。如果需要,请调整压力以补偿收缩。通过将模具置于 65°C 的烤箱中或提高压榨机的温度,可以加快干燥过程。
注:在几个MPa范围内,相对较低的气压足以使湿裂化木材变密。最终厚度可以通过使用模具表面之间的目标厚度的垫圈来控制,而不是通过控制压力来控制。 - 完全干燥后,对复合部件进行脱模,并重复使用模具以进行新的运行。
4. 开放式模具中脱模木材的真空成型和致密
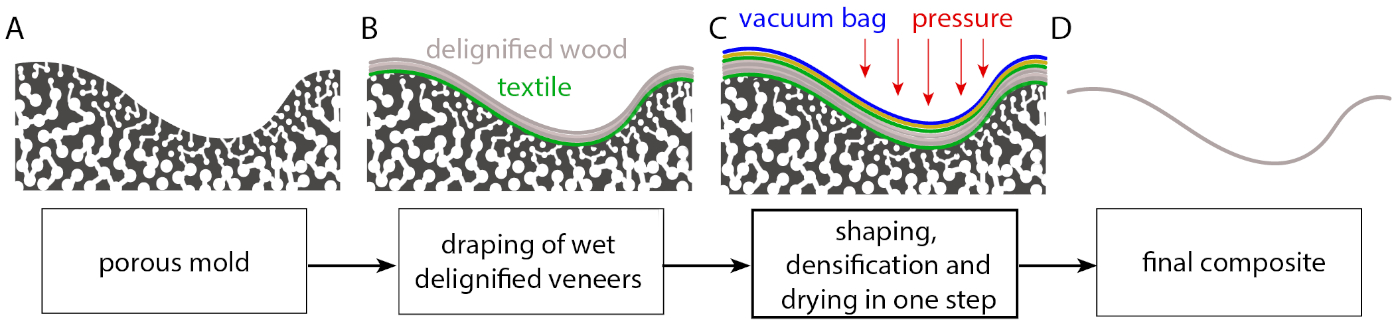
- 使用 3.1 中描述的多孔开模。或者,在模具顶部或脱胶木顶部使用多孔层(如网状、纺织品、呼吸器)的非多孔模具,以便干燥(图3A)。
- 使用纺织层(例如剥离层)保护模具免受污染。在纺织品顶部覆盖一个水饱和的镀膜(图3B),用第二个纺织层和流网覆盖它。
注:为了获得光滑的表面光洁度,我们建议使用多孔闭模加工。为此,将流网替换为模具的多孔顶部部分。但是,如果需要使用网格等曲面图案,则开模工艺是一个很好的替代方法。 - 将模具放在不锈钢板的顶部,应用密封胶带和真空管,用真空袋包装模具(打开或关闭)。使用流网使水流到真空管。可选择在模具下方放置额外的网状层,以增强干燥过程,避免局部真空压力下降,尤其是对于较大的零件(图3C)。
- 应用真空进行复合材料的干燥和同步致密。对于加速干燥,在高温(例如 65 °C)将设置放入烤箱中。
注:确保使用冷疏水阀,以避免水进入真空泵。我们在这里使用压力范围为 10-2 bar 的机油泵。然而,也可以使用膜泵,但可能需要考虑有关致密程度的权衡。 - 干燥后,将干燥的复合材料脱模,并重复使用新复合部件的模具和真空设置(图3D)。

图3:开模工艺的原理图。(A) 孔隙模具,孔隙朝向表面。(B) 覆盖在多孔模具(灰色)和可选纺织层顶部的镀金木材,用于防霉(绿色)。(C) 纺织、流网和真空袋放在镀花木的顶部.压力通过真空袋施加,导致材料的致密化和干燥。(D) 脱模后的最终复合材料。请点击此处查看此图的较大版本。
{kind=link}
5. 层压复合材料零件的制造
- 通过铺设技术制造厚厚的多层复合材料零件,并选择层的纤维方向角(例如[0]、[0]/90°、[0]/-45°/90°/[45°S)])与传统复合材料制造一样。
注: 可根据最终零件的目标厚度选择层数。但是,真空时间很大程度上取决于零件的大小和厚度,从 2 小时(单层,1.5 mm 厚)到 2 天,对于 8 层零件。 - 通过在拖曳过程中在层之间涂上粘合剂,增加去化木层之间的粘合性。使用水性粘合剂(如淀粉),允许对胶粘剂进行联合干燥和固化。
注:我们在层之间应用16.5wt%淀粉溶液的0.04 g/cm2。然而,其他水性胶水也可以交替使用。 - 用手或标准木工具完成复合零件和机器(图6E,F)。
6. 复合材料部件的再利用和再循环
- 将脱胶无粘合的木材复合材料放入水中,直到零件恢复可成形性。然后,要么重塑材料以获得新产品(参见Frey等人,20197),要么将其缩小为小块。
- 重复使用小块的仿制木材,以标准纸浆技术(如纸浆成型)为灵感,创造出新产品,最终让材料在使用寿命结束后生物降解。
结果
对木材贴面的脱化和处理。
完全脱化导致质量减少约40%,体积减少约20%后干燥在65%RH6。除了木质素,一小部分血脂也被删除。去除这些部件会导致纤维素材料脆弱(参见图4)。使用金属网作为支撑,便于处理和拖拉。

图4:在潮湿状态下处理脱胶木材。(A) 处于潮湿状态的易碎的碎木.(B) 使用金属网运输或 (C) 将物料拖至模具,可减轻物料的处理。(D) 覆盖在多孔 3D 打印模具顶部的镀金木材。请点击此处查看此图的较大版本。
{kind=link}
在封闭模具中增密度和成型的脱硝木材。
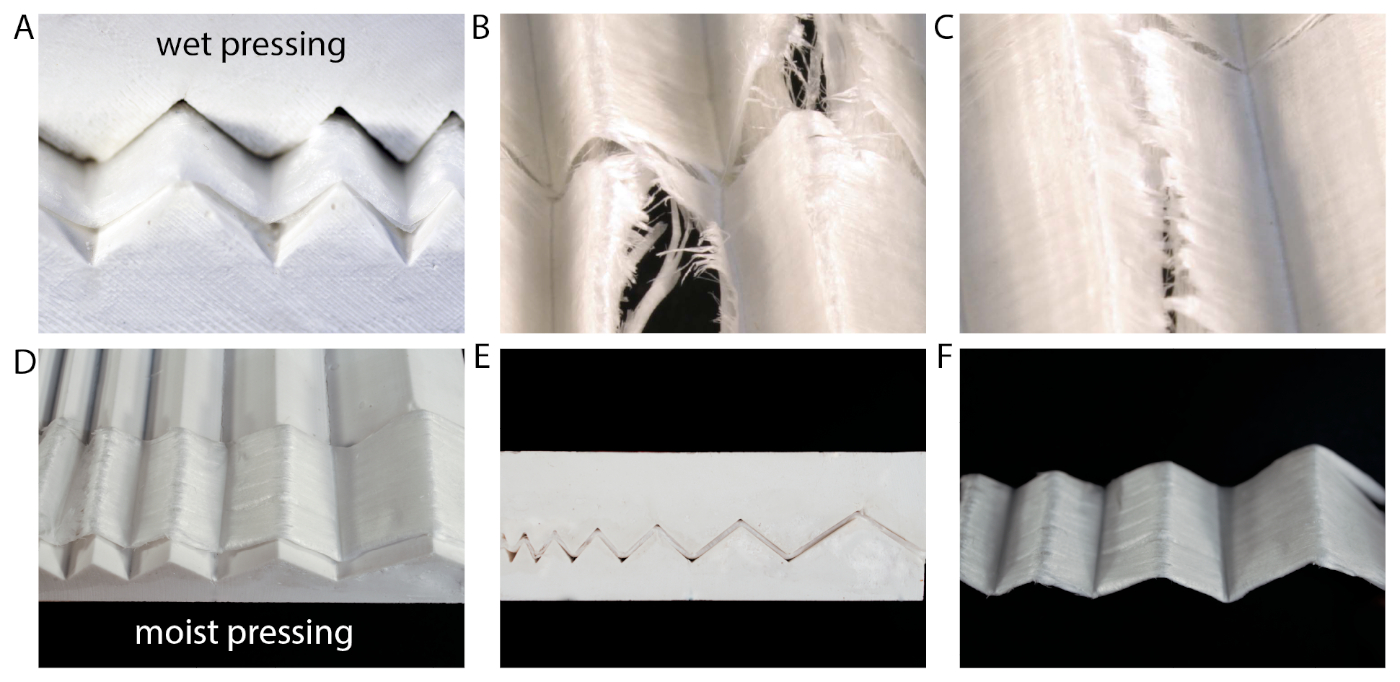
水饱和的脱硝木材的致密性(图5A-C)要求很高,因为脚手架中的游水在致密性时会产生反压力,并允许材料在加工过程中流动。这会导致最终材料出现纤维偏差和裂纹(图5B,C)。绕过这些限制的一种可能性是使用潮湿的预调节(95%RH 和 20 °C),去化木材。在这种情况下,去化木材仍然可合理成型,其致密性不会导致纤维对齐变形和缺陷。
然而,与水饱和状态相比,预调节材料更加坚硬,因此很难在不造成物质损伤的情况下获得小曲率半径。对于小曲率半径,可以使用在致密之前处于已成型状态的湿拖曳。但是,调理相当耗时,因此不建议用于大规模应用。

图5:在潮湿潮湿状态下,封闭模具致密化木材。(A) 水饱和纤维素材料的致密会导致 (B, C) 裂纹和纤维错位.(D-F)湿材料的致密性,在 95% RH 下,可更好地保存纤维对齐和更少的缺陷。请点击此处查看此图的较大版本。
{kind=link}
在开模中对层压部件进行真空成型和致密。
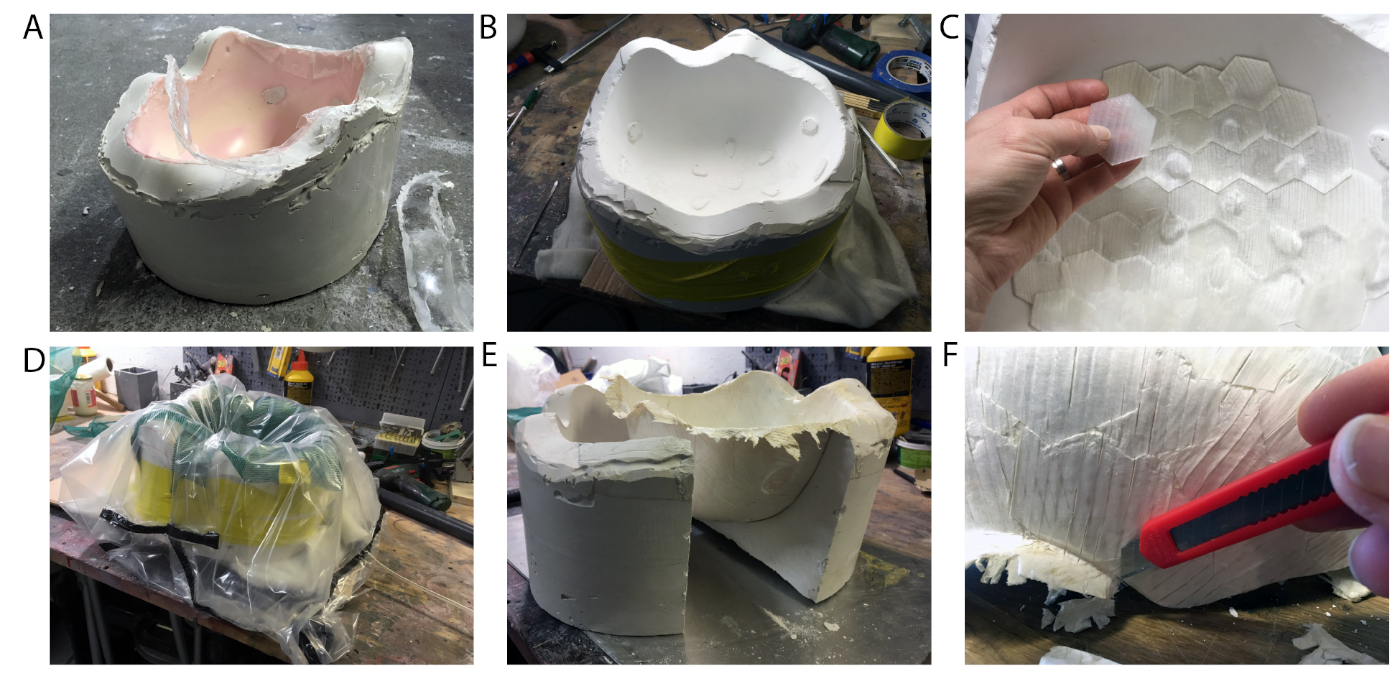
在真空成型方面,我们使用开模工艺在自制的石膏模具中制造了头盔(图6A,B)。作为铺垫,我们覆盖 2 层六边形片进行表面纹理,然后以 [0]/90° 铺装的 4 层凹陷木贴面(图 6C)。薄片提供了有吸引力的表面设计,而单维 (UD) 层为复合材料增加了强度和刚度。我们应用16.5 wt%淀粉作为胶粘剂层之间,以防止分层14。
真空致密化(图6D)导致零件在48小时内完全干燥,并变厚至厚度3毫米(初始厚度的1/3)。真空处理后,复合部件被去化(图6E),边缘用刀具修剪(图6F)。
使用开放式成型方法可以进行致密和完全干燥的最大铺面厚度为 8 层贴面(8 x 1.5 mm 贴面),其末端厚度为 2.5 mm,相当于将压化厚度降至干化木材初始厚度的大约四分之一,同时考虑到脱模和干燥时的层收缩。为了获得如此高的致密度,需要10-2巴范围内的低真空。
脱密度至其初始厚度的四分之一左右的脱脂木材复合材料通常达到弹性木质值约25 GPa和强度值在150-180 MPa范围内,如我们以前的工作(表1)7所示。

表1:致密性脱硝木材的拉伸弹性模量和拉伸强度的文献值。真空处理使密度降低到初始厚度的 1/4,对应于 66% 的 FVC。

图6:通过开模加工制造头盔。(A,B)使用石膏模具成型原始头盔。(C) 用六角片拖曳两个外层,然后拖曳内部 4 层,在 [0/90] 布局中。(D) 通过真空使零件变致和干燥。(E) 干燥部件的脱模和 (F) 使用刀具完成。请点击此处查看此图的较大版本。
{kind=link}
利用流网格通常会导致示例中的网格印记。这可以被视为过程固有的设计策略,或者可以通过在去化木材和流网之间放置额外的较厚的纺织层来防止。
或者,可以使用协议步骤 4.2 中描述的封闭模具与真空加工相结合。常规图案可以通过按定义的顺序放置小块的仿子贴面获得,如之前在头盔上六边形图案的示例所示。
真空处理过程中可能出现的问题包括复合材料零件的翘空,这是由于干燥不完整和出现裂纹造成的(图7)。裂缝主要导致在EtOH先前的复合材料制造中储存的去金木材。因此,在EtOH储存后,我们建议在进一步加工之前,小心地将浸化木材浸入水中。此外,小心拖曳,然后用手稍微致密,去除一些游水,降低开裂的风险。

图7:复杂几何结构制造中可能出现的问题。(A) 制造头盔的后视图和 (B) 侧面视图.(C,D)加工过程中材料收缩导致小裂纹。请点击此处查看此图的较大版本。
{kind=link}
复合部件的重复使用或分解。
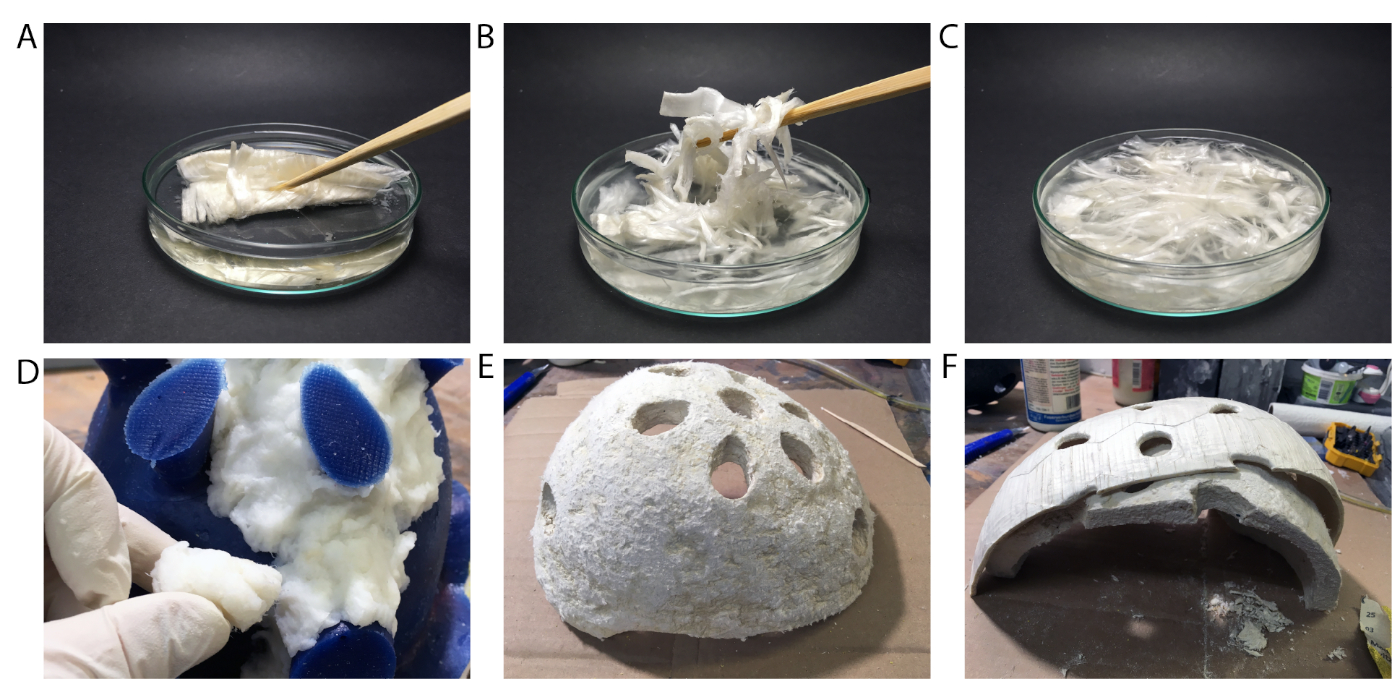
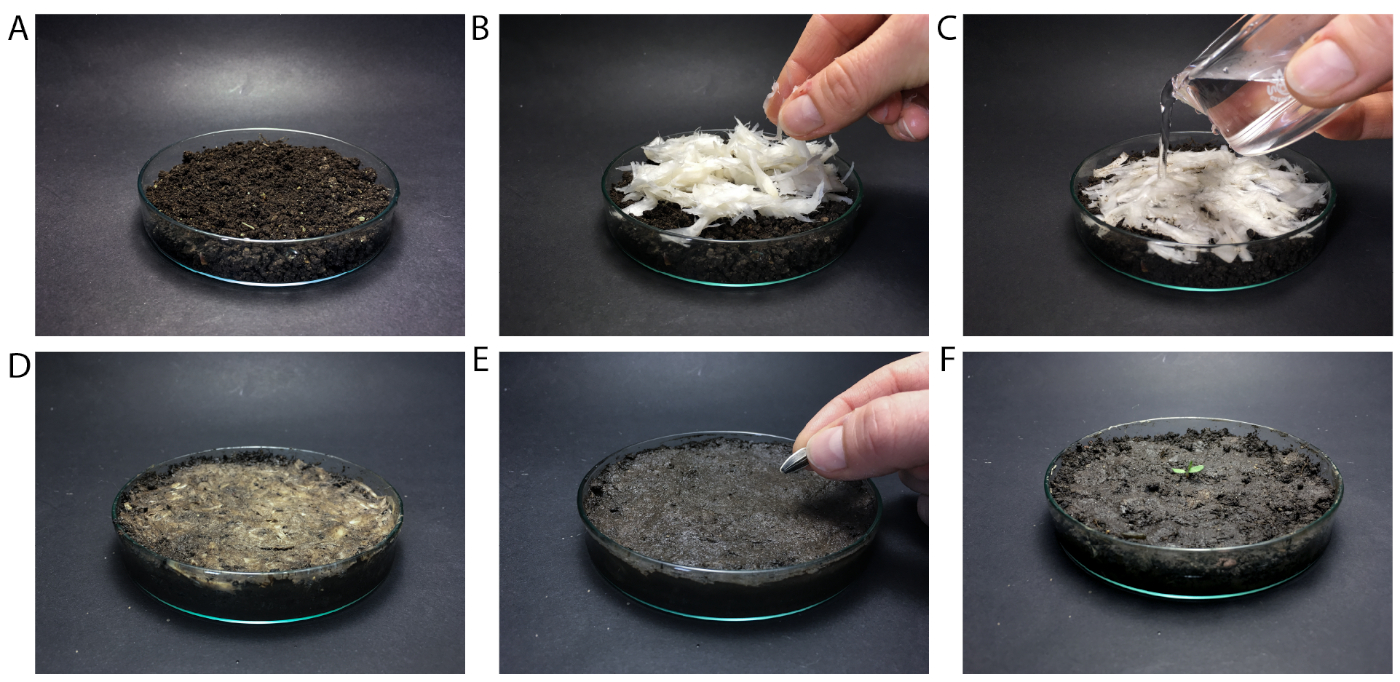
我们的纤维素-淀粉复合材料都是生物基的,可以在水中分解。一方面,材料的亲水性是一个缺点,因为它导致与水接触时的机械性能降低。一个简单的方法,以保护复合材料免受液态水包括疏水涂层,正如我们在Frey等人2019年7所示。另一方面,当涉及到寿命终止和回收方面,材料的亲水行为也是有益的。样品只需在水中分解成小块,纤维浆就可以进一步用于生产新的纤维基产品,如图8所示。此外,纤维材料是完全可生物降解的,如图9所示。

图8:再利用脱光木纤维。(A-C)通过将材料分散在水中,将脱色木材贴面还原成小块。(D-F)重复使用纤维浆料,用于生产头盔衬里。(D) 用纤维浆料重新处理硅模具.(E) 头盔的最终衬里.(F) 衬里由头盔硬壳内分解的屈光木制成。请点击此处查看此图的较大版本。
{kind=link}

图9:降解木纤维的降解。(A) 装满泥土的培养皿.(B) 将纤维浆放在土壤顶部,并 (C) 将其灌入水.(D) 一天后的生物降解, (E) 八天后, 和 (F) 在 26 天后.请点击此处查看此图的较大版本。
{kind=link}
讨论
我们提供多功能的制造技术,以获得高性能的屈光木基复合材料,并提出可能的再利用和回收策略。闭模加工先决条件是材料的预调节,因为它不能在水饱和状态下加工。然而,使用闭模工艺可能是选择的方法,特别是如果没有可用的真空设置,或者当两侧需要一个不错的(光滑)表面光洁度时。
脱模木材的开模真空处理允许以简单且可扩展的方法将水饱和样品的成型、致密和干燥相结合。该技术适用于复杂几何形状的生产,并为闭模工艺提供了可扩展的替代方案。我们通过将淀粉作为层之间的粘合剂堆叠在一起,通过堆叠的玻璃化木贴面来制造复合材料。致密到初始厚度的四分之一,最终厚度为2.5毫米的8层厚复合材料部分。为了在真空过程中获得更平滑的表面光洁度,使用闭合多孔模具可能是一种合适的替代方法。
对于这两种加工方法,我们建议在去化的木材层之间使用粘合剂系统,以降低脱皮的风险。对于给定的例子,我们选择淀粉,因为它是著名的生物基胶水,用于纸浆和纸制品,如纸袋,并且是水基。未来的工作将侧重于制造较厚的层压板,以解决目前干燥和纤维流量偏差方面的局限性。
一般来说,脱胶木材的真空加工具有轻松、快速生产大型致密纤维纤维复合材料的潜力。通过应用适当的涂层、水稳定胶粘剂系统或化学改性来解决材料的耐久性问题后,可能的工业应用可能包括汽车部件,如门板、地板和仪表板。我们的材料可以替代金属或纤维增强复合材料,以减轻重量,提高燃油效率,提高可回收性。
披露声明
作者没有什么可透露的。
致谢
作者感谢西尔万·甘滕贝因对多孔模具的3D打印。
材料
| Name | Company | Catalog Number | Comments |
| Acetic acid | VWR Chemicals | 20104.312 | |
| Breather | Suter Kunststoffe AG | 923.015 | |
| Flow mesh/bleeder | Suter Kunststoffe AG | 180.007 | |
| Gypsum | Suter Kunststoffe AG | 115.3002 | |
| Hydrogen peroxide, 30% | VWR Chemicals | 23622.298 | |
| Oven | Binder GmbH | ||
| Press | Imex Technik AG | ||
| Seal tape | Suter Kunststoffe AG | 31344 | |
| Stainless steel mesh | Drawag AG | ||
| Starch | Agrana Beteilungs AG | ||
| Textile, peel ply | Suter Kunststoffe AG | 222.001 | |
| Vacuum bag | Suter Kunststoffe AG | 215.15 | |
| Vacuum bag, elastic | Suter Kunststoffe AG | 390.1761 | elastic vacuum bag for complex shapes |
| Vacuum pump | Vacuumbrand | ||
| Vacuum tubing | Suter Kunststoffe AG | 77008.001 | |
| Wood veneers | Bollinger AG |
参考文献
- Joshi, S. V., Drzal, L. T., Mohanty, A. K., Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Composites Part A: Applied Science and Manufacturing. 35 (3), 371-376 (2004).
- Mohanty, A. K., Misra, M., Drzal, L. T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. Journal of Polymers and the Environment. 10 (1), 19-26 (2002).
- Mohanty, A. K., Vivekanandhan, S., Pin, J. M., Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science. 362 (6414), 536-542 (2018).
- Pickering, K. L., Efendy, M. G. A., Le, T. M. A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing. 83, 98-112 (2016).
- Woigk, W., et al. Interface properties and their effect on the mechanical performance of flax fibre thermoplastic composites. Composites Part A: Applied Science and Manufacturing. 122, 8-17 (2019).
- Frey, M., et al. Delignified and Densified Cellulose Bulk Materials with Excellent Tensile Properties for Sustainable Engineering. ACS Applied Materials & Interfaces. 10 (5), 5030-5037 (2018).
- Frey, M., et al. Tunable Wood by Reversible Interlocking and Bioinspired Mechanical Gradients. Advanced Science. 6, 1802190(2019).
- Yano, H., Hirose, A., Collins, P., Yazaki, Y. Effects of the removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. Journal of Materials Science Letters. 20 (12), 1125-1126 (2001).
- Song, J., et al. Processing bulk natural wood into a high-performance structural material. Nature. 554 (7691), 224(2018).
- Shams, M. I., Yano, H., Endou, K. Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: effects of pressing pressure and pressure holding. Journal of Wood Science. 50 (4), 337-342 (2004).
- Yano, H. Potential strength for resin-impregnated compressed wood. Journal of Materials Science Letters. 20 (12), 1127-1129 (2001).
- Keplinger, T., Wang, X., Burgert, I. Nanofibrillated cellulose composites and wood derived scaffolds for functional materials. Journal of Materials Chemistry A. 7 (7), 2981-2992 (2019).
- Segmehl, J. S., Studer, V., Keplinger, T., Burgert, I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials. 11 (4), 517(2018).
- Maurer, H. W., Kearney, R. L. Opportunities and challenges for starch in the paper industry. Starch-Stärke. 50 (9), 396-402 (1998).
转载和许可
请求许可使用此 JoVE 文章的文本或图形
请求许可探索更多文章
This article has been published
Video Coming Soon
版权所属 © 2025 MyJoVE 公司版权所有,本公司不涉及任何医疗业务和医疗服务。