
Method Article
Fabricación y diseño de compuestos de alto rendimiento basados en madera
En este artículo
Resumen
La madera densificada digna representa un nuevo material prometedor de base ligera, de alto rendimiento y de base biológica con un gran potencial para sustituir parcialmente los compuestos reforzados con fibra natural reforzada o de vidrio en el futuro. Aquí presentamos dos rutas de fabricación versátiles y demostramos la posibilidad de crear piezas compuestas complejas.
Resumen
La madera densificada digna es un nuevo material prometedor y sostenible que posee el potencial de reemplazar materiales sintéticos, como los compuestos reforzados con fibra de vidrio, debido a sus excelentes propiedades mecánicas. La madera digna, sin embargo, es bastante frágil en un estado húmedo, lo que hace que el manejo y la conformación sean desafiantes. Aquí presentamos dos procesos de fabricación, densificación de moldes cerrados y densificación al vacío, para producir compuestos de celulosa de alto rendimiento basados en madera conficada, incluyendo una evaluación de sus ventajas y limitaciones. Además, sugerimos estrategias sobre cómo los compuestos pueden reutilizarse o descomponerse al final del ciclo de vida útil. La densificación de moldes cerrados tiene la ventaja de que no se necesita ningún equipo de laboratorio elaborado. Las abrazaderas de tornillo simples o una prensa se pueden utilizar para la densificación. Recomendamos este método para piezas pequeñas con geometrías simples y radios grandes de curvatura. La densificación al vacío en un proceso de molde abierto es adecuada para objetos más grandes y geometrías complejas, incluidos pequeños radios de curvatura. En comparación con el proceso de molde cerrado, el enfoque de vacío de molde abierto solo necesita la fabricación de una sola cavidad de molde.
Introducción
El desarrollo de nuevos compuestos basados en fibra natural (NF) equipados con propiedades mecánicas superiores representa una de las principales tareas en la ciencia de los materiales, ya que pueden ser alternativas sostenibles para los sistemas sintéticos actuales como los compuestos de fibra de vidrio1,2,3. Además de los compuestos tradicionales NF (flax, cáñamo, kenaf, etc)4,5, la densificación de la madera después de la eliminación parcial o completa de los componentes de la matriz ha recibido cada vez más atención en los últimos años6,7,8,9,10,11. La ruta de fabricación descendente, basada en la designificación de la madera a granel seguida de la densificación, es conceptualmente contraria a los procesos de abajo hacia arriba bastante complejos para productos a base de pulpa y lodos12. En los productos a base de pulpa y lodos, la alineación de fibra de madera beneficiosa no se conserva ya que las fibras se separan en el proceso. Por el contrario, la madera deignifinada que retiene la estructura, que se obtiene en un proceso de arriba hacia abajo, transfiere la sofisticada arquitectura con fibras de celulosa alineadas al nuevo material. Para lograr la densificación de la madera deignifficada sin distorsiones de alineación de fibra, se deben desarrollar nuevas rutas de procesamiento.
La densificación directa de muestras de madera desmificada saturadas de agua conduce a un grado limitado de densificación, grietas y distorsiones de alineación de fibra debido al agua libre inherente a la muestra húmeda que crea una contrapresión durante la densificación. Las soluciones actuales para evitar la pérdida de integridad estructural tras la densificación incluyen la utilización de madera parcialmente desintegrada seguida de la densificación a alta temperatura9 o el secado previo de madera confitada de madera confliccida previa mente6. Ambos métodos mejoran la conectividad entre las células vecinas, ya sea debido a la lignina restante que actúa como pegamento o eliminación de agua libre entre las células.
En ambos casos, se produce una formabilidad reducida, lo que limita las aplicaciones de diseño; el preacondicionamiento de muestra requerido también conduce a tiempos de procesamiento más largos. Por lo tanto, es necesario un proceso rápido y escalable que combine el modelado y la densificación en un solo paso.
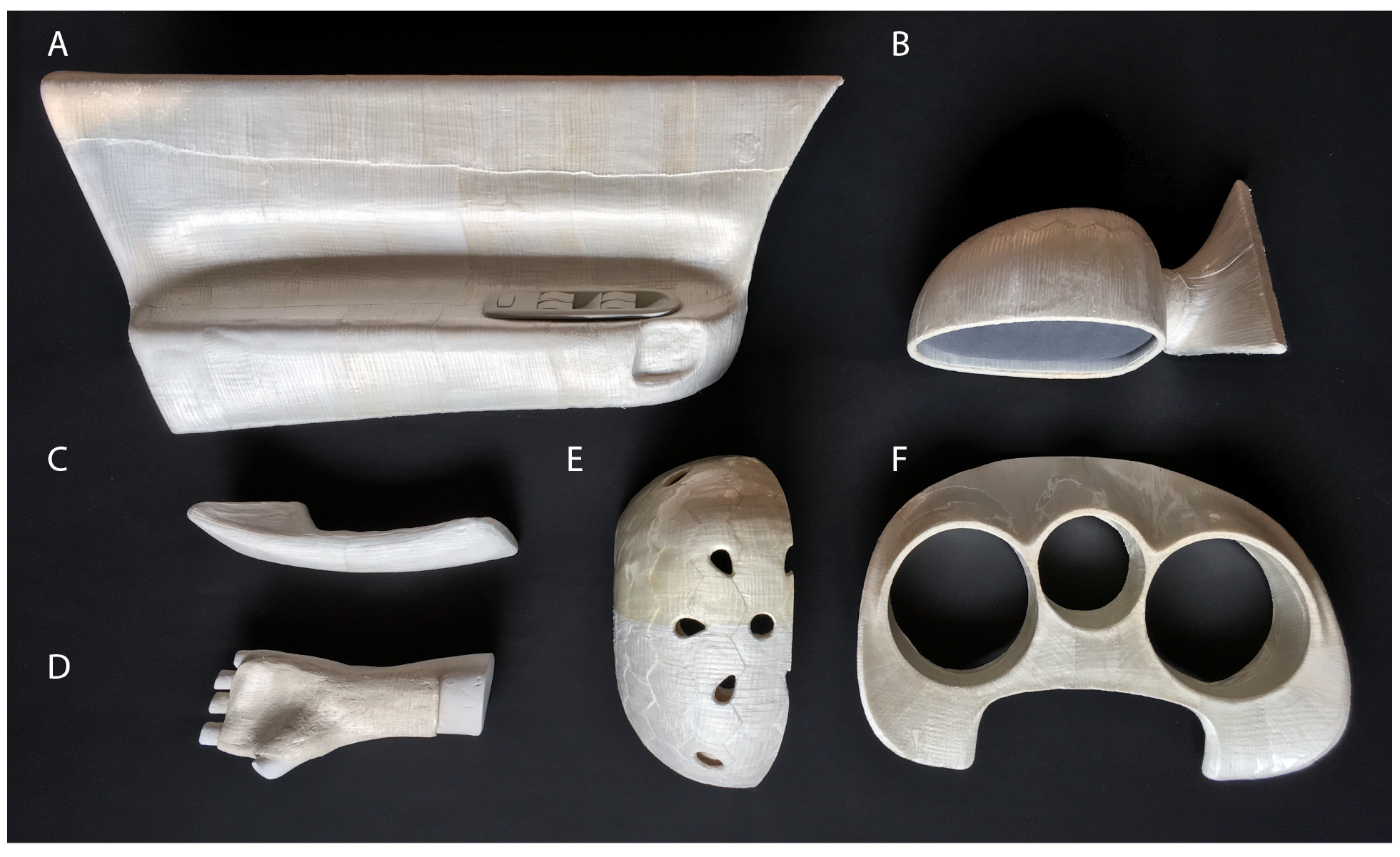
En este sentido, presentamos aquí la densificación abierta/cerrada de moldes y el procesamiento al vacío de la madera digna como métodos para combinar el modelado, la densificación y el secado en un enfoque simple y escalable. La Figura 1 muestra las piezas densificadas desintegradas desintegradas, que se obtuvieron utilizando las técnicas descritas en este trabajo.

Figura 1: Ejemplos de piezas compuestas de madera densificada deignificadas. (A) Panel de la puerta, (B) espejo lateral, (C) manija de la puerta de un coche, (D) ortesis, (E) casco abierto cortado, y (F) tapa del tacómetro de un coche. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Protocolo
1. Designificación de chapas de madera
NOTA: Este protocolo de desinflamación se basa en nuestros trabajos anteriores, publicados por Frey et al. 20186 y Segmehl et al. 201813.
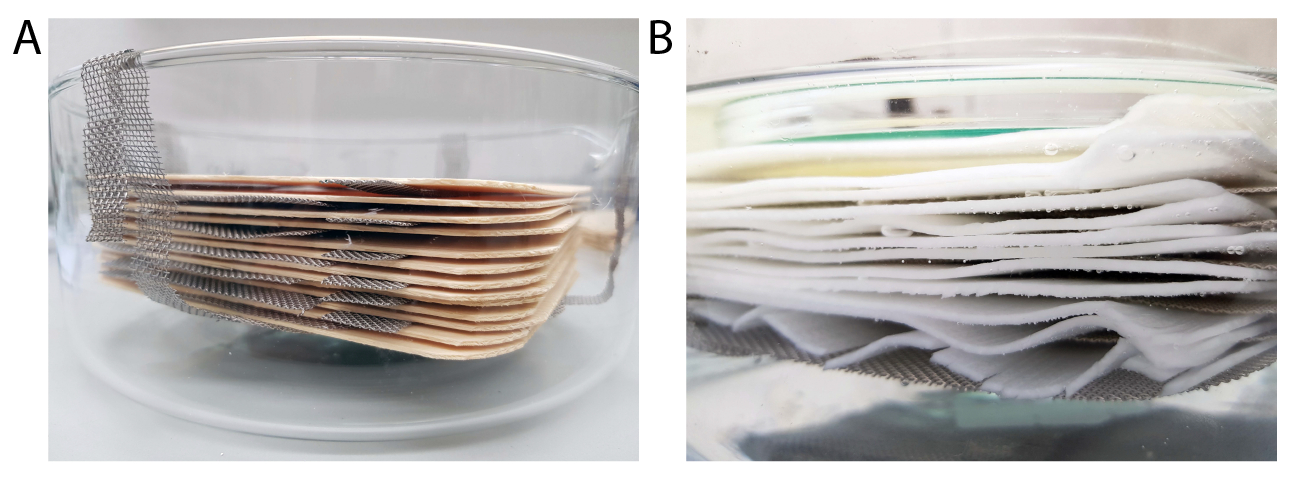
- Monte un soporte de muestra de acero inoxidable en un plato cristalizador o en un vaso de precipitados y coloque una barra de agitación magnética debajo del soporte de la muestra. Apilar chapas de madera en la parte superior del soporte y separarlas por mallas metálicas o rayas de malla metálica(Figura 2A). Aquí, utilizamos chapas de abeto de corte radial con un espesor de 1,5 mm. Las especies de madera y tipo (enverdiza, radial, chapa de corte rotativo) así como el espesor de las chapas pueden ser variados.
- Preparar una mezcla de 1:1 volumen de peróxido de hidrógeno (30 wt%) y ácido acético glacial y verter la mezcla en el plato cristalizador hasta que las carillas estén completamente cubiertas. Utilice platos de vidrio (por ejemplo, plato Petri) para mantener las carillas en la solución. Remoje las muestras de la solución a temperatura ambiente (RT) durante la noche mientras revuelve a 150 rpm.
- Calentar la solución a 80oC y ejecutar la reacción durante 6 h para una deignificación completa. Ajuste el tiempo de designificación dependiendo del grosor de la muestra.
- Después de la deignificación, vierta la solución de designificación en un vaso vacío y déjela enfriar antes de desecharla. Enjuague suavemente las carillas inignificadas varias veces con agua desionizada. A continuación, continúe lavando las carillas sin agitar llenando el plato cristalizador (vaso de precipitados) con agua desionizada. Sustituya el agua dos veces al día hasta que se alcance un valor de pH del agua de lavado superior a 5 (Figura 2B).
- Manipule las chapas de madera mojadas con cuidado, ya que el andamio de celulosa es bastante frágil. Utilice una malla metálica como soporte para el transporte y el drapeado(Figura 4).

Figura 2: Configuración de delignificación. (A) Plato cristalizador con portamuestras de malla metálica y carillas de madera apiladas en la parte superior del soporte de la muestra. Las rayas de malla metálica separan las carillas individuales entre sí. (B) Chapas desfladas cubiertas por agua durante el proceso de lavado. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
2. Almacenamiento y producción de "celulosa prepreg"
- Considere la posibilidad de procesar las muestras de madera inconficadas en húmedo dentro de 2-3 semanas. Alternativamente, conserve el material para su almacenamiento a largo plazo en etanol (EtOH) o seque las láminas entre mallas metálicas.
- Almacene las láminas de celulosa secas y planas ("prepregs de celulosa") por debajo del 65% de humedad relativa (RH). Rehumede las láminas en agua antes de seguir moldeando y procesando.
3. Densificación y formación de madera inflada en moldes cerrados
- Utilice moldes cerrados hechos de un material poroso abierto (por ejemplo, moldes cerámicos, moldes de polímeroimpresos impresos en 3D porosos) para permitir la extracción de agua y el secado suficiente. Los tamaños de los poros deben ser inferiores a 2 mm, especialmente hacia la superficie, para obtener una superficie lisa de la pieza compuesta final.
- Acondicionar la madera digna en la humedad relativa deseada. Para radios de curvatura en el rango de cm o estructuras planas, utilice muestras que estén acondicionadas al 95% de humedad relativa a 20 oC. Para radios de curvatura más pequeños, cubra la chapa en estado saturado de agua, seque previamente el material drapeado en un molde abierto al 95% de humedad relativa, o seque previamente el material en un horno (65 oC) durante 5-30 minutos (el tiempo depende del espesor de la muestra). Las consideraciones de curvatura se hacen en relación con el espesor de la chapa (aquí 1,5 mm).
- Densifique el material en el molde cerrado, ya sea mediante abrazaderas de tornillo o en una prensa. Reajuste la presión si es necesario para compensar la contracción. El proceso de secado se puede acelerar colocando el molde en un horno a 65 oC o aumentando la temperatura de la prensa.
NOTA: Una presión relativamente baja en el rango de unos pocos MPa es suficiente para densifiar la madera dhumada. El espesor final se puede controlar mediante el uso de espaciadores con el espesor objetivo entre las superficies del molde en lugar de controlar la presión. - Después del secado completo, desmoldee la pieza compuesta y reutilice el molde para una nueva ejecución.
4. Modelado y densificación al vacío de la madera deignificada en moldes abiertos
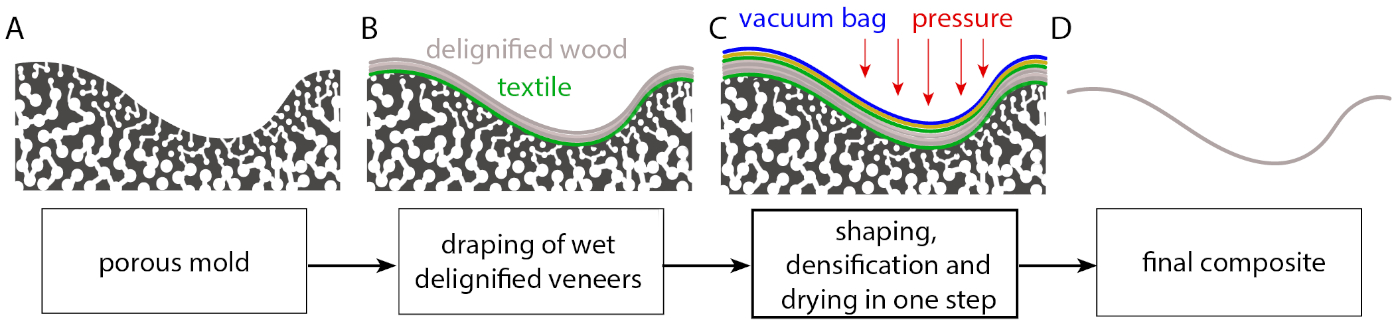
- Utilice un molde abierto poroso como se describe en 3.1. Alternativamente, utilice moldes no porosos con una capa porosa (por ejemplo, malla, textil, respirador) en la parte superior del molde o en la parte superior de la madera conficada para permitir el secado(Figura 3A).
- Utilice una capa textil (por ejemplo, peel-ply) para proteger el moho de la contaminación. Cubra una chapa deignificada saturada de agua en la parte superior del tejido(Figura 3B)y cúbrala con una segunda capa textil y malla de flujo.
NOTA: Para obtener un acabado superficial liso, recomendamos el procesamiento poroso de moldes cerrados. Para ello, reemplace la malla de flujo con la parte superior porosa del molde. Sin embargo, si se desea un patrón de superficie con, por ejemplo, una malla, el proceso de molde o no toque abierto es una buena alternativa. - Coloque el molde encima de una placa de acero inoxidable, aplique la cinta de sellado y el tubo de vacío, y envuelva el molde (abierto o cerrado) con una bolsa de vacío. Utilice la malla de flujo para permitir el flujo de agua al tubo de vacío. Opcionalmente, coloque capas de malla adicionales debajo del molde para mejorar el proceso de secado y evitar caídas de presión de vacío local, especialmente para piezas más grandes(Figura 3C).
- Aplique un vacío para el secado y la densificación simultánea del compuesto. Para un secado acelerado, coloque la configuración en un horno a temperatura elevada (p. ej., 65 oC).
NOTA: Asegúrese de utilizar trampas frías para evitar que el agua entre en la bomba de vacío. Aquí usamos una bomba de aceite en un rango de presión de 10-2 bar. Sin embargo, también es posible utilizar una bomba de membrana, pero las compensaciones con respecto al grado de densificación podrían tener en cuenta. - Después del secado, desmoldeele el compuesto seco y reutilice la configuración del molde y el vacío para una nueva pieza compuesta(Figura 3D).

Figura 3: Ilustración esquemática del proceso de molde abierto. (A) Molde poroso con poros más pequeños hacia la superficie. (B) Madera desificada cubierta sobre el molde poroso (gris) y capa textil opcional para la protección del molde (verde). (C) Textil, malla de flujo y bolsa de vacío colocada en la parte superior de madera deignifficada. La presión se aplica a través de la bolsa de vacío y conduce a la densificación y secado del material. (D) Compuesto final después de la demolición. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
5. Fabricación de piezas compuestas laminadas
- Fabricar piezas compuestas multicapa gruesas mediante técnicas de colocación y elegir el ángulo de orientación de la fibra de las capas (por ejemplo, [0o], [0o/90o], [0o/-45o/90o/+45o]S)como en la fabricación de composites tradicionales.
NOTA: El número de capas se puede elegir dependiendo del grosor objetivo de la pieza final. Sin embargo, el tiempo de vacío depende en gran medida del tamaño y grosor de la pieza y oscila entre 2 h (capa única, 1,5 mm de espesor) hasta 2 días para una pieza de 8 capas. - Aumente la unión entre capas de madera confinadas aplicando adhesivo entre capas durante el proceso de drenaje. Utilice un adhesivo a base de agua (por ejemplo, almidón) que permita el secado y curado combinados del adhesivo.
NOTA: Aplicamos 0,04 g/cm2 de una solución de almidón de 16,5 wt% entre las capas. Sin embargo, otros pegamentos a base de agua podrían utilizarse alternativamente. - Desmoldar la pieza compuesta y el acabado de la máquina a mano o con herramientas de madera estándar(Figura 6E,F).
6. Reutilización y reciclaje de piezas compuestas
- Coloque los compuestos de madera no encolados inignificados en agua hasta que la pieza recupere la formabilidad. A continuación, cambie la forma del material para obtener un nuevo producto (véase Frey et al. 20197) o reducirlo a piezas pequeñas.
- Reutilice las pequeñas piezas de madera deignificada para crear nuevos productos inspirados en las técnicas de pulpa estándar (por ejemplo, moldeo de pulpa) y, finalmente, deje que el material se biordebite después del final de la vida útil.
Resultados
Desilicificación y manipulación de chapas de madera.
La deignificación completa conduce a una reducción de masa de alrededor del 40% y una reducción del volumen de alrededor del 20% después del secado al 65% de RH6. Además de la lignina, una fracción de la hemicelulosa también se elimina. La eliminación de estos componentes da como resultado un material de celulosa frágil (ver Figura 4). El uso de mallas metálicas como soporte facilita el manejo y el drapeado.

Figura 4: Manejo de madera digna en estado húmedo. (A) Madera infifizada frágil en su estado húmedo. (B) La manipulación del material se facilita mediante el uso de una malla metálica para el transporte o (C) para cubrir el material a un molde. (D) Madera digna cubierta sobre un molde poroso impreso en 3D. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Densificación y formación de madera deignificada en moldes cerrados.
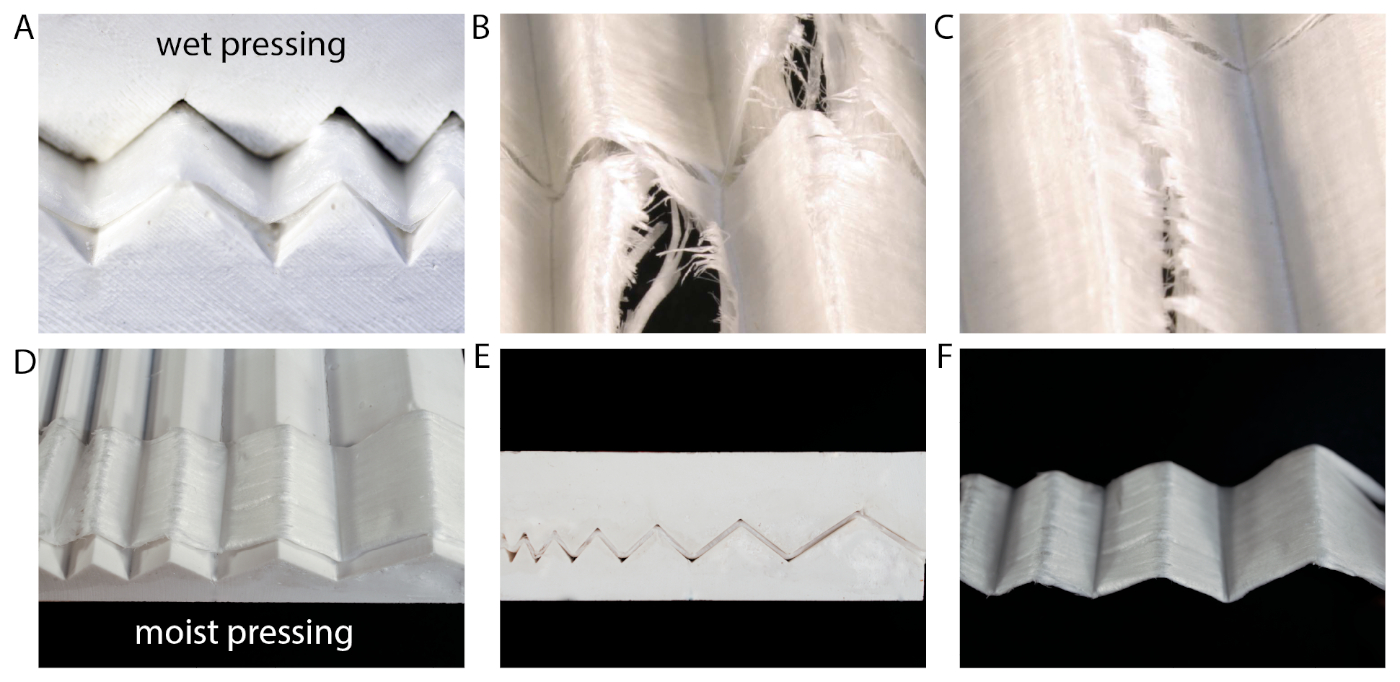
La densificación de la madera deignificada saturada de agua(Figura 5A-C) es exigente, ya que el agua libre en el andamio crea una contrapresión sobre la densificación y permite que el material fluya durante el procesamiento. Esto causa desviaciones de fibra y grietas en el material final(Figura 5B,C). Una posibilidad de eludir estas limitaciones es utilizar madera preacondicionada húmeda (95% de humedad relativa y 20 oC), madera digna. En esta condición, la madera digna sigue siendo razonablemente moldeable y su densificación no conduce a distorsiones y defectos de alineación de la fibra.
El material preacondicionado, sin embargo, es más rígido en comparación con el estado saturado de agua, lo que dificulta la obtención de radios de curvatura pequeña sin daños materiales. Para radios de curvatura pequeña, se puede utilizar un drenaje húmedo seguido de un acondicionamiento en estado ya formado de densificación previa. Sin embargo, el acondicionamiento consume bastante tiempo y, por lo tanto, no se recomienda para aplicaciones a gran escala.

Figura 5: Densificación de molde cerrado de madera deignificada en estado húmedo y húmedo. (A) La densificación del material de celulosa saturada de agua conduce a (B,C) grietas y desalineación de la fibra. (D-F) La densificación del material húmedo, acondicionado en 95% RH resulta en una mejor preservación de la alineación de la fibra y menos defectos. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
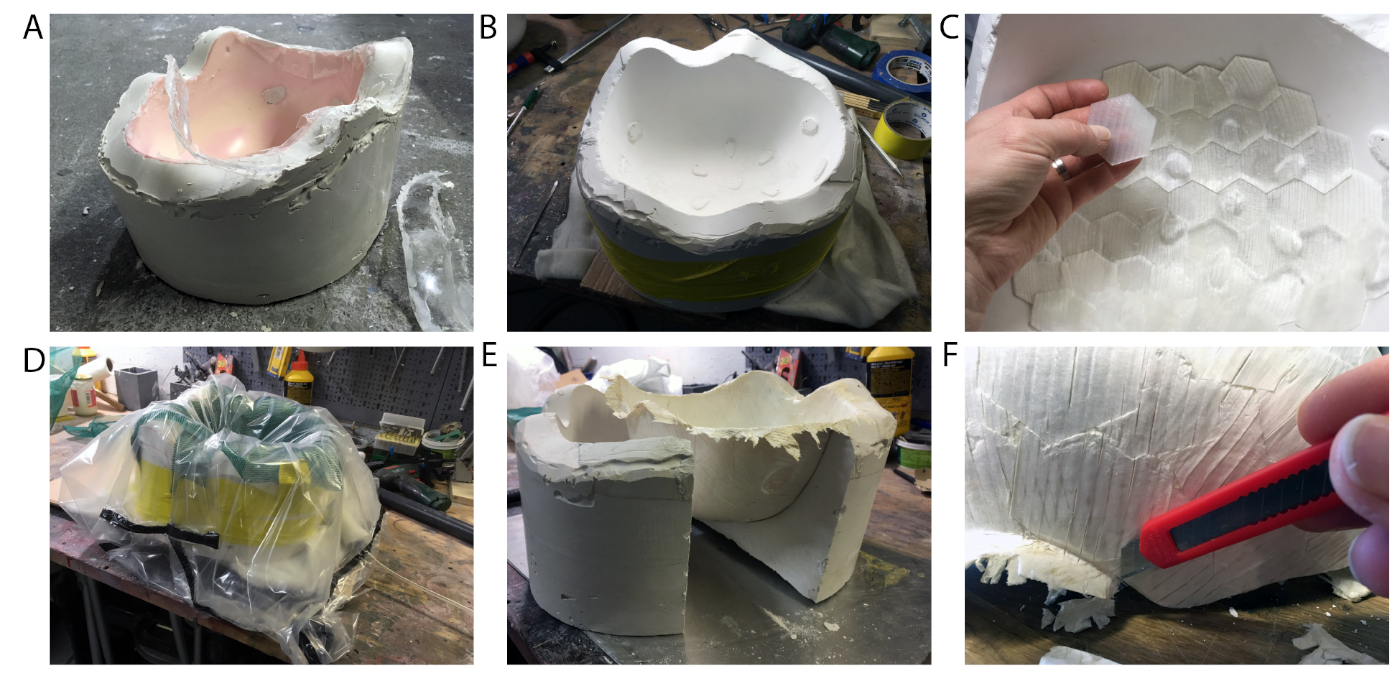
Forma de vacío y densificación de una pieza laminada en un molde abierto.
Ejemplarmente para la conformación al vacío, fabricamos un casco en un molde de yeso hecho a sí mismo utilizando un proceso de molde abierto(Figura 6A, B). Como colocación, cubrimos 2 capas de escamas hexagonales para texturizado superficial, seguidas de 4 capas de chapa de madera digna en una colocación de [0o/90o](Figura 6C). Las escamas proporcionan un diseño de superficie atractivo, mientras que las capas unidimensionales (UD) añaden resistencia y rigidez al compuesto. Aplicamos 16.5 wt% almidón como adhesivo entre capas para evitar la delaminación14.
La densificación al vacío(Figura 6D) conduce al secado completo de la pieza en un plazo de 48 h y a la densificación hasta un espesor de 3 mm (1/3rd del espesor inicial). Después del procesamiento de vacío, la pieza compuesta se desmolda(Figura 6E)y los bordes se recortan con una fresa(Figura 6F).
El espesor máximo de colocación que podía densifiarse y secarse completamente con el enfoque de moldeo abierto era una colocación de 8 capas (8 x 1,5 mm de chapa) con un espesor final de esta parte de 2,5 mm, que corresponde a una densificación hasta aproximadamente una cuarta parte del espesor inicial de la madera seca dilatada, teniendo en cuenta la capa de contracción al deignificación y secado. Para obtener tales altos grados de densificación, se necesita un vacío bajo en el rango de 10-2 bar.
Los compuestos de madera demonizados que se densifican alrededor de una cuarta parte de su espesor inicial suelen alcanzar valores de módulos elásticos alrededor de 25 GPa y valores de resistencia en el rango de 150-180 MPa, como se muestra en nuestro trabajo anterior(Tabla 1)7.

Tabla 1: Valores bibliográficos para el módulo elástico de tracción y la resistencia a la tracción de la madera densificada densificada. El procesamiento de vacío da como resultado una densificación hasta 1/4 del espesor inicial, que corresponde a un FVC del 66%.

Figura 6: Fabricación de un casco por procesamiento de molde abierto. (A,B) Moldeo del casco original usando un molde de yeso. (C) Drenaje de dos capas externas con escamas hexagonales seguidas de cubrir las 4 capas internas en una colocación de [0/90]. (D) Densificación y secado de la pieza por vacío. (E) Desmoldeo de la pieza seca y (F) terminar con una fresa. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
El uso de mallas de flujo normalmente da como resultado una impresión de malla en la muestra. Esto puede considerarse como una estrategia de diseño inherente al proceso o puede prevenirse colocando una capa textil más gruesa adicional entre la madera conficada y la malla de flujo.
Alternativamente, se pueden utilizar moldes cerrados combinados con el procesamiento de vacío como se describe en el paso de protocolo 4.2. El patrón regular se puede obtener colocando pequeños trozos de chapas deignificadas en un orden definido, como se muestra anteriormente para nuestro ejemplo con el patrón hexagonal en el casco.
Los problemas que pueden surgir durante el procesamiento por vacío incluyen las desenuderas en la parte compuesta, que son causadas por el secado incompleto y la aparición de grietas (Figura 7). Las grietas dan lugar principalmente a madera deignifficada que se almacenó en la fabricación de compuestos anteriores de EtOH. Por lo tanto, después del almacenamiento EtOH, recomendamos remojar cuidadosamente la madera delignificada en agua antes de su posterior procesamiento. Además, la cuidadosa dredificación seguida de una ligera densificación a mano para eliminar un poco de agua libre reduce el riesgo de agrietamiento.

Figura 7: Posibles problemas que surgen en la fabricación de geometrías complejas. (A) Vista posterior y (B) vista lateral del casco fabricado. (C,D) Pequeñas grietas debido a la contracción del material durante el procesamiento. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Reutilización o descomposición de piezas compuestas.
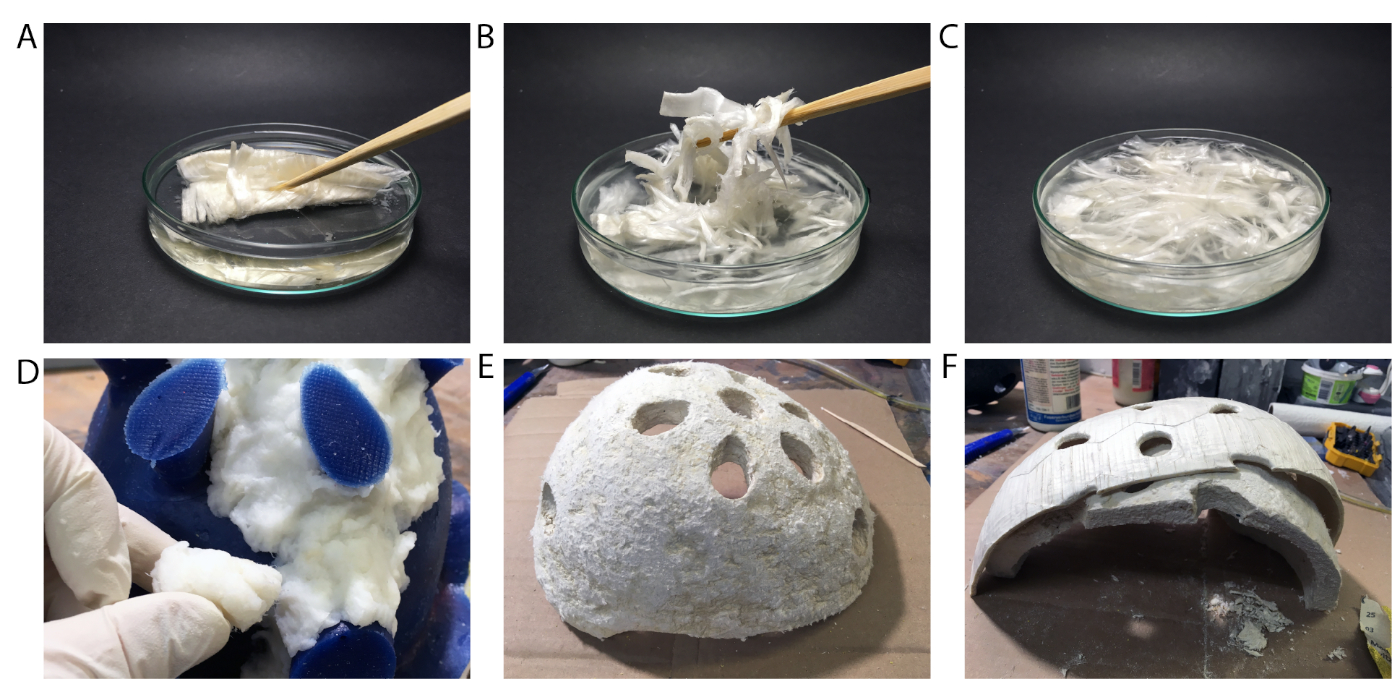
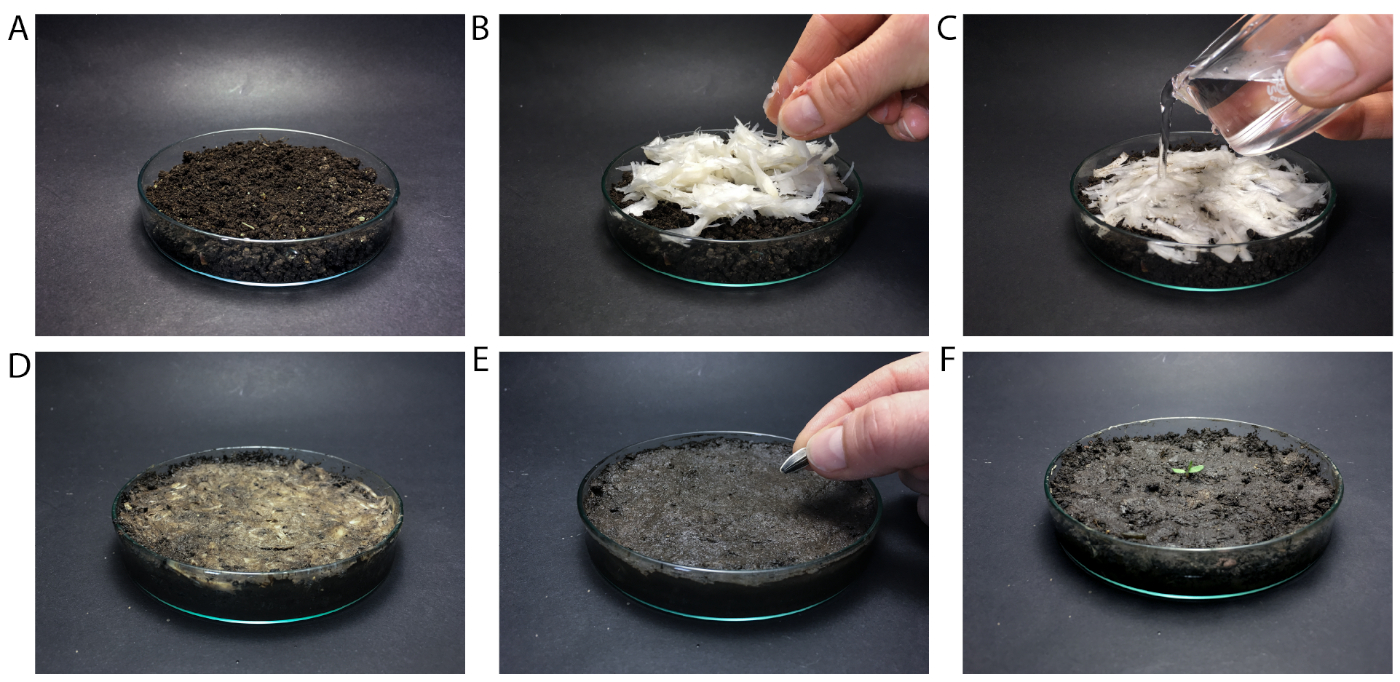
Nuestro compuesto de almidón de celulosa es todo de base biológica y puede desintegrarse en el agua. Por un lado, la hidroflicidad del material es una desventaja, ya que conduce a un rendimiento mecánico reducido cuando está en contacto con el agua. Un método simple para proteger el compuesto del agua líquida comprende recubrimientos hidrófobos, como hemos demostrado en Frey et al. 20197. Por otro lado, un comportamiento hidrófilo del material también puede ser beneficioso cuando se trata de uso al final de la vida útil y aspectos de reciclaje. La muestra se puede desintegrar simplemente en agua a trozos más pequeños y la loda fibrosa se puede utilizar aún más para la producción de nuevos productos a base de fibra como se muestra en la Figura 8. Además, el material fibroso es totalmente biodegradable, como se muestra en la Figura 9.

Figura 8: Reutilización de fibras de madera deignificadas. (A-C) Reducción de chapas de madera deignificadas en trozos pequeños mediante la dispersión del material en agua. (D-F) Reutilización de la suspensión de fibra para producir el forro de un casco. (D) Reveting de un molde de silicio con lodos de fibra. (E) Forro final del casco. (F) Forro hecho de madera desintegrada desintegrada dentro de la cáscara dura del casco. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 9: Degradación de las fibras de madera infladas. (A) Plato Petri lleno de tierra. (B) Colocar la suspensión de fibra en la parte superior del suelo y (C) llenarla de agua. (D) Biodegradación después de un día, (E) después de ocho días, y (F) después de 26 días. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Discusión
Presentamos técnicas de fabricación versátiles para obtener compuestos a base de madera desalididos de alto rendimiento y sugerimos posibles estrategias de reutilización y reciclaje. El procesamiento de moldecerrado preacondicionamiento del material tiene requisitos previos, ya que no se puede procesar en estado saturado de agua. El uso de un proceso de molde cerrado, sin embargo, podría ser el método de elección, especialmente si, por ejemplo, no hay ninguna configuración de vacío disponible o si se desea un buen acabado superficial (suave) en ambos lados.
El procesamiento al vacío de moldes abiertos de madera deignificada permite combinar el modelado, la densificación y el secado de muestras saturadas de agua en un enfoque sencillo y escalable. La técnica es aplicable para la producción de geometrías complejas y ofrece una alternativa escalable para procesos de molde cerrado. Hemos fabricado compuestos apilando chapas de madera deliccidas utilizando almidón como adhesivo entre capas. La densificación hasta un cuarto del espesor inicial dio como resultado un espesor final de 2,5 mm de la parte compuesta de 8 capas de espesor. Para obtener un acabado superficial más suave en el proceso de vacío, el uso de un molde poroso cerrado podría ser una alternativa adecuada.
Para ambos métodos de procesamiento, recomendamos el uso de un sistema adhesivo entre capas de madera desfificada con el fin de disminuir el riesgo de delaminación. Para el ejemplo dado, elegimos el almidón, ya que es un pegamento de base biológica bien conocido para productos de pulpa y papel, como bolsas de papel, y es a base de agua. Los trabajos futuros se centrarán en la fabricación de laminados más gruesos para resolver las limitaciones de corriente en términos de secado y desviaciones de flujo de fibra.
En general, el procesamiento al vacío de madera deignificada tiene el potencial de una producción fácil y rápida de compuestos de fibra de celulosa densificada a gran escala. Después de abordar el problema de durabilidad del material mediante la aplicación de recubrimientos adecuados, sistemas adhesivos estables al agua o modificación química, las posibles aplicaciones industriales pueden incluir componentes automotrices como paneles de puertas, pisos y tableros de control. Nuestro material podría reemplazar metales o compuestos reforzados con fibra con el fin de reducir el peso para una mejor eficiencia del combustible y mejorar la reciclabilidad.
Divulgaciones
Los autores no tienen nada que revelar.
Agradecimientos
Los autores agradecen a Silvan Gantenbein por la impresión 3D de moldes porosos.
Materiales
| Name | Company | Catalog Number | Comments |
| Acetic acid | VWR Chemicals | 20104.312 | |
| Breather | Suter Kunststoffe AG | 923.015 | |
| Flow mesh/bleeder | Suter Kunststoffe AG | 180.007 | |
| Gypsum | Suter Kunststoffe AG | 115.3002 | |
| Hydrogen peroxide, 30% | VWR Chemicals | 23622.298 | |
| Oven | Binder GmbH | ||
| Press | Imex Technik AG | ||
| Seal tape | Suter Kunststoffe AG | 31344 | |
| Stainless steel mesh | Drawag AG | ||
| Starch | Agrana Beteilungs AG | ||
| Textile, peel ply | Suter Kunststoffe AG | 222.001 | |
| Vacuum bag | Suter Kunststoffe AG | 215.15 | |
| Vacuum bag, elastic | Suter Kunststoffe AG | 390.1761 | elastic vacuum bag for complex shapes |
| Vacuum pump | Vacuumbrand | ||
| Vacuum tubing | Suter Kunststoffe AG | 77008.001 | |
| Wood veneers | Bollinger AG |
Referencias
- Joshi, S. V., Drzal, L. T., Mohanty, A. K., Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites?. Composites Part A: Applied Science and Manufacturing. 35 (3), 371-376 (2004).
- Mohanty, A. K., Misra, M., Drzal, L. T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. Journal of Polymers and the Environment. 10 (1), 19-26 (2002).
- Mohanty, A. K., Vivekanandhan, S., Pin, J. M., Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science. 362 (6414), 536-542 (2018).
- Pickering, K. L., Efendy, M. G. A., Le, T. M. A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing. 83, 98-112 (2016).
- Woigk, W., et al. Interface properties and their effect on the mechanical performance of flax fibre thermoplastic composites. Composites Part A: Applied Science and Manufacturing. 122, 8-17 (2019).
- Frey, M., et al. Delignified and Densified Cellulose Bulk Materials with Excellent Tensile Properties for Sustainable Engineering. ACS Applied Materials & Interfaces. 10 (5), 5030-5037 (2018).
- Frey, M., et al. Tunable Wood by Reversible Interlocking and Bioinspired Mechanical Gradients. Advanced Science. 6, 1802190 (2019).
- Yano, H., Hirose, A., Collins, P., Yazaki, Y. Effects of the removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. Journal of Materials Science Letters. 20 (12), 1125-1126 (2001).
- Song, J., et al. Processing bulk natural wood into a high-performance structural material. Nature. 554 (7691), 224 (2018).
- Shams, M. I., Yano, H., Endou, K. Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: effects of pressing pressure and pressure holding. Journal of Wood Science. 50 (4), 337-342 (2004).
- Yano, H. Potential strength for resin-impregnated compressed wood. Journal of Materials Science Letters. 20 (12), 1127-1129 (2001).
- Keplinger, T., Wang, X., Burgert, I. Nanofibrillated cellulose composites and wood derived scaffolds for functional materials. Journal of Materials Chemistry A. 7 (7), 2981-2992 (2019).
- Segmehl, J. S., Studer, V., Keplinger, T., Burgert, I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials. 11 (4), 517 (2018).
- Maurer, H. W., Kearney, R. L. Opportunities and challenges for starch in the paper industry. Starch-Stärke. 50 (9), 396-402 (1998).
Reimpresiones y Permisos
Solicitar permiso para reutilizar el texto o las figuras de este JoVE artículos
Solicitar permisoThis article has been published
Video Coming Soon
ACERCA DE JoVE
Copyright © 2025 MyJoVE Corporation. Todos los derechos reservados