
Method Article
Fabricação e design de compósitos de alto desempenho baseados em madeira
Neste Artigo
Resumo
A madeira densificada delignified representa um material de saltador, de alto desempenho e biobaseado prometedor a prometer com grande potencial substituir compósitos reforçados da fibra de fibra natural reforçados ou de fibra de vidro no futuro. Nós aqui apresentamos duas rotas versáteis da fabricação e demonstramos a possibilidade criar peças compostas complexas.
Resumo
A madeira densificada delignified é um material prometedor e sustentável novo que possua o potencial substituir materiais sintéticos, tais como compósitos reforçados da fibra de vidro, devido a suas propriedades mecânicas excelentes. A madeira delignified, entretanto, é um pouco frágil em um estado molhado, que faça a manipulação e a formação desafiantes. Aqui apresentamos dois processos de fabricação, densificação de molde fechado e densificação de vácuo, para produzir compósitos de celulose de alto desempenho com base em madeira delignified, incluindo uma avaliação de suas vantagens e limitações. Além disso, sugerimos estratégias de como os compósitos podem ser reutilizados ou decompostos no ciclo de fim de vida. A densificação de molde fechado tem a vantagem de que nenhum equipamento de laboratório elaborado é necessário. Grampos de parafuso simples ou uma imprensa podem ser usados para a densamente. Recomendamos este método para pequenas peças com geometrias simples e grandes raios de curvatura. A densificação do vácuo em um processo do aberto-molde é apropriada para objetos maiores e geometrias complexas, incluindo raios pequenos da curvatura. Comparado ao processo do fechado-molde, a aproximação do vácuo do aberto-molde precisa somente a manufatura de uma única cavidade do molde.
Introdução
O desenvolvimento de novos compostos à base de fibras naturais (NF) equipados com propriedades mecânicas superiores representa uma das principais tarefas na ciência dos materiais, pois podem ser alternativas sustentáveis para sistemas sintéticos atuais, como compostos de fibra de vidro1,2,3. Além dos compostos nf tradicionais (linho, cânhamo, kenaf, etc)4,5,a densificação de madeira após a remoção parcial ou completa dos componentes da matriz tem recebido atenção crescente nos últimos anos6,7,8,9,10,11. A rota de fabricação de cima para baixo, com base na ignificação da madeira a granel, seguida de densificação, é conceitualmente contrária aos processos de baixo para cima bastante complexos para produtos à base de celulose e chorume12. Em produtos à base de celulose e pasta, o alinhamento benéfico de fibra de madeira não é reparado, pois as fibras são separadas no processo. Em contraste, a madeira delignified de retenção de estruturas, que é obtida em um processo de cima para baixo, transfere a arquitetura sofisticada com fibras de celulose alinhadas para o novo material. Para conseguir a densificação da madeira delignified sem distorções do alinhamento da fibra, as rotas processuais novas devem ser desenvolvidas.
A densificação direta de amostras de madeira delignified água-saturadas conduz a um grau limitado do densification, às rachaduras, e às distorções do alinhamento da fibra devido à água livre molhado-amostra-inerente que cria uma pressão contrária durante o densification. As soluções atuais para evitar a perda estrutural da integridade em cima do ansification incluem a utilização da madeira parcialmente delignified seguida pelo densification de alta temperatura9 ou pre-drying da madeira delignifiedodensification 6. Ambos os métodos melhoram a conectividade entre as células vizinhas, seja devido à lignina restante que atua como cola ou remoção de água livre entre as células.
Em ambos os casos, ocorre uma formabilidade reduzida, o que limita as aplicações de design; o pré-condicionamento de amostra necessário também leva a tempos de processamento mais longos. Portanto, é necessário um processo rápido e escalável que combine a formação e a densificação em uma única etapa.
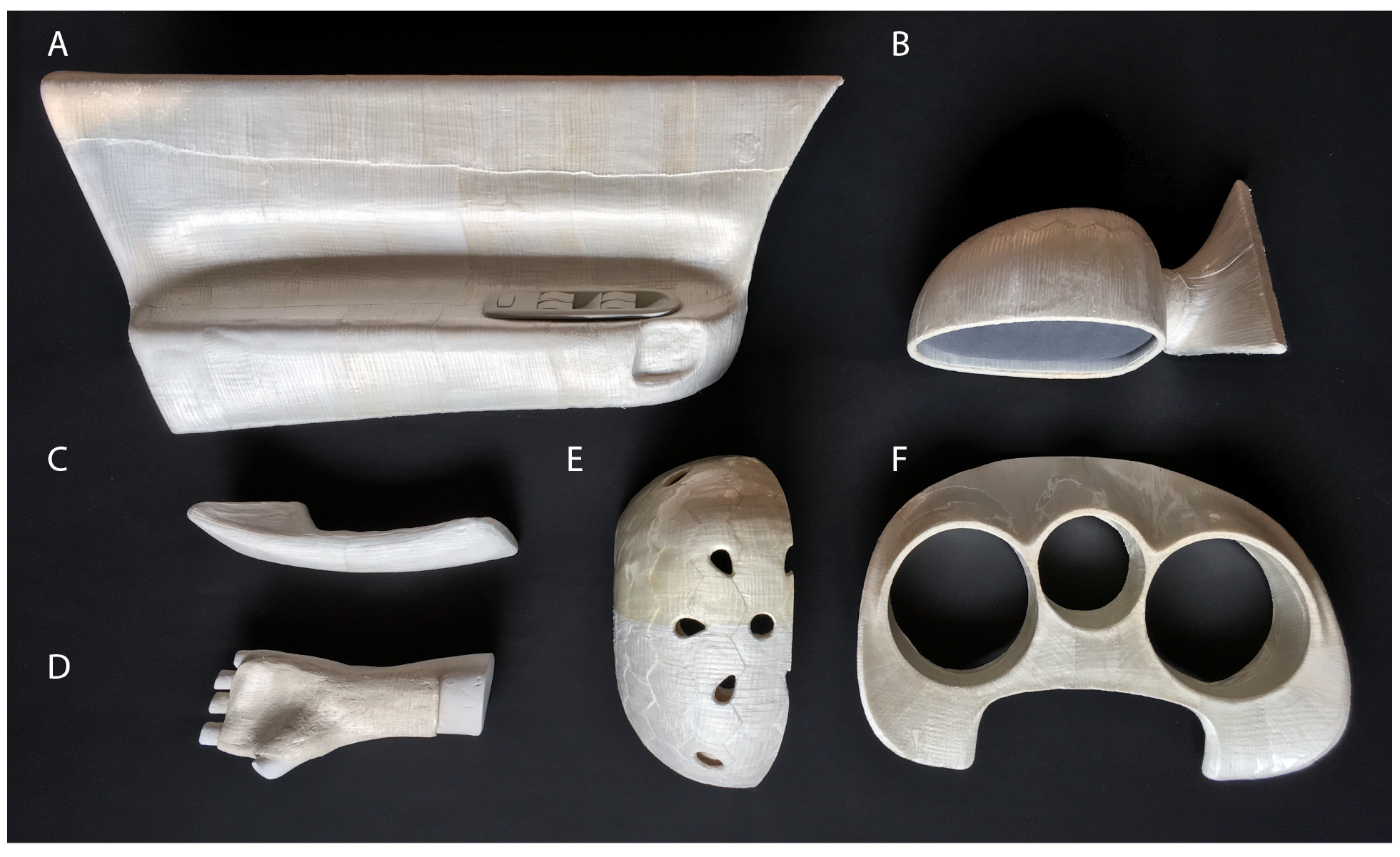
A este respeito, apresentamos aqui densificação aberta / de molde fechado e processamento de vácuo de madeira delintilada como métodos para combinar modelagem, densificação e secagem em uma abordagem simples e escalável. A Figura 1 mostra peças compostas de madeira densificadas deliníficas, que foram obtidas usando as técnicas descritas neste trabalho.

Figura 1: Exemplos de peças compostas de madeira densificadas delignified. (A)Painel de porta, (B) espelho lateral, (C) maçaneta da porta de um carro, (D) ortose, (E)corte capacete aberto, e (F) tampa de tachometer de um carro. Clique aqui para ver uma versão maior deste número.
{kind=link}
Protocolo
1. Delignificação de folheados de madeira
NOTA: Este protocolo de designificação é baseado em nossos trabalhos anteriores, publicados por Frey et al. 20186 e Segmehl et al. 201813.
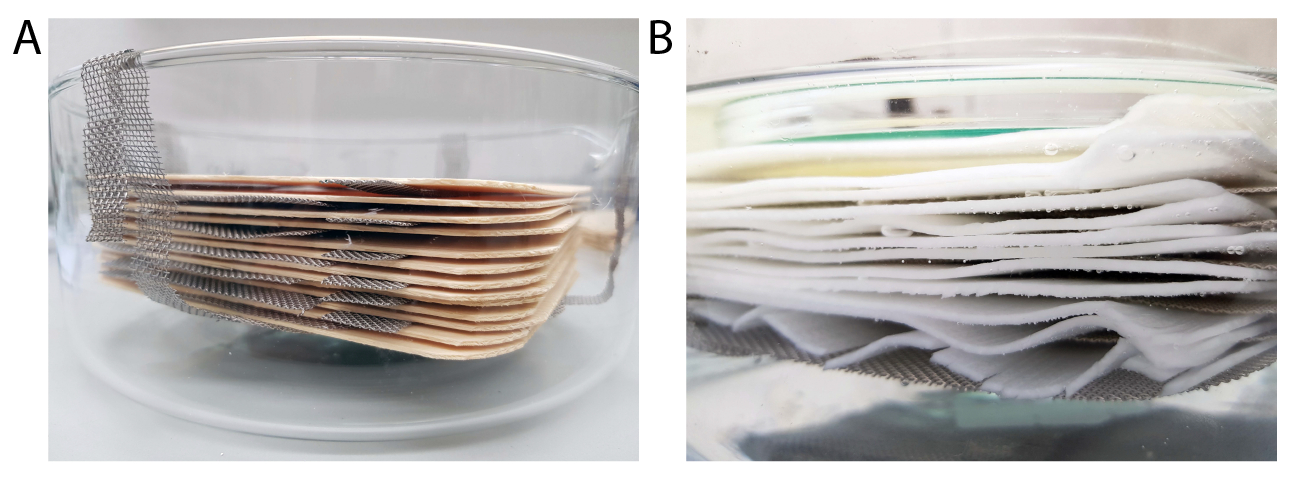
- Monte um suporte de amostra de aço inoxidável em um prato cristalizador ou em um copo e coloque uma barra de agitação magnética abaixo do suporte da amostra. Empilhe folheados de madeira em cima do suporte e separe-os por malhas de metal ou listras de malha de metal (Figura 2A). Aqui, usamos folheados de corte radial com espessura de 1,5 mm. Espécies de madeira e tipo (verniz tangencial, radial, corte rotativo), bem como a espessura dos folheados pode ser variada.
- Prepare uma mistura de 1:1 volume de peróxido de hidrogênio (30 wt%) e ácido acético glacial e despeje a mistura no prato cristalizador até que as facetas estejam totalmente cobertas. Use pratos de vidro (por exemplo, placa de Petri) para manter os folheados na solução. Mergulhe amostras na solução à temperatura ambiente (RT) durante a noite enquanto mexendo em 150 rpm.
- Aqueça a solução a 80 °C e execute a reação por 6 h para a designificação completa. Ajuste o tempo de designificação dependendo da espessura da amostra.
- Após a designificação, despeje a solução de ignição em um copo vazio e deixe esfriar antes da eliminação. Lave suavemente os folheados delignified várias vezes com água desionizada. Em seguida, continue lavando os folheados sem mexer, enchendo o prato cristalizador (copo) com água desionizada. Substitua a água duas vezes por dia até que um valor de pH da água de lavagem acima de 5 seja atingido(Figura 2B).
- Segure folheados de madeira delignified molhados com cuidado, porque o andaime da celulose é um pouco frágil. Use uma malha de metal como suporte para transporte e drapeado (Figura 4).

Figura 2: Configuração de designificação. (A)Prato cristalizador com suporte de amostra de malha metálica e folheados de madeira empilhados em cima do suporte da amostra. As listras da malha do metal separam os folheados individuais de se. (B) Folheados delignfied cobertos pela água durante o processo de lavagem. Clique aqui para ver uma versão maior deste número.
{kind=link}
2. Armazenamento e "celulose prepreg" produção
- Considere processar as amostras de madeira delignified molhadas dentro de 2-3 semanas. Alternativamente, preservar o material para armazenamento a longo prazo em etanol (EtOH) ou secar as folhas entre as maleladas metálicas.
- Guarde as folhas de celulose secas e planas ("prepregs de celulose") abaixo de 65% de umidade relativa (RH). Rewet as folhas na água antes de moldar e processar mais.
3. Densificação e formação de madeira delignified em moldes fechados
- Use moldes fechados feitos de um material aberto poroso (por exemplo, moldes cerâmicos, moldes de polímero impressos em 3D porosos) para permitir a remoção de água e secagem suficiente. Os tamanhos dos poros devem estar abaixo de 2 mm, especialmente em direção à superfície, para obter uma superfície lisa da parte composta final.
- Condição a madeira delignified no RH desejado. Para radii de curvatura na faixa de cm ou estruturas planas, use amostras que são condicionadas a 95% rh a 20 °C. Para radii curvatura menor, armar o verniz em estado saturado de água, pré-secar o material drapeado em um molde aberto em 95% RH, ou pré-seca o material em um forno (65 °C) para 5-30 min (o tempo depende da espessura da amostra). Considerações de curvatura são feitas em relação à espessura do verniz (aqui 1,5 mm).
- Densify o material no molde fechado usando grampos do parafuso ou em uma imprensa. Reajustar a pressão, se necessário, para compensar o encolhimento. O processo de secagem pode ser acelerado, colocando o molde em um forno a 65 °C ou aumentando a temperatura da imprensa.
NOTA: Uma pressão relativamente baixa na faixa de alguns MPa é suficiente para densificar madeira delignified molhada. A espessura final pode ser controlada usando espaçadores com a espessura alvejada entre as superfícies do molde um pouco do que controlando a pressão. - Após a secagem completa, demofma a parte composta e reutilizar o molde para uma nova corrida.
4. Modelagem e densificação do vácuo da madeira delignified em moldes abertos
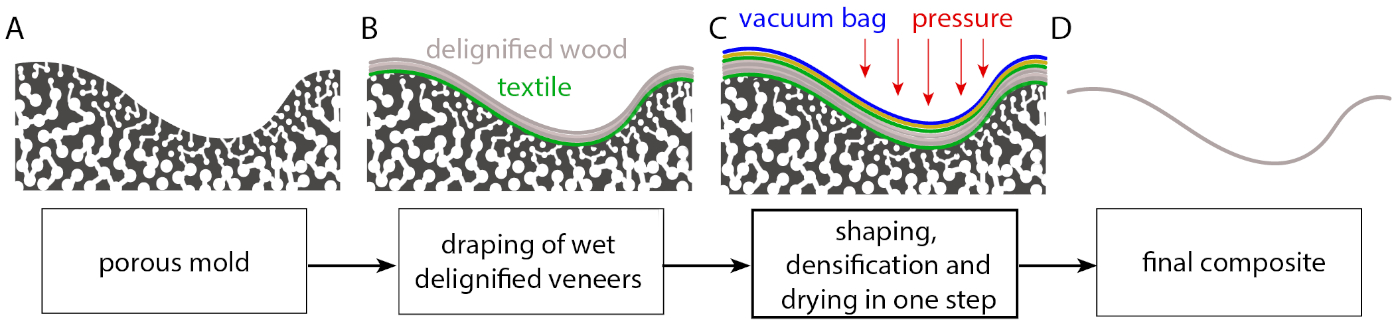
- Use um molde aberto poroso como descrito em 3.1. Alternativamente, use moldes não porosos com uma camada porosa (por exemplo, malha, têxtil, respiro) em cima do molde ou em cima da madeira delignified para permitir a secagem (Figura 3A).
- Use uma camada têxtil (por exemplo, casca-dobra) para proteger o molde da contaminação. Armar um verniz delignizado saturado de água em cima do têxtil(Figura 3B)e cubra-o com uma segunda camada têxtil e malha de fluxo.
NOTA: Para obter um acabamento de superfície suave, recomendamos o uso de processamento de fechado poroso. Para isso, substitua a malha de fluxo com a parte superior porosa do molde. No entanto, se o padrão de superfície com, por exemplo, uma malha é desejado, o processo de aberto é uma boa alternativa. - Coloque o molde em cima de uma placa de aço inoxidável, aplique fita de vedação e tubos de vácuo, e envolva o molde (aberto ou fechado) com um saco de vácuo. Use a malha de fluxo para permitir o fluxo de água para a tubulação de vácuo. Opcionalmente, coloque camadas de malha adicionais abaixo do molde para melhorar o processo de secagem e para evitar quedas de pressão de vácuo local, especialmente para peças maiores(Figura 3C).
- Aplique um vácuo para secagem e densificação simultânea do composto. Para a secagem acelerada, coloque a configuração em um forno a uma temperatura elevada (por exemplo, 65 °C).
NOTA: Certifique-se de usar armadilhas frias para evitar que a água entre na bomba de vácuo. Nós aqui usamos uma bomba de óleo em uma faixa de pressão de10-2 bar. No entanto, também é possível usar uma bomba de membrana, mas trade-offs sobre o grau de densificação pode precisar ser levado em conta. - Após a secagem, demolde o composto seco e reutilize a configuração de e vácuo para uma nova peça composta (Figura 3D).

Figura 3: Ilustração esquemática do processo do aberto-molde. (A) Molde poroso com poros menores em direção à superfície. (B) Madeira delignified drapejada sobre o molde poroso (cinza) e a camada têtil opcional para a proteção do molde (verde). (C)Têxtil, malha de fluxo e saco de vácuo colocado em cima de madeira delignified. A pressão é aplicada através do saco de vácuo e leva à densificação e secagem do material. (D)Composto final após a demoldagem. Clique aqui para ver uma versão maior deste número.
{kind=link}
5. Fabricação de peças compostas laminados
- Fabricar peças compostas espessas em várias camadas por técnicas de lay-up e escolher o ângulo de orientação de fibra das camadas (por exemplo, [0°], [0°/90°], [0°/-45°/90°/+45°]S)como na fabricação composta tradicional.
NOTA: O número de camadas pode ser escolhido dependendo da espessura direcionada da parte final. No entanto, o tempo de vácuo depende fortemente do tamanho e espessura da parte e varia de 2 h (camada única, 1,5 mm de espessura) até 2 dias para uma peça de 8 dobras. - Aumentar a ligação entre camadas de madeira delignified aplicando adesivo entre camadas durante o processo drapeado. Use um adesivo à base de água (por exemplo, amido) que permite a secagem combinada e a cura do adesivo.
NOTA: Aplicamos 0,04 g/cm2 de uma solução de amido de 16,5 wt% entre as camadas. No entanto, outras colas à base de água poderiam ser usadas alternativamente. - Demofma a peça composta e o acabamento da máquina à mão ou com ferramentas de madeira padrão (Figura 6E,F).
6. Reutilização e reciclagem de peças compostas
- Coloque compostos de madeira não colados delignified na água até que a peça recupere a formabilidade. Em seguida, ou remodelar o material para obter um novo produto (ver Frey et al. 20197) ou reduzi-lo a pequenos pedaços.
- Reutilize os pequenos pedaços de madeira digtilizada para criar novos produtos inspirados em técnicas padrão de celulose (por exemplo, moldagem de celulose) e, finalmente, deixe o material biodegradar após o fim da vida.
Resultados
Detilização e manuseio de folheados de madeira.
A designificação completa leva a uma redução em massa de cerca de 40% e a uma redução de volume de cerca de 20% após a secagem em 65% rh6. Além da lignina, uma fração de hemicelluloses é removida também. A remoção desses componentes resulta em um frágil material de celulose (ver Figura 4). O uso de malinas de metal como suportes facilita o manuseio e drapejar.

Figura 4: Manipulação da madeira delignified no estado molhado. (A)Madeira delignified frágil em seu estado molhado. (B) A manipulação do material é facilitada usando uma malha de metal para transporte ou (C)para drapejar o material para um molde. (D)Madeira delignified drapejada sobre um molde 3D-impresso poroso. Clique aqui para ver uma versão maior deste número.
{kind=link}
Densificação e formação de madeira digtilizada em moldes fechados.
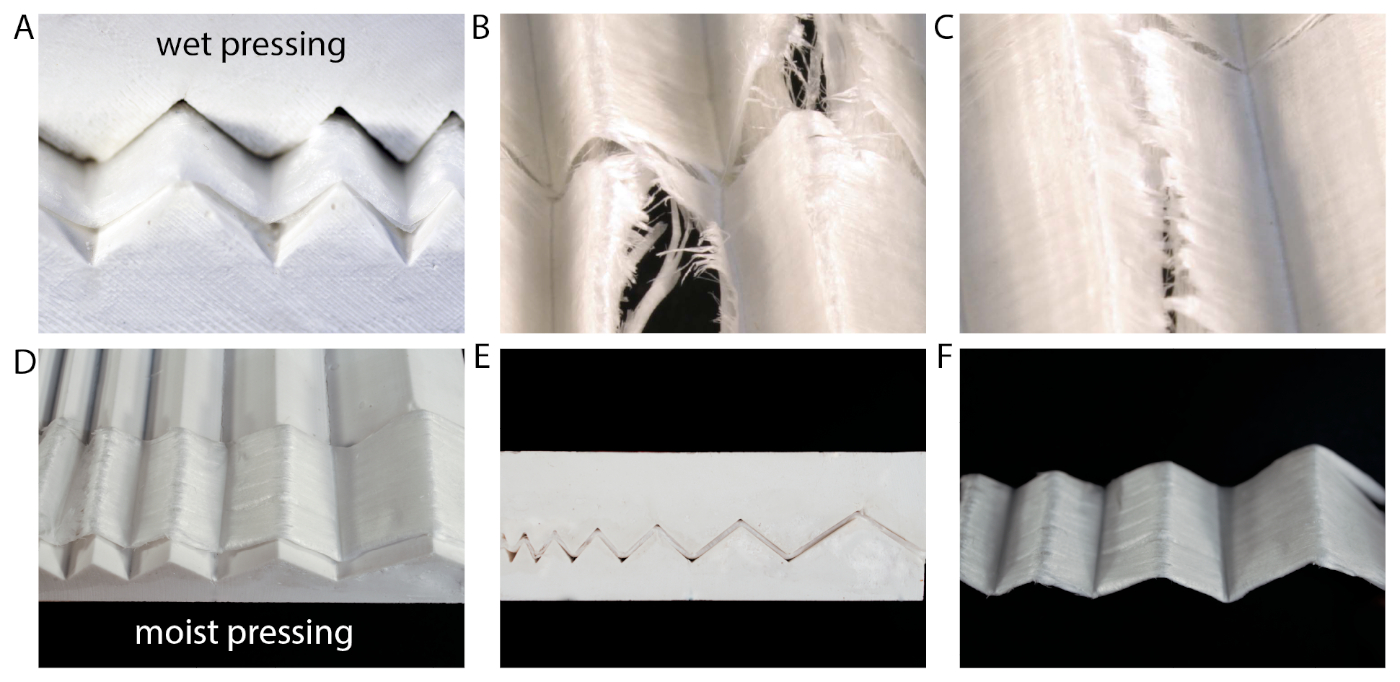
A densificação da madeira delignified água-saturada(figura 5A-C)está exijindo, porque a água livre no andaime cria uma pressão contrária em cima do densification e permite que o material flua durante o processamento. Isso causa desvios de fibras e rachaduras no material final (Figura 5B,C). Uma possibilidade de contornar essas limitações é usar úmido pré-condicionado (95% RH e 20 °C), madeira desligizada. Nesta circunstância, a madeira delignified é ainda razoavelmente shapeable e seu densification não conduz às distorções e aos defeitos do alinhamento da fibra.
O material pré-condicionado, no entanto, é mais rígido em comparação com o estado saturado de água, o que dificulta a obtenção de pequenos raios de curvatura sem danos materiais. Para pequenos radii curvatura, drapeado molhado seguido de condicionamento em um estado já moldado densificação prévia pode ser usado. No entanto, o condicionamento é bastante demorado e, portanto, não recomendado para aplicações em grande escala.

Figura 5: Densificação de fechado de madeira delignified em um estado úmido e úmido. (A) Densificação do material de celulose saturada de água leva a (B,C)rachaduras e desalinhamento de fibras. (D-F) A densificação de material úmido, condicionada a 95% de RH, resulta em uma melhor preservação do alinhamento de fibras e menos defeitos. Clique aqui para ver uma versão maior deste número.
{kind=link}
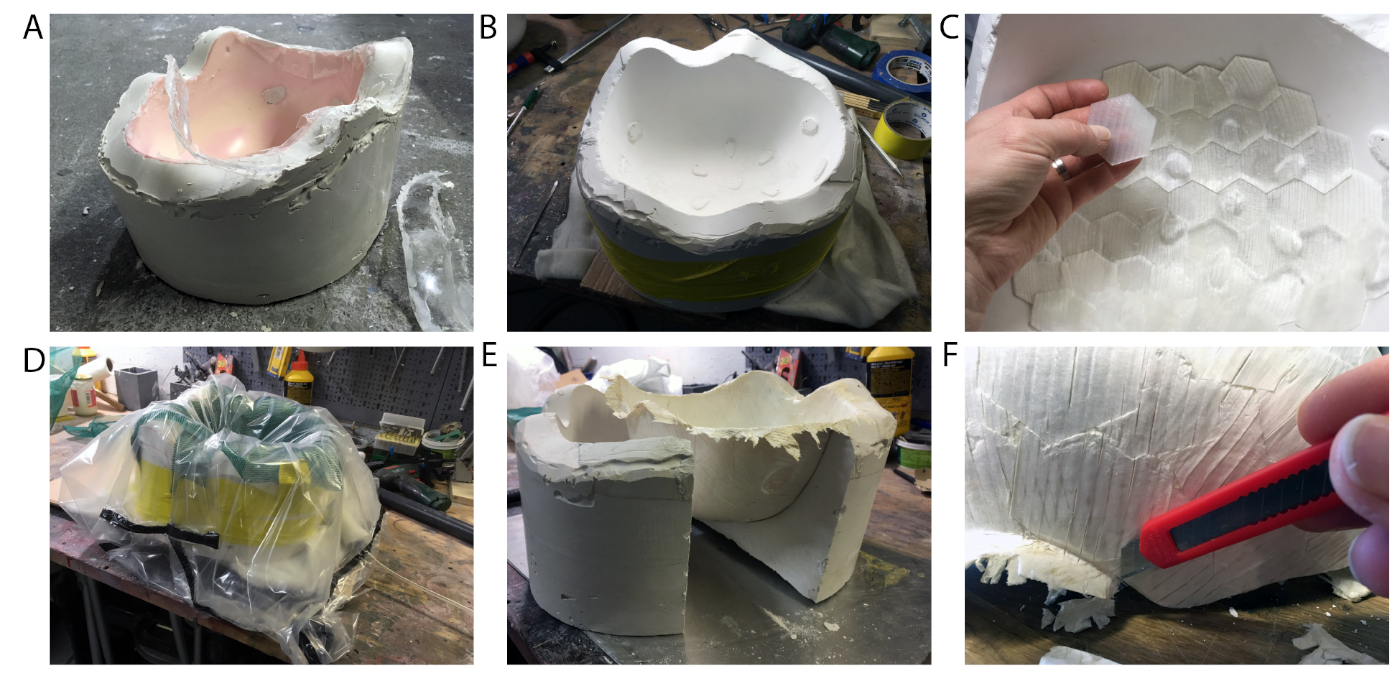
Modelagem e densificação do vácuo de uma parte laminada em um molde aberto.
Exemplarmente para a formação do vácuo, nós fabricamos um capacete em um molde de gesso self-made usando um processo de moldo aberto (Figura 6A,B). Como lay-up, nós drapejamos 2 camadas de flocos de hexágono para texturing de superfície seguido por 4 camadas de folheado de madeira delignified em um lay-up [0°/90°](Figura 6C). Os flocos fornecem um projeto de superfície atrativo, visto que as camadas unidimensionais (UD) adicionam a força e a rigidez ao composto. Aplicamos 16,5 wt% amido como adesivo entre as camadas para evitar delaminação14.
A densificação a vácuo(Figura 6D)leva à secagem total da peça dentro de 48 h e densificação até uma espessura de 3 mm (1/3rd da espessura inicial). Após o processamento a vácuo, a parte composta é demoldada(Figura 6E)e as bordas são aparadas com um cortador (Figura 6F).
A espessura máxima do layup que poderia ser densified e secainteira com a aproximação do aberto-molde era um layup de 8 camadas (8 x 1.5 verniz de milímetros) com uma espessura final desta parte de 2.5 milímetros, que corresponde a um densification para baixo a aproximadamente um quarto da espessura inicial da madeira delignified seca, tomando em consideração o encolhimento da camada em cima da delignificação e da secagem. Para obter tais graus elevados do densification, um vácuo baixo na escala de 10-2 barra é necessário.
Compostos de madeira delignified que são densified a ao redor um quarto de sua espessura inicial conseguem tipicamente valores elásticos do moduli ao redor 25 GPa e valores da força na escala de 150-180 MPa, como mostrado em nosso trabalho precedente (tabela 1)7.

Tabela 1: Valores da literatura para o modulus elástico do tensile e a força de tração da madeira delignified densified. O processamento de vácuo resulta em uma densificação até 1/4 da espessura inicial, o que corresponde a um FVC de 66%.

Figura 6: Fabricação de um capacete por processamento de aberto. (A,B) Moldagem do capacete original usando um molde de gesso. (C) Drapeado de duas camadas externas com flocos de hexágono seguido por drapejar o interior 4 camadas em um layup [0/90]. (D)Densificação e secagem da peça por vácuo. (E) Demolding da parte seca e (F)terminar usando um cortador. Clique aqui para ver uma versão maior deste número.
{kind=link}
A utilização de malhas de fluxo normalmente resulta em uma impressão de malha na amostra. Isso pode ser considerado como uma estratégia de design inerente ao processo ou pode ser evitado colocando uma camada têxtil mais espessa adicional entre a madeira delignified e a malha de fluxo.
Alternativamente, os moldes fechados combinados com o processamento do vácuo como descrito na etapa 4.2 do protocolo podem ser usados. O padrão regular pode ser obtido colocando pequenos pedaços de folheados delintificados em uma ordem definida, como mostrado anteriormente para nosso exemplo com o padrão hexágono no capacete.
Os problemas que podem surgir durante o processamento a vácuo incluem páginas de guerra na parte composta, que são causadas por secagem incompleta e a ocorrência de rachaduras (Figura 7). Rachaduras resultam principalmente em madeira delignified que foi armazenada em EtOH fabricação composta prévia. Portanto, após o armazenamento do ETOH, recomendamos mergulhar cuidadosamente a madeira delignified na água antes de processar mais. Além disso, drapeados cuidadosos seguidos de uma ligeira densificação à mão para remover um pouco de água livre reduz o risco de rachaduras.

Figura 7: Possíveis problemas decorrentes na fabricação de geometrias complexas. (A)Visão de volta e (B)visão lateral do capacete fabricado. (C,D) Pequenas rachaduras devido ao encolhimento do material durante o processamento. Clique aqui para ver uma versão maior deste número.
{kind=link}
Reutilização ou decomposição de peças compostas.
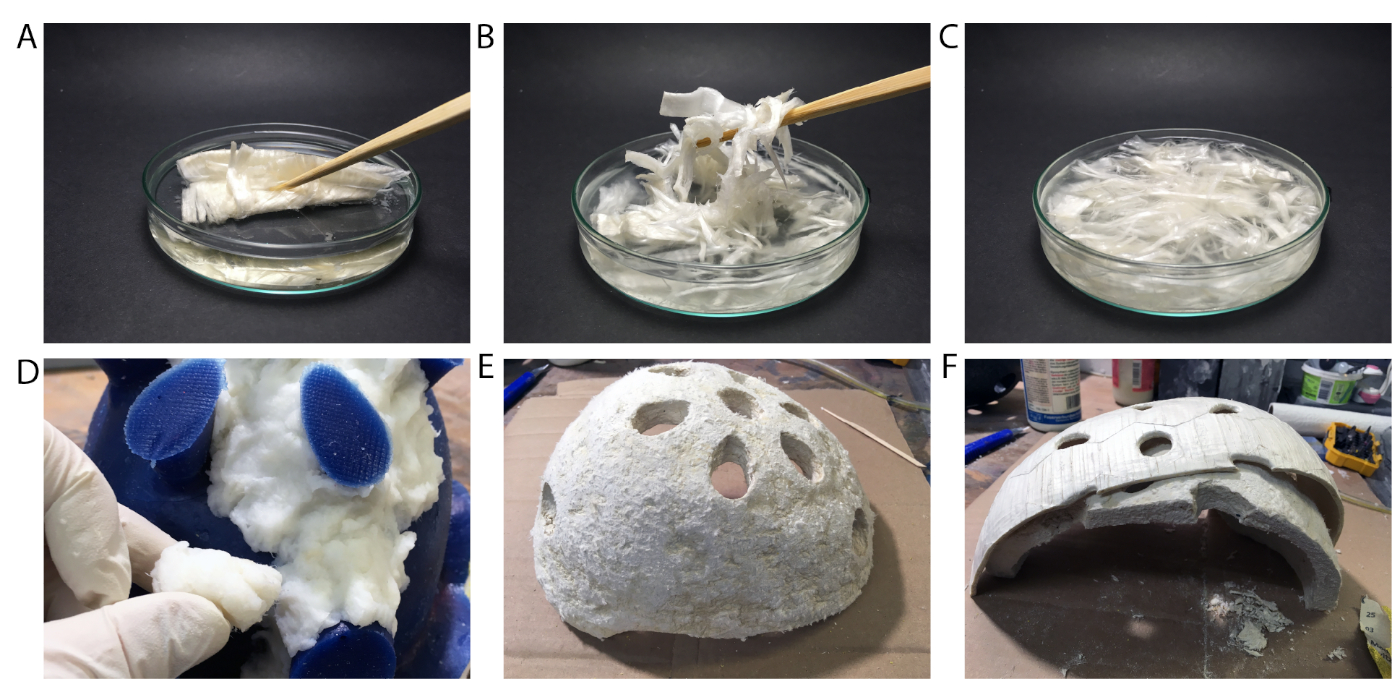
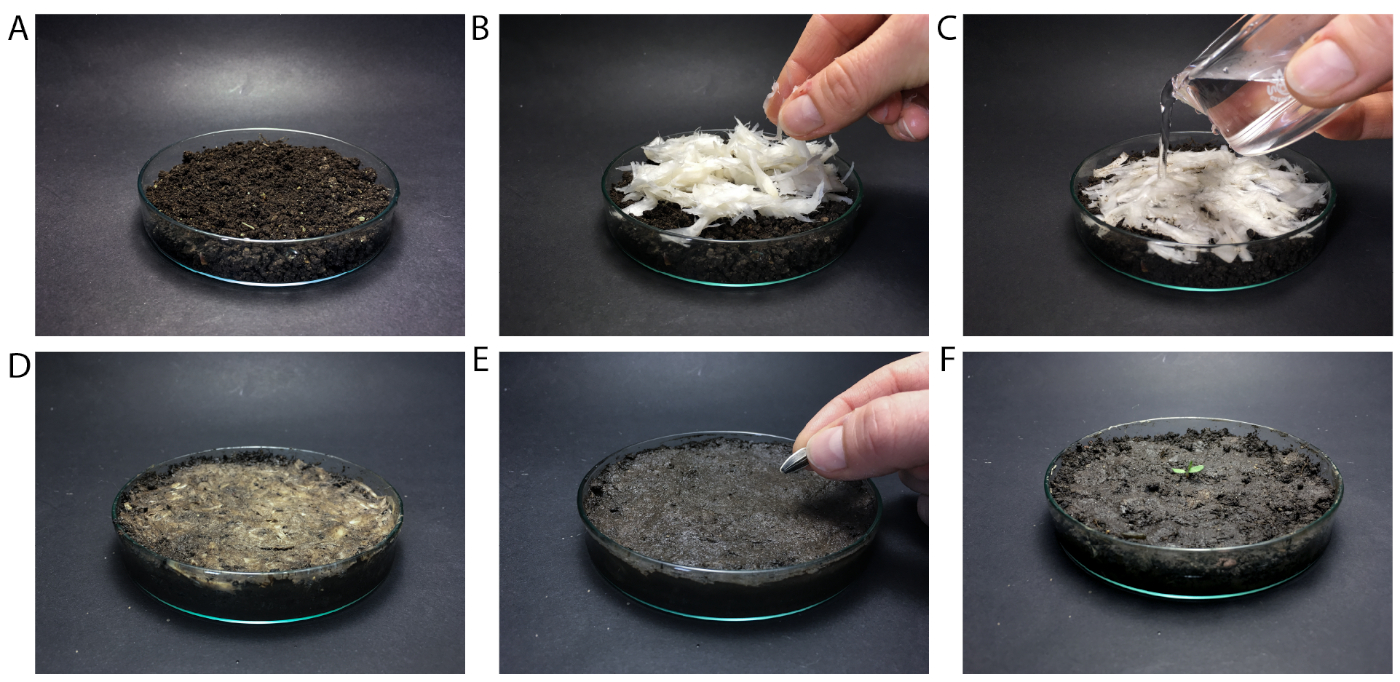
Nosso composto de amido de celulose é todo baseado em bio-base e pode se desintegrar na água. Por um lado, a hidrofilia do material é uma desvantagem, pois leva à redução do desempenho mecânico quando em contato com a água. Um método simples para proteger o composto da água líquida compreende revestimentos hidrofóbicos, como mostramos em Frey et al. 20197. Por outro lado, um comportamento hidrofílico do material também pode ser benéfico quando se trata de aspectos de uso e reciclagem de fim de vida. A amostra pode simplesmente ser desintegrada na água às partes menores e a pasta fibrosa pode mais ser usada para a produção de produtos fibra-baseados novos como mostrado na figura 8. Além disso, o material fibroso é totalmente biodegradável, como mostrado na Figura 9.

Figura 8: Reutilização de fibras de madeira dignificadas. (A-C) Redução de folheados de madeira delignified em partes pequenas dispersando o material na água. (D-F) Reutilização da pasta de fibra para produzir o revestimento de um capacete. (D)Reveting de um molde de silício com pasta de fibra. (E)Forro final do capacete. (F)Forro feito de madeira delignified desintegrada dentro do escudo duro do capacete. Clique aqui para ver uma versão maior deste número.
{kind=link}

Figura 9: Degradação das fibras de madeira delignizadas. (A)Placa de Petri cheia de solo. (B)Colocar a pasta de fibra em cima do solo e (C)preenchê-lo com água. (D)Bio-degradação após um dia,(E)depois de oito dias, e (F) após 26 dias. Clique aqui para ver uma versão maior deste número.
{kind=link}
Discussão
Apresentamos técnicas de fabricação versáteis para obter compósitos à base de madeira de alto desempenho e sugerir possíveis estratégias de reutilização e reciclagem. Pré-requisitos de processamento de fechado pré-condicionamento do material, pois não pode ser processado em estado saturado de água. Utilizar um processo do fechado-molde, entretanto, poderia ser o método da escolha especial se por exemplo não há nenhuma configuração do vácuo disponível ou se um revestimento de superfície (liso) agradável em ambos os lados é desejado.
O processamento a vácuo de aberto de madeira digtilizada permite combinar modelagem, densificação e secagem de amostras saturadas de água em uma abordagem simples e escalável. A técnica é aplicável para a produção de geometrias complexas e oferece uma alternativa escalável para processos de fechado. Nós manufaturamos compósitos empilhando folheados de madeira delignified usando o amido como adesivo entre camadas. A densificação até um quarto da espessura inicial resultou em uma espessura final de 2,5 mm da parte composta grossa de 8 camadas. Para obter um revestimento de superfície mais liso no processo do vácuo, o uso de um molde poroso fechado poderia ser uma alternativa apropriada.
Para ambos os métodos de processamento, recomendamos o uso de um sistema adesivo entre camadas de madeira delintiladas, a fim de diminuir o risco de delaminação. Para o exemplo dado, nós escolhemos o amido, porque é uma colagem bio-baseada conhecida para produtos da polpa e de papel, tais como sacos de papel, e é água baseada. Obras futuras se concentrarão na fabricação de laminados mais grossos para resolver as limitações atuais em termos de desvios de fluxo de secagem e fibra.
Em geral, o processamento a vácuo de madeira delignified tem o potencial para uma produção fácil e rápida de compósitos de fibra de celulose densificadas em grande escala. Depois de abordar a questão da durabilidade do material aplicando revestimentos adequados, sistemas adesivos estáveis em água ou modificação química, possíveis aplicações industriais podem incluir componentes automotivos, como painéis de portas, pisos e painéis. Nosso material poderia substituir metais ou compósitos reforçados com fibras, a fim de reduzir o peso para uma melhor eficiência de combustível e melhorar a reciclabilidade.
Divulgações
Os autores não têm nada a divulgar.
Agradecimentos
Os autores agradecem Silvan Gantenbein pela impressão 3D de moldes porosos.
Materiais
| Name | Company | Catalog Number | Comments |
| Acetic acid | VWR Chemicals | 20104.312 | |
| Breather | Suter Kunststoffe AG | 923.015 | |
| Flow mesh/bleeder | Suter Kunststoffe AG | 180.007 | |
| Gypsum | Suter Kunststoffe AG | 115.3002 | |
| Hydrogen peroxide, 30% | VWR Chemicals | 23622.298 | |
| Oven | Binder GmbH | ||
| Press | Imex Technik AG | ||
| Seal tape | Suter Kunststoffe AG | 31344 | |
| Stainless steel mesh | Drawag AG | ||
| Starch | Agrana Beteilungs AG | ||
| Textile, peel ply | Suter Kunststoffe AG | 222.001 | |
| Vacuum bag | Suter Kunststoffe AG | 215.15 | |
| Vacuum bag, elastic | Suter Kunststoffe AG | 390.1761 | elastic vacuum bag for complex shapes |
| Vacuum pump | Vacuumbrand | ||
| Vacuum tubing | Suter Kunststoffe AG | 77008.001 | |
| Wood veneers | Bollinger AG |
Referências
- Joshi, S. V., Drzal, L. T., Mohanty, A. K., Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Composites Part A: Applied Science and Manufacturing. 35 (3), 371-376 (2004).
- Mohanty, A. K., Misra, M., Drzal, L. T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. Journal of Polymers and the Environment. 10 (1), 19-26 (2002).
- Mohanty, A. K., Vivekanandhan, S., Pin, J. M., Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science. 362 (6414), 536-542 (2018).
- Pickering, K. L., Efendy, M. G. A., Le, T. M. A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing. 83, 98-112 (2016).
- Woigk, W., et al. Interface properties and their effect on the mechanical performance of flax fibre thermoplastic composites. Composites Part A: Applied Science and Manufacturing. 122, 8-17 (2019).
- Frey, M., et al. Delignified and Densified Cellulose Bulk Materials with Excellent Tensile Properties for Sustainable Engineering. ACS Applied Materials & Interfaces. 10 (5), 5030-5037 (2018).
- Frey, M., et al. Tunable Wood by Reversible Interlocking and Bioinspired Mechanical Gradients. Advanced Science. 6, 1802190(2019).
- Yano, H., Hirose, A., Collins, P., Yazaki, Y. Effects of the removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. Journal of Materials Science Letters. 20 (12), 1125-1126 (2001).
- Song, J., et al. Processing bulk natural wood into a high-performance structural material. Nature. 554 (7691), 224(2018).
- Shams, M. I., Yano, H., Endou, K. Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: effects of pressing pressure and pressure holding. Journal of Wood Science. 50 (4), 337-342 (2004).
- Yano, H. Potential strength for resin-impregnated compressed wood. Journal of Materials Science Letters. 20 (12), 1127-1129 (2001).
- Keplinger, T., Wang, X., Burgert, I. Nanofibrillated cellulose composites and wood derived scaffolds for functional materials. Journal of Materials Chemistry A. 7 (7), 2981-2992 (2019).
- Segmehl, J. S., Studer, V., Keplinger, T., Burgert, I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials. 11 (4), 517(2018).
- Maurer, H. W., Kearney, R. L. Opportunities and challenges for starch in the paper industry. Starch-Stärke. 50 (9), 396-402 (1998).
Reimpressões e Permissões
Solicitar permissão para reutilizar o texto ou figuras deste artigo JoVE
Solicitar PermissãoThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Todos os direitos reservados