
Method Article
木材ベースの高性能複合材料の製造と設計
要約
デリニニオンされた高密度木材は、将来的に天然繊維強化またはガラス繊維強化複合材料を部分的に置換する大きな可能性を持つ新しい有望な軽量、高性能およびバイオベースの材料を表します。ここでは、2つの多目的な製造ルートを紹介し、複雑な複合部品を作成する可能性を示します。
要約
デリニニッド高密度木材は、優れた機械的特性により、ガラス繊維強化複合材料などの合成材料を置き換える可能性を秘める新しい有望で持続可能な材料です。しかし、デリニニューの木材は濡れた状態でかなり壊れやすいので、取り扱いや成形が困難になります。ここでは、クローズドモールド高密度化と真空高密度化の2つの製造プロセスを紹介し、その利点と制限の評価を含む、デリニフィニヒドウッドに基づく高性能セルロース複合材料を製造します。さらに、ライフサイクルの終了時にコンポジットを再利用または分解する方法に関する戦略を提案します。クローズドモールド高密度化には、精巧なラボ機器が不要であるという利点があります。簡単なねじクランプまたはプレスは高密度のために使用することができる。単純なジオメトリと曲率の大きな半径を持つ小さなパーツには、この方法をお勧めします。オープンモールドプロセスでの真空密度は、曲率の小さな半径を含む、より大きなオブジェクトや複雑な形状に適しています。閉じた金型プロセスと比較して、オープンモールド真空アプローチは、単一の金型キャビティの製造のみが必要です。
概要
優れた機械的特性を備えた新規天然繊維(NF)系複合材料の開発は、ガラス繊維複合材料1、2、3などの現在の合成システムの持続可能な代替手段とすることができるため、材料科学における主要な課題の1つである。従来のNF複合材料(亜麻、麻、ケナフなど)4、5に加えて、マトリックス成分の部分的または完全な除去後の木材の緻密化は、近年6、7、8、9、10、11で注目を集めている。トップダウン製造ルートは、バルク木材のデリニュに基づいて、その後の高密度化に基づいて、概念的にはパルプおよびスラリーベースの製品12のためのかなり複雑なボトムアッププロセスに反する。パルプおよびスラリーベースの製品では、有益な木材繊維アライメントは、繊維がプロセスで分離されているように保持されません。対照的に、トップダウンプロセスで得られる構造保持デリニニング木材は、新しい材料に整列セルロース繊維と洗練されたアーキテクチャを転送します。繊維アライメントの歪みを伴わずにデリニフィケーション木材の緻密化を実現するためには、新たな加工ルートを開発する必要があります。
水飽和デリニオン木材サンプルの直接高密度化は、高密度化中にカウンター圧力を作成する湿式サンプル固有のフリーウォーターによる限られた高密度度、亀裂、および繊維アライメント歪みにつながります。高密度化時の構造的完全性の損失を回避するための現在のソリューションは、部分的にデリニオンされた木材の使用に続いて、高温高密度9または乾燥前の高密度6を含む。どちらの方法も、隣接する細胞間の接続性を高めます, 細胞間の接着剤または自由な水除去として機能する残りのリグニンに起因します.
どちらの場合も、フォームの作成可能性が低下し、設計アプリケーションが制限されます。必要なサンプルの事前調整も、処理時間の長にもつながり、います。したがって、シェーピングと高密度を 1 つのステップで組み合わせた高速でスケーラブルなプロセスが必要です。
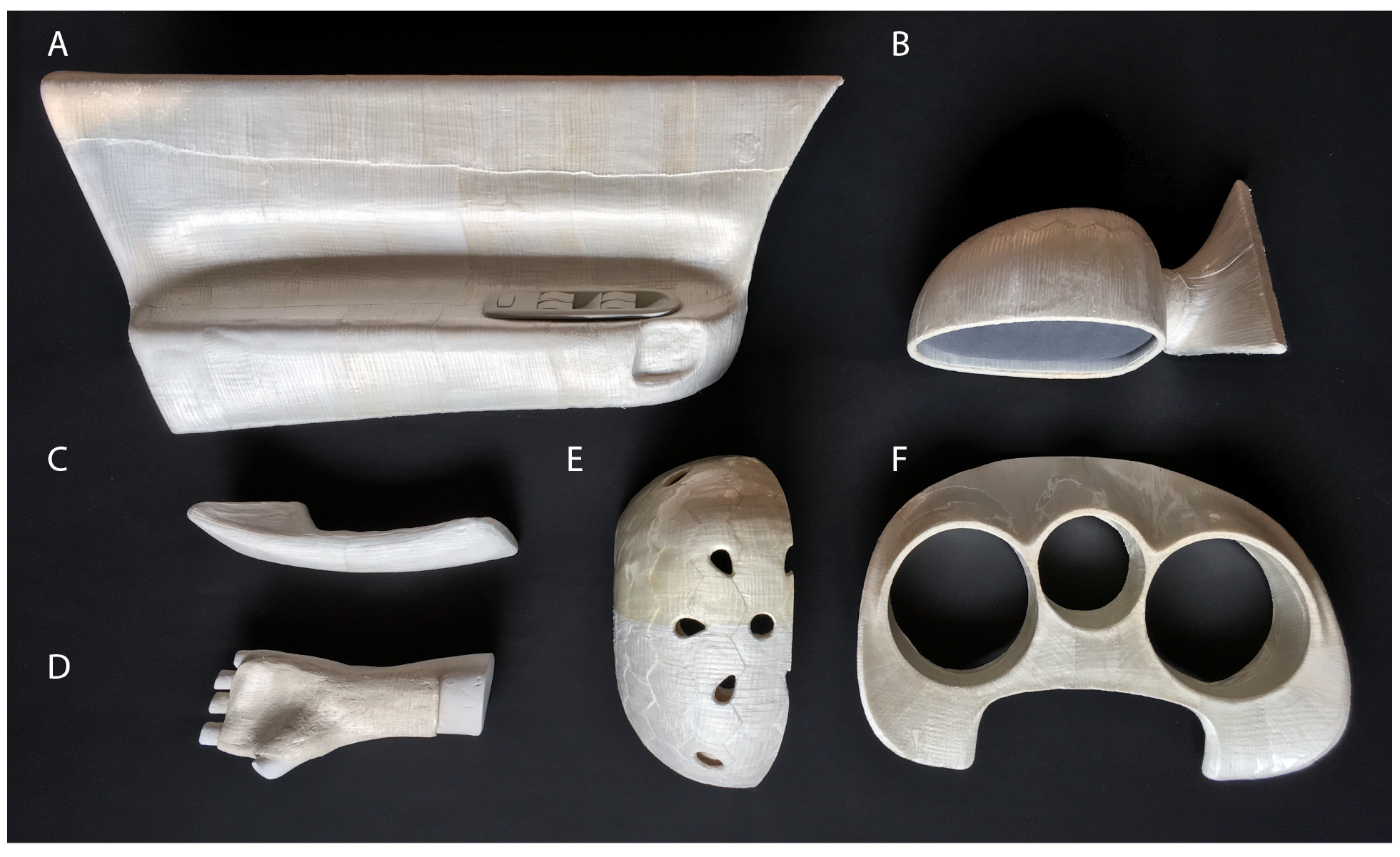
この点で、我々は、単純でスケーラブルなアプローチで成形、高密度化、乾燥を組み合わせる方法として、デリニフィケーション木材のオープン/クローズドモールド高密度化と真空処理を提示します。図1は、本研究で説明した技術を用いて得られた、デリニオンされた緻密な木材複合部品を示す。

図1:デリニフィド高密度木材複合部品の例。(A)ドアパネル、(B)サイドミラー、(C)ドアハンドル、(D)オルソシス、(E)カットオープンヘルメット、および(F)タコメータカバー。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
プロトコル
1. 木製ベニヤのデリニュ
注:このデリニュションプロトコルは、フレイら20186とSegmehlら201813によって出版された私たちの以前の作品に基づいています。
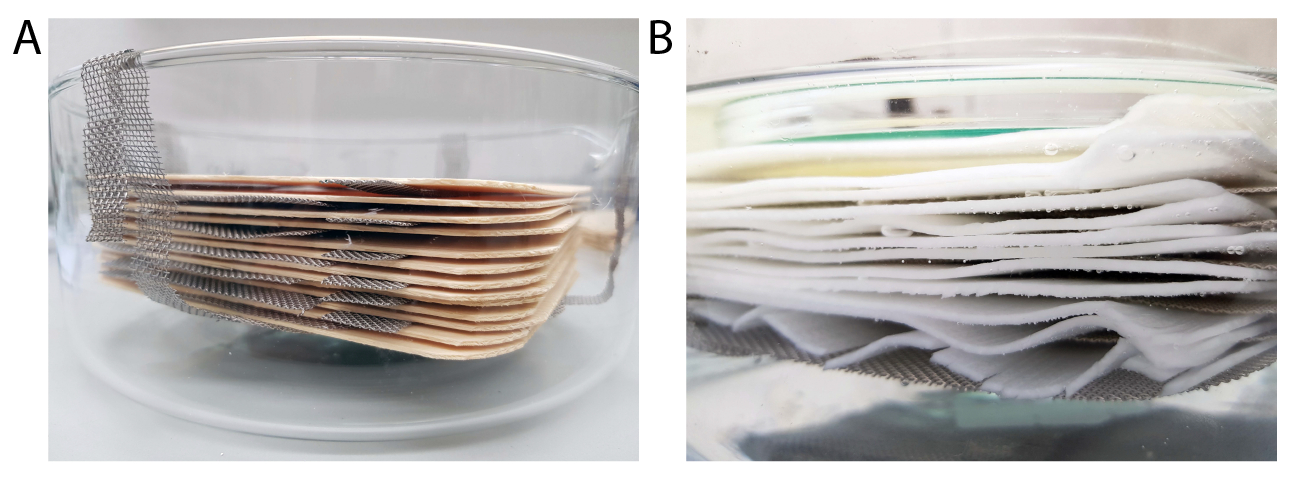
- ステンレス鋼のサンプルホルダーを結晶化皿またはビーカーに取り付け、サンプルホルダーの下に磁気攪拌バーを置きます。ホルダーの上に木製ベニヤを積み重ね、金属メッシュまたはメタルメッシュストライプで分離します(図2A)。ここでは、厚さ1.5mmのラジアルカットスプルースベニヤを使用し、木材種や種類(接線、放射状、回転式カットベニヤ)、ベニヤの厚さを変化させることができます。
- 過酸化水素の1:1体積混合物を調製する(30重量%)そして氷河酢酸を、ベニヤが完全に覆われるまで結晶化皿に混合物を注ぎます。ガラス皿(例えばペトリ皿)を使用して、ベニヤを溶液に保ちます。150 rpmで攪拌しながら、室温(RT)で溶液にサンプルを一晩浸します。
- 溶液を80°Cに加熱し、6時間反応して完全なデリニュを行います。サンプルの厚さに応じて、剥離時間を調整します。
- デリニュの後、空のビーカーにデリニュ化溶液を注ぎ、処分する前に冷却します。脱イオン水で何度もデリニオンベニヤを軽く洗い出します。その後、脱イオン水で結晶化皿(ビーカー)を充填して攪拌することなくベニヤを洗浄し続けます。5を超える洗浄水のpH値に達するまで1日2回水を交換してください(図2B)。
- セルロースの足場はかなり壊れやすいので、濡れたデリニフィケーションの木製ベニヤを注意して取り扱います。輸送とドレープのサポートとしてメタル メッシュを使用します (図 4)。

図 2: デリニュションの設定(A)金属メッシュサンプルホルダーと木製ベニヤをサンプルホルダーの上に積み重ねた結晶化皿。メタル メッシュ ストライプは、個々のベニヤを互いに分離します。(B) 洗浄プロセス中に水で覆われたデリニフィドベニヤ。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
2. 貯蔵・セルロースプリプレグ生産
- 湿った剥離木材サンプルを2~3週間以内に加工することを検討してください。あるいは、材料をエタノール(EtOH)で長期保存するか、金属メッシュ間でシートを乾燥させます。
- 乾燥した平らなセルロースシート(「セルロースプリプレグ」)を相対湿度65%以下(RH)で保管してください。さらに成形および処理する前に、シートを水に濡らします。
3. 閉じた金型におけるデリニフィケーション木材の緻密化と形成
- 開放多孔質材料(セラミック金型、多孔質3Dプリントポリマー金型など)で作られた閉じた金型を使用して、水の除去と十分な乾燥を可能にします。最終的な複合部品の滑らかな表面を得るためには、細孔サイズは、特に表面に向かって2mm未満である必要があります。
- 必要なRHでデリニオン木材を調整します。cm範囲または平面構造の曲率半径の場合は、20°Cで95%RHで調整されたサンプルを使用します。曲率半径を小さくするには、ベニヤを水飽和状態でドレープし、ドレープされた材料を95%RHで開いた金型でプリドライするか、オーブン(65°)で5〜30分間予め乾かします(時間はサンプルの厚さによって異なります)。曲率の考慮事項は、ベニヤの厚さに関連して行われます(ここでは1.5 mm)。
- ねじクランプまたはプレスを使用して、閉じた金型の材料を緻密にします。収縮を補うために必要な場合は、圧力を調整します。乾燥プロセスは、65°Cでオーブンに金型を配置するか、プレスの温度を上げることによってスピードアップすることができます。
注:いくつかのMPaの範囲の比較的低い圧力は、湿った剥離木材を高密度化するのに十分です。最終的な厚さは、圧力を制御するのではなく、金型サーフェス間のターゲットの厚さを持つスペーサーを使用して制御できます。 - 完全な乾燥後、複合部品をデホールドし、新しい実行のために金型を再利用します。
4. オープンモールドの剥離木材の真空成形と緻密化
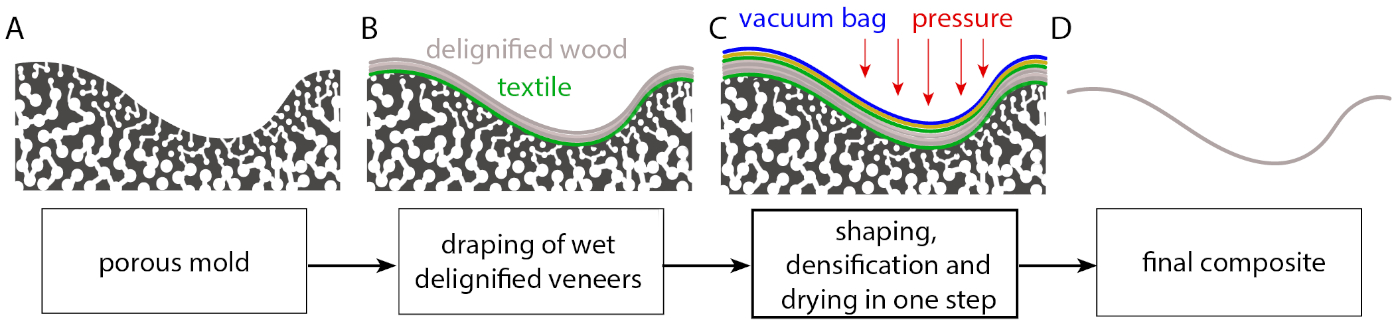
- 3.1の説明に従って多孔質の開いた金型を使用してください。あるいは、多孔質層(メッシュ、織物、ブリーザーなど)を金型の上または乾燥木材の上に使用して乾燥を可能にします(図3A)。
- 繊維層(剥離層など)を使用して、金型を汚染から保護します。テキスタイル(図3B)の上に水飽和ベニヤをドレープし、第2の織物層とフローメッシュで覆います。
注:滑らかな表面仕上げを得るためには、多孔質のクローズドモールド加工を使用することをお勧めします。このためには、フロー メッシュを金型の多孔質上部部分に置き換えます。しかし、例えばメッシュを用いた表面パターニングが望まれる場合、オープンモールドプロセスは良い代替手段です。 - ステンレス鋼板の上に金型を置き、シールテープと真空チューブを塗布し、真空袋で金型(開閉)を包みます。フロー メッシュを使用して、真空チューブへの水の流れを有効にします。必要に応じて、金型の下に追加のメッシュ 層を配置して、乾燥プロセスを強化し、特に大きな部品の場合は局所的な真空圧下を避けます(図 3C)。
- 乾燥と複合材料の同時高密度化のための真空を適用します。加速乾燥の場合は、高温(例えば65°C)のオーブンにセットアップを置きます。
メモ:真空ポンプに水が入らないように、コールドトラップを使用してください。ここでは、10-2バールの圧力範囲でオイルポンプを使用しています。ただし、膜ポンプを使用することも可能ですが、高密度化度に関するトレードオフを考慮する必要がある場合があります。 - 乾燥後、ドライコンポジットをデホールドし、新しい複合部品の金型と真空セットアップを再利用します(図3D)。

図 3: オープンモールド プロセスの概略図(A)表面に向かって小さな細孔を持つ多孔性金型。(B)多孔質金型(グレー)の上にドレープされたデリニフィニッドウッドと、金型保護用のオプションの織物層(緑)。(C) テキスタイル、フローメッシュ、真空バッグをデリニフィケーションウッドの上に置きます。真空袋を通して圧力を加え、材料の緻密化および乾燥につながる。(D) デホールド後の最終コンポジット。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
5. 積層複合部品の製造
- レイアップ技術により厚い多層複合部品を製造し、従来の複合製造と同様に、層の繊維配向角度(例:0°、[0°/90°」、「0°/-45°/90°/+45°]S)を選択します。
注: レイヤーの数は、最終部品のターゲットの厚さに応じて選択できます。しかし、真空時間は部品の大きさと厚さに強く依存し、8層の2時間(単層、厚さ1.5mm)から2日まで及みます。 - ドレーププロセス中に層間に接着剤を塗布することにより、デリニティ化された木層間の接着を増やします。水ベースの接着剤(デンプンなど)を使用して、接着剤の乾燥と硬化を組み合わせることができます。
注:層間に16.5重量%の澱粉溶液の0.04 g/cm2を適用します。しかし、他の水性接着剤は、代わりに使用することができます。 - 複合部品と機械仕上げを手で、または標準的な木製工具でデモルド (図 6E,F)
6. 複合部品の再利用・リサイクル
- 部品が形成可能性を取り戻すまで、デリニオンされていない非接着木材複合材料を水に入れます。次に、材料の形状を変更して新製品を入手するか (Frey et al. 20197を参照)、小さく減らします。
- デリニフィニティ木材の小片を再利用して、標準的なパルプ技術(パルプ成形など)に触発された新製品を作成し、最終的に寿命の終わり後に材料を生分解させました。
結果
木製ベニヤのデリニュとハンドリング。
完全な剥離は、約40%の質量減少と65%RH6で乾燥した後の約20%の体積減少につながります。リグニンに加えて、ヘミセルロースの一部も除去されます。これらの成分を除去すると、セルロース材料が脆弱になります(図4を参照)。金属メッシュを使用すると、ハンドリングとドレープが容易になります。

図4:湿潤状態でのデリニフィケーション木材の取り扱い(A) 濡れた状態で壊れやすい木材。(B)材料の取り扱いは、輸送用の金属メッシュを使用するか、または(C)材料を金型にドレープすることで緩和されます。(D)デリニフィニッドウッドは、多孔質の3Dプリント金型の上にドレープ。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
閉じた金型のデリニフィケーション木材の緻密化と形成。
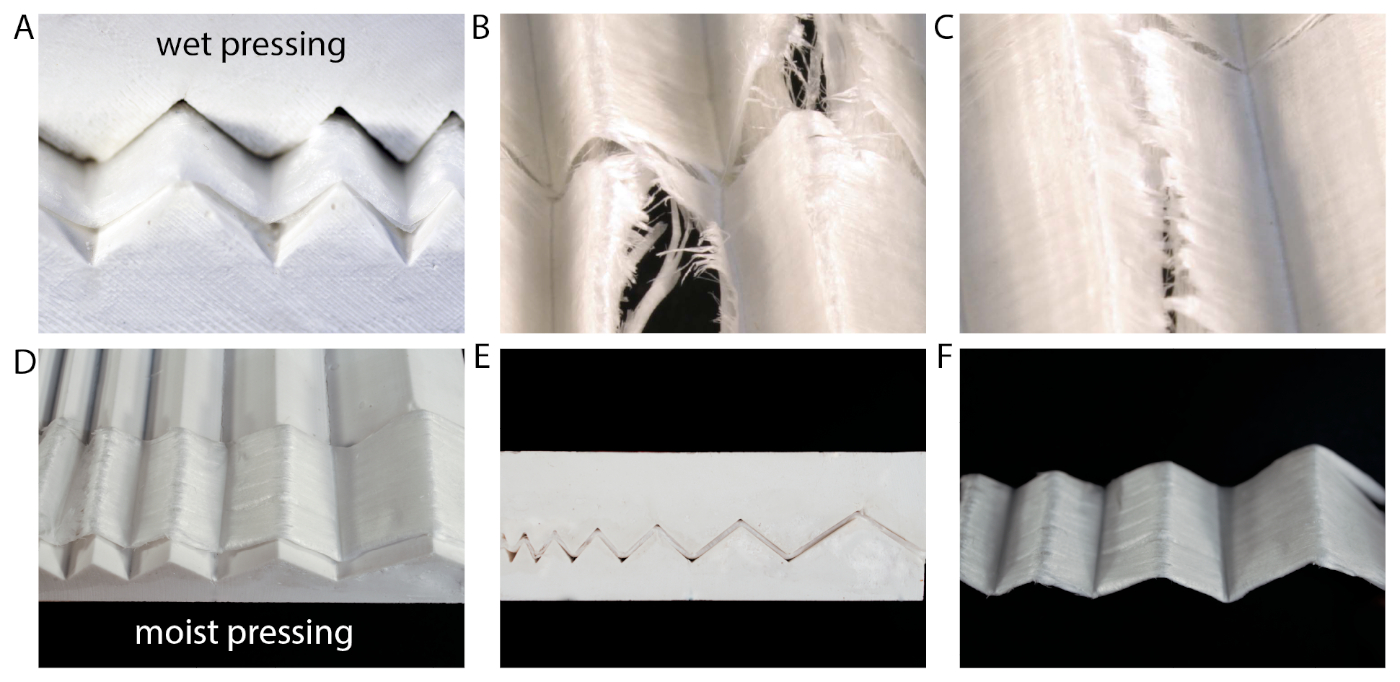
足場の自由な水は、高密度化時にカウンター圧力を作成し、処理中に材料が流れるようなため、水飽和希化木材の緻密化(図5A-C)は要求されています。これにより、最終材料の繊維偏差と亀裂が生じします(図5B,C)。これらの制限をバイパスする1つの可能性は、湿った予め調整された(95%RHおよび20°)、デリニオン木材を使用することです。この状態では、デリニフィケーションされた木材はまだ合理的に形状可能であり、その高密度は繊維アライメントの歪みや欠陥につながりません。
ただし、予め調整された材料は、水飽和状態に比べて硬く、材料の損傷なしに小さな曲率半径を得ることが困難になります。小さな曲率半径の場合、湿式のドレープの後に、既に形状の状態でコンディショニングを行い、以前の高密度化を使用することができます。ただし、条件付けはかなり時間がかかるため、大規模なアプリケーションにはお勧めしません。

図5:湿潤で湿った状態でのデリニフィケーション木材の密閉(A)水飽和セルロース材料の緻密化は、(B,C)亀裂および繊維の不整列につながる。(D-F)湿った材料の緻密化は、95%RHで調節され、繊維の整列のよりよい保存およびより少ない欠陥をもたらす。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
開いた金型の積層部品の真空成形と緻密化。
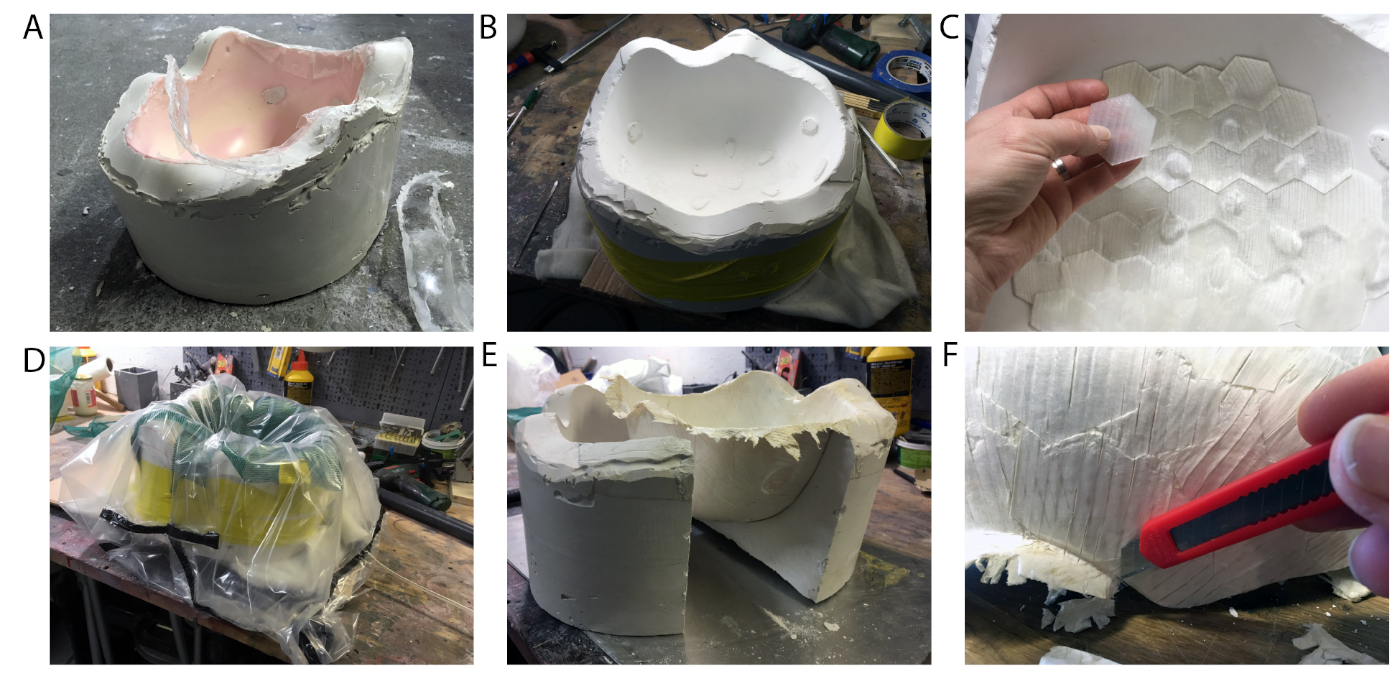
例示的には真空成形のために、オープンモールドプロセスを用いて自作石膏金型でヘルメットを製造した(図6A,B)。レイアップとして、表面テクスチャリング用の六角形フレークの2層をドレープし、続いて4層の剥離木製ベニヤを[0°/90°]レイアップでドレープしました(図6C)。フレークは魅力的なサーフェスデザインを提供し、一次元(UD)レイヤーはコンポジットに強度と剛性を追加します。層間の接着剤として16.5重量%の澱粉を塗布し、剥離を防ぎます。
真空密度(図6D)は、48時間以内に部品を完全に乾燥させ、厚さ3mm(初期厚さの1/3rd)まで緻密化します。真空処理後、複合部品はデムードされ(図6E)、エッジはカッターでトリミングされます(図6F)。
オープン成形アプローチで緻密かつ完全に乾燥できる最大レイアップ厚さは、この部分の端厚が2.5mmの8層レイアップ(8 x 1.5 mmベニヤ)で、乾燥した乾燥木材の初期厚さの約4分の1まで高密度化に相当し、デリジング乾燥時の層収縮を考慮に入れました。このような高密度化度を得るためには、10-2バールの範囲の低真空が必要です。
初期厚さの約4分の1に密度が高いデリニフィニティ木材複合材料は、通常、前回の研究(表1)7に示すように、約25GPaと150〜180 MPaの範囲の強度値の弾性率を達成する。

表1:引張弾性率と高密度のデリニフィケーション木材の引張強度の文献値真空処理は、66%のFVCに相当する初期厚さの1/4まで高密度になります。

図6:オープンモールド加工によるヘルメットの製造(A,B)石膏金型を使用したオリジナルヘルメットの成形。(C)六角形フレークを有する2つの外側層のドレープの後に[0/90]レイアップで内側の4層をドレープする。(D)真空による部分の緻密化及び乾燥。(E)乾燥部のデムージングと(F)カッターを使用して仕上げ。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
フロー メッシュを使用すると、通常、サンプルにメッシュインプリントが発生します。これは、プロセス固有の設計戦略と考えるか、または繊点木材と流れメッシュの間に追加の厚い繊維層を配置することによって防ぐことができます。
あるいは、プロトコルステップ4.2で説明されているように真空処理と組み合わせた閉じた金型が使用できる。定期的なパターニングは、ヘルメットに六角形のパターニングを使用して前に示したように、定義された順序でデリニオンベニヤの小片を配置することによって得ることができます。
真空処理中に発生する可能性のある問題には、不完全な乾燥や亀裂の発生によって引き起こされる複合部品のウォーページが含まれます(図7)。亀裂は、主にEtOH以前の複合加工に保存されたデリニエンス木材をもたらす。そのため、EtOH貯蔵後は、さらに処理する前に、デリニニューの木材を慎重に水中に浸すことをお勧めします。さらに、慎重なドレープの後にいくつかの自由な水を除去するために手でわずかな密度が続き、割れの危険性を低減します。

図 7: 複雑なジオメトリの作成に生じる可能性のある問題(A) 製造されたヘルメットの背面図と(B)側面図。(C,D)加工中の材料の収縮による小さな亀裂。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
複合部品の再利用または分解。
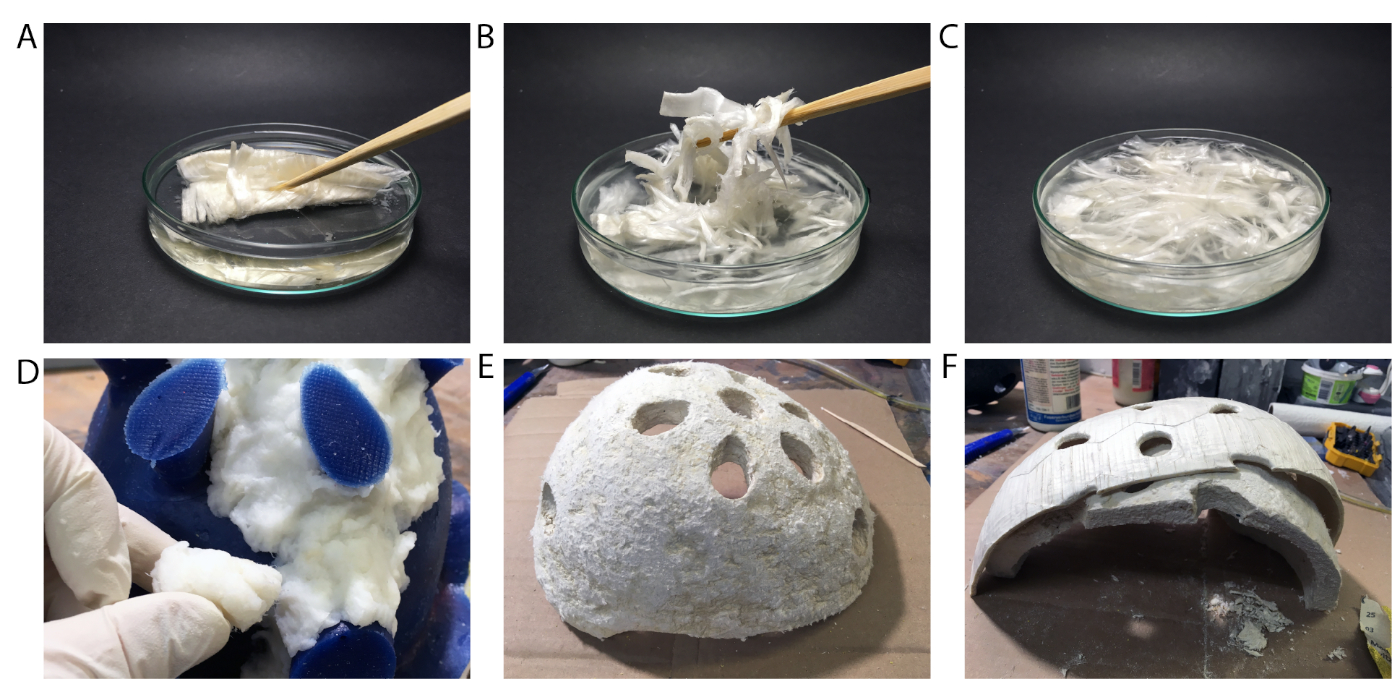
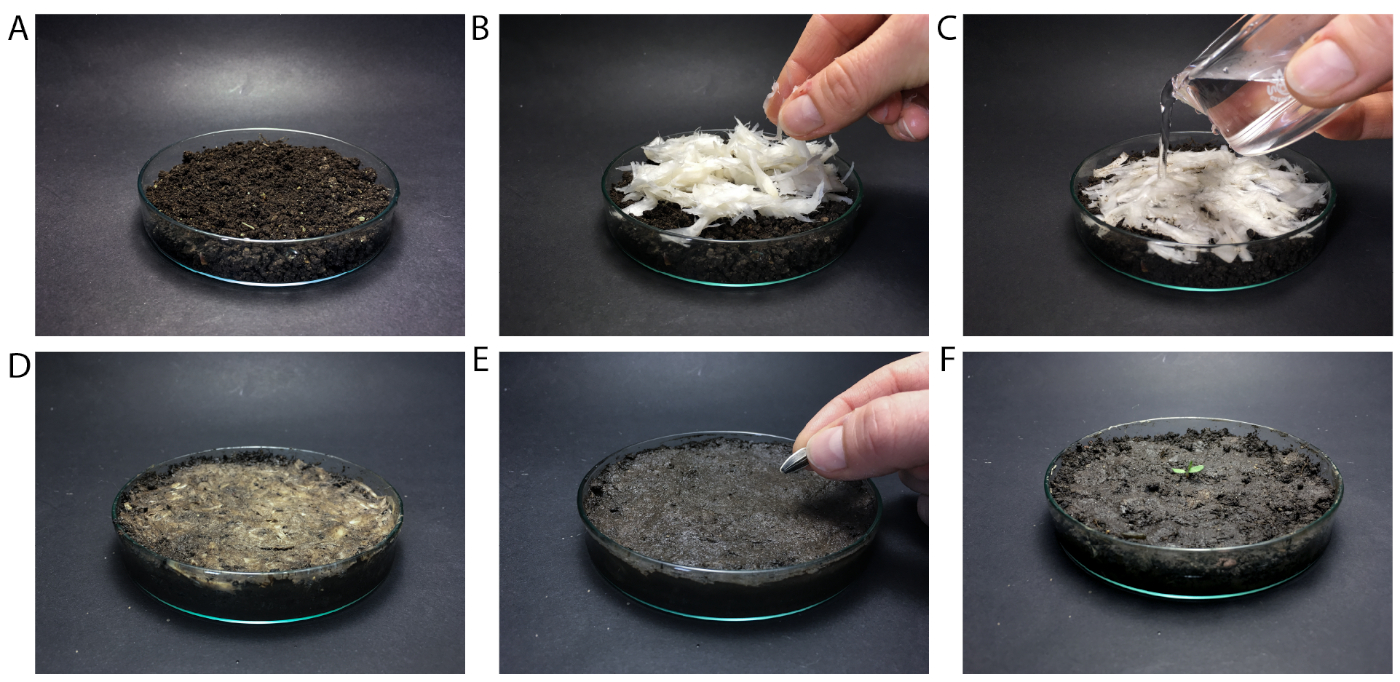
当社のセルロース澱粉複合体は、すべてのバイオベースであり、水中で崩壊することができます。一方、材料の親水性は、水と接触する際の機械的性能の低下につながるので、欠点である。液体水から複合体を保護する簡単な方法は、我々が示したように疎水性コーティングを含む、 20197.一方、材料の親水性行動は、寿命の使用とリサイクルの側面に関しても有益であり得る。試料は単に水中でより小さな部分に分解することができ、繊維状スラリーはさらに、図8に示すように新しい繊維系製品の製造に使用することができる。さらに、繊維材料は、図9に示すように、完全に生分解性である。

図8:デリニフィケーションされた木材繊維の再利用(A-C)水に材料を分散させることによって、デリニフィケーションされた木製ベニヤを小片に減らします。(D-F)ヘルメットの裏地を製造するための繊維スラリーの再利用。(D)繊維スラリーを用いたシリコン金型のリベット。(E) ヘルメットの最終裏地。(F)ヘルメットのハードシェルの内側に崩壊したデリニフィケーション材から作られたライニング。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}

図9:デリニフィケーションされた木材繊維の劣化(A)土壌で満たされたペトリ皿。(B) 繊維スラリーを土の上に置き、(C)水で満たします。(D)1日後の生体分解、8日後の(E)、及び(F)26日後の。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
ディスカッション
高性能な剥離木材系複合材料を得るために多彩な製造技術を提示し、再利用とリサイクル戦略を提案します。クローズドモールド加工は、水飽和状態では処理できないため、材料の事前調整が必要です。しかし、クローズドモールドプロセスを利用することは、例えば、利用可能な真空セットアップがない場合や、両側に素敵な(滑らかな)表面仕上げが望ましい場合に、特に選択の方法である可能性があります。
デリニフィニッド木材のオープンモールド真空処理により、水飽和サンプルの成形、緻密化、乾燥をシンプルでスケーラブルなアプローチで組み合わせることができる。この技術は複雑な形状の製造に適用可能であり、閉じた金型プロセスのためのスケーラブルな代替手段を提供する。層間の接着剤として澱粉を使用して、デリニニュージ付き木製ベニヤを積み重ねることで複合材料を製造しました。初期厚さの4分の1まで高密度化した結果、8層厚複合部品の最終厚さは2.5mmとなりました。真空プロセスでより滑らかな表面仕上げを得るために、閉じた多孔質金型の使用は適切な代替手段であり得る。
どちらの処理方法でも、剥離のリスクを低減するために、デリニフィケーションされた木層の間に接着システムを使用することをお勧めします。所定の例では、紙袋などのパルプや紙製品のバイオベースの接着剤として知られており、水系であるため、澱粉を選択します。今後の研究では、乾燥と繊維流れ偏差の面で現在の制限を解決するために、より厚いラミネートの製造に焦点を当てます。
一般に、デリニフィケーション木材の真空処理は、大規模な高密度セルロース繊維複合材料の容易かつ迅速な生産の可能性を有する。適切なコーティング、水安定接着剤システムまたは化学修飾を適用することによって材料の耐久性の問題に対処した後、可能な産業用途は、ドアパネル、床、およびダッシュボードなどの自動車部品を含み得る。当社の材料は、より良い燃料効率のために重量を削減し、リサイクル性を向上させるために、金属や繊維強化複合材料を置き換えることができます。
開示事項
著者たちは何も開示する必要はない。
謝辞
著者たちは、多孔質金型の3Dプリントに対するシルバン・ガンテンベインに感謝する。
資料
| Name | Company | Catalog Number | Comments |
| Acetic acid | VWR Chemicals | 20104.312 | |
| Breather | Suter Kunststoffe AG | 923.015 | |
| Flow mesh/bleeder | Suter Kunststoffe AG | 180.007 | |
| Gypsum | Suter Kunststoffe AG | 115.3002 | |
| Hydrogen peroxide, 30% | VWR Chemicals | 23622.298 | |
| Oven | Binder GmbH | ||
| Press | Imex Technik AG | ||
| Seal tape | Suter Kunststoffe AG | 31344 | |
| Stainless steel mesh | Drawag AG | ||
| Starch | Agrana Beteilungs AG | ||
| Textile, peel ply | Suter Kunststoffe AG | 222.001 | |
| Vacuum bag | Suter Kunststoffe AG | 215.15 | |
| Vacuum bag, elastic | Suter Kunststoffe AG | 390.1761 | elastic vacuum bag for complex shapes |
| Vacuum pump | Vacuumbrand | ||
| Vacuum tubing | Suter Kunststoffe AG | 77008.001 | |
| Wood veneers | Bollinger AG |
参考文献
- Joshi, S. V., Drzal, L. T., Mohanty, A. K., Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Composites Part A: Applied Science and Manufacturing. 35 (3), 371-376 (2004).
- Mohanty, A. K., Misra, M., Drzal, L. T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. Journal of Polymers and the Environment. 10 (1), 19-26 (2002).
- Mohanty, A. K., Vivekanandhan, S., Pin, J. M., Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science. 362 (6414), 536-542 (2018).
- Pickering, K. L., Efendy, M. G. A., Le, T. M. A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing. 83, 98-112 (2016).
- Woigk, W., et al. Interface properties and their effect on the mechanical performance of flax fibre thermoplastic composites. Composites Part A: Applied Science and Manufacturing. 122, 8-17 (2019).
- Frey, M., et al. Delignified and Densified Cellulose Bulk Materials with Excellent Tensile Properties for Sustainable Engineering. ACS Applied Materials & Interfaces. 10 (5), 5030-5037 (2018).
- Frey, M., et al. Tunable Wood by Reversible Interlocking and Bioinspired Mechanical Gradients. Advanced Science. 6, 1802190(2019).
- Yano, H., Hirose, A., Collins, P., Yazaki, Y. Effects of the removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. Journal of Materials Science Letters. 20 (12), 1125-1126 (2001).
- Song, J., et al. Processing bulk natural wood into a high-performance structural material. Nature. 554 (7691), 224(2018).
- Shams, M. I., Yano, H., Endou, K. Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: effects of pressing pressure and pressure holding. Journal of Wood Science. 50 (4), 337-342 (2004).
- Yano, H. Potential strength for resin-impregnated compressed wood. Journal of Materials Science Letters. 20 (12), 1127-1129 (2001).
- Keplinger, T., Wang, X., Burgert, I. Nanofibrillated cellulose composites and wood derived scaffolds for functional materials. Journal of Materials Chemistry A. 7 (7), 2981-2992 (2019).
- Segmehl, J. S., Studer, V., Keplinger, T., Burgert, I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials. 11 (4), 517(2018).
- Maurer, H. W., Kearney, R. L. Opportunities and challenges for starch in the paper industry. Starch-Stärke. 50 (9), 396-402 (1998).
転載および許可
このJoVE論文のテキスト又は図を再利用するための許可を申請します
許可を申請さらに記事を探す
This article has been published
Video Coming Soon
Copyright © 2023 MyJoVE Corporation. All rights reserved