
Method Article
Fabbricazione e progettazione di compositi ad alte prestazioni basati sul legno
In questo articolo
Riepilogo
Il legno densificato, delificato, rappresenta un nuovo promettente materiale leggero, ad alte prestazioni e a base biologica con un grande potenziale per sostituire parzialmente in futuro i compositi rinforzati in fibra naturale rinforzata o in fibra di vetro. Qui presentiamo due percorsi di fabbricazione versatili e dimostriamo la possibilità di creare parti composite complesse.
Abstract
Il legno densificato delineato è un nuovo materiale promettente e sostenibile che possiede il potenziale per sostituire materiali sintetici, come i compositi rinforzati in fibra di vetro, grazie alle sue eccellenti proprietà meccaniche. Il legno delignificato, tuttavia, è piuttosto fragile in uno stato umido, il che rende difficile la maneggevolezza e la forma. Qui presentiamo due processi di fabbricazione, la densificazione a stampo chiuso e la densificazione del vuoto, per produrre compositi di cellulosa ad alte prestazioni basati sul legno delignificato, compresa una valutazione dei loro vantaggi e limitazioni. Inoltre, suggeriamo strategie per il modo in cui i compositi possono essere riutilizzati o decomposti alla fine del ciclo di vita. La densificazione a stampo chiuso ha il vantaggio che non sono necessarie elaborate attrezzature di laboratorio. Per la densificazione possono essere utilizzati semplici morsetti a vite o una pressa. Si consiglia questo metodo per piccole parti con geometrie semplici e grandi raggi di curvatura. La densificazione a vuoto in un processo a stampo aperto è adatta per oggetti più grandi e geometrie complesse, tra cui piccoli raggi di curvatura. Rispetto al processo a stampo chiuso, l'approccio a vuoto a stampo aperto richiede solo la produzione di una singola cavità di stampo.
Introduzione
Lo sviluppo di nuovi compositi a base di fibra naturale (NF) dotati di proprietà meccaniche superiori rappresenta uno dei compiti principali nella scienza dei materiali, in quanto possono essere alternative sostenibili per gli attuali sistemi sintetici come i compositi in fibra di vetro1,2,3. Oltre ai tradizionali compositi NF (flax, canapa, kenaf, ecc)4,5, la densificazione del legno dopo la rimozione parziale o completa dei componenti della matrice ha ricevuto sempre maggiore attenzione negli ultimi anni6,7,8,9,10,11. Il percorso di fabbricazione dall'alto verso il basso, basato sulla delignificazione del legno sfuso seguito dalla densificazione, è concettualmente contrario ai processi bottom-up piuttosto complessi per i prodotti a base di polpa e liquame12. Nei prodotti a base di polpa e liquame, l'allineamento benefico della fibra di legno non viene mantenuto in quanto le fibre sono separate nel processo. Al contrario, il legno delignificato che mantiene la struttura, che si ottiene in un processo top-down, trasferisce la sofisticata architettura con fibre di cellulosa allineate nel nuovo materiale. Per ottenere la densificazione del legno delignificato senza distorsioni dell'allineamento delle fibre, devono essere sviluppati nuovi percorsi di lavorazione.
La densificazione diretta di campioni di legno delignificato saturi d'acqua porta a un grado di densificazione limitato, crepe e distorsioni dell'allineamento delle fibre a causa dell'acqua libera inerente al campione umido che crea una contropressione durante la densificazione. Le soluzioni attuali per evitare la perdita di integrità strutturale al momento della densificazione includono l'utilizzo di legno parzialmente dilintato seguito da densificazione ad alta temperatura9 o la pre-essiccazione del legno dilineato prima densificazione6. Entrambi i metodi migliorano la connettività tra le cellule vicine, sia a causa della lignina rimanente che agisce come colla o rimozione di acqua libera tra le cellule.
In entrambi i casi, si verifica una forma bilità ridotta, che limita le applicazioni di progettazione; il precondizionamento del campione richiesto comporta anche tempi di elaborazione più lunghi. Pertanto, è necessario un processo rapido e scalabile che combina la forma e la densificazione in un unico passaggio.
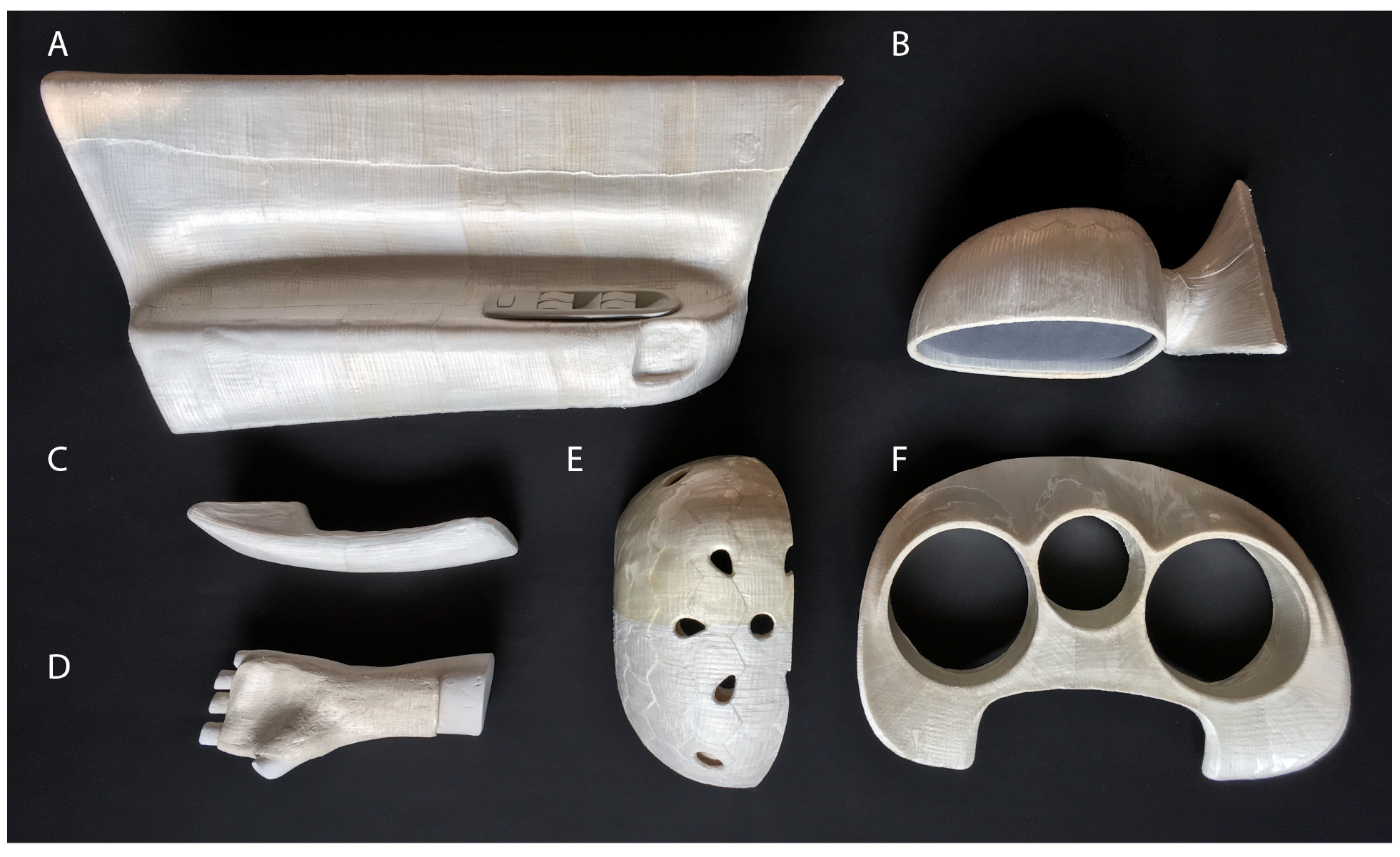
A questo proposito, vi presentiamo qui densificazione a stampo aperto/ chiuso e lavorazione del vuoto del legno delignified come metodi per combinare la sagomatura, densificazione, e l'essiccazione in un approccio semplice e scalabile. La figura 1 mostra parti densificate in legno-composte, ottenute utilizzando le tecniche descritte in questo lavoro.

Figura 1: Esempi di parti composite in legno densificato delineato. (A) Pannello porta,(B) specchio laterale,(C)maniglia della porta di un'auto, (D) ortosi, (E) tagliare il casco aperto e (F) tachometer copertura di un'auto. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
Protocollo
1. Delignificazione di impiallacciature in legno
NOTA: Questo protocollo di delignification si basa sui nostri lavori precedenti, pubblicati da Frey et al. 20186 e Segmehl et al. 201813.
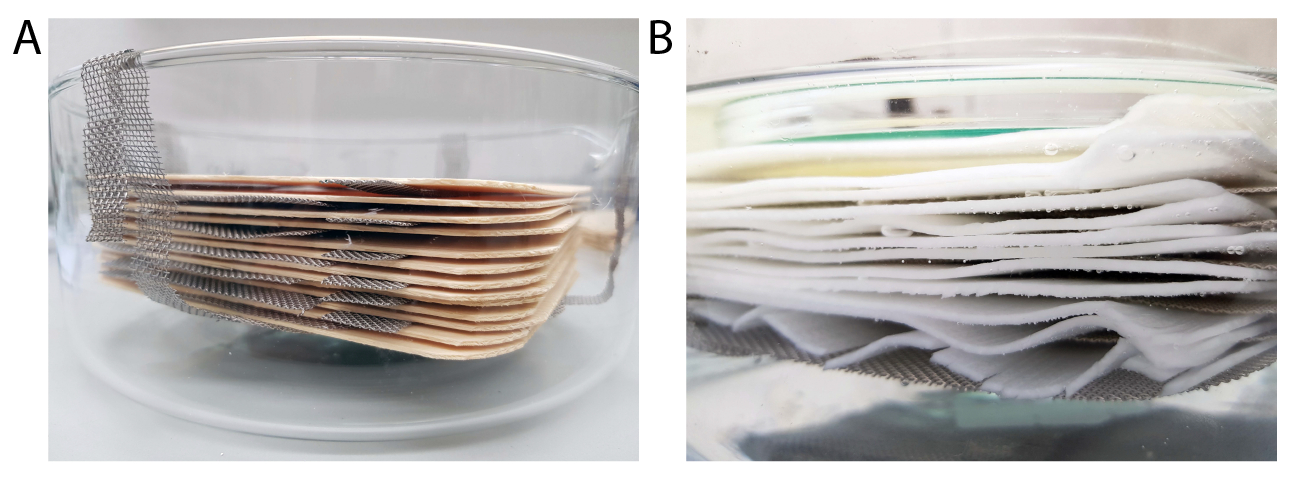
- Montare un supporto campione in acciaio inossidabile in un piatto cristallizzante o in un becher e posizionare una barra di agitazione magnetica sotto il supporto del campione. Impilare impiallacciature in legno sulla parte superiore del supporto e separarle con maglie metalliche o strisce di maglia metallica (Figura 2A). Qui, usiamo impiallacciature di abete rosso taglio radiale con uno spessore di 1,5 mm. Specie di legno e tipo (tangenziale, radiale, impiallacciatura taglio rotante) così come lo spessore di impiallacciature possono essere variati.
- Preparare una miscela di volume 1:1 di perossido di idrogeno (30 wt%) e l'acido acetico glaciale e versare il composto nel piatto cristallizzante fino a quando le faccette sono completamente coperte. Utilizzare piatti di vetro (ad esempio piatto Petri) per mantenere le impiallacciature nella soluzione. Immergere i campioni nella soluzione a temperatura ambiente (RT) durante la notte mescolando a 150 rpm.
- Riscaldare la soluzione a 80 gradi centigradi e fare la reazione per 6 h per la completa delignificazione. Regolare il tempo di delignificazione a seconda dello spessore del campione.
- Dopo la delignificazione, versare la soluzione di delignificazione in un becher vuoto e lasciarlo raffreddare prima dello smaltimento. Sciacquare delicatamente le impiallacciature delignified più volte con acqua deionizzata. Quindi, continuare a lavare le impiallacciature senza mescolare riempiendo il piatto cristallizzante (becher) con acqua deionizzata. Sostituire l'acqua due volte al giorno fino a raggiungere un valore di pH dell'acqua di lavaggio superiore a 5 (Figura 2B).
- Maneggiare impiallacciature in legno bagnato delineate con cura, come l'impalcatura di cellulosa è piuttosto fragile. Utilizzare una rete metallica come supporto per il trasporto e il drappeggio (Figura 4).

Figura 2: Impostazione della delignificazione. (A) Piatto cristallizzante con portacampioni in rete metallica e impiallacciature in legno impilate sopra il supporto del campione. Le strisce in rete metallica separano le singole impiallacciature l'una dall'altra. (B) Impalliallacciati ricoperti d'acqua durante il processo di lavaggio. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
2. Stoccaggio e produzione di "cellulosa prepreg"
- Considerare la lavorazione dei campioni di legno bagnato delineato entro 2-3 settimane. In alternativa, conservare il materiale per la conservazione a lungo termine in etanolo (EtOH) o asciugare i fogli tra le maglie metalliche.
- Conservare i fogli di cellulosa secchi e piatti ("prepreg di cellulosa") al di sotto del 65% di umidità relativa (RH). Restopile i fogli in acqua prima di ulteriore modellare e lavorare.
3. Densificazione e formazione di legno delignificato in stampi chiusi
- Utilizzare stampi chiusi realizzati con un materiale a poroso aperto (ad esempio stampi in ceramica, stampi polimerici stampati in 3D) per consentire la rimozione dell'acqua e l'essiccazione sufficiente. Le dimensioni dei pori devono essere inferiori a 2 mm, in particolare verso la superficie, per ottenere una superficie liscia della parte composita finale.
- Condizionare il legno delignificato a desiderata RH. Per i raggi di curvatura nell'intervallo cm o nelle strutture piane, utilizzare campioni condizionati al 95% RH a 20 gradi centigradi. Per i raggi di curvatura più piccoli, drappeggiare l'impiallacciatura in stato saturo d'acqua, pre-asciugare il materiale drappeggiato in uno stampo aperto al 95% RH, o pre-asciugare il materiale in un forno (65 gradi centigradi) per 5-30 min (il tempo dipende dallo spessore del campione). Le considerazioni di curvatura sono fatte in relazione allo spessore dell'impiallacciatura (qui 1,5 mm).
- Densificare il materiale nello stampo chiuso utilizzando morsetti a vite o in una pressa. Riadattare la pressione se necessario per compensare il ritiro. Il processo di essiccazione può essere accelerato mettendo lo stampo in forno a 65 gradi centigradi o aumentando la temperatura della pressa.
NOTA: Una pressione relativamente bassa nella gamma di pochi MPa è sufficiente a densificare il legno bagnato delignificato. Lo spessore finale può essere controllato utilizzando distanziali con lo spessore mirato tra le superfici dello stampo piuttosto che controllando la pressione. - Dopo l'essiccazione completa, demodellare la parte composita e riutilizzare lo stampo per una nuova conduzione.
4. Modellazione e densificazione sottovuoto del legno delignificato in stampi aperti
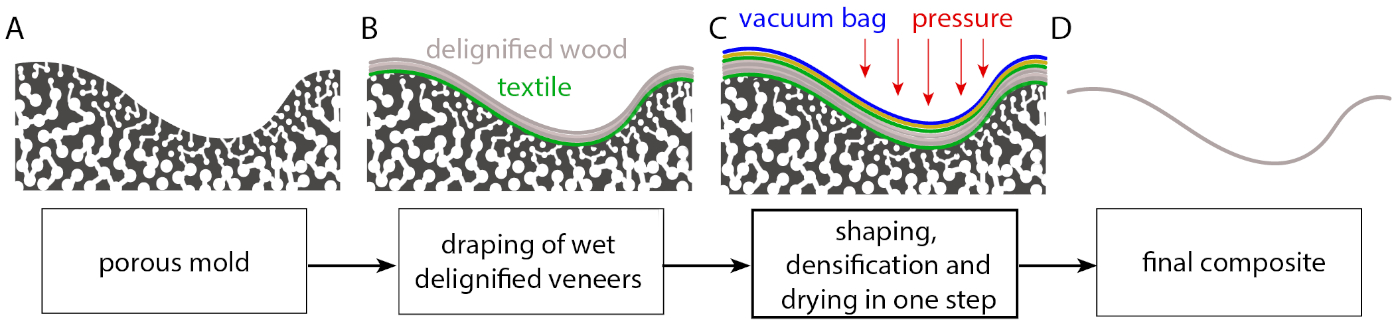
- Utilizzare uno stampo aperto poroso come descritto in 3.1. In alternativa, utilizzare stampi non porosi con uno strato poroso (ad esempio maglia, tessuto, respiratore) sulla parte superiore dello stampo o sulla parte superiore del legno delignificato per consentire l'essiccazione (Figura 3A).
- Utilizzare uno strato tessile (ad esempio peel-ply) per proteggere lo stampo dalla contaminazione. Drappo una impiallacciatura delineata satura d'acqua sulla parte superiore del tessuto (Figura 3B) e coprirlo con un secondo strato tessile e maglia di flusso.
NOTA: Per ottenere una finitura uniforme della superficie, si consiglia di utilizzare la lavorazione porosa a stampo chiuso. Per questo, sostituire la mesh di flusso con la parte superiore porosa dello stampo. Tuttavia, se si desidera la ripetizione della superficie con una mesh, il processo di stampa aperta è una buona alternativa. - Posizionare lo stampo sopra una piastra in acciaio inossidabile, applicare nastro di tenuta e tubi a vuoto e avvolgere lo stampo (aperto o chiuso) con un sacchetto sottovuoto. Utilizzare la rete di flusso per consentire il flusso d'acqua verso il tubo a vuoto. Facoltativamente, posizionare ulteriori strati di mesh sotto lo stampo per migliorare il processo di essiccazione ed evitare cali di pressione del vuoto locali, in particolare per le parti più grandi (Figura 3C).
- Applicare un aspirapolvere per l'essiccazione e la densificazione simultanea del composito. Per l'essiccazione accelerata, mettere l'installazione in forno a temperature elevate (ad es. 65 gradi centigradi).
NOTA: Assicurarsi di utilizzare trappole fredde per evitare che l'acqua entri nella pompa del vuoto. Qui usiamo una pompa dell'olio in una gamma di pressione di 10-2 bar. Tuttavia, è anche possibile utilizzare una pompa a membrana, ma i compromessi per quanto riguarda il grado di densificazione potrebbe essere necessario prendere in considerazione. - Dopo l'essiccazione, demodellare il composito secco e riutilizzare l'impostazione dello stampo e del vuoto per una nuova parte composita (Figura 3D).

Figura 3: Illustrazione schematica del processo a stampo aperto. (A) Muffa porosa con pori più piccoli verso la superficie. (B) Legno delignificato drappeggiato sulla parte superiore dello stampo poroso (grigio) e strato tessile opzionale per la protezione muffa (verde). (C) Tessile, rete di flusso e sacchetto sottovuoto posto sopra il legno delignificato. La pressione viene applicata attraverso il sacchetto sottovuoto e porta alla densificazione e all'essiccazione del materiale. (D) Composito finale dopo la demolding. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
5. Produzione di parti composite laminate
- Produci parti composte spesse multistrato mediante tecniche di posa e scegli l'angolo di orientamento della fibra degli strati (ad es. [0], [0/90], [0,/45/95/95]S) come nella produzione composita tradizionale.
NOTA: il numero di layer può essere scelto a seconda dello spessore mirato della parte finale. Tuttavia, il tempo di vuoto dipende fortemente dalle dimensioni e dallo spessore della parte e varia da 2 h (strato singolo, 1,5 mm di spessore) fino a 2 giorni per una parte a 8 strati. - Aumentare l'incollaggio tra strati di legno delignificati applicando adesivo tra gli strati durante il processo di drappeggio. Utilizzare un adesivo a base d'acqua (ad esempio amido) che consente l'essiccazione combinata e la stagionatura dell'adesivo.
NOTA: Applichiamo 0,04 g/cm2 di una soluzione di amido 16,5 wt% tra gli strati. Tuttavia, altre colle a base d'acqua potrebbero essere utilizzate in alternativa. - Deformare la parte composita e la finitura della macchina a mano o con utensili in legno standard(Figura 6E,F).
6. Riutilizzo e riciclaggio di parti composite
- Mettere in acqua i compositi di legno non incollati in acqua fino a quando la parte non riacquista la forma. Quindi, rimodellare il materiale per ottenere un nuovo prodotto (vedere Frey et al. 20197) o ridurlo a piccoli pezzi.
- Riutilizzare i piccoli pezzi di legno delignificato per creare nuovi prodotti ispirati alle tecniche standard della polpa (ad esempio lo stampaggio della polpa) e infine lasciare che il materiale si biodegrada dopo la fine della vita.
Risultati
Delignificazione e movimentazione di impiallacciature in legno.
La completa delignificazione porta ad una riduzione di massa di circa il 40% e una riduzione del volume di circa il 20% dopo l'essiccazione al 65% RH6. Oltre alla lignina, anche una frazione di emicellulose viene rimossa. La rimozione di questi componenti comporta un materiale fragile di cellulosa (vedere la figura 4). L'utilizzo di maglie metalliche come supporti facilita la manipolazione e il drappeggio.

Figura 4: Manipolazione del legno delignificato in stato umido. (A) Legno fragile delignificato nel suo stato umido. (B) La movimentazione del materiale viene alleviata utilizzando una rete metallica per il trasporto o (C) per drappeggiare il materiale in uno stampo. (D) Legno delignificato drappeggiato sopra uno stampo porosamente stampato in 3D. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
Densificazione e formazione di legno delignificato in stampi chiusi.
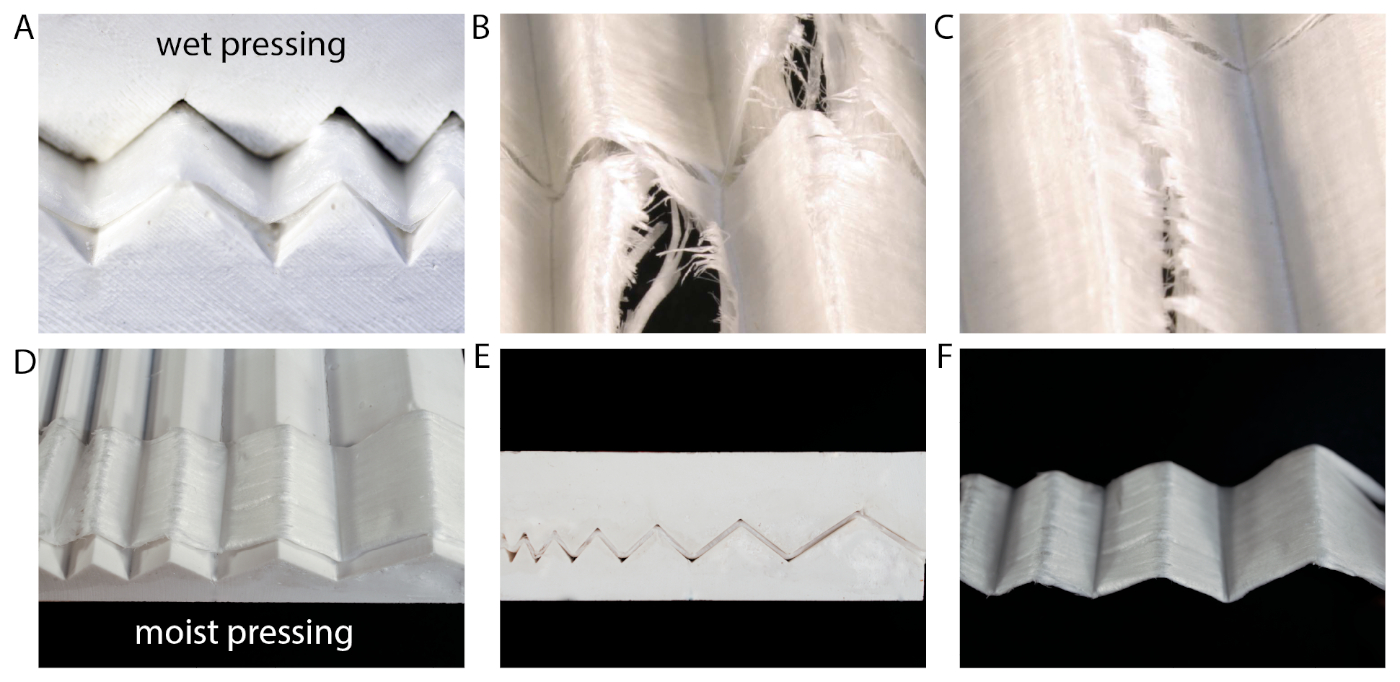
La densificazione del legno delignificato saturo d'acqua(Figura 5A-C) è impegnativa, poiché l'acqua libera nell'impalcatura crea una contropressione sulla densificazione e consente al materiale di fluire durante la lavorazione. Ciò causa deviazioni di fibre e crepe nel materiale finale (Figura 5B,C). Una possibilità di aggirare queste limitazioni è quella di utilizzare legno idratante pre-condizionato (95% RH e 20 gradi centigradi), legnificato. In questa condizione, il legno delignificato è ancora ragionevolmente modellabile e la sua densificazione non porta a distorsioni e difetti di allineamento delle fibre.
Il materiale pre-condizionato, tuttavia, è più rigido rispetto allo stato saturo d'acqua, il che rende difficile ottenere piccoli raggi di curvatura senza danni materiali. Per i piccoli raggi di curvatura, è possibile utilizzare il drappeggio bagnato seguito da condizionamento in uno stato già sagomato, è possibile utilizzare la densificazione preventiva. Tuttavia, il condizionamento richiede molto tempo e quindi non è consigliato per le applicazioni su larga scala.

Figura 5: Densificazione a stampo chiuso del legno delignificato in uno stato umido e umido. (A) La densificazione del materiale di cellulosa saturo d'acqua porta a crepe(B,C)e disallineamento delle fibre. (D-F) La densificazione del materiale umido, condizionata al 95% RH, si traduce in una migliore conservazione dell'allineamento delle fibre e meno difetti. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
Modellare e densificazione del vuoto di una parte laminata in uno stampo aperto.
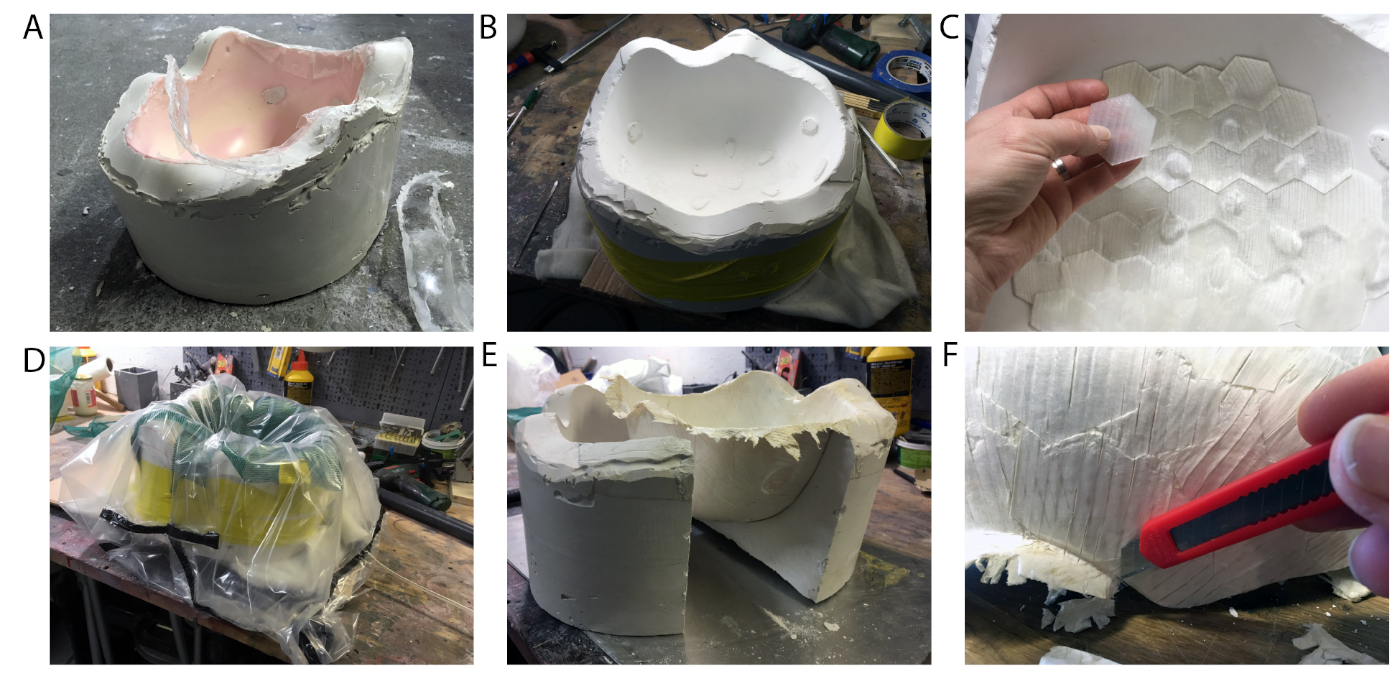
Esemplificamente per la sagomatura sottovuoto, abbiamo prodotto un casco in uno stampo di gesso self-made utilizzando un processo open-mold (Figura 6A,B). Come lay-up, abbiamo drappeggiato 2 strati di fiocchi esagono-flakes per la texturing superficiale seguita da 4 strati di impiallacciatura di legno delignificato in una disposizione [0/90] (Figura 6C). I fiocchi forniscono un design attraente della superficie, mentre gli strati unidimensionali (UD) aggiungono resistenza e rigidità al composito. Abbiamo applicato 16.5 wt% amido come adesivo tra gli strati per prevenire la delaminazione14.
La densificazione sottovuoto (Figura 6D) porta all'essiccazione completa della parte entro 48 h e alla densificazione fino a uno spessore di 3 mm (1/3dello spessore iniziale). Dopo l'elaborazione del vuoto, la parte composita viene demolita (Figura 6E) e gli spigoli vengono tagliati con una fresa (Figura 6F).
Lo spessore massimo di layup che poteva essere densificato e completamente asciugato con l'approccio di stampaggio aperto era un layup a 8 strati (8 x 1,5 mm di impiallacciatura) con uno spessore finale di questa parte di 2,5 mm, che corrisponde a una densificazione fino a circa un quarto dello spessore iniziale del legno essiccato, tenendo conto del restringimento dello strato dopo la deformazione e l'essiccazione. Per ottenere tali gradi di densificazione elevati, è necessario un vuoto basso nell'intervallo di 10-2 bar.
I compositi in legno delificati che sono densificati a circa un quarto del loro spessore iniziale in genere raggiungono valori elastici di moduli intorno ai 25 GPa e valori di resistenza nell'intervallo di 150-180 MPa, come mostrato nel nostro lavoro precedente (Tabella 1)7.

Tabella 1: Valori di letteratura per il modulo elastico di tensione e la forza di tensione del legno densificato delineato. L'elaborazione del vuoto si traduce in una densificazione fino a 1/4 dello spessore iniziale, che corrisponde a un FVC del 66%.

Figura 6: Produzione di un casco mediante lavorazione a stampo aperto. (A,B) Molding del casco originale utilizzando uno stampo di gesso. (C) Drappeggio di due strati esterni con fiocchi esagonali seguito da drappeggiamento dei 4 strati interni in un layup [0/90]. (D) Densificazione e essiccazione della parte mediante vuoto. (E) Smodellatura della parte asciutta e finitura (F) con una taglierina. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
L'utilizzo delle mesh di flusso comporta in genere un'impronta mesh nell'esempio. Questo può essere considerato come una strategia di progettazione inerente al processo o può essere evitato posizionando un ulteriore strato tessile più spesso tra legno disallineamento e rete di flusso.
In alternativa, è possibile utilizzare stampi chiusi combinati con l'elaborazione del vuoto come descritto nel passaggio 4.2 del protocollo. La modellazione regolare può essere ottenuta posizionando piccoli pezzi di impiallacciature delignificate in un ordine definito, come mostrato in precedenza per il nostro esempio con il patterning esagonale sul casco.
I problemi che possono sorgere durante l'elaborazione del vuoto includono le pagine di deformazione nella parte composita, che sono causate dall'essiccazione incompleta e dal verificarsi di crepe (Figura 7). Le crepe si traducono principalmente in legno delignificato che è stato conservato in EtOH precedente fabbricazione composita. Pertanto, dopo lo stoccaggio EtOH, si consiglia di immergere con cura il legno delificato in acqua prima di un'ulteriore lavorazione. Inoltre, un attento drappeggio seguito da una leggera densificazione a mano per rimuovere un po 'd'acqua libera riduce il rischio di fessurazione.

Figura 7: Possibili problemi derivanti dalla fabbricazione di geometrie complesse. (A) Vista posteriore e vista laterale(B)del casco fabbricato. (C,D) Piccole crepe dovute al restringimento del materiale durante la lavorazione. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
Riutilizzo o decomposizione di parti composite.
Il nostro composito celluloso-amido è tutto bio-based e può disintegrarsi in acqua. Da un lato, l'idrofiliacità del materiale è uno svantaggio, in quanto porta a una riduzione delle prestazioni meccaniche quando è a contatto con l'acqua. Un metodo semplice per proteggere il composito dall'acqua liquida comprende rivestimenti idrofobici, come abbiamo dimostrato in Frey et al. 20197. D'altra parte, un comportamento idrofilo del materiale può anche essere utile quando si tratta di fine della vita uso e aspetti di riciclaggio. Il campione può semplicemente essere disintegrato in acqua in pezzi più piccoli e i liquami fibrosi possono essere ulteriormente utilizzati per la produzione di nuovi prodotti a base di fibre, come mostrato nella Figura 8. Inoltre, il materiale fibroso è completamente biodegradabile, come mostrato nella Figura 9.

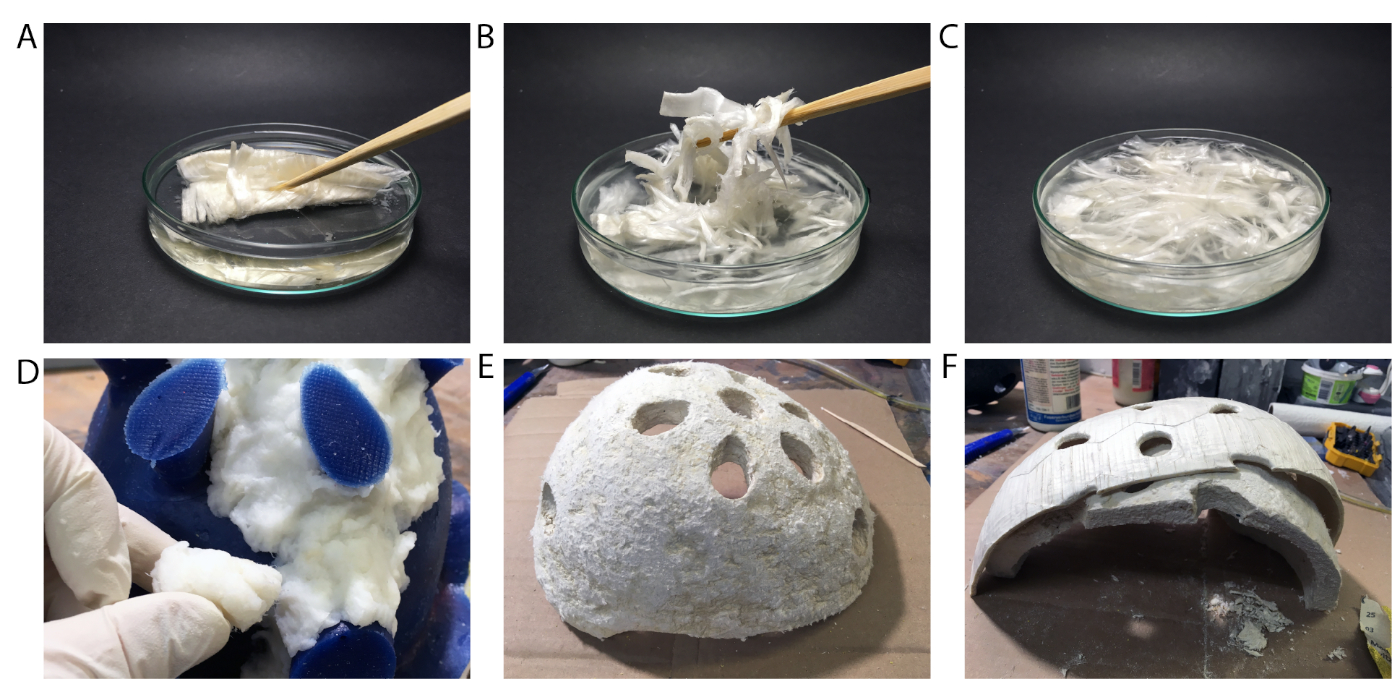
Figura 8: Riutilizzo delle fibre di legno delignificate. (A-C) Riduzione delle impiallacciature in legno delignificate in piccoli pezzi disperdendo il materiale in acqua. (D-F) Riutilizzo del liquame in fibra per la produzione del rivestimento di un casco. (D) Reveting di uno stampo di silicio con liquami in fibra. (E) Rivestimento finale del casco. (F) Rivestimento in legno disintegrato disintegrato all'interno del guscio duro del casco. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

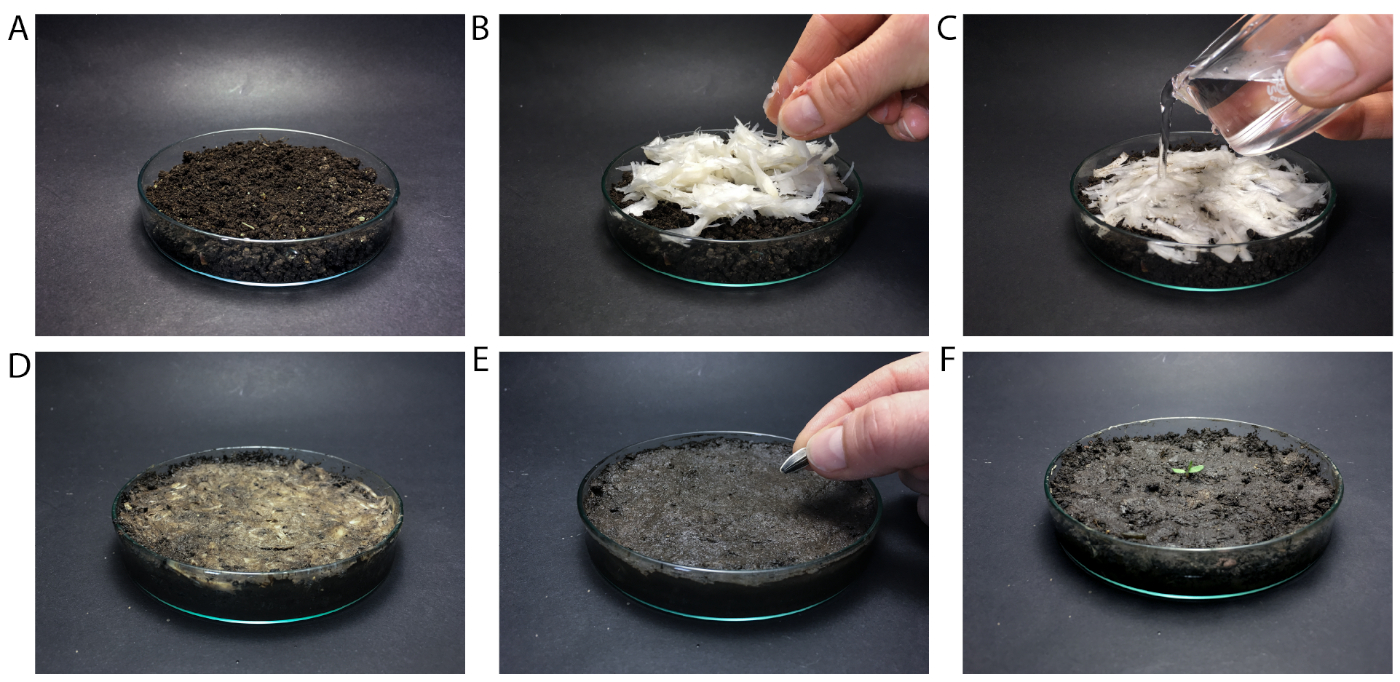
Figura 9: Degradazione delle fibre di legno delignificate. (A)Piatto di Petri pieno di terra. (B) Posizionare i liquami in fibra sopra il terreno e (C) riempirlo con acqua. (D) Biodegradazione dopo un giorno, (E) dopo otto giorni e (F) dopo 26 giorni. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
Discussione
Presentiamo tecniche di fabbricazione versatili per ottenere compositi a base di legno deliziosi ad alte prestazioni e suggerire possibili strategie di riutilizzo e riciclaggio. La lavorazione a stampo chiuso precondiziona il pre-condizionamento del materiale, in quanto non può essere trattata in stato saturo d'acqua. L'utilizzo di un processo a stampo chiuso, tuttavia, potrebbe essere il metodo di scelta soprattutto se, ad esempio, non è disponibile alcuna impostazione del vuoto o se si desidera una bella finitura di superficie (liscia) su entrambi i lati.
L'elaborazione a vuoto a stampo aperto del legno delignificato consente di combinare la sagomatura, la densificazione e l'essiccazione di campioni saturi d'acqua in un approccio semplice e scalabile. La tecnica è applicabile per la produzione di geometrie complesse e offre un'alternativa scalabile per i processi a stampo chiuso. Abbiamo prodotto compositi impilando impiallacciature in legno delignificate utilizzando amido come adesivo tra gli strati. La densificazione fino a un quarto dello spessore iniziale ha portato ad uno spessore finale di 2,5 mm della parte composita spessa 8 strati. Per ottenere una finitura superficiale più liscia nel processo di vuoto, l'uso di uno stampo poroso chiuso potrebbe essere un'alternativa appropriata.
Per entrambi i metodi di lavorazione, si consiglia l'uso di un sistema adesivo tra strati di legno delignificati al fine di ridurre il rischio di delaminazione. Per l'esempio dato, scegliamo l'amido, in quanto è una colla bio-based ben nota per la pasta e i prodotti di carta, come i sacchetti di carta, ed è a base di acqua. Le opere future si concentreranno sulla fabbricazione di laminati più spessi per risolvere i limiti attuali in termini di essiccazione e deviazioni del flusso di fibre.
In generale, la lavorazione sottovuoto del legno delignificato ha il potenziale per una produzione facile e veloce di compositi di fibra di cellulosa densificata su larga scala. Dopo aver affrontato il problema di durata del materiale applicando rivestimenti adeguati, sistemi adesivi stabili in acqua o modifiche chimiche, le possibili applicazioni industriali possono includere componenti automobilistici come pannelli delle porte, pavimenti e cruscotti. Il nostro materiale potrebbe sostituire metalli o compositi rinforzati in fibra al fine di ridurre il peso per una migliore efficienza del carburante e per migliorare la riciclabilità.
Divulgazioni
Gli autori non hanno nulla da rivelare.
Riconoscimenti
Gli autori ringraziano Silvan Gantenbein per la stampa 3D di muffe porose.
Materiali
| Name | Company | Catalog Number | Comments |
| Acetic acid | VWR Chemicals | 20104.312 | |
| Breather | Suter Kunststoffe AG | 923.015 | |
| Flow mesh/bleeder | Suter Kunststoffe AG | 180.007 | |
| Gypsum | Suter Kunststoffe AG | 115.3002 | |
| Hydrogen peroxide, 30% | VWR Chemicals | 23622.298 | |
| Oven | Binder GmbH | ||
| Press | Imex Technik AG | ||
| Seal tape | Suter Kunststoffe AG | 31344 | |
| Stainless steel mesh | Drawag AG | ||
| Starch | Agrana Beteilungs AG | ||
| Textile, peel ply | Suter Kunststoffe AG | 222.001 | |
| Vacuum bag | Suter Kunststoffe AG | 215.15 | |
| Vacuum bag, elastic | Suter Kunststoffe AG | 390.1761 | elastic vacuum bag for complex shapes |
| Vacuum pump | Vacuumbrand | ||
| Vacuum tubing | Suter Kunststoffe AG | 77008.001 | |
| Wood veneers | Bollinger AG |
Riferimenti
- Joshi, S. V., Drzal, L. T., Mohanty, A. K., Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Composites Part A: Applied Science and Manufacturing. 35 (3), 371-376 (2004).
- Mohanty, A. K., Misra, M., Drzal, L. T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. Journal of Polymers and the Environment. 10 (1), 19-26 (2002).
- Mohanty, A. K., Vivekanandhan, S., Pin, J. M., Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science. 362 (6414), 536-542 (2018).
- Pickering, K. L., Efendy, M. G. A., Le, T. M. A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing. 83, 98-112 (2016).
- Woigk, W., et al. Interface properties and their effect on the mechanical performance of flax fibre thermoplastic composites. Composites Part A: Applied Science and Manufacturing. 122, 8-17 (2019).
- Frey, M., et al. Delignified and Densified Cellulose Bulk Materials with Excellent Tensile Properties for Sustainable Engineering. ACS Applied Materials & Interfaces. 10 (5), 5030-5037 (2018).
- Frey, M., et al. Tunable Wood by Reversible Interlocking and Bioinspired Mechanical Gradients. Advanced Science. 6, 1802190(2019).
- Yano, H., Hirose, A., Collins, P., Yazaki, Y. Effects of the removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. Journal of Materials Science Letters. 20 (12), 1125-1126 (2001).
- Song, J., et al. Processing bulk natural wood into a high-performance structural material. Nature. 554 (7691), 224(2018).
- Shams, M. I., Yano, H., Endou, K. Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: effects of pressing pressure and pressure holding. Journal of Wood Science. 50 (4), 337-342 (2004).
- Yano, H. Potential strength for resin-impregnated compressed wood. Journal of Materials Science Letters. 20 (12), 1127-1129 (2001).
- Keplinger, T., Wang, X., Burgert, I. Nanofibrillated cellulose composites and wood derived scaffolds for functional materials. Journal of Materials Chemistry A. 7 (7), 2981-2992 (2019).
- Segmehl, J. S., Studer, V., Keplinger, T., Burgert, I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials. 11 (4), 517(2018).
- Maurer, H. W., Kearney, R. L. Opportunities and challenges for starch in the paper industry. Starch-Stärke. 50 (9), 396-402 (1998).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati