
Method Article
Reconfigurable canal microfluidique avec flancs Pin-discrétisé
Dans cet article
Résumé
Un canal microfluidique avec parois latérales déformables offre contrôle de flux, gestion des particules, personnalisation de dimension de canal et autres reconfigurations en cours d’utilisation. Nous décrivons une méthode pour fabriquer un canal microfluidique avec flancs en un tableau d’épingles qui permet leur forme de changer.
Résumé
Microfluidique composants doivent avoir des formes variées pour réaliser la microfluidique clés différentes fonctions comme mélange, séparation, piégeage des particules ou réactions. Un canal microfluidique qui déforme même après leur fabrication tout en conservant la forme de canal permet à haute reconfigurabilité spatio-temporelle. Cette reconfiguration est nécessaire dans ces fonctions microfluidiques clés qui sont difficiles à obtenir dans les systèmes existants de microfluidique « reconfigurable » ou « intégré ». Nous décrivons une méthode pour la fabrication d’un canal microfluidique avec une paroi déformable consistant en un tableau latéralement aligné des extrémités des goupilles rectangulaires. Actionner les goupilles dans leurs directions longitudinales change positions finales les-pins et donc, la forme des flancs de la chaîne discrétisée. Broche lacunes peuvent provoquer des fuites indésirables ou adhérence aux broches adjacents causées par les forces de ménisque. Pour combler les lacunes de la broche, nous avons introduit le remplisseur de gap axée sur la suspension d’hydrocarbures-fluoropolymère accompagné par une barrière en élastomère. Ce dispositif microfluidique reconfigurable peut générer des flux de forte temporelle dans le chenal déplacement ou peut interrompre l’écoulement dans n’importe quelle région de la manche. Cette fonctionnalité facilitera, à la demande, le traitement des cellules, des liquides visqueux, bulles de gaz et des fluides, même si leur existence ou leur comportement est inconnu au moment de la fabrication.
Introduction
Dispositifs microfluidiques - micro-entreprises périphériques qui contrôlent les petites quantités de liquide et de leurs flux - offrent la miniaturisation des procédures biomédicales dans un format « puce » avec portabilité accrue et, souvent, l’abordabilité. Comme indiqué dans un récent examen1, divers composants microfluidiques constitués d’espaces caractéristiques positives ont été développés afin de réaliser les fonctions fluidiques de base et principaux comme mélange, séparation, piégeage des particules ou réactions.
Tandis que le comportement de nombreux dispositifs microfluidiques est déterminé dès la conception, certains types de dispositifs microfluidiques permettent la fabrication après modifications de leur structure ou leur comportement. Ici, nous nous référons à cette fonction comme « reconfiguration ». La reconfiguration des systèmes microfluidiques généralement réduit le temps et le coût nécessaires à la conception d’un dispositif, ou permet la personnalisation de la microfluidique mise en page ou les fonctions au fil du temps.
Décrit précédemment reconfigurable microfluidic devices tombent dans les trois catégories suivantes. Dans le premier, déformation des canaux en élastomère permet les débits et directions pour être changé pendant l’utilisation. Pour obtenir la reconfigurabilité, canaux en élastomère est déformées par diverses forces externes et contrôlables comme sources de pression pneumatique2, Braille actionneurs3ou4de cachetage de compression. Dans le second, dispositifs reconfigurables dépendent de conceptions modulaires, tels que les circuits fluidiques de multicouches, canaux modulaires avec magnétique d’interconnexions et axée sur les tubes microfluidics5. Dans la troisième, l’appareil lui-même n’est pas reconfigurable, mais transport de microgouttelettes électrode tableaux (souvent dénommés digital microfluidics)6,7 et pendaison microfluidique axée sur la baisse de dispositifs8 activer sur demande commutation de l’écoulement ou la route du fluide.
Néanmoins, bon nombre de ces reconfigurations sont limitées à l’échelle macroscopique et topologiques. Par exemple, beaucoup de dispositifs microfluidiques intégrée flux ou changez la direction de l’écoulement par s’effondrer de microcanaux dans régions prédéfinies. Toutefois, la position et le nombre de régions à être réduits ne sont pas reconfigurables. Bien que la microfluidique numérique a une variété de capacités de manipulation de fluide, flux possibles devraient être en grande partie limités par le volume de chaque goutte. En outre, lorsque les cellules sont cultivées dans des gouttelettes de milieux de culture cellulaire, un effort supplémentaire est nécessaire pour empêcher l’évaporation et la dissipation de gaz de gouttelettes et d’éviter l’osmolalité choc et changement brusque de pH.
Afin de réaliser la reconfigurabilité de niveau fonctionnalité de canal, nous avons proposé un dispositif microfluidique avec des parois latérales amovibles qui comprenait des tableaux, des éléments de la machine à reconfigurer dynamiquement lors de l’utilisation9. Pour former une paroi déformable, petites broches rectangulaires ont été alignés pour que chaque extrémité des goupilles définit un segment de la paroi latérale. Glisser les broches a permis la déformation de la paroi latérale qui a permis le transport ou la structuration des cellules, des bulles et des particules à l’intérieur du canal. Pour réduire au minimum le volume mort et maximiser la reconfigurabilité, la distance entre les axes adjacents a dû être réduite au minimum. Toutefois, forte capillarité agissant sur les petites lacunes entre les broches de raccordement à l’intérieur et à l’extérieur de la microchannel provoque la fuite de tout liquide entrant dans l’écart de l’axe, provoquant l’évaporation de médias, contamination bactérienne ou cytotoxique et finit par cellule mort. Par conséquent, nous avons développé des canaux microfluidiques reconfigurable étanches discrétisée flanc type supporter des actions cycliques broche et à long terme de la culture de cellule10.
Dans cet article, nous fournissons un protocole pour construire le dispositif de culture de cellule de microfluidique avec un flanc discrétisée qui peut être reconfiguré à la suite de l’augmentation progressive dans la zone de culture de cellules. Étanchéité à l’air des flancs des canaux discrets est testée à l’aide d’imagerie de fluorescence. La compatibilité de culture cellulaire et la capacité de structuration de la cellule sont évaluées à l’aide de culture cellulaire sur puce.
Ce système microfluidique est adapté chaque fois que la conception de canal approprié ne peut être prédéterminée et doit être changée à la demande. Par exemple, ce système pourrait servir à ajuster le taux de largeur et de débit canal basé sur la croissance cellulaire ou la migration, vers nématodes actives flow ou piège ou autres petits objets qui se comportent de façon inattendue dans le canal, ou d’accepter différents échantillons bruts ou bioproduits qui n’étaient pas encore conçu au moment du design.
Protocole
1. gravure à l’eau-forte de broches (Figure 2A)
- Dégraisser les broches rectangulaires par immersion dans de l’acétone.
- Passiver les broches en immergeant dans 4 mL d’acide nitrique 10 %, puis chauffer la solution à 65 ° C pendant 30 min dans un four.
- Laisser agir les tiges dans l’eau désionisée pendant 5 min enlever l’acide résiduel et sécher avec une serviette en papier. Plongez les tiges dans 0,5 mL d’agent de démoulage du moule pour 2 h.Sonicate les tiges dans l’eau désionisée pendant 5 min.
- Fabriquer un plat de gravure (Figure 2C).
- Dessinez ou inscrire deux lignes parallèles avec un écart de 4 mm sur une lame de verre à l’aide d’une règle.
- Appliquer un adhésif résistant aux produits chimiques et faible viscosité à une surface de deux rectangulaire, coupée des lamelles couvre-objets.
- Coller les deux lamelles couvre-objets coupés sur la lame de verre à un écart de 4 mm. Utiliser la ligne parallèle comme un guide.
- Dispense de deux lignes de colle silicone sur le plat de gravure (voir Figure 2C pour la position et la taille du contour).
Remarque : Un modèle 3D-imprimés (un fichier de modèle STL est inclus comme un matériau supplémentaire) permettra de tracer des lignes facilement et avec précision. - Mettre les chevilles sur le plat de gravure afin que les conseils de 2 mm de long sur leurs extrémités droites sont immergés dans le motif de trait adhésif. Diluer la colle encore à faire en sorte que les broches sont entièrement recouvert et dessiner un contour. Placer la capsule de la gravure d’un fermenteur humidifié chauffé à 38 ° C. Attendre la nuit pour polymériser la résine.
- Ajouter 0,2 mL d’acide nitrique 0,5 M à 0,2 mL d’acide chlorhydrique 5,0 M lentement dans un flacon en verre.
ATTENTION : Le mélange, également connu sous le nom de l ' eau régale, est très corrosif et potentiellement explosif. Porter des gants en caoutchouc résistant aux acides et des lunettes de sécurité et soyez extrêmement prudent lorsque vous manipulez des acides. Ne rangez jamais la solution. Réduire l’acide nitrique que possible pour diminuer son agressivité. - Mettre le plat de la gravure sur une plaque chauffée à 65 ° C. Versez 0,4 mL du mélange acid sur la région découverte des broches. Attendez 10 min et transférer de l’acide dans un becher.
- Neutraliser tout l’acide restant, y compris la région gravée des broches avec 5 mL de solution de bicarbonate de sodium 0,8 M dans l’eau désionisée.
- Enlever les tiges de la capsule de la gravure en tirant sur les broches longitudinalement avec des pincettes. Laisser agir les tiges dans l’eau désionisée pendant 5 min, suivie par sonication dans l’acétone pendant 5 min.
- Passivation de la région gravée des broches comme à l’étape 1.2.
- Vérifier la largeur des broches gravés avec un microscope de boutique avec un réticule. Ajuster le temps de gravure décrit dans 1,7 afin que la largeur de la région gravée soit 0,2 ± 0,02 mm.
- Transférer les broches dans un flacon en verre contenant 5 ml d’éthanol à 70 %. Apporter le flacon à une hotte laminaire. Ramasser les broches sur le flacon et laissez-les sécher.
2. fabrication de dalle de Silicone avec réservoirs et un espace pour les broches.
- Fabriquer un moule pour un espace des épingles et une paroi fixe en procédés lithographiques typiques.
- Recouvrir d’une lamelle de verre dégraissés avec 1 mL de photorésine époxy négatif en utilisant une coucheuse essorage à 1000 tr/min. Sécher la résine photosensible sur une plaque chauffante de 95 ° C pendant 15 min. répéter cette étape une fois.
- Faites tourner le manteau la troisième couche de la photorésine même à 2 000 tr/min sur la lame de verre avec enduit résine photosensible. Sécher la résine photosensible sur une plaque chauffante de 95 ° C pendant 30 min.
- Exposer la couche de résine photosensible à 450 mJ/cm2 de 365 nm lumière ultraviolette d’une source lumineuse spot UV à travers un film de photoplotted. Faire cuire la photorésine exposée sur une plaque chauffante de 95 ° C pendant 15 min. mettre au point la résine photosensible en pulvérisant un solvant (acétate de 2-méthoxy-1-méthyléthyl) à l’aide d’un pulvérisateur à main et séchez à l’azote.
- Placer la lame de verre avec motifs résine photosensible au fond d’un plat en plastique.
- Verser prépolymère de polydiméthylsiloxane (PDMS) sur le moule d’une épaisseur de 3 mm. Détente du prépolymère de PDMS dans un dessiccateur à vide à-800 kPa pendant 10 min.
- Guérir le prépolymère de PDMS dans un four à 65 ° C pendant 1 h. Demold la dalle PDMS partiellement polymérisée à l’aide d’un scalpel. Complètement guérir le PDMS dans un four à 120° C pendant 1 h.
- Suivant le modèle de la ligne directrice, tailler les bords irréguliers à l’extérieur de la dalle PDMS avec le scalpel même. Rendre le plus précis et nettoyer une coupure possible, en particulier à la surface qui définit la fente d’insertion (voir Figure 1A) pour les broches.
- Percer 2 trous de mm de diamètre pour l’entrée/sortie dans les extrémités du chenal principal de la dalle PDMS à l’aide de poinçons de biopsie. De même, perforer des trous mm-dimeter 1 aux extrémités de la canal d’évacuation d’air. Voir Figure 1A pour la mise en page du canal et la position de ces trous.
3. montage de l’appareil avec Fabrication sur Place de Gap Filler et barrière.
- Fabriquer une Assemblée de microcanaux.
- Plonger un 10 × 20 mm n ° 4 lamelle dans une solution de nettoyage chauffée à 60 ° C pendant 10 min.
- Rincez les lamelles couvre-objets avec de l’eau désionisée deux fois et sécher à 120 ° C pendant 10 min.
- Plasma-bond la dalle PDMS à une lamelle :
- Placer la dalle de PDMS (côté de fonction canal vers le haut) et la nettoyer 10 × 20 mm n ° 4 lamelle dans la chambre à vide d’une coucheuse par pulvérisation cathodique.
- Recommencer à pomper vers le bas de la chambre à 60 plasma sous vide PA. générer air (20 mA) pendant 30 s.
- Immédiatement, aérer la chambre. Bond du côté de fonctionnalité de canal de la PDMS de dalle de la lamelle avec leurs bords alignés.
- Placer les couches sous douane dans un four à 65 ° C pendant 10 min.
- Apporter les couches collés à une hotte laminaire à un récipient stérile. Les stériliser avec lumière UV pendant 30 min.
- Dans la hotte laminaire, insérez les broches dans la fente, afin que leurs extrémités forment l’autre flanc du microcanaux. Pins adjacentes devraient être différentes dans la longueur pour éviter le contact des deux extrémités verticales (voir Figure 1B). Grand espacement entre les extrémités verticales est préférable. Un espace de (N-1) × (épaisseur de la tige) est possible lorsque N types de broches avec des longueurs différentes broches (L en Figure 2A) sont préparés.
- Fabriquer une base ( Figure 2B).
- Faire ou de lire un fichier de composant de la base et deux fichiers de commande numérique (NC) (présentant les trajectoires d’outil, inclus en tant que matériau supplémentaire) à l’aide de logiciels de CFAO. Le premier fichier NC supplemental utilise un 4 mm de diamètre fin mill et le second un 1 mm de diamètre fin moulin.
- Fixer une planche de 3 mm d’épaisseur claire polyméthacrylate de méthyle (PMMA) sur une CNC mill.
- Ouvrez le premier fichier NC sur le contrôleur d’une usine de NC (CNC) d’ordinateur. Installer une usine de fin de 4 mm jusqu'à l’usine CNC et localisez la partie nulle en touchant le moulin de la fin pour le jury de PMMA. Exécutez le code NC pour couper le jury.
NOTE : Parfois souffler la pointe de moulin de fin à l’air comprimé pour l’enlèvement de refroidissement et de la puce. - Répétez 3.2.3 utilisant le deuxième fichier de NC et un moulin de fin 1 mm.
- Dégraisser les pièces usinées avec un détergent et sécher avec une serviette en papier. Pulvériser les pièces avec l’éthanol à 70 % et les apporter à une hotte laminaire.
- Fabriquer une broche écart remplisseur et la barrière en élastomère :
Remarque : Les étapes 3.3.1 - 3.3.7 devraient être effectuées stérilement dans une hotte laminaire.- Préparer remplisseur de gap en mélangeant de la vaseline blanche et poudre de polytétrafluoroéthylène à un ratio de 2:1 en poids. Homogénéiser le mélange à l’aide d’un homogénéisateur à ultrasons.
- Versez remplisseur d’écart dans une seringue de distributeur. Insérer un piston et poussez-le pour occuper la pointe de la seringue. Poser une aiguille et appuyez à nouveau sur le piston jusqu'à ce que la pointe de l’aiguille est remplie. De même, préparez une seringue de distributeur avec un piston et une aiguille et remplir avec de la colle silicone.
- Connectez chaque seringue dans un distributeur pneumatique à l’aide d’un tube de l’adaptateur. Ajuster la pression de distribution pour adhésif siliconé et garniture pour 250 kPa et 280 kPa.
- Pipeter adhésif siliconé au bord d’une poche de la base. Placez un 10 × 20 mm n ° 4 lamelle sur la poche et pressez-le fermement à se lier.
- Diluer la colle silicone jusqu'à une profondeur d’environ 1 mm pour dessiner des segments de deux le long de deux fentes extérieures de la base. Pipeter remplisseur de fossé d’une profondeur d’environ 1 mm, pour dessiner des segments le long de l’autre emplacement.
- Diluer la colle silicone au bord d’une autre poche. Placer un assemblage de microchannel (3.1) sur la poche et pressez-le fermement à se lier.
- Répétez 3.3.5 pour s’assurer que remplissage écart tant adhésif siliconé entièrement intègrent les broches et qu’il n’y a pas d’ouverture dans les fentes.
- Mettre l’appareil dans un contenant stérile comme une boîte en acier inoxydable avec couvercle. Transférer le conteneur dans un fermenteur humidifié chauffé à 38 ° C. Dans la hotte laminaire, guérir la barrière en élastomère pour une journée.
- Déplacer chacun broches jusqu'à 1 mm le long des pins adjacentes pour libérer les broches de la barrière en élastomère durcie.
- Stériliser l’appareil avec la lumière UV pendant 30 min.
4. evaluation du dispositif microfluidique
- Détecter une fuite à l’aide de fluorescence
- Ouvrez le microcanaux en utilisant un outil fin ou un robot de bureau. Vérifiez la largeur du chenal comme cohérent tout au long de la chaîne possible.
- Diluer un colorant fluorescent vert avec de l’eau déionisée à 10 µM pour faire la solution de fluorescence.
- Ajouter la solution de fluorescence à l’un des ports fin du microcanaux avec une micropipette. Cette étape se remplira le canal avec la solution.
- Mettre le dispositif microfluidique et deux morceaux de papier absorbant mouillé avec de l’eau déionisée dans un grand plat en plastique. Incuber le plat à 37 ° C et 5 % de CO2 pendant au moins 24 h.
- Enregistrer des images de fluorescence verte de la microchannel avec un microscope inversé à fluorescent avec une caméra microscope.
- Ouvrir les images fluorescentes avec le logiciel d’analyse de l’image appropriée et confirmer qu'il n’y a pas de fuite (fluorescence verte) à l’interface de la soutireuse de gap et les broches.
- Cellules de semences pour le microcanaux.
- Préparer un récipient de culture cellulaire contenant confluentes à 70-80 % (en fonction des types de cellules). Détacher et suspendre les cellules dans un milieu de croissance.
- Centrifuger les cellules (la vitesse et le temps dépendent de types de cellules) et aspirer le milieu.
- Remettre en suspension les cellules avec une petite quantité du médium. Compter les cellules avec un compteur de cellules et d’ajuster la densité cellulaire de 1,5 × 106 à 1,5 × 107 cellules/mL.
- Ouvrez le microcanaux en utilisant un outil fin ou un robot Bureau (Figure 1B) pour faire un canal droit 400 µm-échelle. Ajustez les positions de broches pour faire le flanc comme plat tout au long de la chaîne possible. Ajouter suspension cellulaire à l’un du port de la fin de la microchannel et remplir le canal.
- Localisez l’une des broches qui définit la paroi latérale de la région pour démarrer la culture. Sous un microscope inversé, fermer les deux tiges adjacentes pour enfermer des cellules dans la région de culture de cellules.
- Fermez toutes les goupilles d’afin d’intérieure extérieure d’expulser toutes les cellules du canal. Doucement aspirer suspension depuis les ports de la fin et leur ajouter des moyennes.
- Incuber le dispositif tel que décrit dans 4.1.4. Lorsque les cellules sont environ 70-80 % confluentes, ouvrir lentement un NIP afin d’élargir la zone de culture.
Résultats
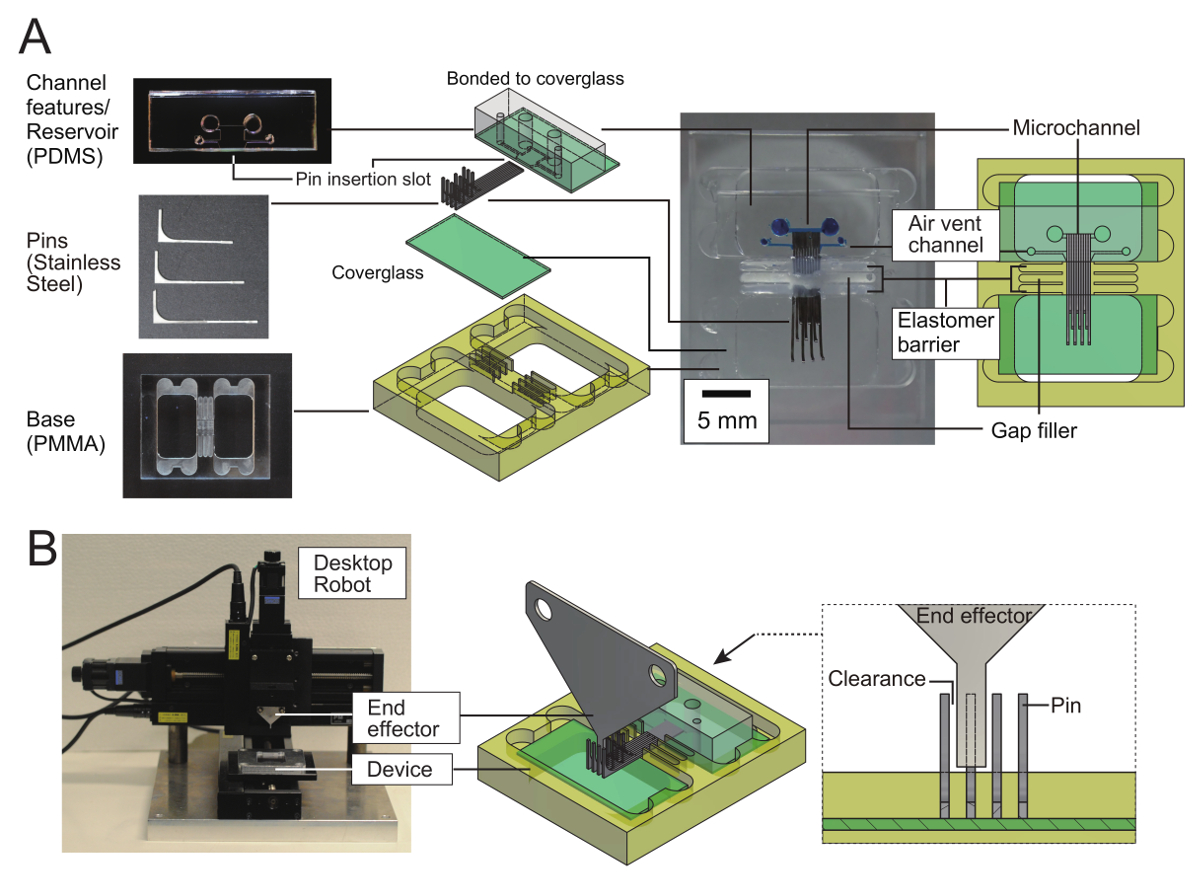
La construction de la microchannel reconfigurable est illustrée à la Figure 1. Plusieurs broches rectangulaires ont été placés sur un substrat de verre et ont été alignés pour que le côté long des broches ont été en contact. Une feuille PDMS avec perforé de trous et une cavité de la même profondeur que la hauteur de la tige couverte aux extrémités des goupilles pour former les réservoirs d’entrée/sortie de canal, canal de plafond et un autre flanc opposé au mur de canal qui se composait des broches. La région entourée de pins, un mur (une des faces de la feuille PDMS) et le substrat de verre forment un canal microfluidique.
Comme décrit précédemment, la reconfiguration du système microfluidique proposée est réalisée par plusieurs petites broches placées en parallèle avec des écarts très faible mais non nulle. Le problème dans les rapports précédents était le fort flux généré par les lacunes de l’effet de capillarité. Pour surmonter ce problème, les écarts étaient tout d’abord remplis d’un remplissage de vide. Dans le présent protocole, un mélange de dispersion des hydrocarbures visqueux et poudre de polymère fluoré a été utilisé comme substance de remplissage de vide. Cependant, le remplissage de vide lui-même est également soumis à l’effet de capillarité. Par conséquent, tel qu’illustré à la Figure 1, la résultante microchannel reconfigurable a remplissage écart d’hydrocarbures/polymère fluoré et une élastomère barrière formée autour du périmètre extérieur de l’orifice de remplissage de vide. Éclaircie au milieu des broches est nécessaire pour recevoir une quantité suffisante de remplisseur d’écart pour s’assurer de l’épaisseur et la force de la barrière en élastomère entre deux broches.
Figure 2 A montre un dessin d’une épingle qui forme un segment de paroi latérale. Nuance d’acier inoxydable 316L a été choisi comme matériau en raison de son résistant à la corrosion et les faibles propriétés de lixiviation. Toutefois, un processus de passivation supplémentaire devait faire culture cellulaire broches compatible. Une broche doit avoir une pointe précisément rectangulaire sans bavures pour former avec succès un segment de paroi latérale. En outre, un code pin doit avoir une « poignée » afin que la broche peut facilement être déplacée en appuyant sur la poignée. Parce que chaque broche a un milieu étroit, l’épaisseur d’élastomère entre les broches a été suffisant pour résister au cisaillement causé par le mouvement de la broche. Contrairement à d’autres parties comprenant le dispositif, la fabrication d’épingles, sauf éclaircie intermédiaire, doit être commandée auprès d’une société spécialisée dans l’électroérosion, usinage (EDM) parce que c’est une des méthodes plus précises et les plus rentables d’usinage petite pièces en métaux durs. Exécution d’amincissement moyen par gravure vous réduit le coût de l’usinage et le risque de plier ou de casser lors de l’usinage.
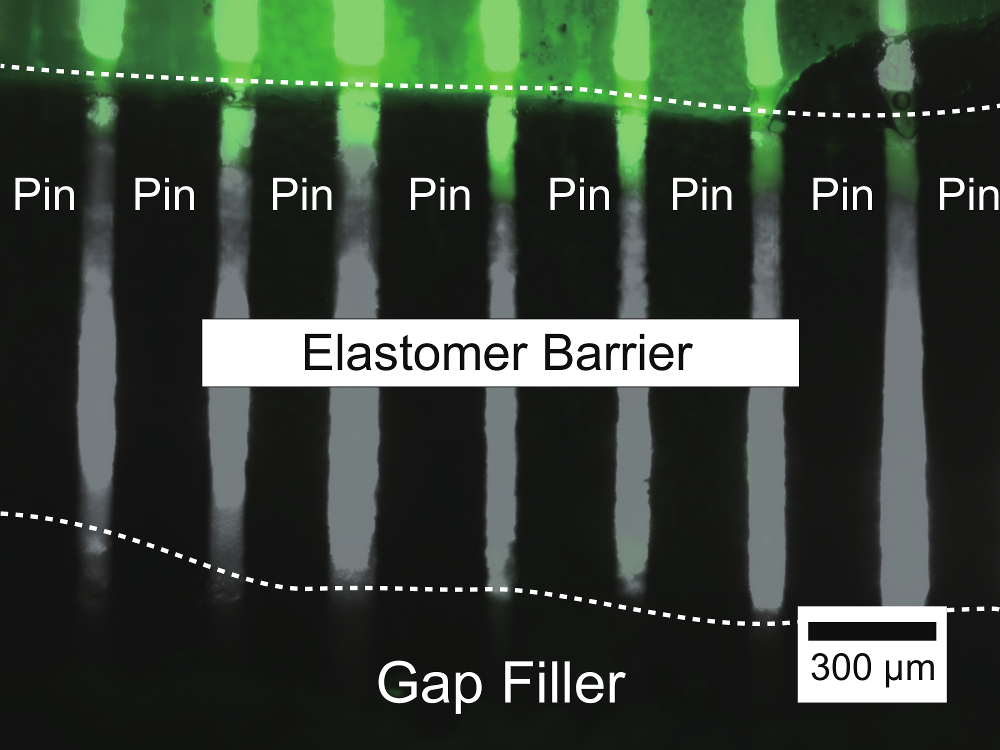
Pour confirmer que le remplissage de vide, la barrière en élastomère et finalement l’étanchéité de la microchannel reconfigurable fonctionnent correctement, détection de fuites par fluorescence a été utilisée. La figure 3 montre une image de fluorescence de la zone près du bord de la barrière en élastomère 3 jours après que le MICROCANAL était rempli d’eau contenant un colorant traceur fluorescent. L’image de fluorescence montre que le liquide remplir le canal atteint une profondeur d’environ 200 µm du bord visible de la barrière en élastomère. Cependant, le liquide n’a pas atteint l’écart de remplissage. En outre, aucune fuite de remplissage de vide à travers la barrière en élastomère a été observée. Cette observation indique que l’ajustement serré entre le milieu étroit des épingles et élastomère barrière empêche la migration de liquide à travers les ouvertures.
Enfin, nous avons effectué la culture cellulaire à long terme avec la zone de culture adaptée en élargissant progressivement la paroi latérale du dispositif microfluidique reconfigurables comme illustré à la Figure 4A. À 0 d, un petit nombre de cellules ont été confiné dans un espace égal à un chasse goupille et d’autres cellules ont été aspirés. Au 2 d, les cellules étaient attachés à la surface inférieure et a commencé à proliférer. Deux broches étaient rentrés afin que toutes les cellules étaient clairement visibles, bien que la confluence était encore faible. Au 5D, les cellules continuent à proliférer et augmenté de la confluence. À 6 et 9 d, les deux autres broches étaient rentrés pour garder l’underconfluent de cellules. L’effet de l’expansion progressive de la zone de culture est illustré à la Figure 4B. Il y avait des changements soudains dans la densité cellulaire le jour que la ou les broches étaient rentrée. Toutefois, le taux de croissance du comptage cellulaire est maintenu constant, tandis que celle observée en culture cellulaire typique est exponentielle.

Figure 1 : Dispositif microfluidique reconfigurables avec seul flanc pin-discrétisé. (A) pièces et construction d’un dispositif microfluidique reconfigurable. Le dispositif a un canal rectiligne avec un flanc formée par les extrémités de 10 tiges d’acier inoxydable insérées dans caractéristiques de microcanaux PDMS/verre. Remplissage de vide et une barrière en élastomère empêche le liquide fuit à travers les trous de goupille. Lamelles couvre-objets, remplissage de vide et la barrière de l’élastomère sont fixés sur un base polyméthylméthacrylate (PMMA). Manipulateur de goupille (B) automatisé. Un effecteur fabriqué à partir d’une feuille de métal est fixé à un robot de bureau 3 axes. Pour déplacer une seule broche, l’effecteur pousse son extrémité verticale. Broches avec différentes longueurs sont placées à intervalle de trois fois la largeur de la tige. L’intervalle de veille à ce que la fin effecteur mates une broche en même temps avec un dégagement suffisant. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}

Figure 2 : Dessin mécanique de pièces usinées, utilisé dans le protocole. Les unités sont en millimètres ; R indique une cote de rayon ; le symbole du carré (□) indique les caractéristiques carrés ; t indique épaisseur. (A) une épingle d’acier inoxydable de 316 L dans le cadre de la paroi latérale. Broches peuvent être commandés et usinées tel que décrit. Amincissement d’au milieu de la goupille pour faire des formes chien OS n’est pas reflétée dans ce dessin parce que ce n’était pas ordonné dans le cadre de l’usinage, mais a été réalisé dans le cadre du protocole. (B) une base de polyméthacrylate de méthyle (PMMA) qui maintient les lamelles couvre-objets, la lacune remplisseur et la barrière en élastomère en place contre le mouvement de la broche. (C) un plat de gravure qui est gravé au milieu des pins. Pour créer un plat d’eau-forte, quatre morceaux de verre sont collés à l’aide de colle silicone. Un modèle contour d’adhésif au silicone est dessiné sur le plat, suivi par la mise en place des goupilles sur le plat comme indiqué sur le dessin. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}

Figure 3 : Détection de fluorescence de la fuite d’un microchannel reconfigurable par des fentes de goupille. Image de fluorescence du colorant fluorescent vert remplissant le microcanaux reconfigurable se superposent sur une image de contraste de phase de la structure de joint, qui consiste en un remplissage de gap (opaque) et une barrière en élastomère (translucide). Une arête de la barrière de l’élastomère apparaît sous forme de caractéristiques semblables à ménisque et est représentée par une ligne pointillée supérieure ; l’interface entre l’élastomère barrière et écart de remplissage est montré comme des caractéristiques semblables à ménisque entrer en contact avec la zone noire et est indiqué par la ligne pointillée inférieure. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}

Figure 4 : La croissance cellulaire progressive et continue avec la zone de culture de cellule variable dans un microchannel reconfigurable. (A) COS-7 la croissance des cellules dans une zone de culture de cellule confinée en déplaçant les parois latérales. (B) croissance courbe et le temps l’évolution de la densité des cellules COS-7 confinée dans les régions de culture de taille variable dans le microcanaux reconfigurable montré a). Trois flèches verticales dénotent un agrandissement de la zone de culture de cellules à 2, 5 et 6 d, respectivement. En plus du nombre de cellules, la densité des cellules apparaissent pour les zones de culture même, montés individuellement sur chaque courbe de croissance exponentielle et utilisées pour estimer le temps de doublement local (td [h]), montré dans les images. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
Discussion
La broche-discrétisé microchannel est un canal microfluidique complet, et nous pensons qu’il a évidemment élevée reconfigurabilité en forme de canal par rapport à tous les canaux microfluidiques existants. Le protocole que nous fourni ici permettra aux dispositifs microfluidiques capables de culture cellulaire avec élargissant progressivement surface de culture cellulaire pour maintenir les cultures sous confluence pour une longue durée. Le dispositif fournira également dans le chenal structuration de cellules sans structuration des protéines sur le substrat au préalable ou de toute autre considération au moment du design ou de fabrication. En outre, ce dispositif microfluidique reconfigurable génère facilement débit fort déplacement dans le chenal, ce qui contribuerait à l’auto-assistance de tels matériaux de difficile-à-flow que très peu de microfluidique existant peuvent gérer des périphériques. Cela signifie que l’interaction entre les cellules et autres micro-organismes, gaz et autres fluides-non peut être évaluée à l’aide de cet appareil sans modifications importantes dans la conception de l’appareil.
Nous avons envisagé l’application pression de Laplace et de la pression hydrostatique à une entrée du canal en tant que méthodes de contrôle de flux externes. Nous ne recommandons pas pousser le liquide dans une impasse car il génère des flux vers le canal d’évacuation d’air à travers les écarts entre les pins et le plafond et le plancher du canal. Nombreuses opérations de fluide ne nécessitent pas de telles opérations de broche. Par exemple, mélange est possible en écrasant le liquide par une broche (c'est-à-dire, seulement une épinglette du déplacement en arrière à plusieurs reprises).
Les parties les plus critiques de l’appareil sont les broches. Précision de longueur, parallélisme, perpendicularité et qualité de surface sont nécessaires pour les broches, car ils doivent former un MICROCANAL, doivent se déplacer en douceur et doivent guider le mouvement de pins adjacentes. Par conséquent, nous recommandons que les goupilles doivent être commandés auprès d’une société qui se spécialise dans l’usinage de précision en soumettant un dessin similaire à la Figure 2A. Il existe peut-être des entreprises qui ont besoin de dimensionnement géométrique supplémentaires et indications explicites de rugosité. Toutefois, les broches sont réutilisables, s’ils sont manipulés avec soin et parfois passivés avec l’acide nitrique.
La barrière en élastomère est une autre caractéristique essentielle, et sa formation est l’étape la plus critique dans les processus de fabrication de l’appareil. Il faudra une base usinée avec précision pour obtenir des résultats fiables et reproductibles. Placer les goupilles sur la barrière non durcie, c’est aussi une étape cruciale. Les tiges doivent être tenus bien alignées et incorporé dans l’orifice de remplissage de vide et la barrière sans bulles d’air. Ces étapes éviter les fuites à travers les tiges, qui est un problème commun avec ce dispositif microfluidique.
Autres problèmes courants dans l’utilisation de cet appareil sont les épingles a) par friction sobres et la mort des cellules b) et le faible taux de croissance. Les causes possibles pour ces derniers dans un) comprennent la gravure (conique ou ondulée) inégale de la qualité de milieu, pauvre de broche de la gravé misfit surface et dimensionnel entre la hauteur de tête de broche et la hauteur de la couche de résine photosensible sur un moule de silicone dalles. Ajustement de la formulation de mordançage, température et agitation peut aider à améliorer la circulation de la broche. En outre, essai montage sans utiliser de cire ou colle fournira des conseils pour résoudre le problème. B facteurs possibles) sont insuffisante passivation des broches, des erreurs dans la sélection des adhésifs pour barrières en élastomère et polymérisation incomplète des colles. Certaines cellules peuvent nécessiter le revêtement à l’intérieur de la microchannel avec la fibronectine ou autres protéines ou des polymères qui favorisent l’adhésion cellulaire. En outre, optimisation dans la pratique de la culture de cellule comme trypsinisation et centrifugation diminuera les cellules mortes dans le microcanaux.
Une des limitations du protocole fabrication présenté est que seulement un des flancs est discrétisé. La reconfigurabilité du canal améliorera encore si les deux flancs sont construits par des tableaux de broche. Bien que cela nécessite le double d’épingles et des étapes de fabrication plus longs, il s’agit d’une option techniquement viable.
Déclarations de divulgation
Les auteurs déclarent qu’ils n’ont aucun intérêt financier concurrentes.
Remerciements
Cette recherche a été financée par KAKENHI (20800048, 23700543).
matériels
| Name | Company | Catalog Number | Comments |
| Oven | Yonezawa | MI-100 | |
| 10% Nitric Acid | Wako Chemicals | 149-06845 | |
| Stainless steel pins | Micro Giken | N/A | 0.3 mm crosssection, Grade 316L stainless steel, wire-cut EDM |
| Mold release agent | Fluoro Technology | FG-5093SH | |
| Polydimethylsiloxane (PDMS) | Shin-Etsu Chemicals | KE-106 | |
| Negative epoxy photoresist | Nippon Kayaku | SU-8 3050 | |
| Coverglasses (Rectangular) | Matsunami Glass | 26 x 60mm No.4 | |
| Acetone | Kanto Chemicals | 01060-79 | |
| Glass slides (Large) | Matsunami Glass | 76 x 52mm No.1 | |
| Silicone adhesive | Shin-Etsu Chemicals | KE-41 | |
| White petrolatum | Nikko Rica | Sun White P-1 | |
| Polytetrafluoroethylene (PTFE) powder | Power House Accele | Microfluon II | |
| Clear acrylic plate (3 mm-thick) | Various | N/A | |
| Pneumatic dispenser | Musashi Engineering | ML-5000XII | |
| Hydrochloric acid | Kanto Chemicals | 180768-00 | |
| Computer numerical control (CNC) mill | Pro Spec Tools | PSF240-CNC | |
| End mill (4 mm diameter) | Mitsubishi Materials | MS2MSD0400 | |
| End mill (1 mm diameter) | Mitsubishi Materials | MS2MSD0100 | |
| Adhesive (chemical-resistant and low viscosity ) | Cotronics | Duralco 4460 | |
| Borisilicate glass vials | Various | To prepare HNO3+HCl solution (Aqua regia). Always select borosilicate glass. | |
| Sodium bicarbonate | Kanto Chemicals | 37116-00 | |
| Ultrasonic cleaner | AS ONE | AS12GTU | |
| Ultrasonic drill | Shinoda Tools | SOM-121 | Used as a ultrasonic homogenizer. |
| Spin coater | Active | ACT-220DII | |
| Hotplate | AS ONE | ND-1 | |
| Photoplotted film (12,700 dpi) | Unno Giken | N/A | Negative image of the recess at the bottom of a PDMS slab are plotted. |
| 2-methoxy-1-methylethyl acetate | Wako Chemicals | 130-10505 | |
| UV spot light source | Hamamatsu | L8327 | Ultraviolet source |
| Nitrogen | Various | N/A | |
| Vacuum desiccator and pump | AS ONE | MVD-100, GM-20S | |
| Scalpels | Various | No.11 | |
| Biopsy punches (1.0mm and 2.0mm) | Kai Medical | BP-10F(1.0m), BP-20F(2.0mm) | |
| Glass engraving pen | Various | N/A | |
| Cleaning solution | Tama Chemicals | TMSC | Dilute 1:100 with deionized water |
| Sputter coater | San-yu Electron | SC-708 | For plasma bonding. |
| Dispenser syringe (5 ml) | Musashi Engineering | PSY-5E | |
| Plunger | Musashi Engineering | FLP-5E | |
| Blunt needle (21G) | Musashi Engineering | PN-21G-B | |
| Adapter tube | Musashi Engineering | AT-5E | |
| Fermenter | Japan Kneader | PF100 | |
| Green fluorescent dye (Alexa Fluor 488 carboxylic acid) | Thermo Fisher | A33077 | |
| Large plastic dish | Greiner bio-one | 688161 | |
| Absorbent paper | Asahi Kasei | BEMCOT M-1 | |
| Inverted microscope | Leica | DMi8 | |
| Microscope camera | Qimaging | Retiga 2000R | |
| Dulbecco modified Eagle medium (DMEM) | GE Health Care | SH30021.01 | |
| Antibiotic-antimycotic solution | Thermo Fisher | 15240-062 | |
| Trypsin/EDTA solution | Thermo Fisher | 25200-056 | |
| Phosphate buffered saline (PBS) | GE Health Care | SH30256.01 | |
| Fetal bovine serum (FBS) | Biowest | S1820 | |
| Cell counter | FPI | OC-C-S02 | |
| Cell culture vessel | VIOLAMO | VTC-D100 | |
| 15 ml conical tube | Corning | 352095 | |
| Shop microscope | PEAK | 2034-20 | |
| Hand sprayer | FURUPLA | No.3530 | |
| Coverglasses (Rectangular) | Matsunami Glass | 10 x 20mm No.4 | |
| CAD/CAM software | Autodesk | Inventor HSM | |
| Nitrogen gas pressure regulator | AS ONE | GF1-2506-RN-V | Set to 0.1 MPa |
Références
- Nge, P. N., Rogers, C. I., Woolley, A. T. Advances in microfluidic materials, functions, integration, and applications. Chem Rev. 113 (4), 2550-2583 (2013).
- Araci, I. E., Brisk, P. Recent developments in microfluidic large scale integration. Curr Opin Biotechnol. 25, 60-68 (2014).
- Gu, W., Chen, H., Tung, Y. -C., Meiners, J. -C., Takayama, S. Multiplexed hydraulic valve actuation using ionic liquid filled soft channels and Braille displays. Appl Phys Lett. 90 (3), 033505(2007).
- Konda, A., Taylor, J. M., Stoller, M. A., Morin, S. A. Reconfigurable microfluidic systems with reversible seals compatible with 2D and 3D surfaces of arbitrary chemical composition. Lab Chip. 15 (9), 2009-2017 (2015).
- Hahn, Y., Hong, D., Kang, J., Choi, S. A Reconfigurable microfluidics platform for microparticle separation and fluid mixing. Micromachines. 7 (8), 139(2016).
- Kintses, B., van Vliet, L. D., Devenish, S. R. A., Hollfelder, F. Microfluidic droplets: new integrated workflows for biological experiments. Curr Opin Chem Biol. 14 (5), 548-555 (2010).
- Jebrail, M. J., Bartsch, M. S., Patel, K. D. Digital microfluidics: a versatile tool for applications in chemistry, biology and medicine. Lab Chip. 12 (14), 2452-2463 (2012).
- Frey, O., Misun, P. M., Fluri, D. A., Hengstler, J. G., Hierlemann, A. Reconfigurable microfluidic hanging drop network for multi-tissue interaction and analysis. Nat Commun. 5, 4250(2014).
- Futai, N. Reconfigurable microchannels with discretized moving sidewalls. Chem Micro-Nano Syst. 10 (1), 24-25 (2011).
- Oono, M., et al. Reconfigurable microfluidic device with discretized sidewall. Biomicrofluidics. 11 (3), 034103(2017).
Réimpressions et Autorisations
Demande d’autorisation pour utiliser le texte ou les figures de cet article JoVE
Demande d’autorisationThis article has been published
Video Coming Soon
À PROPOS DE JoVE
Copyright © 2025 MyJoVE Corporation. Tous droits réservés.