
Équilibre vapeur-liquide
Vue d'ensemble
Source : Michael G. Benton et Kerry M. Dooley, département de génie chimique, Louisiana State University, Baton Rouge, Louisiane
Équilibre de vapeur-liquide est primordiale dans les applications telles que la distillation, modélisation environnementale et la conception du processus général d’ingénierie. Comprendre les interactions entre les composants d’un mélange est très important dans la conception, d’exploitation et analyser ces séparateurs. Le coefficient d’activité est un excellent outil pour ce qui concerne les interactions moléculaires à la composition du mélange. Trouver les paramètres d’interaction moléculaire permet de prédire avenir des coefficients d’activité pour un mélange à l’aide d’un modèle.
Équilibre de vapeur-liquide est un facteur essentiel dans les processus communs dans l’industrie chimique, comme la distillation. La distillation est le processus de séparation des liquides par leur point d’ébullition. Un mélange liquide est introduit dans une unité de distillation ou de la colonne, puis bouilli. Données d’équilibre de vapeur-liquide sont utiles pour les mélanges liquides comment déterminants seront séparera. Parce que les liquides ont différents points d’ébullition, un liquide va bouillir en vapeur et progresser dans la colonne, alors que l’autre va rester sous forme liquide et égoutter dans l’unité. Le processus est très important dans une variété d’industries.
Dans cette expérience, les coefficients d’activité des mélanges de diverses compositions de méthanol, alcool isopropylique et d’eau déionisée seront obtenues à l’aide d’un dispositif d’équilibre de vapeur-liquide et le chromatographe en phase gazeuse. En outre, les paramètres d’interaction binaire du système seront déterminés en utilisant l’équation de Wilson et les coefficients d’activité.
Principles
Équilibre de vapeur-liquide est un État où se trouve un composant pur ou un mélange de phases liquide et vapeur, avec un équilibre mécanique et thermique et aucun transfert de masse nette entre les deux phases. Liquide et vapeur sont séparées par la gravité et de la chaleur (Figure 1). Le mélange liquide est inséré dans le système, qui est mis dans un état vide avec une pompe à vide. La vapeur est condensée et retournée à mélanger avec du liquide, qui est ensuite transmis à la chambre de bouillante. Différences dans les résultats de point d’ébullition à une séparation du mélange. Le point d’ébullition de l’eau est plus élevé que celle des composants ajoutés, donc les composants volatils commencent à s’évaporer.

Figure 1 : Une représentation de l’appareil
Un coefficient d’activité est défini comme le rapport entre la fugacité d’un composant dans un mélange réel à la fugacité de la solution idéale de même composition. Fugacité est une propriété utilisée pour montrer les différences entre les potentiels chimiques à États standards. Vapor phase fugacités peuvent être exprimées en fonction d’un coefficient de fugacité [φ : fjeV = φ j’yj’ai fj’ai0V ], avec yj’ai = fraction molaire d’i dans la phase vapeur et fj’ai0V = la vapeur standard fugacité d’État (la fugacité de la vapeur de purs à T et P). Pour les faibles pressions, comme dans cette expérience, φj’ai = 1 et fj’ai0V = P. liquide fugacités de phase peuvent être exprimées en termes d’une activité coefficient γj’ai: fiL = γi xi fi 0 L , avec xj’ai = fraction molaire de i dans la phase liquide et fj’ai0 L = la fugacité de l’état liquide.
À la pression de saturation (Pis) de ce T, la fugacité de liquides purs est Pis, car la vapeur pure et le liquide sont en équilibre. Fugacités liquides étant uniquement des fonctions de pression faibles, nous pouvons rapprochant la fugacité liquides purs à T et P (fj’ai0 L) Pis, tant que la différence entre Pis et P n’est pas grande. Cette approximation est généralement appelée « négliger la correction de Poynting ». Si les expérimentateurs utilisent un appareil VLE pour mesurer la composition de la vapeur et le liquide qui est en équilibre, expérimentateurs peuvent calculer directement les coefficients d’activité fournis également mesurer P et T. T doit être mesuré pour déterminer PjeS pour tous j’ai.
Au cœur du dispositif VLE, utilisé dans cette expérience pour déterminer la composition des mélanges, est une pompe Cottrell qui « crache » le liquide bouillant dans une chambre bien isolée, de l’équilibre. Deux vannes de prélèvement opéré par magnétisme permettent de retrait des échantillons de liquide et condensation de vapeur. Un grand réservoir permet d’amortir les pulsations de pression dans le système comme les commutateurs de soupape de commande marche-arrêt et des fluctuations causées par la pompe Cottrell. Une fuite lente peut être utilisée pour créer un équilibre entre le taux de retrait de l’air et le taux d’entrée d’air pour maintenir une pression constante, si nécessaire.
Manière comparable à résoudre pour l’équilibre de vapeur-liquide consiste à utiliser une variété de modèles. Loi de Raoult, la Loi de Dalton et la Loi de Henry sont des modèles tout théoriques qui peuvent trouver les données de concentration d’équilibre de vapeur-liquide. Les trois modèles sont liées à la proportionnalité des pressions partielles, la pression totale et les fractions molaires des substances. Équation de Wilson s’est avérée pour être précis pour les liquides miscibles, tout en n’étant ne pas trop complexes. En outre, le modèle de Wilson intègre coefficients d’activité pour tenir compte de l’écart par rapport à des valeurs idéales.
Procédure
1. d’amorçage du système
- Purger le système VLE à l’aide de la vanne à 3 voies d’aération/contrôle montée sur le châssis de l’appareil et (si nécessaire) de vider le liquide hors du système dans une fiole de déchets.
- Retirer les tubes échantillon et remplacer par des tubes propres (si nécessaire). Le liquide ne s’épuisera pas complètement hors du système.
- Pour la première manche d’expériences, remplissage par l’intermédiaire de la vanne d’entrée avec un mélange d’environ (% en volume) 50 % de méthanol, alcool isopropylique 30 % et 20 % d’eau. Pour la deuxième semaine, remplissez avec environ 25 % de méthanol, alcool isopropylique 45 % et 30 % d’eau. Pour la troisième semaine, remplissez avec quelque liquide, il faut répéter. La capacité totale de liquide est d’environ 130 cm3.
- Remplir avec le liquide juste en dessous de l’endroit où la pompe Cottrell recoupe la veste sous vide. Le système d’exiger des taux très élevés de bouillante pour obtenir suffisamment de liquide pour « cracher » (lorsque le liquide s’affiche tout en ébullition intensément) fera trop peu de liquide.
- Utiliser un récipient et verser le liquide dans le port d’ajout dans la partie supérieure de la chambre d’équilibre. Fermer le port.
- Vérifiez la pression barométrique avec le manomètre de mercure sur le mur. Réglez le « zéro » sur le manomètre numérique pour correspondre à (si nécessaire).
- Placez-vous dans la vanne trois voies d’évacuation « control » et démarrer la pompe à vide et le régulateur de pression.
- Ouvrez le robinet de gaz sur le contrôleur de pression plusieurs tours et observer la pression baisse rapidement. Regarder la pression sur le manomètre numérique.
- Définir le point de consigne de pression de commande sur le contrôleur de pression pour obtenir ~ 700 mm Hg. Ecoute en cliquant de la vanne de régulation. Après avoir atteint le point de contrôle, le bruit de la pompe à vide sera audible différent.
- À ce stade, avec papillon ouvert plusieurs tours, chaque fois que s’ouvre la vanne de régulation, trop d’air est déversé à la pompe à vide et la pression descend au-dessous de 700 mm avant de remonter lentement. Fermer complètement la vanne de gaz, puis ouvrez-le sur 1/2 tour.
- Attendez que la vanne de régulation commencer en cliquant à nouveau, puis fermez le papillon en petits incréments jusqu'à ce que la pression varie seulement ~0.5 mmHg ou moins lorsque le robinet est ouvert. Faire des ajustements mineurs à la point de contrôle ou de la vanne de fuite que nécessaire pour maintenir très près de 700 mmHg.
- Une fois que le mélange se trouve mmHg ±10 mmHg 700, allumez la puissance de chauffage, chauffage électrique du manteau, l’eau condenseur et agitateur magnétique. Essayez de 25-30 % chauffage puissance et 1,5 à 2 tours du manteau pour commencer. L’appareil, il faudra 20 minutes ou moins à l’équilibre de l’approche. Garder réglage de la pression durant cette période.
2. exécution de l’expérience
- Dès l’ébullition, la pompe Cottrell commencera à cracher liquide et liquide peut être vu en gouttes dans la chambre de bouillante. Vapeur condensée exigera plus d’apparaître. Lorsque l’équilibre est atteint, expérimentateurs devraient voir goutte constant de vapeur condensée (2 - 3 gouttes/s) et retourné liquide (2 - 3 gouttes/s). La température doit être stable à ± 0,03 ° c et la pression doit être stable à 700,0 ± 0,5 mmHg. Lorsque ces conditions ont été établies pour au moins 2 min (ou presque), l’équilibre est atteint.
- Ouvrir les vannes magnétiques (marqués « 1 » et « 2 » sur le contrôleur) 4 ou 5 fois chaque longtemps assez pour recueillir environ 0,5 cm3 de liquide dans chaque tube à essais et fermer les tubes. Si une vanne ne répond pas à son bouton, essayez renversant l’interrupteur d’alimentation pour le contrôleur off puis sur. Ce premier échantillon sera utilisé pour laver les tubes et le système de livraison et est ignoré. Lavage remplace tout produit chimique reste sur les côtés des tubes avec le même produit chimique qui est échantillonné, cela n’affectera pas la composition de l’essai.
- Momentanément, coupez l’alimentation de l’appareil, attendre 30 s pour le faire bouillir pour se calmer, puis purger le système avec la vanne à 3 voies d’aération/contrôle. Retirer les tubes à échantillon, agiter quelques fois, puis les vider dans le pot des déchets.
- Replacer les tubes à échantillon sur le système, tournez la soupape de dégagement retour pour « contrôler » l’alimentation du chauffage et attendez d’être rétabli l’équilibre. Cela prendra seulement quelques min si l’appareil ne refroidit pas. Une légère différence de température peut être observée lorsque l’équilibre est rétabli. Cela peut être due à une légère perturbation de la composition globale due à l’échantillonnage.
- Une fois que l’équilibre est rétabli, prendre deux nouveaux échantillons. Avoir deux flacons étiquetés avec des septa nouveau prêts.
- Après prélèvement ~0.5 cm3 dans chaque tube à nouveau, éteignez le radiateur, purger le système, retirer les tubes échantillon et versez-les dans les flacons. Boucher les flacons et remplacer les tubes à échantillon avec tubes propres si nécessaire.
- Lors de l’analyse des échantillons, préparer un nouvel échantillon. ~ 15 cm3 de liquide de vidange dans un ballon ou un bécher. Ajouter ~ 20 cm3 de méthanol pur ou méthanol/isopropanol 50/50 par l’orifice de l’échantillon. Cela vous donnera une nouvelle composition globale.
- Veillez à ce que les tubes à échantillon sont complètement vides, puis ferment le système, changer la soupape de dégagement de « contrôle » et ré-allumer le chauffage. Si vous travaillez rapidement, équilibre sera rétabli rapidement. Notez qu’il devrait y avoir une différence de température de l’échantillon précédent.
- Répétez l’équilibration et échantillonnage de procédure comme avant, sans oublier de prendre un échantillon de laver et ensuite prendre l’échantillon final. Poursuivre les expériences en ajoutant des composants. Points de douze données ne suffisent pas à déterminer les coefficients d’activité et (approximativement) les coefficients d’interaction binaire.
3. fermer le système
- Éteignez les appareils de chauffage. Quand l’appareil commence à refroidir, couper l’eau agitateur et condenseur.
- Remettre le système à la pression atmosphérique ; Placez le contrôleur en > 1020 mbar, fermer la vanne gaz, régler la vanne trois voies pour ventiler et ouvrir le robinet sur le réservoir.
- Une fois la pression atmosphérique a été atteint, arrêter la pompe. Vidanger le liquide du réservoir jusqu'à ce qu’elle atteigne le niveau de la vanne, mais laisser le reste du liquide dans le réservoir. Fermer la vanne 3 voies.
4. analyse
- À l’aide de régression non linéaire et une somme standard de la fonction objective des résidus au carré, utiliser les coefficients d’activité calculés à partir des données brutes à régresser les 6 constantes de la formule de Wilson ternaire (ci-dessous), pour ce système. Évaluer la qualité de l’ajustement par des méthodes graphiques et calculer les déviations de pourcentage relatives moyennes (APRD), qui sont moyen propres erreurs x 100.

- Convergent vers les vraies valeurs optimales de plusieurs directions différentes dans l’espace de paramètre de réponse en utilisant une méthode factorielle pour les suppositions initiales. Calculer la précision des mesures GC en répliquant suffisamment un échantillon de GC pour déterminer la précision relative selon la statistique t et utilisez les précisions pour déterminer s’il faut accepter / refuser une mesure particulière de GC en approprié test d’hypothèse.
- Comparer les précisions relatives de la mesure de la GC aux APRDs et débattre. Aussi signaler les précisions absolues des jauges de pression et de température - déterminer ceux-ci une fois par jour.
Résultats
Les coefficients d’activité des données ne montrent pas d’importants écarts par rapport à une valeur moyenne pour chaque composant (tableau 1). C’est comme prévu parce que le composant intermédiaire compositions il ne sont pas de grandes variations. Toutefois, les composants près 1 ont 1 près de γ. Faible composition composants ont élevé de γ. Composants plus hautes concentration dans un mélange qui aura une déviation réduite, donc il sera plus proche de l’idéal (γ = 1). Composants avec des concentrations plus faibles dans un mélange aura des déviations plus élevées, donc leur γ sera supérieur à 1.
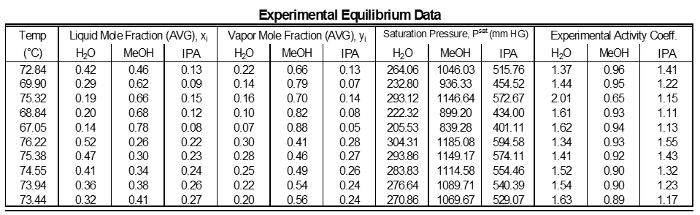
Tableau 1 : Résultats de chaque échantillonnage des données expérimentales.
Les données ont été ajustées aux paramètres de modèle de Wilson et les coefficients ont été calculés (tableau 2). Une simple réduction de la somme des résidus au carré entre expérimental et coefficients d’activité Wilson l’équation (1) a été utilisé. Ceci a été réalisé à l’aide de la fonction solveur d’Excel. L’intrigue de parité montré concerne les coefficients d’activité de la Wilson équation modèle coefficients d’activité constaté expérimentalement. Les coefficients d’activité expérimentale ont été calculés et graphiquement par rapport aux coefficients calculés modèle.

Tableau 2 : Résultats de l’ajustement des données pour les paramètres de modèle de Wilson.
(1)
Les valeurs des paramètres trouvés étaient le meilleur ajustement (tableau 3). Idéalement la corrélation est le long de y = x ligne ; Cependant, une corrélation significative ressemblant à l’idéal a été observée (Figure 2). Les coefficients d’activité des données n’ont pas montré d’importants écarts par rapport à une valeur moyenne pour chaque composant, comme prévu. Une réduction de la somme des résidus au carré entre expérimental et coefficients d’activité équation Wilson a été utilisé avec la fonction solveur d’Excel. L’intrigue de parité concerne les coefficients d’activité de la Wilson équation modèle coefficients d’activité constaté expérimentalement.
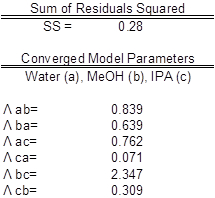
Tableau 3 : modèle paramètres avec l’eau (a), MeOH (b) et IPA (c). Les valeurs expérimentales sont comparées aux valeurs attendues.

Figure 2 : Représentation de la corrélation entre les coefficients d’activité expérimentale et les coefficients d’activité modèle.
Applications et Résumé
Cette expérience a démontré l’équilibration des mélanges de méthanol - alcool isopropylique - liquide-vapeur d’eau à une température constante P = 700 mm Hg et comment mesurer la température et la composition et de calculer des coefficients d’activité. Les coefficients d’activité des données n’ont pas significativement dévié d’une valeur moyenne pour chaque composant, comme prévu. Une réduction de la somme des résidus au carré entre expérimental et coefficients d’activité équation Wilson a été utilisé avec la fonction solveur d’Excel. L’intrigue de parité concerne les coefficients d’activité de la Wilson équation modèle coefficients d’activité constaté expérimentalement.
Dans l’industrie du pétrole, distillation est le principal processus de séparation des produits pétroliers. Plusieurs raffineries de pétrole utilisent distillation de pétrole brut1. Hydrocarbures légers sont séparés des particules les plus lourdes, séparation basée sur les points d’ébullition1. Matériaux lourds tels que gaz huiles s’accumuler dans les plaques inférieures, tandis que les matériaux légers comme le propane et le butane se lever1. Hydrocarbures, tels que les carburants diesel, essence et jet sont séparés1. Ce processus est souvent répété plusieurs fois de complètement séparer et d’affiner les produits1. Raffineries exécutent ces processus à l’état stable, création sans cesse de nouveaux produits à pleine capacité, donc l’efficacité est la clé1. Ingénieurs chimistes travaillant sur ces processus se concentrer sur l’optimisation de l’efficacité de la production1.
Colonnes de distillation de bac sont également utilisés pour séparer une variété de produits chimiques. L’éthanol est un de ces produits. Par le biais de processus étroitement liés, une variété de produits tels que les boissons alcoolisées, la bière et l’éthanol-carburant peuvent tous être distillée2. Des quantités d’alcool peuvent être séparées de l’eau afin de créer une preuve spécifique2. Ce processus est limité à la réduction du pourcentage d’eau dans le produit, mais ne peut pas l’éliminer complètement2. Afin d’éliminer complètement l’eau, distillation azéotropique est requise, qui utilise des produits chimiques extracteur pour séparer l’eau de l’éthanol2.
References
- About the Refinery." Processing & Refining Crude Oil. Chevron.com, n.d. Web. 17 Nov. 2016.
- Madson, PW. Ethanol Distillation: The Fundamentals. Cincinnati: Katzen International, n.d. Print. Accessed from Web. 01 Oct. 2016.
Passer à...
Vidéos de cette collection:

Now Playing
Équilibre vapeur-liquide
Chemical Engineering
89.0K Vues

Test de l'efficacité du transfert de chaleur d'un échangeur de chaleur à ailettes et à tubes
Chemical Engineering
17.9K Vues

Utilisation d'une étuve à plateaux pour étudier le transfert de chaleur par convection et par conduction
Chemical Engineering
43.9K Vues

Viscosité des solutions de propylène glycol
Chemical Engineering
32.8K Vues

Porosimétrie d'une poudre de silice et d'alumine
Chemical Engineering
9.6K Vues

Démonstration de la loi de puissance grâce à l'extrusion
Chemical Engineering
10.0K Vues

Absorbeur de gaz
Chemical Engineering
36.7K Vues

L'effet du taux de reflux sur l'efficacité de la distillation en plateaux
Chemical Engineering
77.8K Vues

Efficacité de l'extraction liquide-liquide
Chemical Engineering
48.5K Vues

Réacteur à phase liquide : Inversion du saccharose
Chemical Engineering
9.7K Vues

Cristallisation de l'acide salicylique par modification chimique
Chemical Engineering
24.3K Vues

Écoulement monophasique et diphasique dans une colonne à garnissage
Chemical Engineering
18.9K Vues

Cinétique de la polymérisation par addition
Chemical Engineering
16.1K Vues

Réacteur catalytique : Hydrogénation de l'éthylène
Chemical Engineering
30.4K Vues

Évaluation du transfert de chaleur d'un Spin-and-Chill
Chemical Engineering
7.4K Vues
À PROPOS DE JoVE
Copyright © 2025 MyJoVE Corporation. Tous droits réservés.