
Method Article
التصنيع السريع من المشغلات الهوائية لينه رقيقه والروبوتات
In This Article
Summary
يصف هذا البروتوكول طريقه للتصنيع السريع لمشغلات الهوائيات الناعمة والروبوتات مع عامل شكل رقيق. تبدا طريقه التصنيع مع التصفيح من البولي يوريثين بالحرارة (TPU) صحائف تليها قطع الليزر/لحام من نمط ثنائي الابعاد لتشكيل المحركات والروبوتات.
Abstract
يصف هذا البروتوكول طريقه للتصنيع السريع للمشغلات الهوائية اللينة والروبوتات مع عامل شكل سامسونج باستخدام الصحافة الحرارة واله قطع الليزر. تبدا الطريقة مع التصفيح من البولي يوريثين بالحرارة (TPU) أوراق باستخدام الصحافة الحرارية لمده 10 دقيقه في درجه حرارة ~ 93 درجه مئوية. بعد ذلك ، يتم تحسين المعلمات من اله قطع الليزر لإنتاج بالون مستطيله مع اقصي ضغط الانفجار. باستخدام المعلمات الأمثل ، والمشغلات الناعمة هي قطع الليزر/ملحومه ثلاث مرات بالتتابع. بعد ذلك ، يتم إرفاق ابره الاستغناء إلى المحرك ، مما يسمح لها ان تكون مضخمه. يتم دراسة تاثير المعلمات الهندسية علي انحراف المحرك بشكل منهجي من خلال تغيير عرض القناة وطولها. وأخيرا ، يتميز أداء المحرك باستخدام كاميرا بصريه وموزع سائل. أساليب التصنيع التقليدية من المحركات الهوائية الناعمة علي أساس صب السيليكون تستغرق وقتا طويلا (عده ساعات). كما انها تؤدي إلى محركات قويه ولكنها ضخمه ، مما يحد من تطبيقات المحرك. وعلاوة علي ذلك ، التصنيع المجهري من المحركات الهوائية رقيقه علي حد سواء مضيعه للوقت ومكلفه. طريقه التصنيع المقترحة في العمل الحالي حل هذه القضايا عن طريق إدخال طريقه تصنيع سريعة وبسيطه وفعاله من حيث التكلفة من المحركات الهوائية سامسونج.
Introduction
كخطوه إلى الامام في تصنيع المحركات الهوائية الناعمة ، والطريقة المقترحة يوضح تلفيق السريع من سامسونج (~ 70 μm) المحركات الهوائية المصنوعة من البولي يوريثين بالحرارة (TPU)1. هذه المحركات مفيده بشكل خاص في التطبيقات التي تتطلب الروبوتات لتكون خفيفه الوزن و/أو تناسب داخل المساحات الصغيرة. ويمكن تصور مثل هذه التطبيقات لتكون المتلاعبين الجراحية بالقسطرة ، والمحركات يمكن ارتداؤها ، والروبوتات البحث والإنقاذ ، والروبوتات الطيران أو السباحة.
طريقه التصنيع التقليدية من المشغلات الهوائية لينه رقيقه ، والتي تقوم علي صب السيليكون ، هو مضيعه للوقت (عده ساعات) وصعبه للغاية نظرا لانخفاض القرار من القوالب المطبوعة 3D والصعوبات في demolding رقيقه (اقل من 0.5 ملم) المحركات. وعلي وجه الخصوص ، يتطلب تصنيع المحركات الرقيقة تطبيق الاداات والأساليب المتخصصة2.
ويمكن اعتماد تقنيات التصنيع المجهري لافتعال المحركات رقيقه3،4،5،6،7. بدلا من ذلك, وقد وضعت ايكيتشي وآخرون المحركات الهوائية رقيقه باستخدام غشاء مايكرو النقش8. وعلي الرغم من ان هذه الأساليب فعاله ، فانها تتطلب أدوات باهظه التكلفة وتستغرق وقتا طويلا. التالي ، لديهم تطبيقات محدوده.
اثبت paek et al. طريقه بسيطه لتصنيع المحركات الناعمة الصغيرة الحجم باستخدام طلاء القوالب الاسطوانيه2. علي الرغم من انها فعاله ، هناك مسالتان مع تطبيق واسع النطاق لهذه الطريقة: أولا ، ليس من السهل التحكم في سماكه الميزات المغلفة بالغمس ، وثانيا ، يقتصر تطبيقها علي عدد محدود من التصاميم ثلاثية الابعاد (3D).
المحركات peano9،10 والحقيبة المحركات11،12 لديها المدمجة ثنائيه الابعاد (2d) التصاميم التي تؤدي إلى عوامل شكل رقيقه (اي ، مساحات كبيره مع سماكه صغيره). وأفادت veale et al. تطوير المحركات peano الخطية المصنوعة من البلاستيك المقوي والمنسوجات-سيليكون المركبات1،8. طورت نيياما وآخرون محركات الحقيبة باستخدام الأفلام الحرارية المصنوعة بواسطة الحرارة الختم وأنظمه الرسم الحراري11،12.
في حين ان تصميم 2D من المشغلات Peano والمحركات الحقيبة يجعلها رقيقه جدا في حالتها التي لم يتم تشغيلها ، وبناء علي التضخم الغرفة حجمها صفر يوسع إلى حجم كبير نسبيا ، مما يحد من تطبيقها للتشغيل في مساحات محدوده مثل العلاجات ترانس أو البحث والإنقاذ البعثات1. وعلي النقيض من هذه التصاميم ، فان المحركات اللينة المقترحة في الطريقة الحالية يمكن ان يشتغل مع سلالات صغيره نسبيا. وهكذا ، حتى في الدولة التي تم دفعها تشغل مساحات صغيره نسبيا1.
Protocol
1. تنعيم أوراق TPU عن طريق الضغط علي الحرارة
- معايره جهاز استشعار قوه لاستخدامها في الصحافة الحرارة.
- ساندويتش الاستشعار قوه بين طبقتين من السيليكون (50 مم × 50 مم × 3 ملم سميكه). وضع استشعار قوه وطبقات سيليكون بين platens ضغط/anvils من اله الشد. تقليل المسافة بين كاتبه عن طريق تحويل مقبض الباب من الحرارة الصحافة في اتجاه عقارب الساعة وكتابه القوه والمقاومة من جهاز الاستشعار.
- قياس مساحة المستشعر باستخدام الفرجار الرقمي وتقسيم قيم القوه بواسطة المنطقة المقاسه للحصول علي بيانات الضغط. تناسب خط خطي إلى الضغط مقابل البيانات المقاومة باستخدام جدول بيانات لمعايره جهاز الاستشعار.
- وضع جهاز استشعار قوه داخل الصحافة الحرارة وتحويل مقبض الباب الضغط حتى يتم قراءه ضغط من ~ 200 كيلو باسكال من جهاز الاستشعار.
- ارتداء قفازات لتجنب اي تلوث من الأفلام TPU.
- قطع أربع طبقات من TPU مع مقص أو قطع الليزر لتناسب لوحات الصحافة الحرارة (30 مم × 30 ملم). ضع الأوراق الاربعه بحيث يتم محاذاة كل الحواف الاربعه.
- وضع أوراق TPU داخل الصحافة الحرارة.
- تعيين درجه حرارة الصحافة الحرارة إلى ~ 200 درجه فهرنهايت (~ 93 درجه مئوية). إغلاق الصحافة الحرارة بالبالكامل.
- إبقاء الأفلام داخل الصحافة الحرارة لمده 10 دقيقه. فتح الصحافة الحرارة وأزاله الأفلام TPU مغلفه لتكون قطع الليزر في الخطوة 3.12.
2. العثور علي معلمات الليزر الأمثل
- كما هو موضح في القسم 1 ، الحرارة اضغط طبقتين من TPU.
- باستخدام التصميم بمساعده الكمبيوتر (CAD) البرمجيات ، وتصميم مربع مع الجانبين 20 ملم ومستطيل من 4 مم x 8 مم من شانها ان تكون بمثابه مدخل البالون مربع.
- قطع الليزر/لحام نمط مربع من الخطوة 2.2 من الطبقات TPU من الخطوة 2.1 باستخدام الإعدادات التالية في برنامج القطع بالليزر: مجموعه نبضات لكل بوصه (PPI) إلى 500 ، وتختلف السلطة من 10 ٪ إلى 100 ٪ ، ولكل قيمه من السلطة تختلف السرعة من 10 ٪ إلى 100 ٪.
- قطع نهاية مدخل البالون مربع مع مقص.
- ادراج ابره داخل مدخل البالون مربع ، وتطبيق الغراء (جدول المواد) حوله ، والتفاف بوليتترافلوروثيني (PTFE) الشريط حول الاتصال.
ملاحظه: بعد 5 دقائق انها جاهزه للاستخدام. - تحديد متوسط ضغط الانفجار من البالون مربع عن طريق تضخيم ذلك مع موزع السوائل دقيقه.
- زيادة ضغط البالون باستخدام موزع السوائل دقيقه حتى تنفجر. قياس وكتابه الضغط الاندفاع. كرر هذه الخطوة 5x والحصول علي متوسط ضغط الاندفاع.
- كرر الخطوات من 2.1 − 2.7 للنطاق الكامل لقيم الطاقة والسرعة وحدد الحد الأقصى لضغط الاندفاع للبالون المربع وقيم الطاقة والسرعة المرتبطة به كمعلمات مثاليه لجهاز الليزر.
3. افتعال المحركات عن طريق قطع الليزر/لحام
- تصميم نمط المحرك المطلوب باستخدام برنامج CAD.
ملاحظه: يتم استخدام اوتوكاد 2017 في هذا البروتوكول. - حدد التصميم بأكمله في برنامج CAD عن طريق تسليط الضوء علي جميع شرائح التصميم.
- في شريط المهام ضمن المقطع خصائص ، تغيير وزن الخط إلى 0 مم للبرنامج للطباعة بنجاح إلى قاطع الليزر.
- من شريط المهام ، حدد طباعه. تغيير اسم الطابعة إلى "VLS 2.30" في القائمة.
- في إعدادات الطابعة، اختر حجم الورق كمناظر طبيعيه معرفه من قبل المستخدم.
- في المقطع مقياس الرسم ، قم بإلغاء تحديد الملاءمة لخيار الورق ثم قم بتحجيم حجم الصورة ك 1 مم = وحده واحده من الطول.
- في أزاحه المؤامرة (مجموعه الأصل إلى ناحية الطباعة) تحقق من مركز الخيار الرسم .
- قم بتشغيل فلتر الهواء عن طريق الضغط علي زر الطاقة.
- قم بتشغيل قاطع الليزر عن طريق الضغط علي زر الطاقة أو بالنقر علي أيقونه الطاقة علي برنامج لوحه التحكم العالمية لنظام الليزر .
- في خيار الاعداد ، اضبط السرعة = 60% ، PPI = 500 ، والقوه = 80%.
ملاحظه: هذه المعلمات قد تحتاج إلى تغيير استنادا إلى طاقة الليزر معينه من النظام قيد الاستخدام. - باستخدام أداه عرض التركيز ، حرك مؤشر الليزر إلى الزاوية العلوية اليسرى والزاوية اليمني السفلي من نمط للتاكد من نمط كامل يناسب داخل الأفلام TPU مغلفه (30 مم × 30 مم) المحرز في الخطوة 1.10.
- للتركيز علي اله الليزر ، نقل العدسة النقل إلى منتصف الجدول. ضع أداه التركيز علي الطاولة وحرك الطاولة حتى تلامس اعلي أداه التركيز امام عربه العدسة. ثم قم بتحريك الجدول ببطء حتى يصل نقل العدسة إلى درجه أداه التركيز والمطبات إلى الامام.
ملاحظه: الليزر مركزه وجاهزه للاستخدام مع المعلمات في 3.11. - دون تغيير موقف ورقه TPU ، تشغيل الليزر مره أخرى ، ولكن تقليل السرعة = 55 ٪ ، وزيادة الطاقة = 85 ٪ ، والحفاظ علي PPI = 500.
- تنفيذ الشوط الثالث من الليزر لضمان عدم وجود تسرب في المحرك. تعيين السرعة = 50 ٪ ، وزيادة الطاقة = 90 ٪ ، والحفاظ علي PPI = 500.
4. الربط الفولاذ المقاوم للصدا الابر الاستغناء مع اتصال قفل Luer
- قطع نهاية مدخل المحرك بالون مع مقص.
- ادراج ابره داخل مدخل المحرك البالون ، وتطبيق الغراء حوله ، والتفاف الشريط PTFE حول الاتصال.
ملاحظه: بعد 5 دقائق انها جاهزه للاستخدام.
5. توصيف المحركات الناعمة
- جبل كاميرا علي المحرك مع مسافة كافيه بحيث المحرك هو في العرض الكامل داخل الكاميرا في كل من الدول المضغوطة وغير المضغوطة.
- عقد المحرك في اتجاه من هذا القبيل ان انحرافه علي الضغط هو متعامد إلى الكاميرا.
- زيادة ضغط المحرك مع موزع السوائل دقيقه حتى انه ينحرف في مجموعه كامله من دون انفجار. تفترض النطاق الكامل كحد اقصي انحراف المحرك دون اي تشوه البلاستيك أو تسرب أو انفجار بسبب التضخم المفرط.
- زيادة ضغط المحرك حتى تصل إلى ~ 20 ٪ من مجموعه كامله وكتابه الضغط.
- التقاط صوره لمحرك باستخدام الكاميرا من الخطوة 5.1 ، ومن ثم استخدام برنامج معالجه الصور (علي سبيل المثال ، imageJ) لقياس X-و Y-إحداثيات غيض من المحرك في الصورة.
- كرر الخطوات 5.4 و 5.5 حتى تصل إلى النطاق الكامل لانحراف المحرك.
- ارسم رسما بيانيا X-Y لانحراف المحرك مقابل ضغط التضخم باستخدام برنامج بالتامر.
النتائج
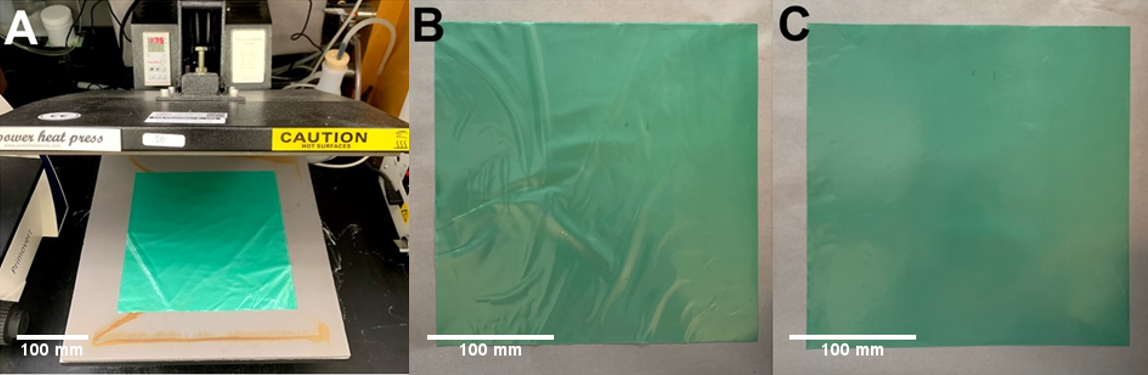
لإظهار الطريقة المقترحة ، ونحن نظهر تلفيق المحرك الانحناء واحد. لافتعال هذا المحرك ، تم قطع أربعه صحائف من TPU من البعد 25 سم × 25 سم ، مكدسه معا ، ومن ثم ممهده باستخدام الصحافة الحرارة (الشكل 1A). بعد البروتوكول ، تم تطبيق الصحافة الحرارة لمده 10 دقيقه في درجه حرارة مجموعه 200 درجه فهرنهايت. التجاعيد في صفائح مغلفه يمكن ان يؤدي إلى مشاكل مع الترابط خلال خطوه القطع بالليزر ، التالي ضمان سطح أملس تماما أمر بالغ الاهميه لنتائج استنساخه. علي سبيل المثال ، يظهر الشكل 1B التصفيح الناتج الذي يحتوي علي التجاعيد التي لن تنتج النتائج المرجوة ، في حين يظهر الشكل 1b التصفيح الناتجة التي هي مسطحه بما فيه الكفاية لإنتاج النتائج المرجوة.
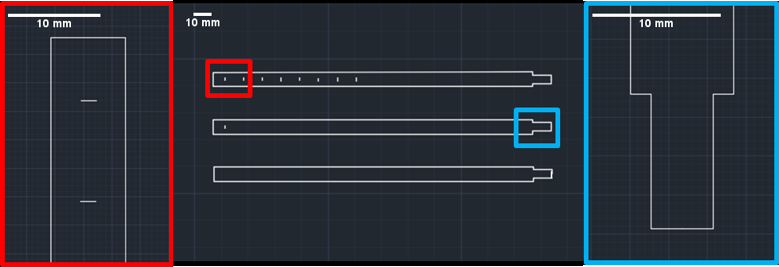
تم رسم تصميم 2D من المحرك الهوائي في اوتوكاد. وقدم هذا المحرك ببساطه عن طريق رسم مستطيل من 8 مم x 150 مم. تم أضافه نمط خطي من ثمانيه خطوط ، كل 1.34 ملم طويلة ، إلى مركز التصميم مع تباعد 10 ملم (المبين باللون الأحمر في الشكل 2). وأخيرا ، تم تصميم فتحه المحرك (التي تم إبرازها باللون الأزرق في الشكل 2) من خلال أضافه مستطيل مفتوح العضوية بحجم 4 مم × 8 مم. ملف اوتوكاد (.dwg) لهذا المحرك الخطي العينة متاح في المواد التكميلية.
تم وضع المكدس أربعه طبقه مغلفه من TPU في اله القطع بالليزر (الشكل 3A) وتم استيراد تصميم 2d باستخدام البرنامج من اله القطع بالليزر. أداه التركيز علي قطع الليزر التحقق من ملاءمة موقف الرسم 2d علي صحائف TPU مغلفه. لأول شوط ، تم تعيين قطع الليزر في سرعه = 60 ٪ ، والطاقة = 80 ٪ ، و PPI = 500. وبمجرد الانتهاء من ذلك ، دون تغيير موقف صفائح البولي يوريثين ، وبدا تشغيل الثاني مع إعدادات جديده في سرعه = 55 ٪ ، والطاقة = 85 ٪ ، و PPI = 500. وتكررت نفس العملية مع إعدادات جديده للمرة الثالثة في سرعه = 50 ٪ ، والطاقة = 90 ٪ ، و PPI = 500. يقلل السرعة ويزيد القوه يعرض المحرك هوائي إلى الحرارة مصدر لوقت طويل ويسمح هو ان يذوب ورباط ان يضمن [ا] [تسرب-فر] منطاد ان يستطيع فصلت من الاستراحة من ال [تبو] صفح بسهوله (شكل [3 ب]). وتجدر الاشاره إلى ان القاطع الليزر هو دائما قطع في وقت واحد ولحام TPU; لا يتم قطع واللحام في خطوات منفصلة أو تحقيقها من قبل إعدادات مختلفه.
من أجل زوجين المحرك إلى وحده الإمداد بالهواء ، تم قطع فتح المحرك مع مقص وابره الفولاذ المقاوم للصدا (الشكل 4B) تم ادراج بين الطبقتين الثانية والثالثة من الليزر قطع المحرك. للحفاظ علي نظام خاليه من تسرب ، وغطيت خارج الابره في الغراء مسبقا (الشكل 4C). ثم تم التفاف واجهه المحرك وابره الفولاذ المقاوم للصدا باحكام مع الشريط PTFE (الشكل 4D).
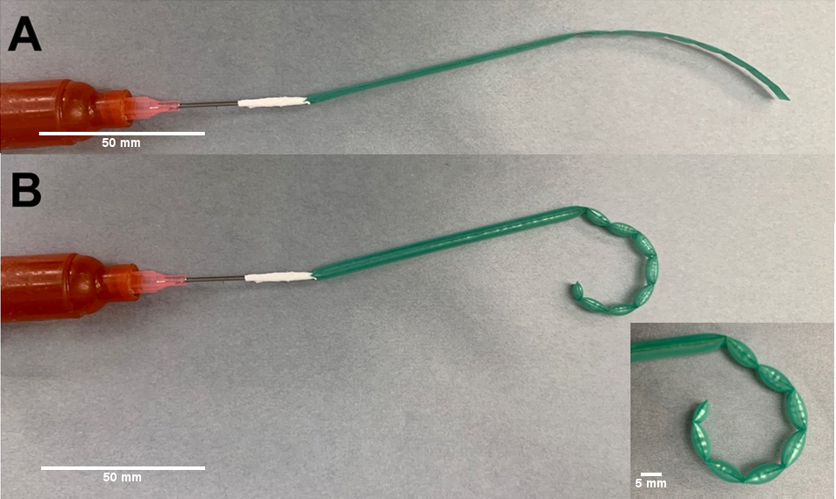
وأخيرا ، باستخدام موزع السائل الرقمي ، تم تضخيم المحرك الهوائي (الشكل 5A) إلى ضغط من 5 رطل لمراقبه انحراف في المنطقة حيث تم تصميم مجموعه من الخطوط (الشكل 5 ب).

الشكل 1: الحرارة الملحة الصفائح. (ا) صوره الصحافة الحرارة مع أوراق TPU ان تكون مغلفه. (ب) صوره علي سبيل المثال لورقه مغلفه سيئه مع التجاعيد المفرطة. (ج) صوره مثال للأوراق مغلفه بنجاح مع سطح أملس. يرجى النقر هنا لعرض نسخه أكبر من هذا الرقم.
{kind=link}

الشكل 2: تصميم المحرك. صوره لرسم CAD المستخدمة لتشكيل المحرك الانحناء واحد. يظهر التصميم السفلي الخطوط العريضة لمحرك العرض ، ويظهر التصميم الأوسط خطا واحدا تمت اضافته كميزه انحناء ، ويظهر التصميم العلوي محركا كاملا. المربع الأحمر يسلط الضوء علي الميزات التي تشكل منطقه الانحناء من المحرك. المربع الأزرق يسلط الضوء علي المنطقة لربط ابره للضغط. يرجى النقر هنا لعرض نسخه أكبر من هذا الرقم.
{kind=link}

الشكل 3: قطع الليزر. (ا) صوره الصفائح الرقائقية في قاطع الليزر. (ب،ج) صوره المحرك لأزالها بعد قطع الليزر. (ج) صوره المحرك. يرجى النقر هنا لعرض نسخه أكبر من هذا الرقم.
{kind=link}

الشكل 4: وصله الابره. الصور التي تصور خطوات لتوصيل ابره حاده (ا) إلى المحرك بالون باستخدام الغراء (ب) كماده لاصقه. يتم ادراج الابره في نهاية ضيقه من المحرك ، والذي يتم فتحه باستخدام مقص (C) ومختومه مع PTFE الشريط (D). يرجى النقر هنا لعرض نسخه أكبر من هذا الرقم.
{kind=link}

الشكل 5: الانحناء المحرك. (ا) صوره المحرك في حاله غير مضغوطه. (ب) صوره المحرك في حاله الضغط. يرجى النقر هنا لعرض نسخه أكبر من هذا الرقم.
{kind=link}
المواد التكميلية. الرجاء النقر هنا لتحميل هذا الملف.
Discussion
وتشمل الخطوات الحاسمة في تصنيع المحركات لينه: ط) تصميم CAD 2D. تخطيط 2D المناسبة يمكن ان تملي تشوه المحرك (علي سبيل المثال ، الخطي ، المحوري ، الانحناء ، والحركة التناوب). 2) التصفيح من الطبقات TPU. الأفلام TPU هي الحرارة التي تم الضغط عليها قبل قطع الليزر للتاكد من ان طبقات هي مسطحه وفي اتصال امتثالي في كل مكان. 3) قطع الليزر/لحام. كما الخطوة الاخيره ، طبقات TPU مغلفه هي قطع الليزر/ملحومه في المحركات الناعمة.
معدل نجاح البروتوكول يمكن ان تنتج 100 ٪ العائد (علي سبيل المثال ، لقد جعلنا 20 المحركات في وقت واحد). العامل الأساسي هو الخطوة التصفيح: للحصول علي أفضل النتائج ، يجب ان تكون بالأرض TPU قدر الإمكان قبل عمليه الصحافة الحرارة. فحص مناطق مختلفه من لوحه الصحافة الحرارة مع قوه الاستشعار قد تظهر ان توزيع الضغط ليست موحده. توزيع الضغط غير موحده يمكن ان يؤدي إلى التصفيح الكمال من أوراق TPU ، والتي بدورها يؤدي إلى قطع الليزر الكمال/لحام والتسرب. بدلا من ذلك ، نقل الحرارة غير موحده بسبب التجاعيد الصغيرة في الفيلم TPU خلال القطع بالليزر/لحام يمكن ان يسبب تسرب.
بالمقارنة مع الأساليب التقليدية ، الطريقة المقترحة لديها العديد من المزايا بما في ذلك: i) تصميم 2D بسيطه. في حين ان الطريقة الحالية تتطلب فقط تصاميم CAD 2D لقطع الليزر/لحام المحركات (أنماط مختلفه متاحه1) ، وأساليب التصنيع التقليدية علي أساس الصب سيليكون تتطلب تصميم قالب 3d. ' 2 ' التصنيع السريع. الوقت تلفيق من تصميم CAD إلى التصفيح من طبقات TPU وقطع الليزر/لحام يمكن ان يحدث في عده دقائق ، في حين ان طريقه التصنيع التقليدية سوف يستغرق عده ساعات. من خلال السماح بتصنيع الاجهزه اللينة والروبوتات الناعمة في خطوه واحده ، بدون تجميع ، يمكن تصميم الروبوتات الناعمة والاجهزه من مزيج من أنواع مختلفه من المحركات ، ويمكن ان يكون نموذج CAD قطع الليزر/ملحومه في المنتج النهائي في خطوه واحده دون الحاجة إلى اي تجميع. علي سبيل المثال ، الروبوت السباحة ، تتالف من أربعه أرجل كل تتكون من نوعين من المحركات الانحناء ، ملفقه من تصميم CAD 2D في بضع دقائق فقط دون الحاجة إلى اي خطوات التجمع ، كما هو موضح سابقا1.
كاتجاه في المستقبل لهذا العمل ، يمكن اعتماد أنواع مختلفه من المواد بالحرارة لتصنيع المحركات الناعمة. عموما ، هذه المواد تحتاج إلى سلوك مرن لاستخدامها كمحركات. سيؤدي تطبيق المواد الحرارية أكثر صلابة في ارتفاع ضغط الانفجار واعلي قوه الحجب من المحركات مقارنه بتلك التي تميزت سابقا في الشكل S6 من المغني وآخرون1، والتي تظهر قوات تصل إلى 0.1 N. التالي ، فانه يمكن توسيع نطاق تطبيق المحركات إلى الحالات التي تكون فيها قوه الحجب الأعلى مطلوبه ، مثل اجنحه هيكل.
Disclosures
وليس لدي المؤلفين ما يفصحون عنه.
Acknowledgements
نشكر معهد دالو للتصوير القلبي الوعائي لتمويل هذا العمل.
Materials
| Name | Company | Catalog Number | Comments |
| Force Sensor | Omega | KHLVA-102 | https://www.omega.co.uk/pptst/KHRA-KHLVA-KHA-SERIES.html |
| High Precision Dispensers Ultimus I | Nordson | http://www.nordsonefd.com/searchengines/google/en/AirPoweredDispensers/?gclid=CjwKCAjw36DpBRAYEiwAmVVDMPuZ50xXoyzK3gvnghCA7yZUfJg4o9V28yDHKjY5Gs159RJIcMk_choCJIgQAvD_BwE | |
| Laser Cutter VLS2.30 | Universal Laser System | https://www.ulsinc.com/products/platforms/vls2-30 | |
| PowerPress Heat Press | Power Heat Press | OX-A1 | https://www.howtoheatpress.com/power-press-15x15-heat-press-review/ |
| PTFE Thread Sealant tape | McMaster-Carr | 4934A11 | https://www.mcmaster.com/ptfe-tape |
| Stainless Steel Dispensing Needle | McMaster-Carr | 75165A754 | https://www.mcmaster.com/75165a754 |
| Super Glue Loctite 409 | Henkel | 229654 | https://www.henkel-adhesives.com/us/en/product/instant-adhesives/loctite_409.html |
| Thermoplastic polyurethane Airtech’s Stretchlon 200 | ACP Composites | v-11A | https://store.acpsales.com/products/3321/stretchlon-200-high-stretch-bag-film-60 |
| Universal Testing Systems | Instron | 5943 |
References
- Moghadam, A. A. A., et al. Laser Cutting as a Rapid Method for Fabricating Thin Soft Pneumatic Actuators and Robots. Soft Robotics. 5 (4), 443-451 (2018).
- Paek, J. W., Cho, I., Kim, J. Y. Microrobotic tentacles with spiral bending capability based on shape-engineered elastomeric microtubes. Scientific Reports. 5, (2015).
- Gorissen, B., et al. Flexible pneumatic twisting actuators and their application to tilting micromirrors. Sensors and Actuators A-Physical. 216, 426-431 (2014).
- Gorissen, B., De Volder, M., De Greef, A., Reynaerts, D. Theoretical and experimental analysis of pneumatic balloon microactuators. Sensors and Actuators A-Physical. 168 (1), 58-65 (2011).
- Jeong, O. C., Konishi, S. All PDMS pneumatic microfinger with bidirectional motion and its application. Journal of Microelectromechanical Systems. 15 (4), 896-903 (2006).
- Konishi, S., Shimomura, S., Tajima, S., Tabata, Y. Implementation of soft microfingers for a hMSC aggregate manipulation system. Microsystems & Nanoengineering. 2, (2016).
- Lu, Y. W., Kim, C. J. Microhand for biological applications. Applied Physics Letters. 89 (16), (2006).
- Ikeuchi, M., Ikuta, K. Development of Pressure-Driven Micro Active Catheter using Membrane Micro Emboss Following Excimer Laser Ablation (MeME-X) Process. 2009 IEEE International Conference on Robotics and Automation. , Kobe, Japan. (2009).
- Sanan, S., Lynn, P. S., Griffith, S. T. Pneumatic Torsional Actuators for Inflatable Robots. Journal of Mechanisms and Robotics. 6 (3), 031003(2014).
- Veale, A. J., Xie, S. Q., Anderson, I. A. Modeling the Peano fluidic muscle and the effects of its material properties on its static and dynamic behavior. Smart Materials and Structures. 25 (6), (2016).
- Niiyama, R., Rognon, C., Kuniyoshi, Y. Printable Pneumatic Artificial Muscles for Anatomy-based Humanoid Robots. 2015 IEEE-RAS 15th International Conference on Humanoid Robots (Humanoids). , Seoul, South Korea. (2015).
- Niiyama, R., et al. Pouch Motors: Printable Soft Actuators Integrated with Computational Design. Soft Robotics. 2 (2), 59-70 (2015).
Reprints and Permissions
Request permission to reuse the text or figures of this JoVE article
Request PermissionExplore More Articles
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. All rights reserved