
Method Article
הייצור המהיר של הפעילים הפניאומטיים והרובוטים הדקים
In This Article
Summary
פרוטוקול זה מתאר שיטה לייצור מהיר של מפעילים פנאומטיים רכים ורובוטים עם גורם אחיד דק. שיטת הייצור מתחיל עם למינציה של פוליאוריטן תרמופלסטיים (TPU) גיליונות ואחריו חיתוך לייזר/ריתוך של דפוס דו מימדי כדי ליצור מפעילים ורובוטים.
Abstract
פרוטוקול זה מתאר שיטה לייצור מהיר של כוננים פנאומטיים רכים ורובוטים עם מארז בצורת אולטרה דק באמצעות מכבש חום ומכונת חותך לייזר. השיטה מתחילה עם למינציה של יריעות תרמו תרמופלסטיים (TPU) באמצעות מכבש חום במשך 10 דקות בטמפרטורה של ~ 93 ° c. הבא, הפרמטרים של מכונת חותך לייזר ממוטב לייצר בלון מלבני עם מקסימום לחץ פרץ. באמצעות הפרמטרים אופטימיזציה, מפעילים רכים לייזר לגזור/מרותך שלוש פעמים ברציפות. בשלב הבא, מחט מלאה מחוברת למפעיל, ומאפשרת לו להיות מנופח. ההשפעה של פרמטרים גיאומטריים על הטיה של המפעיל נלמדים באופן שיטתי על-ידי שינוי רוחב ואורך הערוץ. לבסוף, הביצועים של המפעיל מאופיין במצלמה אופטית ומתקן נוזלי. שיטות הייצור הקונבנציונליות של מפעילים פניאומטיים רכים המבוססים על יציקת סיליקון הם זמן רב (מספר שעות). הם גם יוצרים מפעילים חזקים אך מגושם, המגבילים את יישומי המפעיל. יתר על כן, מיקרובייצור של מפעילים פנאומטיים דקים הוא זמן רב ויקר. שיטת הייצור המוצעת בעבודה הנוכחית פותרת בעיות אלה על-ידי החדרת שיטת ייצור מהירה, פשוטה וחסכונית של מפעילים פניאומטיים מתנפחים.
Introduction
כצעד קדימה בייצור של כוננים פנאומטיים רכים, השיטה המוצעת ממחישה את הייצור המהיר של ודק (~ 70 μm) מפעילים פנאומטיים של פוליאוריטן תרמופלסטיים (tpu)1. מפעילים אלה שימושיים במיוחד ביישומים הדורשים את הרובוטים להיות קל ו/או בכושר בתוך חללים קטנים. יישומים כאלה יכולים להיות מדומה להיות החוצה מניפולטק כירורגי, מפעילים לבישים, החיפוש ורובוטים ההצלה, ו המעופף או שחייה רובוטים.
שיטת הייצור המקובלת של מפעילים פנאומטיים רכים דקים, אשר מבוססת על היציקה סיליקון, הוא זמן רב (מספר שעות) ומאתגר מאוד בשל הרזולוציה הנמוכה של התבניות המודפסות 3D וקשיים בדמולדינג של דק (פחות מ 0.5 מ"מ) מפעילים. במיוחד, הייצור של מפעילים דקים דורש יישום של כלים מיוחדים ושיטות2.
טכניקות מיקרוייצור ניתן לאמץ כדי להמציא מפעילים דקים3,4,5,6,7. לחילופין, איצ'י ואח ' פיתחו מפעילים פניאומטיים דקים באמצעות הטבעה מיקרו ממברנה8. שיטות אלו, למרות האפקטיביות, דורשות כלים יקרים וצורכת זמן רב. לכן, יש להם יישומים מוגבלים.
Paek ואח ' הפגינו שיטה פשוטה לייצור מפעילים רכים בקנה מידה קטן באמצעות ציפוי מטבל של תבניות גליליות2. למרות יעיל, יש שתי בעיות עם יישום נרחב של שיטה זו: ראשית, זה לא קל לשלוט על העובי של תכונות מצופה לטבול, ושנית, היישום שלה מוגבל למספר מוגבל של תלת מימדי (3D) עיצובים.
מפעילים peano9,10 ו כיס מנועים11,12 יש קומפקטית דו-ממדית (2d) עיצובים הנובעים גורמים בצורת דק (כלומר, אזורים גדולים עם עובי קטן). Veale et al מדווחים על פיתוח של מפעילים לינאריים מפלסטיק ומוצרי סיליקון מחוזקיםבסיליק1,8. ניאיאמה ואח ' פיתחה מנועי כיס מפותחים בסרטים תרמופלסטיים המיוצרים על ידי הטבעת חום ומערכות ציור חום11,12.
בעוד העיצוב 2D של מנועי Peano ומנועים הכיס עושה אותם דקים מאוד במצב הבלתי מחושב שלהם, על האינפלציה החדר שלהם אפס נפח מתרחב לנפח גדול יחסית, ובכך להגביל את היישום שלהם לתפעול בחללים מוגבלים כגון טיפולים העבר או חיפוש והצלה משימות1. בניגוד עיצובים אלה, הציע מפעילים רכים בשיטה הנוכחית יכול להיות הגשמה עם זנים קטנים יחסית. כך, גם במצב האקטואלי הם מאכלסים חללים קטנים יחסית1.
Protocol
1. החלקת גליונות TPU על-ידי לחיצה על חום
- כיול חיישן כוח לשימוש במכבש החום.
- כריך חיישן הכוח בין שתי שכבות של סיליקון (50 mm x 50 מ"מ x 3 מ"מ עובי). מניחים את חיישן הכוח ואת שכבות סיליקון בין platens דחיסה/anvils של מכונת מתיחה. להקטין את המרחק בין גלילים על ידי הפיכת כפתור החום ללחוץ על כיוון השעון ולכתוב את הכוח ואת ההתנגדות של החיישן.
- למדוד את האזור של החיישן באמצעות קליבר דיגיטלי ולחלק את ערכי הכוח על ידי שטח נמדד כדי להשיג את נתוני הלחץ. להתאים קו לינארי ללחץ לעומת התנגדות נתונים באמצעות גיליון אלקטרוני כדי לכייל את החיישן.
- מניחים את חיישן הכוח בתוך הלחץ החום ולהפוך את כפתור הלחץ עד לחץ של ~ 200 kPa הוא קרא מן החיישן.
- ללבוש כפפות כדי למנוע כל זיהום של הסרטים TPU.
- חותכים ארבע שכבות של TPU עם מספריים או חותך לייזר כדי להתאים את לוחות הלחץ החום (30 מ"מ x 30 מ"מ). הצב את ארבעת הגיליונות כך שכל ארבעת הקצוות יהיו מיושרים.
- מניחים את הסדינים TPU בתוך מכבש החום.
- הגדר את טמפרטורת לחץ החום עד ~ 200 ° פ' (~ 93 ° c). . תסגור את הלחץ התרמי במלואו
- שמור את הסרטים בתוך העיתונות החום במשך 10 דקות. פתח את הלחץ החום ולהסיר את הסרטים TPU למינציה להיות חיתוך לייזר בשלב 3.12.
2. מציאת פרמטרי הלייזר האופטימליים
- כמתואר בסעיף 1, החום להקיש שתי שכבות של TPU.
- באמצעות עיצוב בעזרת מחשב (CAD) תוכנה, לעצב ריבוע עם 20 מ"מ הצדדים ומלבן של 4 מ"מ x 8 מ"מ שישמש כפרץ של הבלון המרובע.
- לייזר לגזור/לרתך את תבנית הריבוע משלב 2.2 מתוך שכבות TPU משלב 2.1 באמצעות ההגדרות הבאות בתוכנת חותך לייזר: להגדיר פולסים לאינץ ' (PPI) כדי 500, לשנות את הכוח מ 10% כדי 100%, ועל כל ערך של כוח לשנות את המהירות מ 10% כדי 100%.
- חותכים את קצה הפרץ של הבלון המרובע עם מספריים.
- הכנס מחט בתוך הבלון בלון מרובע, להחיל דבק (לוח חומרים) סביבו, ולעטוף את הקלטת polytetrafluoroethene (מצופה) סביב החיבור.
הערה: לאחר 5 דקות הוא מוכן לשימוש. - לזהות את הלחץ פרץ ממוצע של הבלון המרובע על ידי מנפח אותו עם מנפק נוזל מדויק.
- הגבר את הלחץ של הבלון באמצעות מתקן הנוזלים המדויק עד שהוא מתפוצץ. למדוד ולכתוב את הלחץ פרץ. חזור על שלב זה 5x ולקבל את הלחץ פרץ ממוצע.
- חזור על שלבים 2.1-2.7 לטווח המלא של ערכי החשמל והמהירות וזהה את לחץ הפרץ המרבי של הבלון המרובע ואת ערכי המהירות המשויכים לעוצמת הלייזר והעוצמה המשויכת לו.
3. בדיית הפעילים על ידי חיתוך לייזר/ריתוך
- עצב את תבנית המפעיל הרצויה באמצעות תוכנת CAD.
הערה: AutoCAD 2017 משמשת בפרוטוקול זה. - בחר את העיצוב כולו בתוכנת ה-CAD על-ידי סימון כל המקטעים של העיצוב.
- בשורת המשימות תחת המקטע מאפיינים , שנה את עובי הקו ל-0 מ"מ כדי שהתוכנה תודפס בהצלחה לחותך הלייזר.
- משורת המשימות, בחר באפשרות ' הדפס'. שנה את שם המדפסת ל-"VLS 2.30" בתפריט.
- בהגדרות המדפסת, בחר את גודל הנייר כנוף המוגדר על-ידי המשתמש.
- במקטע שינוי קנה מידה , בטל את הסימון באפשרות התאמה לנייר ולאחר מכן שנה את גודל התמונה כ-1 מ"מ = יחידת אורך אחת.
- באפשרות ' היסט התוויה ' (מקור מוגדר לאזור הניתן להדפסה) בדוק במרכז האפשרויות ' התוויה '.
- הפעל את מסנן האוויר על-ידי לחיצה על לחצן ההפעלה.
- הפעל את חותך הלייזר על-ידי לחיצה על לחצן ההפעלה או על-ידי לחיצה על סמל הכוח בתוכנת לוח הבקרה האוניברסלי של מערכת לייזר .
- באפשרות ההגדרה , הגדר את המהירות = 60%, PPI = 500 וכוח = 80%.
הערה: ייתכן שיהיה צורך לשנות פרמטרים אלה בהתאם לעוצמת הלייזר הספציפית של המערכת הנמצאת בשימוש. - באמצעות הכלי מוקד תצוגה , הזז את מצביע הלייזר לפינה העליונה השמאלית ולפינה הימנית התחתונה של התבנית כדי לוודא שהתבנית השלמה מתאימה בתוך סרטי tpu למינציה (30 מ"מ x 30 מ"מ) שבוצעו בשלב 1.10.
- כדי למקד את מכונת הלייזר, הזז את מנשא העדשה לאמצע השולחן. הנח את כלי המיקוד על השולחן והעבר את הטבלה עד שראש הכלי המיקוד יגע בחזית המנשא. לאחר מכן, הזז את השולחן באיטיות עד שעגלת העדשה תפגע בחריץ של כלי המיקוד וייתקל בה קדימה.
הערה: הלייזר ממוקד ומוכן לשימוש עם הפרמטרים ב-3.11. - מבלי לשנות את המיקום של גיליון TPU, להפעיל את הלייזר שוב, אבל להקטין את המהירות = 55%, להגדיל את העוצמה = 85%, ולשמור על PPI = 500.
- בצע הפעלה שלישית של הלייזר כדי להבטיח שאין דליפות במפעיל. הגדר את המהירות = 50%, להגדיל את העוצמה = 90%, ולשמור PPI = 500.
4. מחטי מליטה מפלדת אל חלד עם חיבור מנעול של Luer
- חותכים את הקצה למפעיל הבלון עם מספריים.
- הכניסו מחט לתוך מנוע הבלון, החילו סביבו דבק, ועטפו את הסרט החוצה בחיבור.
הערה: לאחר 5 דקות הוא מוכן לשימוש.
5. אפיון הפעילים הרכים
- טעינת מצלמה מעל המפעיל במרחק מספיק כך שהמפעיל יהיה בתצוגה מלאה בתוך המצלמה הן במצבי הלחץ והן במצב הלחץ.
- החזיקו את המפעיל בכיוון שכזה, שהיא הטיה על הלחץ מצביעה על המצלמה.
- הגדילו את הלחץ של המפעיל בעזרת מנפק נוזלי מדויק עד שהוא מסיט את הטווח המלא שלו מבלי להתפרץ. להניח את הטווח המלא כמו הסטה המרבי של המפעיל ללא דפורמציה פלסטיק או דליפה או מתפרץ עקב האינפלציה.
- הגבר את לחץ המפעיל עד שיגיע ל-20% מהטווח המלא וכתוב את הלחץ.
- צלם תמונה של המפעיל באמצעות המצלמה משלב 5.1, ולאחר מכן השתמש בתוכנת עיבוד תמונה (לדוגמה, imageJ) כדי למדוד את הקואורדינטות X ו-Y של קצה המפעיל בתמונה.
- חזור על שלבים 5.4 ו-5.5 עד להגיע לטווח המלא של הטיה למפעיל.
- התווה גרף X-Y של הטיה של המפעיל לעומת לחץ האינפלציה באמצעות תוכנת התוויית נתונים.
תוצאות
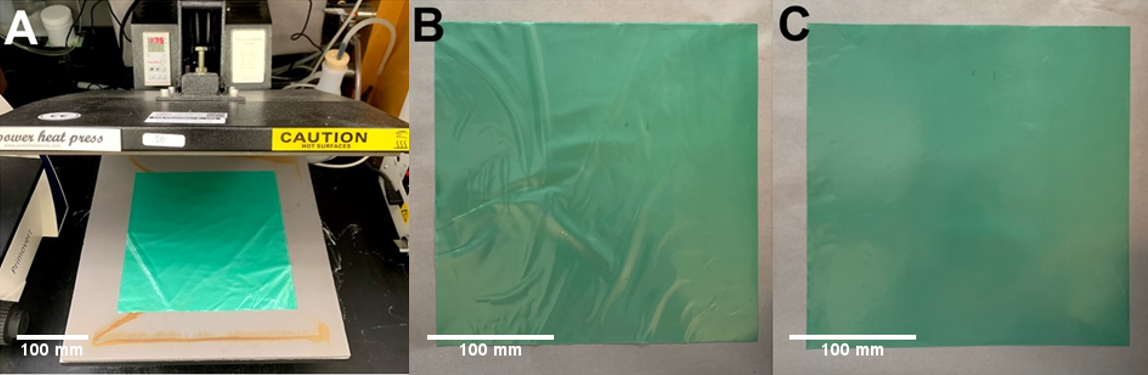
כדי להדגים את השיטה המוצעת, אנו מראים את הייצור של מפעיל כיפוף יחיד. כדי להמציא מפעיל זה, ארבעה גיליונות של TPU של הממד 25 ס"מ x 25 ס"מ נחתכו, מוערמים יחד, ולאחר מכן החליק באמצעות מכבש חום (איור 1A). בעקבות הפרוטוקול, לחץ החום הוחל 10 דקות בטמפרטורה קבוע של 200 ° פ'. קמטים בסדינים למינציה יכול לגרום לבעיות עם התחברות במהלך השלב חיתוך לייזר, ולכן להבטיח משטח חלקה לחלוטין הוא קריטי לתוצאות הנוזלה. לדוגמה, איור 1B מציג למינציה כתוצאה שמכילה קמטים שלא יפיקו תוצאות רצויות, בעוד שתרשים 1b מציג למינציה כתוצאה מספיק כדי להפיק את התוצאות הרצויות.
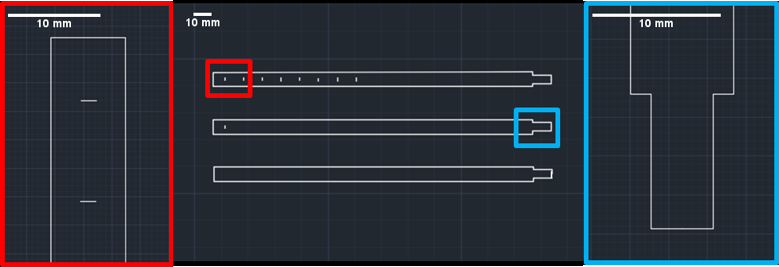
העיצוב הדו של המפעיל הפניאומטי צויר ב-AutoCAD. המפעיל הזה נעשה פשוט על ידי ציור מלבן של 8 מ"מ x 150 מ"מ. דפוס ליניארי של שמונה שורות, כל 1.34 מ"מ ארוך, נוספה למרכז העיצוב עם מרווח של 10 מ"מ (מודגש אדום באיור 2). לבסוף, פתיחת המפעיל (המסומן בכחול באיור 2) תוכננה על ידי הוספת מלבן פתוח של 4 מ"מ x 8 מ"מ. קובץ AutoCAD (. dwg) עבור מבצע ליניארי לדוגמה זה זמין בחומר המשלים.
מחסנית ארבע שכבות למינציה של TPU הוצב אז במכונת חיתוך לייזר (איור 3A) ועיצוב 2d יובא באמצעות התוכנה של מכונת חיתוך לייזר. כלי המיקוד על חותך הלייזר אימת את ההתאמה של מיקום הציור הדו בגליונות tpu למינציה. להפעלה ראשונה, לחתוך את הלייזר הוגדר במהירות = 60%, כוח = 80%, ו PPI = 500. ברגע שהוא הושלם, מבלי לשנות את המיקום של גיליונות פוליאוריטן, הפעלה שנייה עם הגדרות חדשות החלה במהירות = 55%, כוח = 85%, ו PPI = 500. אותו תהליך חזר עם הגדרות חדשות בפעם השלישית במהירות = 50%, כוח = 90% ו-PPI = 500. הפחתת המהירות והגדלת הכוח חושף את המפעיל הפניאומטי למקור החום במשך זמן רב יותר ומאפשר לו להמיס ולהתחבר כדי להבטיח בלון ללא דליפה שיכול להתנתק משאר גיליון TPU בקלות (איור 3B). יש לציין כי חותך הלייזר הוא תמיד בו חיתוך וריתוך TPU; הגזירה והריתוך לא נעשים בשלבים נפרדים או מושגת על ידי הגדרות שונות.
על מנת לזוג את המפעיל ליחידת אספקת אוויר, פתח המפעיל נחתך עם מספריים ו מחט נירוסטה (איור 4B) הוכנס בין השכבות השנייה והשלישית של המפעיל לייזר לחתוך. כדי לשמור על מערכת נטולת דליפה, החלק החיצוני של המחט היה מכוסה דבק מראש (איור 4C). לאחר מכן הממשק של המחט למפעיל ופלדת אל-חלד היה עטוף בחוזקה עם מעטפת (איור 4D).
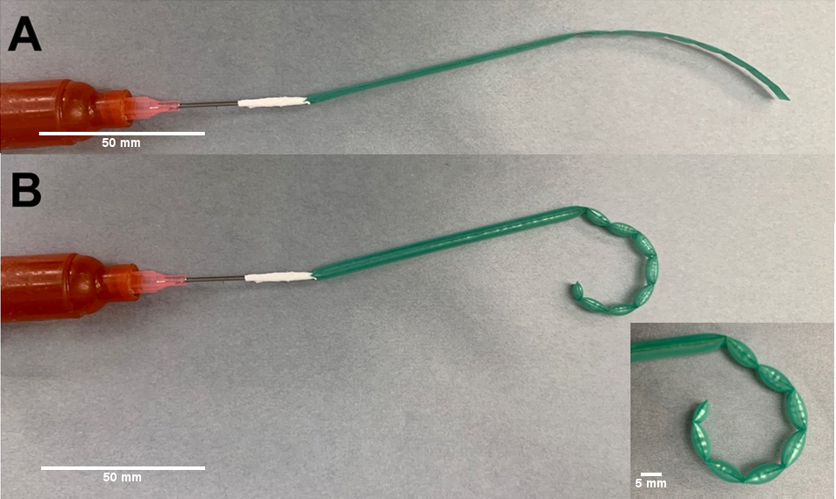
לבסוף, באמצעות מנפק נוזל דיגיטלי, המפעיל הפניאומטי (איור 5A) התנפח ללחץ של 5 psi להתבונן הטיה באזור שבו מערך הקווים תוכנן (איור 5a).

איור 1: מחממים סדינים לוחצים. (א) תמונה של העיתונות החום עם יריעות tpu להיות למינציה. (ב) תמונה לדוגמה של גיליונות למינציה לקוי עם קמטים מוגזמת. (ג) תמונה לדוגמה של גיליונות שלמינציה בהצלחה עם משטח חלק. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}

איור 2: עיצוב מפעיל. תמונה של ציור CAD המשמש ליצירת מפעיל כיפוף יחיד. העיצוב התחתון מציג את קווי המתאר של המפעיל, העיצוב האמצעי מציג קו בודד שנוסף כתכונת כיפוף, והעיצוב העליון מציג את המפעיל המלא. התיבה האדומה מדגישה את התכונות היוצרות את אזור הכיפוף של המפעיל. התיבה הכחולה מדגישה את האזור לחיבור מחט לצורך הלחץ. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}

איור 3: חותך לייזר. (א) תמונה של הסדינים למינציה בחותך לייזר. (ב,ג) תמונה של המפעיל להסרה לאחר חיתוך לייזר. (ג) תמונה של המפעיל. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}

איור 4: חיבור מחט. תמונות המתארות את השלבים לחיבור מחט קהה (א) למפעיל בלון באמצעות דבק (ב) כדבק. המחט מוכנס לקצה הצר של המפעיל, הנפתח באמצעות מספריים (C) וחתום באמצעות משטייפ (D). אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}

איור 5: כיפוף למפעיל. (א) תמונה של המפעיל במצב בלתי מווסת. (ב) תמונה של המפעיל במצב לחצים. אנא לחץ כאן כדי להציג גירסה גדולה יותר של איור זה.
{kind=link}
חומר משלים. אנא לחץ כאן כדי להוריד קובץ זה.
Discussion
השלבים הקריטיים בייצור הפעילים הרכים כוללים: i) עיצוב ה-CAD הדו. פריסה דו-ממדית נכונה יכולה להכתיב את הדפורמציה של המפעיל (לדוגמה, ליניארי, מכופף, כיפוף ותנועה סיבובית). ii) למינציה של שכבות TPU. הסרטים TPU הם לחצה חום לפני חיתוך לייזר כדי לוודא את השכבות הן שטוחות במגע הרשמי בכל מקום. iii) לייזר לגזור/ריתוך. כשלב הסופי, שכבות TPU למינציה לחתוך/מרותך לתוך מפעילים רכים.
שיעור ההצלחה של הפרוטוקול יכול להפיק 100% תשואה (למשל, עשינו 20 מפעילים בו). הגורם העיקרי הוא שלב למינציה: כדי להשיג את התוצאות הטובות ביותר, TPU צריך להיות משוטח ככל האפשר לפני תהליך הלחץ החום. בדיקת אזורים שונים של לוחית הלחץ החום עם חיישן כוח עשוי להראות כי התפלגות הלחץ אינו אחיד. התפלגות הלחץ לא אחיד יכול לגרום למינציה מושלמת של גיליונות TPU, אשר בתורו תוצאות חיתוך לייזר מושלם/ריתוך ו דליפה. לחילופין, העברת חום לא אחידה עקב קמטים קטנים בסרט TPU במהלך חיתוך לייזר/ריתוך יכול לגרום לדליפה.
בהשוואה לשיטות המקובלות, השיטה המוצעת כוללת מספר יתרונות, כולל: i) עיצוב דו-ממדי פשוט. בעוד השיטה הנוכחית דורשת רק 2D עיצובים CAD לייזר לגזור/לרתך את הפעילים (דפוסים שונים זמינים1), שיטות הייצור המקובלת המבוססות על יציקת סיליקון דורשים עיצוב עובש תלת-ממדי. ii) ייצור מהיר. זמן ייצור מ-CAD עיצוב למינציה של שכבות TPU וחיתוך לייזר/ריתוך יכול לקרות בתוך מספר דקות, בעוד שיטת הייצור המקובלת ייקח מספר שעות. על-ידי מתן אפשרות לייצור מכשירים רכים ורובוטים רכים בצעד אחד, ללא הרכבה, רובוטים והתקנים רכים יכולים להיות מתוכננים משילוב של סוגים שונים של מפעילים, ומודל CAD יכול להיות לייזר לחתוך/מרותך לתוך המוצר הסופי בשלב אחד ללא צורך בהרכבה כלשהי. למשל, רובוט שוחה, מורכב ארבע רגליים כל אחד המורכב משני סוגים של כיפוף מפעילים, הוא המציא מתוך עיצוב CAD 2D בתוך כמה דקות ללא צורך בשלבי הרכבה, כפי שהפגינו בעבר1.
ככיוון עתידי של עבודה זו, סוגים שונים של חומרים תרמופלסטיים יכול להיות מאומץ עבור הייצור של מפעילים רכים. בדרך כלל, חומרים אלה צריכים להיות התנהגות אלסטית לשמש כפעילים. היישום של חומר תרמופלסטי התפר יגרום ללחץ פרץ גבוה יותר כוח חסימה גבוהה של מפעילים לעומת אלה שאפיינו בעבר איור S6 של מוע'דאם ואח '1, מראה כוחות עד 0.1 N. לפיכך, הוא יכול להאריך את היישום של הפעילים במקרים שבהם נדרש כוח חסימה גבוה יותר, כגון סוויטות שלד חיצוני.
Disclosures
. למחברים אין מה לגלות
Acknowledgements
אנו מודים למכון דלית לדימות לב וכלי דם למימון העבודה הזאת.
Materials
| Name | Company | Catalog Number | Comments |
| Force Sensor | Omega | KHLVA-102 | https://www.omega.co.uk/pptst/KHRA-KHLVA-KHA-SERIES.html |
| High Precision Dispensers Ultimus I | Nordson | http://www.nordsonefd.com/searchengines/google/en/AirPoweredDispensers/?gclid=CjwKCAjw36DpBRAYEiwAmVVDMPuZ50xXoyzK3gvnghCA7yZUfJg4o9V28yDHKjY5Gs159RJIcMk_choCJIgQAvD_BwE | |
| Laser Cutter VLS2.30 | Universal Laser System | https://www.ulsinc.com/products/platforms/vls2-30 | |
| PowerPress Heat Press | Power Heat Press | OX-A1 | https://www.howtoheatpress.com/power-press-15x15-heat-press-review/ |
| PTFE Thread Sealant tape | McMaster-Carr | 4934A11 | https://www.mcmaster.com/ptfe-tape |
| Stainless Steel Dispensing Needle | McMaster-Carr | 75165A754 | https://www.mcmaster.com/75165a754 |
| Super Glue Loctite 409 | Henkel | 229654 | https://www.henkel-adhesives.com/us/en/product/instant-adhesives/loctite_409.html |
| Thermoplastic polyurethane Airtech’s Stretchlon 200 | ACP Composites | v-11A | https://store.acpsales.com/products/3321/stretchlon-200-high-stretch-bag-film-60 |
| Universal Testing Systems | Instron | 5943 |
References
- Moghadam, A. A. A., et al. Laser Cutting as a Rapid Method for Fabricating Thin Soft Pneumatic Actuators and Robots. Soft Robotics. 5 (4), 443-451 (2018).
- Paek, J. W., Cho, I., Kim, J. Y. Microrobotic tentacles with spiral bending capability based on shape-engineered elastomeric microtubes. Scientific Reports. 5, (2015).
- Gorissen, B., et al. Flexible pneumatic twisting actuators and their application to tilting micromirrors. Sensors and Actuators A-Physical. 216, 426-431 (2014).
- Gorissen, B., De Volder, M., De Greef, A., Reynaerts, D. Theoretical and experimental analysis of pneumatic balloon microactuators. Sensors and Actuators A-Physical. 168 (1), 58-65 (2011).
- Jeong, O. C., Konishi, S. All PDMS pneumatic microfinger with bidirectional motion and its application. Journal of Microelectromechanical Systems. 15 (4), 896-903 (2006).
- Konishi, S., Shimomura, S., Tajima, S., Tabata, Y. Implementation of soft microfingers for a hMSC aggregate manipulation system. Microsystems & Nanoengineering. 2, (2016).
- Lu, Y. W., Kim, C. J. Microhand for biological applications. Applied Physics Letters. 89 (16), (2006).
- Ikeuchi, M., Ikuta, K. Development of Pressure-Driven Micro Active Catheter using Membrane Micro Emboss Following Excimer Laser Ablation (MeME-X) Process. 2009 IEEE International Conference on Robotics and Automation. , Kobe, Japan. (2009).
- Sanan, S., Lynn, P. S., Griffith, S. T. Pneumatic Torsional Actuators for Inflatable Robots. Journal of Mechanisms and Robotics. 6 (3), 031003(2014).
- Veale, A. J., Xie, S. Q., Anderson, I. A. Modeling the Peano fluidic muscle and the effects of its material properties on its static and dynamic behavior. Smart Materials and Structures. 25 (6), (2016).
- Niiyama, R., Rognon, C., Kuniyoshi, Y. Printable Pneumatic Artificial Muscles for Anatomy-based Humanoid Robots. 2015 IEEE-RAS 15th International Conference on Humanoid Robots (Humanoids). , Seoul, South Korea. (2015).
- Niiyama, R., et al. Pouch Motors: Printable Soft Actuators Integrated with Computational Design. Soft Robotics. 2 (2), 59-70 (2015).
Reprints and Permissions
Request permission to reuse the text or figures of this JoVE article
Request PermissionExplore More Articles
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. All rights reserved