
Method Article
İnce Yumuşak Pnömatik Aktüatör ve Robotların Hızlı İmalatı
Bu Makalede
Özet
Bu protokol, yumuşak pnömatik aktüatörlerin ve robotların ince form faktörüne sahip hızlı üretim yöntemini açıklamaktadır. Üretim yöntemi termoplastik poliüretan (TPU) levhaların laminasyonu ile başlar ve ardından iki boyutlu bir örüntünün lazer lekesi/kaynaktan aktüatör ve robotlar oluşturur.
Özet
Bu protokol, bir ısı presi ve lazer kesici makine kullanarak ultra ince form faktörü ile yumuşak pnömatik aktüatörler ve robotlar hızlı üretim için bir yöntem açıklar. Yöntem, ~93 °C sıcaklıkta 10 dk ısı presi kullanarak termoplastik poliüretan (TPU) levhaların laminasyonu ile başlar. Daha sonra, lazer kesici makinenin parametreleri maksimum patlama basıncı ile dikdörtgen bir balon üretmek için optimize edin. Optimize edilmiş parametreler kullanılarak yumuşak aktüatörler lazer kesim/kaynaklı üç kez sırayla yapılır. Daha sonra, bir dağıtım iğnesi aktüatöre bağlanır ve şişirilmesine izin verilir. Geometrik parametrelerin aktüatörün saptırMa üzerindeki etkisi kanal genişliği ve uzunluğu değiştirilerek sistematik olarak incelenir. Son olarak, aktüatör performansı bir optik kamera ve sıvı dağıtıcı kullanılarak karakterize edilir. Silikon kalıplama dayalı yumuşak pnömatik aktüatörlerin geleneksel üretim yöntemleri zaman alıcı (birkaç saat). Ayrıca, aktüatörün uygulamalarını sınırlayan güçlü ama hantal aktüatörlerle sonuçlanır. Ayrıca, ince pnömatik aktüatörlerin mikroimalatı hem zaman alıcı hem de pahalıdır. Mevcut çalışmada önerilen üretim yöntemi ultra ince pnömatik aktüatörler hızlı, basit ve uygun maliyetli üretim yöntemi getirerek bu sorunları çözer.
Giriş
Yumuşak pnömatik aktüatörlerin üretiminde ileri ye doğru bir adım olarak, önerilen yöntem termoplastik poliüretan (TPU)1'denyapılmış ultraince (~70 μm) pnömatik aktüatörlerin hızlı imalatını göstermektedir. Bu aktüatörler özellikle robotların hafif olmasını ve/veya küçük alanlara sığmasını gerektiren uygulamalarda kullanışlıdır. Bu tür uygulamalar transkateter cerrahi manipülatörler, giyilebilir aktüatörler, arama kurtarma robotları ve uçan veya yüzme robotları olarak öngörülebilir.
Silikon kalıplama dayalı ince yumuşak pnömatik aktüatörlerin geleneksel üretim yöntemi, zaman alıcı (birkaç saat) ve çok 3D baskılı kalıplar düşük çözünürlüğü ve ince (az 0,5 mm) aktüatörlerin demolding zorluklar nedeniyle zordur. Özellikle, ince aktüatörlerin imalatı özel araç ve yöntemlerin uygulanmasını gerektirir2.
Mikrofabrikasyon teknikleri ince aktüatörler3,4,5,6,7imal etmek için kabul edilebilir. Alternatif olarak, Ikeuchi ve ark membran mikro kabartma8kullanarak ince pnömatik aktüatörler geliştirdik. Bu yöntemler, etkili olmasına rağmen, pahalı araçlar gerektirir ve zaman alıcıdır. Böylece, sınırlı uygulamaları var.
Paek ve ark. silindirikşablonlar2 daldırma kaplama kullanarak küçük ölçekli yumuşak aktüatörlerin imalatı için basit bir yöntem gösterdi. Etkili olmasına rağmen, bu yöntemin yaygın olarak uygulanması ile ilgili iki sorun vardır: Birincisi, daldırma kaplı özelliklerin kalınlığını kontrol etmek kolay değildir, ve ikinci olarak, uygulama üç boyutlu sınırlı sayıda (3D) tasarımlar ile sınırlıdır.
Peano aktüatörler9,10 ve kese motorları11,12 ince form faktörleri (yani, küçük kalınlıkta büyük alanlar) neden kompakt iki boyutlu (2D) tasarımlar var. Veale ve ark. takviyeli plastik ve tekstil-silikon kompozitler1,8yapılmış lineer Peano aktüatörlerin bildirilen gelişimi . Niiyama ve ark. ısı damgalama ve ısı çekme sistemleri11,12tarafından üretilen termoplastik filmler kullanarak kese motorları geliştirdi.
Peano aktüatörleri ve kese motorların 2D tasarımı onları çok ince onların unactated devlet yapar iken, enflasyon üzerine onların sıfır hacimli oda nispeten büyük bir hacim genişletir, böylece transkateter tedaviler veya arama ve kurtarma misyonları gibi sınırlı alanlarda operasyon için uygulama sınırlayan1. Bu tasarımların aksine, mevcut yöntemde önerilen yumuşak aktüatörler nispeten küçük suşları ile harekete geçebilirsiniz. Böylece, hatta aktüel durumda nispeten küçük alanlardaişgal 1.
Protokol
1. Isı basarak TPU levhaların yumuşatLanması
- Isı presinde kullanılmak üzere bir kuvvet sensörünü kalibre edin.
- İki kat silikon (50 mm x 50 mm x 3 mm kalınlığında) arasındaki kuvvet sensörünü sandviçleyin. Kuvvet sensörünü ve silikon tabakalarını çekme makinesinin sıkıştırma plakaları/örsleri arasına yerleştirin. Isı basınının düğümünü saat yönünde çevirerek plakalar arasındaki mesafeyi azaltın ve sensörün kuvvetini ve direncini yazın.
- Dijital kaliper kullanarak sensörün alanını ölçün ve basınç verilerini elde etmek için kuvvet değerlerini ölçülen alana bölün. Sensörü kalibre etmek için bir elektronik tablo kullanarak doğrusal bir çizgiyi basınç ve direnç verilerine yerleştirin.
- Kuvvet sensörünü ısı basıncının içine yerleştirin ve sensörden ~200 kPa basınç okunana kadar basınç tonuzunu çevirin.
- TPU filmlerinin kirlenmesini önlemek için eldiven takın.
- Isı pres plakalarına (30 mm x 30 mm) uyacak şekilde makasla veya lazer kesiciyle dört kat TPU kesin. Dört yaprağı, dört kenarın da hizalanabilmesi için yerleştirin.
- TPU levhalarını ısı yasının içine yerleştirin.
- Isı basınının sıcaklığını ~200 °F (~93 °C) olarak ayarlayın. Isı basınını tamamen kapatın.
- Filmleri 10 dk. Isı presini açın ve 3.12.adımda lazerle kesilecek lamine TPU filmlerini çıkarın.
2. Optimal lazer parametrelerinin bulunması
- Bölüm 1'de açıklandığı gibi, ısı tpu iki kat basın.
- Bilgisayar destekli tasarım (CAD) yazılımı kullanarak, 20 mm kenarlı bir kare ve kare balonun girişi olarak hareket edecek 4 mm x 8 mm'lik bir dikdörtgen tasarlar.
- Lazer kesme / kaynak adım 2.2 adım 2.1 tpu katmanları dışında lazer kesici yazılımı aşağıdaki ayarları kullanarak: 500 inç başına darbeler ayarlayın, % 10'dan% 100 güç değişir ve güç her değeri için% 10'dan% 100 hızı değişir.
- Makas ile kare balon girişucunun ucunu kesin.
- Kare balon girişinin içine bir iğne yerleştirin, etrafına tutkal(Malzeme Tablosu)uygulayın ve bağlantının etrafına politetrafloroethene (PTFE) bandı sarın.
NOT: 5 dk sonra kullanıma hazırdır. - Hassas bir sıvı dağıtıcısı ile şişirerek kare balonun ortalama patlama basıncını belirleyin.
- Patlayana kadar hassas sıvı dağıtıcısını kullanarak balonun basıncını artırın. Patlama basıncını ölçün ve yazın. Bu adımı 5x tekrarlayın ve ortalama patlama basıncı elde edin.
- Tüm güç ve hız değerleri için 2.1−2.7 adımlarını tekrarlayın ve kare balonun maksimum patlama basıncını ve ilişkili güç ve hız değerlerini lazer makinesi için en uygun parametreler olarak tanımlayın.
3. Lazer kesim/kaynak ile aktüatörlerin imalatı
- CAD yazılımını kullanarak istediğiniz aktüatör deseni tasarla.
NOT: AutoCAD 2017 bu protokolde kullanılmaktadır. - Tasarımın tüm segmentlerini vurgulayarak CAD yazılımındaki tüm tasarımı seçin.
- Özellikler bölümünün altındaki görev çubuğunda, yazılımın lazer kesiciye başarılı bir şekilde yazdırılaması için satır ağırlığını 0 mm olarak değiştirin.
- Görev çubuğundan Yazdır'ıseçin. Menüde yazıcı adını "VLS2.30" olarak değiştirin.
- Yazıcı Ayarları'nda, kullanıcı tanımlı Yatayolarak kağıt boyutunu seçin.
- Çizim Ölçeği bölümünde, Kağıda Sığdır seçeneğini seçin ve ardından görüntü boyutunu 1 mm = bir uzunluk birimi olarak ölçeklendirin.
- Çizim Ofset'inde (Origin Set to Yazdırılabilir Alan) Çizim seçeneğini Ortala seçeneğini işaretleyin.
- Güç düğmesine basarak hava filtresini açın.
- Güç düğmesine basarak veya Universal Lazer Sistem Kontrol Paneli yazılımındaki güç simgesine tıklayarak lazer kesiciyi açın.
- Ayar seçeneğinde hızı = %60, ÜFE = 500 ve güç = %80'i ayarlayın.
NOT: Bu parametrelerin kullanılan sistemin özel lazer gücüne bağlı olarak değiştirilmesi gerekebilir. - Focus View aracını kullanarak, lazer işaretçisini, adım 1.10'da yapılan lamine TPU filmlerinin (30 mm x 30 mm) içine sığdığından emin olmak için desenin sol üst köşesine ve sağ alt köşesine taşıyın.
- Lazer makinesini odaklamak için lens taşıyıcısını masanın ortasına taşıyın. Odak aracını masaya yerleştirin ve odak aracının üst kısmı lens taşıyıcısının önüne değene kadar masayı yukarı doğru hareket ettirin. Daha sonra, lens arabası odak aracının çentik çarptığındave ileri ye çarpana kadar masayı yavaşça yukarı doğru hareket ettirin.
NOT: Lazer odaklanmış tır ve 3.11'deki parametrelerle kullanıma hazırdır. - TPU sayfasının konumunu değiştirmeden lazeri tekrar çalıştırın, ancak hızı = %55 azaltın, gücü %85 artırın ve ÜFE = 500'ü koruyun.
- Aktüatörde sızıntı olmadığından emin olmak için lazerin üçüncü bir çalışmasını gerçekleştirin. Hızı = %50'yi ayarlayın, gücü artırın = %90 ve ÜFE = 500 tutun.
4. Luer kilidi bağlantısı ile paslanmaz çelik dağıtım iğneleri yapıştırma
- Balon aktüatör girişinin ucunu makasla kesin.
- Balon aktüatör girişinin içine bir iğne yerleştirin, etrafına tutkal uygulayın ve PTFE bandını bağlantının etrafına sarın.
NOT: 5 dk sonra kullanıma hazırdır.
5. Yumuşak aktüatörlerin karakterizasyonu
- Aktüatörün hem basınçlı hem de basınçsız hallerde kamera içinde tam görüş teveksümünde olması için yeterli mesafede bir kamera yıkın.
- Aktüatörü, basınçlandırma üzerine sapması kameraya ortogonal olacak şekilde bir yönde tutun.
- Patlamadan tüm aralığına saptırana kadar hassas bir sıvı dağıtıcısı ile aktüatörün basıncını artırın. Aşırı enflasyon nedeniyle herhangi bir plastik deformasyon veya sızıntı veya patlama olmadan aktüatör maksimum sapma olarak tam aralığı varsayalım.
- Aktüatör basıncını tam aralığının ~%20'sine ulaşana kadar artırın ve basıncı yazın.
- 5.1 adımdan kamerayı kullanarak aktüatörün resmini çekin ve görüntüdeki aktüatörün ucunun X ve Y koordinatlarını ölçmek için bir görüntü işleme yazılımı (örneğin, imageJ) kullanın.
- Aktüatör sapmasının tüm aralığına ulaşana kadar 5,4 ve 5,5 adımlarını tekrarlayın.
- Bir çizim yazılımı kullanarak aktüatörün sapmasını enflasyon basıncına karşı bir X-Y grafiği çizin.
Sonuçlar
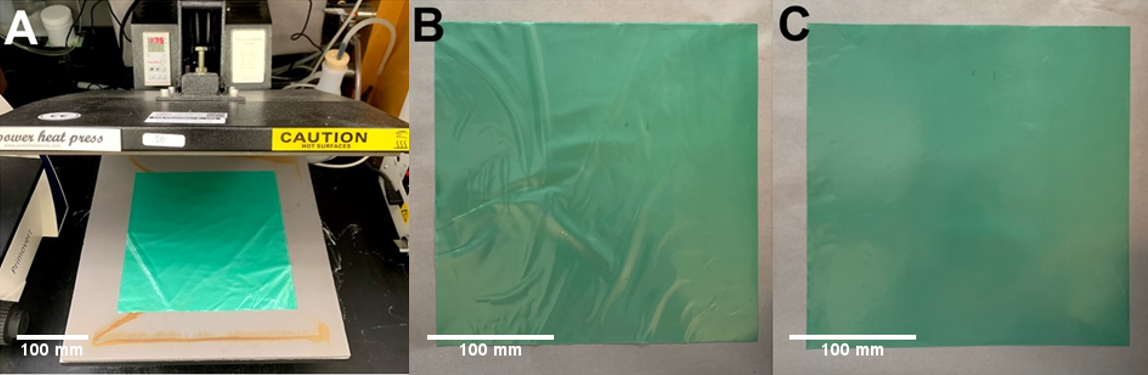
Önerilen yöntemi göstermek için, tek bir bükme aktüatörünün imalatını gösteriyoruz. Bu aktüatörün imalatı için, 25 cm x 25 cm boyutunda dört adet TPU yaprağı kesildi, biraraya getirildi ve ısı yatı kullanılarak düzeltildi (Şekil 1A). Protokolün ardından 200 °F sıcaklıkta 10 dk ısı presi uygulandı. Lamine edilmiş levhalarda kırışıklıklar lazer kesim adımı sırasında yapıştırma ile ilgili sorunlara neden olabilir, bu nedenle mükemmel pürüzsüz bir yüzey sağlamak tekrarlanabilir sonuçlar için kritik öneme sahip. Örneğin, Şekil 1B istenilen sonuçları üretmeyecek kırışıklıklar içeren bir laminasyon gösterirken, Şekil 1C istenilen sonuçları elde etmek için yeterince düz bir laminasyon gösterir.
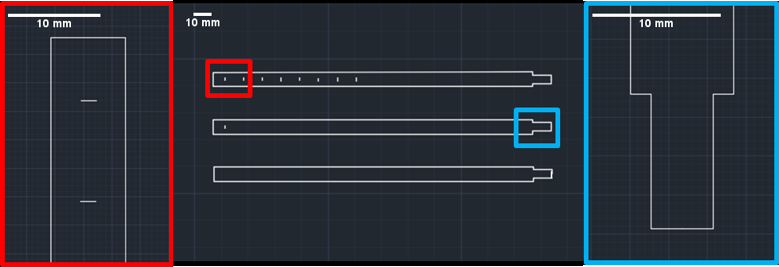
Pnömatik aktüatörün 2B tasarımı AutoCAD'de çizildi. Bu aktüatör sadece 8 mm x 150 mm'lik bir dikdörtgen çizilerek yapılmıştır. Her biri 1,34 mm uzunluğunda sekiz çizgiden oluşan doğrusal desen, tasarımın merkezine 10 mm aralıkla eklenmiştir (Şekil 2'dekırmızı renkle vurgulanmıştır). Son olarak, aktüatörün açılması (Şekil 2'demavi ile vurgulanmış) 4 mm x 8 mm açık uçlu dikdörtgen eklenerek tasarlanmıştır. Bu örnek lineer aktüatör için bir AutoCAD dosyası (.dwg) Tamamlayıcı Malzememevcuttur.
Lamine dört katmanlı TPU destesi daha sonra lazer kesim makinesine(Şekil 3A)yerleştirildi ve 2D tasarım lazer kesim makinesinin yazılımı kullanılarak ithal edildi. Lazer kesiciüzerindeki Focus aracı, 2B çizimin lamine TPU levhalar üzerindeki konumunun uygun olduğunu doğruladı. İlk çalıştırmada lazer kesimi hız = %60, güç = %80 ve ÜFE = 500 olarak ayarlandı. Tamamlandıktan sonra, poliüretan levhaların konumu değiştirilmeden, yeni ayarlarla ikinci bir çalıştırma hız = %55, güç = %85 ve ÜFE = 500 olarak başlatıldı. Aynı işlem yeni ayarlarla üçüncü kez hız = %50, güç = %90 ve ÜFE = 500 olarak tekrarlandı. Hızıazaltmak ve gücü artırmak pnömatik aktüatörü ısı kaynağına daha uzun süre maruz bırakır ve TPU sayfasının geri kalanından kolayca ayrılabilen bir sızdırmaz balon sağlamak için erimesini ve bağlanmasını sağlar(Şekil 3B). Bu lazer kesici her zaman aynı anda kesme ve TPU kaynak olduğu unutulmamalıdır; kesme ve kaynak ayrı adımlarla yapılmaz veya farklı ayarlarla elde edilmez.
Aktüatörün bir hava besleme ünitesine çiftleştirilmesi için, aktüatörün açılışı makasla kesildi ve lazer kesimli aktüatörün ikinci ve üçüncü katmanları arasına paslanmaz çelik iğne(Şekil 4B)yerleştirildi. Sızdırmaz bir sistemi korumak için iğnenin dışı önceden tutkalla kaplandı (Şekil 4C). Daha sonra aktüatör ve paslanmaz çelik iğne arayüzü PTFE bant(Şekil 4D)ile sıkıca sarıldı.
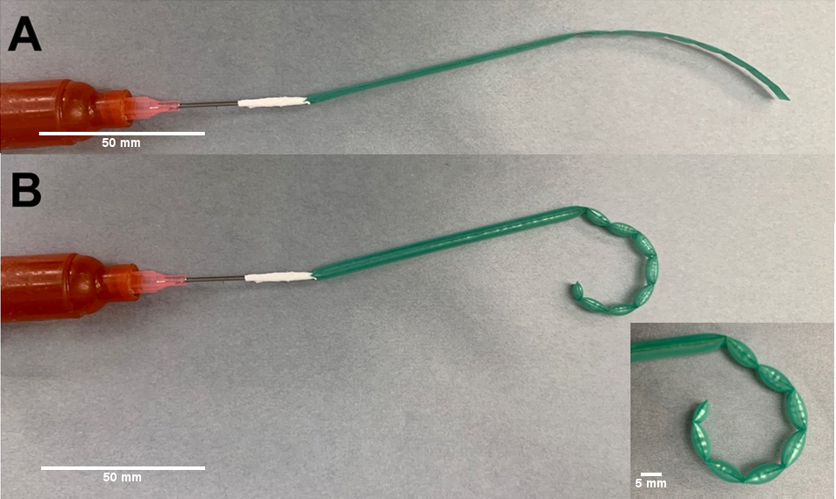
Son olarak, bir dijital sıvı dağıtıcısı kullanarak, pnömatik aktüatör(Şekil 5A)5 psi basınç için çizgiler dizisi tasarlanmıştır bölgede bir sapma gözlemlemek için şişirilmiş oldu(Şekil 5B).

Şekil 1: Isı presleme levhalar. (A) Lamine edilecek TPU levhaları ile ısı presi görüntüsü. (B) Aşırı kırışıklıkları olan kötü lamine edilmiş çarşafların örnek görüntüsü. (C) Pürüzsüz bir yüzeye sahip başarılı lamine levhaların örnek görüntüsü. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 2: Aktüatör tasarımı. Tek bir bükme aktüatör oluşturmak için kullanılan bir CAD çizimgörüntüsü. Alt tasarım aktüatörün anahatlarını gösterir, orta tasarım bükme özelliği olarak eklenen tek bir satırı gösterir ve üst tasarım tam bir aktüatör gösterir. Kırmızı kutu, aktüatörün bükme bölgesini oluşturan özellikleri vurgular. Mavi kutu basınçlandırma için bir iğne bağlamak için bölge vurgulamaktadır. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 3: Lazer kesici. (A) Lazer kesicideki lamine levhaların görüntüsü. (B,C) Lazer kesimden sonra çıkarılacak aktüatör görüntüsü. (C) Aktüatörün görüntüsü. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 4: İğne bağlantısı. Tutkal(B)kullanarak bir balon aktüatöre künt bir iğne(A)bağlamak için adımları gösteren görüntüler. İğne, makas(C)kullanılarak açılan ve PTFE bandı(D)ile kapatılan aktüatörün dar ucuna yerleştirilir. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 5: Bükme aktüatörü. (A) Baskılanmamış bir durumda aktüatör görüntüsü. (B) Basınçlı durumda aktüatör görüntüsü. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}
Tamamlayıcı Malzeme. Bu dosyayı indirmek için lütfen buraya tıklayınız.
Tartışmalar
Yumuşak aktüatörlerin imalatındaki kritik adımlar şunlardır: i) 2D CAD tasarımı. Uygun bir 2B düzen aktüatörde deformasyon (örneğin doğrusal, biaksiyel, bükme ve dönme hareketi) dikte edebilir. ii) TPU tabakalarının laminasyonu. TPU filmleri, katmanların düz ve her yerde temas halinde olduğundan emin olmak için lazer kesimden önce ısıya basılır. iii) Lazer kesim/kaynak. Son adım olarak, lamine TPU katmanları lazer kesim / yumuşak aktüatörler içine kaynaklı.
Protokolün başarı oranı %100 verim üretebilir (örneğin, aynı anda 20 aktüatör yaptık). Birincil faktör laminasyon adımıdır: en iyi sonuçları elde etmek için, TPU ısı pres işeyciönce mümkün olduğunca düzleştirilmiş olmalıdır. Bir kuvvet sensörü ile ısı pres plakasının farklı bölgelerinin incelenmesi basınç dağılımının tek düze olmadığını gösterebilir. Tek tip olmayan basınç dağılımı TPU levhaların kusurlu laminasyonuna neden olabilir ve bu da kusurlu lazer kesim/kaynak ve sızıntıile sonuçlanır. Alternatif olarak, lazer kesim/kaynak sırasında TPU filmindeki küçük kırışıklıklar nedeniyle tek tip olmayan ısı transferi sızıntıya neden olabilir.
Geleneksel yöntemlerle karşılaştırıldığında, önerilen yöntemin çeşitli avantajları vardır: i) Basit 2D tasarım. Mevcut yöntem sadece lazer kesim / kaynak aktüatörleri (çeşitli desenler mevcuttur1)için 2D CAD tasarımları gerektirir iken, silikon döküm dayalı geleneksel üretim yöntemleri 3D kalıp tasarımı gerektirir. ii) Hızlı üretim. CAD tasarımından TPU tabakalarının laminasyonuna ve lazer kesim/kaynak üretimine kadar üretim süresi birkaç dakika içinde gerçekleşebilir, oysa geleneksel üretim yöntemi birkaç saat sürer. Yumuşak cihazların ve yumuşak robotların tek bir adımda üretilmesine izin vererek, montaj olmadan, yumuşak robotlar ve cihazlar farklı aktüatör türlerinin bir kombinasyonundan tasarlanabilir ve CAD modeli herhangi bir montaj gerektirmeden tek bir adımda son ürüne lazerle kesilebilir/kaynaklanabilir. Örneğin, her biri iki tip bükme aktüatörlerinden oluşan dört ayaklı bir yüzme robotu, daha önce gösterildiğigibi,herhangi bir montaj adımı gerektirmeden sadece birkaç dakika içinde 2D CAD tasarımından imal edilebilir.
Bu çalışmanın gelecekteki yönü olarak, yumuşak aktüatörlerin imalatı için farklı tipte termoplastik malzemeler benimsenebilir. Genellikle, bu malzemelerin aktüatör olarak kullanılmak üzere elastik davranış olması gerekir. Daha sert termoplastik malzemenin uygulanması, daha önce Moghadam ve ark.1'inŞekil S6'sında karakterize edilenlere göre daha yüksek patlama basıncı ve aktüatörlerin daha yüksek engelleme kuvveti ile sonuçlanır ve 0,1 N'ye kadar kuvvetleri gösterir. Böylece aktüatörlerin uygulamasını dış iskelet süitleri gibi daha yüksek engelleme kuvvetinin gerekli olduğu durumlara uzatabilir.
Açıklamalar
Yazarların açıklayacak bir şeyi yok.
Teşekkürler
Dalio Kardiyovasküler Görüntüleme Enstitüsü'ne bu çalışmayı finanse ettiği için teşekkür ederiz.
Malzemeler
| Name | Company | Catalog Number | Comments |
| Force Sensor | Omega | KHLVA-102 | https://www.omega.co.uk/pptst/KHRA-KHLVA-KHA-SERIES.html |
| High Precision Dispensers Ultimus I | Nordson | http://www.nordsonefd.com/searchengines/google/en/AirPoweredDispensers/?gclid=CjwKCAjw36DpBRAYEiwAmVVDMPuZ50xXoyzK3gvnghCA7yZUfJg4o9V28yDHKjY5Gs159RJIcMk_choCJIgQAvD_BwE | |
| Laser Cutter VLS2.30 | Universal Laser System | https://www.ulsinc.com/products/platforms/vls2-30 | |
| PowerPress Heat Press | Power Heat Press | OX-A1 | https://www.howtoheatpress.com/power-press-15x15-heat-press-review/ |
| PTFE Thread Sealant tape | McMaster-Carr | 4934A11 | https://www.mcmaster.com/ptfe-tape |
| Stainless Steel Dispensing Needle | McMaster-Carr | 75165A754 | https://www.mcmaster.com/75165a754 |
| Super Glue Loctite 409 | Henkel | 229654 | https://www.henkel-adhesives.com/us/en/product/instant-adhesives/loctite_409.html |
| Thermoplastic polyurethane Airtech’s Stretchlon 200 | ACP Composites | v-11A | https://store.acpsales.com/products/3321/stretchlon-200-high-stretch-bag-film-60 |
| Universal Testing Systems | Instron | 5943 |
Referanslar
- Moghadam, A. A. A., et al. Laser Cutting as a Rapid Method for Fabricating Thin Soft Pneumatic Actuators and Robots. Soft Robotics. 5 (4), 443-451 (2018).
- Paek, J. W., Cho, I., Kim, J. Y. Microrobotic tentacles with spiral bending capability based on shape-engineered elastomeric microtubes. Scientific Reports. 5, (2015).
- Gorissen, B., et al. Flexible pneumatic twisting actuators and their application to tilting micromirrors. Sensors and Actuators A-Physical. 216, 426-431 (2014).
- Gorissen, B., De Volder, M., De Greef, A., Reynaerts, D. Theoretical and experimental analysis of pneumatic balloon microactuators. Sensors and Actuators A-Physical. 168 (1), 58-65 (2011).
- Jeong, O. C., Konishi, S. All PDMS pneumatic microfinger with bidirectional motion and its application. Journal of Microelectromechanical Systems. 15 (4), 896-903 (2006).
- Konishi, S., Shimomura, S., Tajima, S., Tabata, Y. Implementation of soft microfingers for a hMSC aggregate manipulation system. Microsystems & Nanoengineering. 2, (2016).
- Lu, Y. W., Kim, C. J. Microhand for biological applications. Applied Physics Letters. 89 (16), (2006).
- Ikeuchi, M., Ikuta, K. Development of Pressure-Driven Micro Active Catheter using Membrane Micro Emboss Following Excimer Laser Ablation (MeME-X) Process. 2009 IEEE International Conference on Robotics and Automation. , Kobe, Japan. (2009).
- Sanan, S., Lynn, P. S., Griffith, S. T. Pneumatic Torsional Actuators for Inflatable Robots. Journal of Mechanisms and Robotics. 6 (3), 031003(2014).
- Veale, A. J., Xie, S. Q., Anderson, I. A. Modeling the Peano fluidic muscle and the effects of its material properties on its static and dynamic behavior. Smart Materials and Structures. 25 (6), (2016).
- Niiyama, R., Rognon, C., Kuniyoshi, Y. Printable Pneumatic Artificial Muscles for Anatomy-based Humanoid Robots. 2015 IEEE-RAS 15th International Conference on Humanoid Robots (Humanoids). , Seoul, South Korea. (2015).
- Niiyama, R., et al. Pouch Motors: Printable Soft Actuators Integrated with Computational Design. Soft Robotics. 2 (2), 59-70 (2015).
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiThis article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır