
Method Article
薄型軟空アクチュエータ・ロボットの迅速な製造
要約
このプロトコルは、薄いフォームファクタを持つ軟空圧アクチュエータおよびロボットの迅速な製造方法を記述する。製造方法は、熱可塑性ポリウレタン(TPU)シートの積層から始まり、次に2次元パターンのレーザー切断/溶接が行われ、アクチュエータやロボットを形成します。
要約
このプロトコルは、ヒートプレスとレーザーカッターマシンを使用して、超薄型フォームファクタを用いた軟空アクチュエータおよびロボットの迅速な製造方法について説明します。この方法は、〜93°Cの温度で10分間ヒートプレスを使用して熱可塑性ポリウレタン(TPU)シートの積層から始まります。次に、レーザーカッターマシンのパラメータを最適化し、最大バースト圧力を持つ長方形のバルーンを生成します。最適化されたパラメータを使用して、ソフトアクチュエータはレーザーカット/溶接を3回連続して行います。次に、分配針をアクチュエータに取り付け、膨らませます。アクチュエータのたわみに対する幾何学的パラメータの影響は、チャネルの幅と長さを変化させることによって系統的に研究される。最後に、アクチュエータの性能は光学カメラおよび流体ディスペンサーを使用して特徴付される。シリコーン成形に基づく軟空式アクチュエータの従来の製造方法は、時間(数時間)を費やします。また、強力だがかさばるアクチュエータが生じ、アクチュエータの用途が制限されます。さらに、薄い空気アクチュエータの微細加工は、時間と高価の両方です。現在の作業で提案された製造方法は、超薄型空気圧アクチュエータの高速でシンプルで費用対効果の高い製造方法を導入することで、これらの課題を解決します。
概要
軟空式アクチュエータの製造の一歩として、提案された方法は、熱可塑性ポリウレタン(TPU)1からなる超薄型(〜70μm)空気アクチュエータの迅速な製造を示す。これらのアクチュエータは、ロボットを軽量で小さなスペースに収める必要があるアプリケーションで特に便利です。このようなアプリケーションは、経カテーテル手術マニピュレータ、ウェアラブルアクチュエータ、捜索救助ロボット、および飛行ロボットまたは水泳ロボットであると考えることができます。
シリコーン成形に基づく薄い柔らかい空気アクチュエータの従来の製造方法は、3Dプリント金型の分解能が低く、薄い(0.5mm未満)アクチュエータのデモリ化が困難なため、時間がかかり(数時間)非常に困難です。特に、薄いアクチュエータの製造には、特殊な工具と方法2の適用が必要です。
微細加工技術は、薄いアクチュエータ3、4、5、6、7を製造するために採用することができる。あるいは、池内らは膜マイクロエンボス8を用いた薄い空気アクチュエータを開発した。これらの方法は効果的ですが、高価なツールを必要とし、時間がかかります。したがって、アプリケーションが限られています。
Paek et al. は、円筒形テンプレート2のディップコーティングを用いた小規模ソフトアクチュエータの製造方法を実証した。効果的ですが、この方法の広範な適用には2つの問題があります:まず、ディップコーティングされた特徴の厚さを制御することは容易ではなく、第二に、そのアプリケーションは、3次元(3D)設計の限られた数に制限されています。
ピーノアクチュエータ9、10およびパウチモータ11、12は、薄い形態因子(すなわち、厚さの小さい大きな領域)をもたらすコンパクトな2次元(2D)設計を有する。Veale et al. は、強化プラスチックおよび繊維シリコーン複合材料1、8から成る線形Peanoアクチュエータの開発を報告した。新山ら熱印機及び熱描画システム11、12で製造された熱可塑性フィルムを用いたパウチモータを開発した。
Peanoアクチュエータとパウチモーターの2D設計は、彼らが彼らの非作動状態で非常に薄くしますが、インフレ時に彼らのゼロボリュームチャンバーは比較的大きなボリュームに拡大し、したがって、経カテーテル療法や捜索救助ミッション1などの限られたスペースでの操作のための適用を制限します。これらの設計とは対照的に、現在の方法で提案されたソフトアクチュエータは、比較的小さな株で作動することができる。したがって、作動状態であっても、それらは比較的小さなスペース1を占める。
プロトコル
1. ヒートプレスによるTPUシートのスムージング
- ヒートプレスに使用する力センサーをキャリブレーションします。
- シリコーンの2層(厚さ50mm x 50 mm x 3 mm)の間に力センサーを挟みます。力センサーとシリコーン層を引張機の圧縮プラテン/アンビルの間に置きます。ヒートプレスのノブを時計回りに回してプラテン間の距離を短くし、センサーの力と抵抗を書き留めます。
- デジタルキャリパーを使用してセンサの面積を測定し、測定領域で力値を除算して圧力データを取得します。スプレッドシートを使用して、センサーをキャリブレーションするスプレッドシートを使用して、圧力対抵抗データに直線をフィットさせます。
- 力センサーをヒートプレスの中に置き、センサーから約200kPaの圧力が読み取られるまで圧力ノブを回します。
- TPUフィルムの汚染を避けるために手袋を着用してください。
- TPUの4層をハサミまたはレーザーカッターでカットし、ヒートプレスプレート(30mm×30mm)に合わせます。4 つのエッジがすべて揃うように 4 つのシートを配置します。
- TPU シートをヒートプレスの内側に置きます。
- ヒートプレスの温度を~200°F(~93°C)に設定します。ヒートプレスを完全に閉じます。
- フィルムをヒートプレスの内側に10分間置き、ヒートプレスを開き、ステップ3.12でレーザーカットする積層TPUフィルムを取り外します。
2. 最適なレーザーパラメータを見つける
- セクション 1 で説明したように、TPU の 2 層をヒートプレスします。
- コンピュータ支援設計(CAD)ソフトウェアを使用して、20 mmの側面を持つ正方形と、正方形のバルーンの入口として機能する4 mm x 8 mmの長方形を設計します。
- レーザーカット/溶接 は、ステップ 2.2 からステップ 2.2 から正方形パターンを溶接し、次の設定を使用して、1 インチあたりのパルス数 (PPI) を 500 に設定し、電力を 10% から 100% に変更し、電力の値ごとに速度を 10% から 100% に変化させます。
- 正方形の風船の入口の端をはさみで切ります。
- 正方形のバルーン入口の内側に針を挿入し、その周りに接着剤(材料の表)を適用し、接続の周りにポリテトラフルオロエテーン(PTFE)テープをラップします。
メモ:5分後に使用する準備が整いました。 - 正方形の気球の平均破裂圧力を正確な流体ディスペンサーで膨らませて識別します。
- それが破裂するまで、正確な流体ディスペンサーを使用してバルーンの圧力を高げます。バースト圧力を測定し、書き留める。このステップを5x繰り返し、平均破裂圧を得る。
- 電源と速度の値の全範囲について手順 2.1-2.7 を繰り返し、正方形バルーンの最大バースト圧力とそれに関連する電力と速度の値をレーザー マシンの最適なパラメータとして特定します。
3. レーザー切断/溶接によるアクチュエータの製造
- CADソフトウェアを使用して、目的のアクチュエータパターンを設計します。
注: AutoCAD 2017 は、このプロトコルで使用されます。 - 設計のすべてのセグメントをハイライト表示して、CAD ソフトウェアで設計全体を選択します。
- [プロパティ]セクションのタスク バーで、ソフトウェアがレーザー カッターに正常に印刷するように線の太さを 0 mm に変更します。
- タスク バーの [印刷]をクリックします。メニューのプリンタ名を「VLS2.30」に変更します。
- [プリンタの設定]で、[ユーザー定義の横]として用紙サイズを選択します。
- [印刷尺度]セクションで、[用紙に合わせる]オプションの選択を解除し、画像サイズを 1 mm = 1 単位の長さにスケールします。
- [印刷オフセット(印刷可能領域に設定された原点)]で、[印刷領域を中心にする]オプションをオンにします。
- 電源ボタンを押してエアフィルタをオンにします。
- 電源ボタンを押すか、ユニバーサルレーザーシステムコントロールパネルソフトウェアの電源アイコンをクリックして、レーザーカッターをオンにします。
- [設定]オプションで、速度 = 60%、PPI = 500、電力 = 80% を設定します。
メモ:これらのパラメータは、使用するシステムの特定のレーザーパワーに基づいて変更する必要があります。 - フォーカスビューツールを使用して、レーザーポインタをパターンの左上隅と右下隅に移動して、ステップ 1.10 で行った積層 TPU フィルム(30 mm x 30 mm)の内側にパターン全体が収まるようにします。
- レーザーマシンに焦点を合わせるために、レンズキャリッジをテーブルの中央に移動します。フォーカスツールをテーブルの上に置き、フォーカスツールの上部がレンズキャリッジの前面に触れるまでテーブルを上に移動します。次に、レンズキャリッジがフォーカスツールのノッチに当たって前方にぶつかるまで、ゆっくりとテーブルを上に移動します。
メモ:レーザーは焦点を合わせ、3.11のパラメータで使用する準備ができています。 - TPUシートの位置を変更せずに、レーザーを再び実行しますが、速度= 55%を下げ、電力= 85%を増やし、PPI = 500を維持します。
- 3回目のレーザー実行を実行して、アクチュエータに漏れがないようにします。速度 = 50%を設定し、電力 = 90%を増やし、PPI = 500 を維持します。
4.ルアーロック接続とステンレス鋼分配針を接着
- バルーンアクチュエータ入口の端をはさみで切る。
- バルーンアクチュエータの入口に針を挿入し、その周りに接着剤を塗布し、PTFEテープを接続の周りに巻きます。
メモ:5分後に使用する準備が整いました。
5. ソフトアクチュエータの特性評価
- アクチュエータが十分な距離のアクチュエータの上にカメラを取り付け、アクチュエータがカメラ内で加圧状態と加圧されていない状態の両方で完全に表示されるようにします。
- 加圧時のたわみがカメラに対して直交するようにアクチュエータを向きに保持します。
- 破裂することなく全範囲に偏向するまで、正確な流体ディスペンサーでアクチュエータの圧力を高める。プラスチックの変形や漏れ、過膨張による破裂のないアクチュエータの最大たわみとして全範囲を想定します。
- アクチュエータの圧力が全範囲の約20%に達するまで圧力を上げ、圧力を書き留めておきます。
- ステップ5.1のカメラを用いてアクチュエータの写真を撮り、画像処理ソフトウェア(例えばimageJ)を使用して、画像内のアクチュエータの先端のX座標とY座標を測定する。
- アクチュエータのたわみの全範囲に達するまで、手順5.4と5.5を繰り返します。
- プロットソフトウェアを使用して、アクチュエータのたわみとインフレ圧力のX-Yグラフをプロットします。
結果
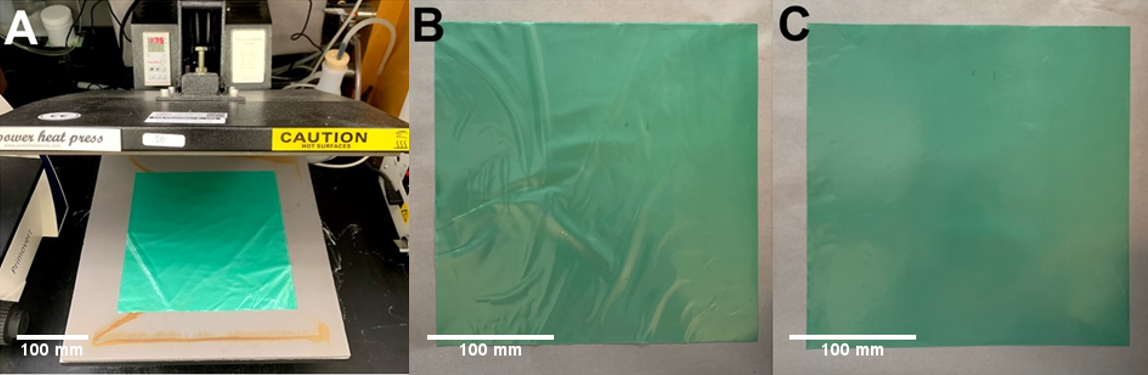
提案された方法を実証するために、単一の曲げアクチュエータの製造を示す。このアクチュエータを作製するために、寸法25cm x 25cmのTPUを4枚カットし、積み重ねてから、ヒートプレスを使用して平滑化した(図1A)。プロトコルに続いて、ヒートプレスを200°Fの設定温度で10分間塗布した。積層シートのしわは、レーザー切断工程中の接着に問題を引き起こす可能性があるため、完全に滑らかな表面を確保することは、再現可能な結果に不可欠です。例えば、図1Bは所望の結果を生み出さないしわを含む結果の積層を示し、図1Cは所望の結果を得るのに十分に平坦な結果の積層を示す。
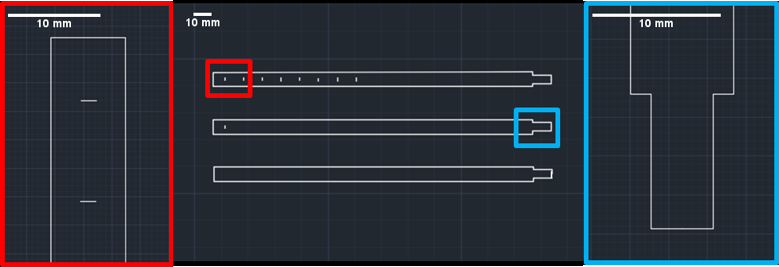
空気圧アクチュエータの2D設計はAutoCADで描かれました。このアクチュエータは、8mm×150mmの長方形を描くだけで作られました。長さ 1.34 mm の 8 本の線分の直線パターンが、10 mm の間隔で設計の中心に追加されました (図 2では赤色で強調表示されています)。最後に、アクチュエータの開口部(図2では青色で強調表示)は、4mm x 8mmのオープンエンドの長方形を追加して設計されました。このサンプルリニア アクチュエータの AutoCAD ファイル(.dwg)は、補足マテリアルで使用できます。
その後、TPUの積層4層スタックをレーザー切断機(図3A)に配置し、レーザー切断機のソフトウェアを用いて2D設計を輸入した。レーザーカッターのフォーカスツールは、積層TPUシート上の2D図面の位置のフィットを検証しました。最初の実行では、レーザーカットは速度=60%、電力=80%、PPI =500に設定されました。完成後、ポリウレタンシートの位置を変えずに、新しい設定で2回目の走行をスピード=55%、電力=85%、PPI=500で開始しました。同じプロセスを、速度 = 50%、電力 = 90%、PPI = 500 で 3 回目の新しい設定で繰り返しました。速度を下げて電力を上げると、空気アクチュエータが熱源に長時間さらされ、TPUシートの他の部分から簡単に分離できる漏れのないバルーンを確保するために溶融して結合することができます(図3B)。レーザーカッターは常に同時にTPUを切断し、溶接することに留意すべきです。切断および溶接は別々のステップで行われなかったか、異なった設定によって達成される。
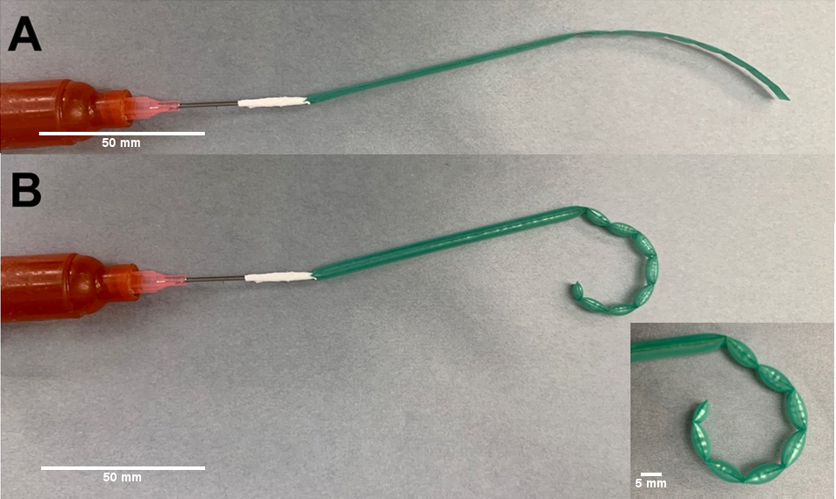
アクチュエータを空気供給部に結合させるために、アクチュエータの開口部をはさみで切断し、レーザーカットアクチュエータの第2層と第3層の間にステンレス鋼の針(図4B)を挿入した。リークフリーシステムを維持するために、針の外側は事前に接着剤で覆われていました(図4C)。その後、アクチュエータとステンレス鋼の針のインターフェースをPTFEテープでしっかりと巻き付けました(図4D)。
最後に、デジタル流体ディスペンサーを用いて、空気アクチュエータ(図5A)を5psiの圧力に膨らませて、線の配列が設計された領域におけるたわみを観察した(図5B)。

図1:ヒートプレスシート(A)ラミネートするTPUシートを用いたヒートプレスの画像。(B)過剰なしわを有する不十分な積層シートの画像例。(C) 滑らかな表面を有するシートを正常に積層した画像の例。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}

図2:アクチュエータ設計単一の曲げアクチュエータを形成するために使用されるCAD図面のイメージ。下の設計はアクチュエータの輪郭を示し、中央の設計は曲げフィーチャーとして追加された単一のラインを示し、上部の設計は完全なアクチュエータを示しています。赤いボックスは、アクチュエータの曲げ領域を形成するフィーチャーを強調表示します。青いボックスは、加圧のための針を接続するための領域を強調表示します。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}

図3:レーザーカッター(A)レーザーカッター内の積層シートの画像。(B,C)レーザー切断後に除去するアクチュエータの画像。(C) アクチュエータの画像。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}

図4:針の接続。接着剤として接着剤(B)を用いて鈍い針(A)をバルーンアクチュエータに接続する工程を描いた画像。針はアクチュエータの狭い端に挿入され、はさみ(C)を使用して開き、PTFEテープ(D)で密封されます。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}

図5:曲げアクチュエータ(A)無加圧状態のアクチュエータの画像。(B)加圧状態のアクチュエータの画像。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
ディスカッション
ソフトアクチュエータの製造における重要なステップは、i)2D CAD設計です。適切な 2D レイアウトは、アクチュエータの変形(線形、二軸、曲げ、回転運動など)をディクテーションできます。ii) TPU層の積層。TPUフィルムは、レーザー切断の前に熱を押し付けられ、層が平らで、どこでもコンフォーマルコンタクトであることを確認します。iii)レーザーカット/溶接。最後のステップとして、積層TPU層はレーザー切断/柔らかいアクチュエータに溶接される。
プロトコルの成功率は100%の収率を生み出すことができます(例えば、我々は同時に20アクチュエータを作りました)。主な要因は、積層ステップです:最良の結果を得るために、TPUは、ヒートプレスプロセスの前に可能な限り平坦化する必要があります。 力センサーを使用してヒートプレスプレートの異なる領域を調べると、圧力分布が均一でないことが示される場合があります。不均一な圧力分布は、TPUシートの不完全な積層をもたらし、不完全なレーザー切断/溶接および漏出をもたらす可能性があります。あるいは、レーザー切断/溶接中のTPUフィルムの小さなしわによる不均一な熱伝達は、漏れを引き起こす可能性があります。
従来の方法と比較して、提案された方法は、いくつかの利点を有する:i)単純な2D設計。現在の方法では、アクチュエータをレーザーカット/溶接するために2D CAD設計のみが必要ですが(様々なパターンが1利用可能です)、シリコーン鋳造に基づく従来の製造方法には3D金型設計が必要です。ii)迅速な製造。CAD設計からTPU層の積層までの製造時間、レーザー切断/溶接まで数分で発生する可能性がありますが、従来の製造方法には数時間かかります。組み立てなしでソフトデバイスやソフトロボットを1ステップで製作することで、ソフトロボットやデバイスを異なるタイプのアクチュエータの組み合わせから設計でき、CADモデルは組み立てを必要とせずに1ステップで最終製品にレーザーカット/溶接することができます。例えば、2種類の曲げアクチュエータからなる4本の脚で構成される水泳ロボットは、前に示したように、組み立てステップを必要とせずにわずか数分で2D CAD設計から製造される。
この作業の将来の方向性として、異なるタイプの熱可塑性材料をソフトアクチュエータの製造に採用することができます。一般に、これらの材料はアクチュエータとして使用される弾性挙動を有する必要があります。硬い熱可塑性材料の適用は、モガダムら1の図S6に以前に特徴付けられたものと比較して、アクチュエータのより高いバースト圧力および高い遮断力をもたらし、0.1Nまでの力を示す。これにより、外骨格スイートなど、より高いブロッキング力が必要な場合にアクチュエータの適用を拡張することができる。
開示事項
著者たちは何も開示する必要はない。
謝辞
ダリオ心臓血管イメージング研究所の資金提供に感謝します。
資料
| Name | Company | Catalog Number | Comments |
| Force Sensor | Omega | KHLVA-102 | https://www.omega.co.uk/pptst/KHRA-KHLVA-KHA-SERIES.html |
| High Precision Dispensers Ultimus I | Nordson | http://www.nordsonefd.com/searchengines/google/en/AirPoweredDispensers/?gclid=CjwKCAjw36DpBRAYEiwAmVVDMPuZ50xXoyzK3gvnghCA7yZUfJg4o9V28yDHKjY5Gs159RJIcMk_choCJIgQAvD_BwE | |
| Laser Cutter VLS2.30 | Universal Laser System | https://www.ulsinc.com/products/platforms/vls2-30 | |
| PowerPress Heat Press | Power Heat Press | OX-A1 | https://www.howtoheatpress.com/power-press-15x15-heat-press-review/ |
| PTFE Thread Sealant tape | McMaster-Carr | 4934A11 | https://www.mcmaster.com/ptfe-tape |
| Stainless Steel Dispensing Needle | McMaster-Carr | 75165A754 | https://www.mcmaster.com/75165a754 |
| Super Glue Loctite 409 | Henkel | 229654 | https://www.henkel-adhesives.com/us/en/product/instant-adhesives/loctite_409.html |
| Thermoplastic polyurethane Airtech’s Stretchlon 200 | ACP Composites | v-11A | https://store.acpsales.com/products/3321/stretchlon-200-high-stretch-bag-film-60 |
| Universal Testing Systems | Instron | 5943 |
参考文献
- Moghadam, A. A. A., et al. Laser Cutting as a Rapid Method for Fabricating Thin Soft Pneumatic Actuators and Robots. Soft Robotics. 5 (4), 443-451 (2018).
- Paek, J. W., Cho, I., Kim, J. Y. Microrobotic tentacles with spiral bending capability based on shape-engineered elastomeric microtubes. Scientific Reports. 5, (2015).
- Gorissen, B., et al. Flexible pneumatic twisting actuators and their application to tilting micromirrors. Sensors and Actuators A-Physical. 216, 426-431 (2014).
- Gorissen, B., De Volder, M., De Greef, A., Reynaerts, D. Theoretical and experimental analysis of pneumatic balloon microactuators. Sensors and Actuators A-Physical. 168 (1), 58-65 (2011).
- Jeong, O. C., Konishi, S. All PDMS pneumatic microfinger with bidirectional motion and its application. Journal of Microelectromechanical Systems. 15 (4), 896-903 (2006).
- Konishi, S., Shimomura, S., Tajima, S., Tabata, Y. Implementation of soft microfingers for a hMSC aggregate manipulation system. Microsystems & Nanoengineering. 2, (2016).
- Lu, Y. W., Kim, C. J. Microhand for biological applications. Applied Physics Letters. 89 (16), (2006).
- Ikeuchi, M., Ikuta, K. Development of Pressure-Driven Micro Active Catheter using Membrane Micro Emboss Following Excimer Laser Ablation (MeME-X) Process. 2009 IEEE International Conference on Robotics and Automation. , Kobe, Japan. (2009).
- Sanan, S., Lynn, P. S., Griffith, S. T. Pneumatic Torsional Actuators for Inflatable Robots. Journal of Mechanisms and Robotics. 6 (3), 031003(2014).
- Veale, A. J., Xie, S. Q., Anderson, I. A. Modeling the Peano fluidic muscle and the effects of its material properties on its static and dynamic behavior. Smart Materials and Structures. 25 (6), (2016).
- Niiyama, R., Rognon, C., Kuniyoshi, Y. Printable Pneumatic Artificial Muscles for Anatomy-based Humanoid Robots. 2015 IEEE-RAS 15th International Conference on Humanoid Robots (Humanoids). , Seoul, South Korea. (2015).
- Niiyama, R., et al. Pouch Motors: Printable Soft Actuators Integrated with Computational Design. Soft Robotics. 2 (2), 59-70 (2015).
転載および許可
このJoVE論文のテキスト又は図を再利用するための許可を申請します
許可を申請さらに記事を探す
This article has been published
Video Coming Soon
Copyright © 2023 MyJoVE Corporation. All rights reserved