
Method Article
Produzione rapida di attuatori e robot pneumatici sottili e morbidi
In questo articolo
Riepilogo
Questo protocollo descrive un metodo per la produzione rapida di attuatori pneumatici morbidi e robot con un fattore di forma sottile. Il metodo di fabbricazione inizia con la laminazione dei fogli di poliuretano termoplastico (TPU) seguito dal taglio/saldatura laser di un modello bidimensionale per formare attuatori e robot.
Abstract
Questo protocollo descrive un metodo per la produzione rapida di attuatori pneumatici morbidi e robot con un fattore di forma ultrasottile utilizzando una pressa termica e una macchina per taglierini laser. Il metodo inizia con la laminazione dei fogli di poliuretano termoplastico (TPU) utilizzando una pressa termica per 10 minuti alla temperatura di 93 gradi centigradi. Successivamente, i parametri della macchina fresa laser sono ottimizzati per produrre un palloncino rettangolare con la massima pressione di scoppio. Utilizzando i parametri ottimizzati, gli attuatori morbidi sono tagliati al laser/saldati tre volte in sequenza. Successivamente, un ago di erogazione è attaccato all'attuatore, permettendone l'gonfiaggio. L'effetto dei parametri geometrici sulla deflessione dell'attuatore viene studiato sistematicamente variando la larghezza e la lunghezza del canale. Infine, le prestazioni dell'attuatore sono caratterizzate da una fotocamera ottica e un dispenser di fluidi. I metodi di fabbricazione convenzionali di attuatori pneumatici morbidi basati sullo stampaggio in silicone richiedono molto tempo (diverse ore). Si traducono anche in attuatori forti ma ingombranti, che limitano le applicazioni dell'attuatore. Inoltre, la microfabbricazione di sottili attuatori pneumatici richiede tempo e denaro. Il metodo di produzione proposto nel lavoro attuale risolve questi problemi introducendo un metodo di fabbricazione rapido, semplice ed economico di attuatori pneumatici ultrasottili.
Introduzione
Come passo avanti nella produzione di attuatori pneumatici molli, il metodo proposto illustra la rapida fabbricazione di attuatori pneumatici ultrasottili (70 m) in poliuretano termoplastico (TPU)1. Questi attuatori sono particolarmente utili nelle applicazioni che richiedono che i robot siano leggeri e/o si adattino all'interno di piccoli spazi. Tali applicazioni possono essere concepite come manipolatori chirurgici transcateter, attuatori indossabili, robot di ricerca e soccorso e robot volanti o nuotatori.
Il metodo di produzione convenzionale di sottili attuatori pneumatici morbidi, che si basa sullo stampaggio in silicone, richiede tempo (diverse ore) e molto impegnativo a causa della bassa risoluzione degli stampi stampati in 3D e delle difficoltà nella denaturazione di attuatori sottili (meno di 0,5 mm). In particolare, la fabbricazione di attuatori sottili richiede l'applicazione di strumenti e metodi specializzati2.
Le tecniche di microfabbricazione possono essere adottate per fabbricare attuatori sottili3,4,5,6,7. In alternativa, Ikeuchi et al. hanno sviluppato attuatori pneumatici sottili utilizzando membrana micro-embossing8. Questi metodi, anche se efficaci, richiedono strumenti costosi e richiedono molto tempo. Pertanto, hanno applicazioni limitate.
Paek et al. ha dimostrato un metodo semplice per la fabbricazione di attuatori morbidi su piccola scala utilizzando rivestimento a tuffo di modelli cilindrici2. Anche se efficace, ci sono due problemi con l'applicazione diffusa di questo metodo: In primo luogo, non è facile controllare lo spessore delle caratteristiche rivestite in dip, e in secondo luogo, la sua applicazione è limitata a un numero limitato di disegni tridimensionali (3D).
Gli attuatori di Peano9,10 e motori a sacca11,12 hanno disegni compatti bidimensionali (2D) che si traducono in sottili fattori di forma (cioè grandi aree con spessore ridotto). Veale et al. segnalato lo sviluppo di attuatori lineari Peano in plastica rinforzata e compositi tessile-silicone1,8. Niiyama e altri hanno sviluppato motori a sacca utilizzando pellicole termoplastiche prodotte da stampi a caldo e sistemi di disegno del calore11,12.
Mentre il design 2D degli attuatori e dei motori a sacca di Peano li rende molto sottili nel loro stato non inttuato, all'inflazione la loro camera a volume zero si espande ad un volume relativamente grande, limitando così la loro applicazione per il funzionamento in spazi limitati come terapie transcatetere o missioni di ricerca e soccorso1. A differenza di questi disegni, gli attuatori morbidi proposti nel metodo attuale possono azionare con ceppi relativamente piccoli. Così, anche nello stato azionato occupano spazi relativamente piccoli1.
Protocollo
1. Arrotondare i fogli TPU premendo a scalda
- Calibrare un sensore di forza da utilizzare nella pressa termica.
- Sandwich il sensore di forza tra due strati di silicone (50 mm x 50 mm x 3 mm di spessore). Posizionare il sensore di forza e gli strati di silicone tra le piastrine/incudini di compressione della macchina tensile. Diminuire la distanza tra le piastrine ruotando la manopola della pressa termica in senso orario e annotare la forza e la resistenza del sensore.
- Misurare l'area del sensore utilizzando una pinza digitale e dividere i valori di forza per l'area misurata per ottenere i dati di pressione. Adattare una linea lineare ai dati di pressione e resistenza utilizzando un foglio di calcolo per calibrare il sensore.
- Posizionare il sensore di forza all'interno della pressa termica e girare la manopola di pressione fino a quando non viene letta dal sensore una pressione di 200 kPa.
- Indossare guanti per evitare qualsiasi contaminazione delle pellicole TPU.
- Tagliare quattro strati di TPU con forbici o una fresa laser per adattarsi alle piastre di pressa termica (30 mm x 30 mm). Posizionare i quattro fogli in modo che tutti e quattro i bordi siano allineati.
- Posizionare i fogli TPU all'interno della pressa termica.
- Impostare la temperatura della pressa termica a . Chiudere completamente la pressa termica.
- Tenere le pellicole all'interno della pressa termica per 10 min. Aprire la pressa termica e rimuovere le pellicole TPU laminate da tagliare al laser al passaggio 3.12.
2. Trovare i parametri laser ottimali
- Come descritto nella sezione 1, premere a caldo due strati di TPU.
- Utilizzando un software di progettazione assistita dal computer (CAD), progettare un quadrato con lati da 20 mm e un rettangolo di 4 mm x 8 mm che fungerà da inseridimento del fumetto quadrato.
- Taglio/saldatura laser del motivo quadrato dal punto 2.2 dei livelli TPU dal passaggio 2.1 utilizzando le seguenti impostazioni nel software della fresa laser: impostare impulsi per pollice (PPI) a 500, variare la potenza dal 10% al 100% e per ogni valore di potenza la velocità varia dal 10% al 100%.
- Tagliare la fine dell'inseridio del palloncino quadrato con le forbici.
- Inserire un ago all'interno dell'entrata a palloncino quadrato, applicare la colla (Tabella dei materiali) intorno ad esso e avvolgere il nastro in politetrafluoroethene (PTFE) intorno alla connessione.
NOTA: Dopo 5 min è pronto per l'uso. - Identificare la pressione media di scoppio del palloncino quadrato gonfiandolo con un dispenser di fluidi preciso.
- Aumentare la pressione del palloncino utilizzando il dispenser di fluidi preciso fino a scoppiare. Misurare e annotare la pressione di scoppio. Ripetere questo passaggio 5x e ottenere la pressione media di scoppio.
- Ripetete i passaggi da 2,1 a 2,7 per l'intera gamma di valori di potenza e velocità e identificate la pressione massima di burst del pallone quadrato e i valori di potenza e velocità associati come parametri ottimali per la macchina laser.
3. Fabbricazione degli attuatori mediante taglio/saldatura laser
- Progettare il modello di attuatore desiderato utilizzando il software CAD.
NOTA: AutoCAD 2017 viene utilizzato in questo protocollo. - Selezionare l'intero progetto nel software CAD evidenziando tutti i segmenti del progetto.
- Nella barra delle applicazioni nella sezione Proprietà, modificare lo spessore della linea su 0 mm per il software stampare correttamente nella fresa laser.
- Dalla barra delle applicazioni, seleziona Stampa. Modificare il nome della stampante in "VLS2.30" nel menu.
- In Impostazioni stampante, scegliere il formato carta come Orizzontale definito dall'utente.
- Nella sezione Scala di stampa, deselezionate l'opzione Adatta alla carta, quindi ridimensionate le dimensioni dell'immagine in modo da 1 mm e un'unità di lunghezza.
- In Offset di stampa (Origine impostata su area stampabile) selezionare al centro l'opzione Stampa.
- Accendere il filtro dell'aria premendo il pulsante di accensione.
- Accendere la fresa laser premendo il pulsante di accensione o facendo clic sull'icona di accensione sul software Universal Laser System Control Panel.
- Nell'opzione Impostazione, impostare la velocità : 60%, PPI e 500 e potenza : 80%.
NOTA: potrebbe essere necessario modificare questi parametri in base alla potenza laser specifica del sistema in uso. - Utilizzando lo strumento Vista messa a fuoco, spostare il puntatore laser nell'angolo superiore sinistro e nell'angolo inferiore destro del motivo per assicurarsi che l'intero motivo si adatti alle pellicole TPU laminate (30 mm x 30 mm) realizzate nel passaggio 1.10.
- Per mettere a fuoco la macchina laser, spostare il carrello dell'obiettivo al centro del tavolo. Posizionare lo strumento di messa a fuoco sul tavolo e spostare la tabella verso l'alto fino a quando la parte superiore dello strumento di messa a fuoco tocca la parte anteriore del carrello dell'obiettivo. Quindi, spostare la tabella lentamente fino a quando il carrello dell'obiettivo colpisce la tacca dello strumento di messa a fuoco e lo urta in avanti.
NOTA: Il laser è concentrato e pronto per l'uso con i parametri in 3.11. - Senza cambiare la posizione del foglio TPU, eseguire di nuovo il laser, ma diminuire la velocità : 55%, aumentare la potenza 85% e mantenere PPI 500.
- Eseguire una terza serie del laser per assicurarsi che non vi siano perdite nell'attuatore. Impostare la velocità di aumentare il 50%, aumentare la potenza del 90% e mantenere PPI - 500.
4. Legare gli aghi di erogazione in acciaio inox con una connessione di blocco Luer
- Tagliare l'estremità dell'inseritore dell'attuatore a palloncino con le forbici.
- Inserire un ago all'interno dell'entrata dell'attuatore del palloncino, applicare la colla intorno ad esso e avvolgere il nastro PTFE intorno alla connessione.
NOTA: Dopo 5 min è pronto per l'uso.
5. Caratterizzazione degli attuatori morbidi
- Montare una telecamera sopra l'attuatore con una distanza sufficiente in modo che l'attuatore sia in piena vista all'interno della fotocamera in entrambi i suoi stati pressurizzati e non pressurizzati.
- Tenere l'attuatore in un orientamento tale che la sua deflessione sulla pressurizzazione sia ortogonale alla fotocamera.
- Aumentare la pressione dell'attuatore con un distributore di liquidi preciso fino a deviare nella sua gamma completa senza scoppiare. Assumere l'intera gamma come la deviazione massima dell'attuatore senza alcuna deformazione plastica o perdite o scoppio a causa di sovrainflazione.
- Aumentare la pressione dell'attuatore fino a raggiungere il 20% della sua gamma completa e annotare la pressione.
- Scattare una foto dell'attuatore utilizzando la fotocamera dal passaggio 5.1, quindi utilizzare un software di elaborazione delle immagini (ad esempio, imageJ) per misurare le coordinate X e Y della punta dell'attuatore nell'immagine.
- Ripetere i passaggi 5.4 e 5.5 fino a raggiungere l'intera gamma di deflessione dell'attuatore.
- Traccia retribuivo A X-Y della deviazione dell'attuatore rispetto alla pressione di gonfiaggio utilizzando un software di plottaggio.
Risultati
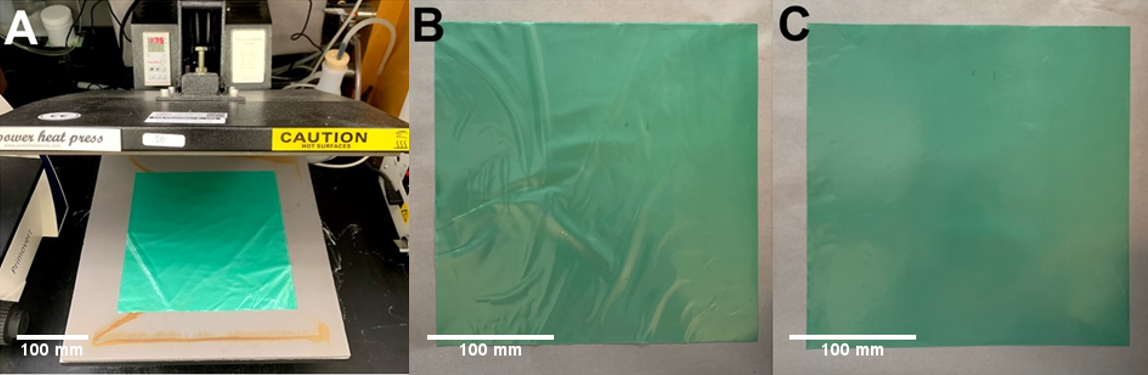
Per dimostrare il metodo proposto, mostriamo la fabbricazione di un singolo attuatore di piegatura. Per fabbricare questo attuatore, quattro fogli di TPU di dimensione 25 cm x 25 cm sono stati tagliati, impilati insieme e poi levigati utilizzando una pressa termica (Figura 1A). Seguendo il protocollo, la pressa termica è stata applicata per 10 minuti ad una temperatura prestabilita di 200 gradi centigradi. Le rughe nei fogli laminati possono causare problemi di incollaggio durante la fase di taglio del laser, garantendo quindi una superficie perfettamente liscia è fondamentale per risultati riproducibili. Ad esempio, Figura 1B Mostra una laminazione risultante che contiene rughe che non produrrà i risultati desiderati, mentre Figura 1C Mostra una laminazione risultante che è sufficientemente piatta per produrre i risultati desiderati.
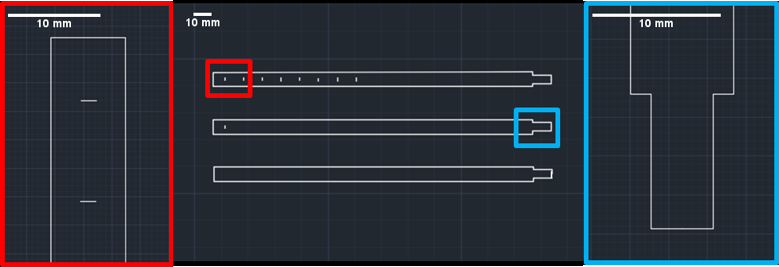
Il design 2D dell'attuatore pneumatico è stato disegnato in AutoCAD. Questo attuatore è stato realizzato semplicemente disegnando un rettangolo di 8 mm x 150 mm. Un motivo lineare di otto linee, ciascuna lunga 1,34 mm, è stato aggiunto al centro del disegno con una spaziatura di 10 mm (evidenziata in rosso nella figura 2). Infine, l'apertura dell'attuatore (evidenziata in blu nella Figura 2) è stata progettata aggiungendo un rettangolo aperto di 4 mm x 8 mm. Un file AutoCAD (.dwg) per questo attuatore lineare di esempio è disponibile nel campo Materiale supplementare.
La pila laminata a quattro strati di TPU è stata poi collocata nella macchina di taglio laser (Figura 3A) e il progetto 2D è stato importato utilizzando il software della macchina di taglio laser. Lo strumento Messa a fuoco sulla fresa laser ha verificato l'adattamento della posizione del disegno 2D sui fogli TPU laminati. Per una prima corsa, il taglio laser è stato impostato a velocità : 60%, potenza - 80% e PPI - 500. Una volta completato, senza cambiare la posizione dei fogli di poliuretano, una seconda tiratura con nuove impostazioni è stata avviata a velocità : 55%, potenza - 85%, e PPI - 500. Lo stesso processo è stato ripetuto con nuove impostazioni per la terza volta alla velocità - 50%, potenza - 90% e PPI - 500. Diminuire la velocità e aumentare la potenza espone l'attuatore pneumatico alla fonte di calore per un tempo più lungo e permette di sciogliersi e legare per garantire un palloncino senza perdite che può separarsi facilmente dal resto del foglio TPU (Figura 3B). Va notato che la fresa laser è sempre contemporaneamente taglio e saldatura della TPU; il taglio e la saldatura non sono fatti in passaggi separati o ottenuti da impostazioni diverse.
Per associare l'attuatore a un'unità di alimentazione dell'aria, l'apertura dell'attuatore è stata tagliata con forbici e un ago in acciaio inossidabile (Figura 4B) è stato inserito tra il secondo e il terzo strato dell'attuatore a taglio laser. Per mantenere un sistema privo di perdite, l'esterno dell'ago era coperto di colla in anticipo (Figura 4C). Quindi l'interfaccia dell'attuatore e dell'ago in acciaio inossidabile è stata avvolta strettamente con nastro PTFE (Figura 4D).
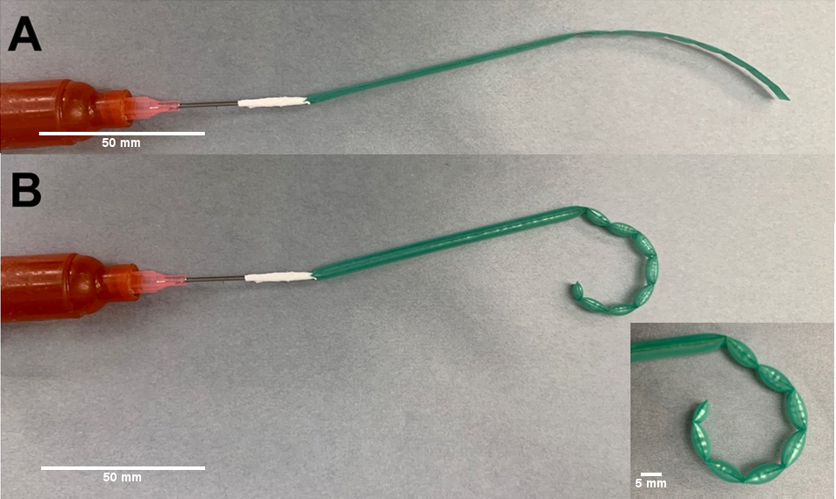
Infine, utilizzando un distributore di fluidi digitale, l'attuatore pneumatico (Figura 5A) è stato gonfiato a una pressione di 5 psi per osservare una deviazione nella regione in cui è stata progettata la serie di linee (Figura 5B).

Figura 1: fogli di pressatura termica. (A) Immagine della pressa termica con i fogli TPU da laminare. (B) Esempio di fogli scarsamente laminati con rughe eccessive. (C) Esempio di fogli laminati con successo con una superficie liscia. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 2: Progettazione dell'attuatore. Immagine di un disegno CAD utilizzato per formare un singolo attuatore di piegatura. Il disegno in basso mostra il contorno dell'attuatore, il disegno centrale mostra una singola linea aggiunta come funzione di piegatura e il disegno superiore mostra un attuatore completo. La casella rossa evidenzia le feature che formano la regione di piegatura dell'attuatore. La casella blu evidenzia la regione per il collegamento di un ago per la pressurizzazione. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 3: Fresa laser. (A) Immagine dei fogli laminati in una fresa laser. (B,C) Immagine dell'attuatore da rimuovere dopo il taglio laser. (C) Immagine dell'attuatore. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 4: connessione dell'ago. Immagini che illustrano i passaggi per collegare un ago smussato (A) a un attuatore a palloncino utilizzando la colla (B) come adesivo. L'ago viene inserito nell'estremità stretta dell'attuatore, che viene aperto con le forbici (C) e sigillato con nastro PTFE (D). Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 5: Attuatore piegatura. (A) Immagine dell'attuatore in uno stato non pressurizzato. (B) Immagine dell'attuatore in uno stato pressurizzato. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
Materiale supplementare. Fare clic qui per scaricare questo file.
Discussione
I passaggi critici nella fabbricazione degli attuatori morbidi includono: i) Il design CAD 2D. Un layout 2D adeguato può dettare la deformazione dell'attuatore (ad esempio il movimento lineare, biassiale, di piegatura e rotazionale). ii) Laminazione degli strati TPU. Le pellicole TPU sono pressate a caldo prima del taglio laser per assicurarsi che gli strati siano piatti e in contatto conforme ovunque. iii) Taglio/saldatura laser. Come passo finale, gli strati TPU laminati sono tagliati al laser / saldati in attuatori morbidi.
Il tasso di successo del protocollo può produrre una resa del 100% (ad esempio, abbiamo realizzato 20 attuatori contemporaneamente). Il fattore principale è la fase di laminazione: per ottenere i migliori risultati, la TPU deve essere appiattita il più possibile prima del processo di pressa termica. L'esame di diverse aree della piastra di pressa termica con un sensore di forza può mostrare che la distribuzione della pressione non è uniforme. La distribuzione non uniforme della pressione può provocare laminazione imperfetta dei fogli TPU, che a sua volta si traduce in taglio/saldatura laser imperfetta e perdite. In alternativa, il trasferimento di calore non uniforme dovuto a piccole rughe nella pellicola TPU durante il taglio/saldatura laser può causare perdite.
Rispetto ai metodi convenzionali, il metodo proposto ha diversi vantaggi tra cui: i) semplice progettazione 2D. Mentre il metodo attuale richiede solo progetti CAD 2D per tagliare al laser / saldare gli attuatori (vari modelli sono disponibili1), i metodi di fabbricazione convenzionali basati sulla fusione in silicone richiedono un disegno di stampo 3D. ii) Fabbricazione rapida. Il tempo di fabbricazione dalla progettazione CAD alla laminazione degli strati DiP e del taglio/saldatura laser può avvenire in diversi minuti, mentre il metodo di fabbricazione convenzionale richiederà diverse ore. Permettendo la fabbricazione di dispositivi morbidi e robot morbidi in un unico passaggio, senza assemblaggio, robot e dispositivi morbidi possono essere progettati da una combinazione di diversi tipi di attuatori, e il modello CAD può essere tagliato / saldato laser nel prodotto finale in un unico passaggio senza richiedere alcun assemblaggio. Ad esempio, un robot che nuota, composto da quattro gambe ciascuna composta da due tipi di attuatori di piegatura, è fabbricato da un progetto CAD 2D in pochi minuti senza richiedere alcuna fase di assemblaggio, come precedentemente dimostrato1.
Come direzione futura di questo lavoro, diversi tipi di materiali termoplastici possono essere adottati per la fabbricazione degli attuatori morbidi. Generalmente, questi materiali devono avere un comportamento elastico per essere utilizzati come attuatori. L'applicazione di materiale termoplastico più rigido si tradurrà in una maggiore pressione di scoppio e una maggiore forza di blocco degli attuatori rispetto a quelli precedentemente caratterizzati nella Figura S6 di Moghadam et al.1, mostrando forze fino a 0,1 N. Così, può estendere l'applicazione degli attuatori ai casi in cui è richiesta una forza di blocco maggiore, come le suite di esoscheletro.
Divulgazioni
Gli autori non hanno nulla da rivelare.
Riconoscimenti
Ringraziamo il Dalio Institute of Cardiovascular Imaging per aver finanziato questo lavoro.
Materiali
| Name | Company | Catalog Number | Comments |
| Force Sensor | Omega | KHLVA-102 | https://www.omega.co.uk/pptst/KHRA-KHLVA-KHA-SERIES.html |
| High Precision Dispensers Ultimus I | Nordson | http://www.nordsonefd.com/searchengines/google/en/AirPoweredDispensers/?gclid=CjwKCAjw36DpBRAYEiwAmVVDMPuZ50xXoyzK3gvnghCA7yZUfJg4o9V28yDHKjY5Gs159RJIcMk_choCJIgQAvD_BwE | |
| Laser Cutter VLS2.30 | Universal Laser System | https://www.ulsinc.com/products/platforms/vls2-30 | |
| PowerPress Heat Press | Power Heat Press | OX-A1 | https://www.howtoheatpress.com/power-press-15x15-heat-press-review/ |
| PTFE Thread Sealant tape | McMaster-Carr | 4934A11 | https://www.mcmaster.com/ptfe-tape |
| Stainless Steel Dispensing Needle | McMaster-Carr | 75165A754 | https://www.mcmaster.com/75165a754 |
| Super Glue Loctite 409 | Henkel | 229654 | https://www.henkel-adhesives.com/us/en/product/instant-adhesives/loctite_409.html |
| Thermoplastic polyurethane Airtech’s Stretchlon 200 | ACP Composites | v-11A | https://store.acpsales.com/products/3321/stretchlon-200-high-stretch-bag-film-60 |
| Universal Testing Systems | Instron | 5943 |
Riferimenti
- Moghadam, A. A. A., et al. Laser Cutting as a Rapid Method for Fabricating Thin Soft Pneumatic Actuators and Robots. Soft Robotics. 5 (4), 443-451 (2018).
- Paek, J. W., Cho, I., Kim, J. Y. Microrobotic tentacles with spiral bending capability based on shape-engineered elastomeric microtubes. Scientific Reports. 5, (2015).
- Gorissen, B., et al. Flexible pneumatic twisting actuators and their application to tilting micromirrors. Sensors and Actuators A-Physical. 216, 426-431 (2014).
- Gorissen, B., De Volder, M., De Greef, A., Reynaerts, D. Theoretical and experimental analysis of pneumatic balloon microactuators. Sensors and Actuators A-Physical. 168 (1), 58-65 (2011).
- Jeong, O. C., Konishi, S. All PDMS pneumatic microfinger with bidirectional motion and its application. Journal of Microelectromechanical Systems. 15 (4), 896-903 (2006).
- Konishi, S., Shimomura, S., Tajima, S., Tabata, Y. Implementation of soft microfingers for a hMSC aggregate manipulation system. Microsystems & Nanoengineering. 2, (2016).
- Lu, Y. W., Kim, C. J. Microhand for biological applications. Applied Physics Letters. 89 (16), (2006).
- Ikeuchi, M., Ikuta, K. Development of Pressure-Driven Micro Active Catheter using Membrane Micro Emboss Following Excimer Laser Ablation (MeME-X) Process. 2009 IEEE International Conference on Robotics and Automation. , Kobe, Japan. (2009).
- Sanan, S., Lynn, P. S., Griffith, S. T. Pneumatic Torsional Actuators for Inflatable Robots. Journal of Mechanisms and Robotics. 6 (3), 031003(2014).
- Veale, A. J., Xie, S. Q., Anderson, I. A. Modeling the Peano fluidic muscle and the effects of its material properties on its static and dynamic behavior. Smart Materials and Structures. 25 (6), (2016).
- Niiyama, R., Rognon, C., Kuniyoshi, Y. Printable Pneumatic Artificial Muscles for Anatomy-based Humanoid Robots. 2015 IEEE-RAS 15th International Conference on Humanoid Robots (Humanoids). , Seoul, South Korea. (2015).
- Niiyama, R., et al. Pouch Motors: Printable Soft Actuators Integrated with Computational Design. Soft Robotics. 2 (2), 59-70 (2015).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati