
Method Article
얇은 연공압 액추에이터 및 로봇의 신속한 제조
요약
이 프로토콜은 얇은 폼 팩터를 가진 부드러운 공압 액추에이터 및 로봇의 신속한 제조 방법을 설명합니다. 제조 방법은 열가소성 폴리 우레탄 (TPU) 시트의 적층과 액추에이터와 로봇을 형성하는 2 차원 패턴의 레이저 절단 / 용접으로 시작합니다.
초록
이 프로토콜은 열 프레스 및 레이저 커터 기계를 사용하여 초박형 폼 팩터를 가진 소프트 공압 액추에이터 및 로봇의 신속한 제조 방법을 설명합니다. 이 방법은 ~ 93 °C의 온도에서 10 분 동안 열 프레스를 사용하여 열가소성 폴리 우레탄 (TPU) 시트의 적층으로 시작합니다. 다음으로, 레이저 커터 기계의 파라미터는 최대 버스트 압력의 직사각형 풍선을 생성하도록 최적화됩니다. 최적화된 파라미터를 사용하여 소프트 액추에이터는 레이저 절단/용접을 세 번 순차적으로 합니다. 다음으로, 디스펜싱 바늘이 액추에이터에 부착되어 팽창될 수 있습니다. 액추에이터의 편향에 대한 기하학적 파라미터의 효과는 채널 폭과 길이를 변화시켜 체계적으로 연구됩니다. 마지막으로, 액추에이터의 성능은 광학 카메라와 유체 디스펜서를 사용하는 것이 특징입니다. 실리콘 성형을 기반으로 하는 연공액추에이터의 종래의 제조 방법은 시간이 많이 소요된다(몇 시간). 또한 강력하지만 부피가 큰 액추에이터를 생성하여 액추에이터의 응용 프로그램을 제한합니다. 또한 얇은 공압 액추에이터의 미세 가공은 시간과 비용이 많이 듭니다. 현재 작업에서 제안 된 제조 방법은 초박형 공압 액추에이터의 빠르고 간단하고 비용 효율적인 제조 방법을 도입하여 이러한 문제를 해결합니다.
서문
연공액 액추에이터의 제조에서 한 걸음 앞으로, 제안 된 방법은 열가소성 폴리 우레탄 (TPU)으로 만든 초박형 (~ 70 μm) 공압 액추에이터의 신속한 제조를 보여줍니다 1. 이 액추에이터는 로봇이 가볍거나 작은 공간 내에 장착되어야 하는 응용 분야에서 특히 유용합니다. 이러한 응용 프로그램은 경피 수술 조작기, 웨어러블 액추에이터, 수색 및 구조 로봇, 비행 또는 수영 로봇으로 구상 될 수있다.
실리콘 성형을 기반으로 하는 얇은 연질 공압 액추에이터의 기존 제조 방법은 3D 프린팅 금형의 낮은 분해능과 얇은 액추에이터(0.5mm 미만)의 탈장 어려움으로 인해 시간이 많이 걸리고 매우 까다롭습니다. 특히, 얇은 액추에이터의 제작은 특수 공구 및 방법2의적용을 필요로한다.
미세 제작 기술은 얇은 액추에이터3,4,5,6,7을제작하기 위해 채택 될 수있다. 양자택일로, Ikeuchi 외. 멤브레인 마이크로 엠보싱8를사용하여 얇은 공압 액추에이터를 개발하였다. 이러한 방법은 효과적이지만 비용이 많이 드는 도구가 필요하며 시간이 많이 걸립니다. 따라서 응용 프로그램이 제한되어 있습니다.
Paek et al.은 원통형 템플릿의 딥 코팅을 사용하여 소규모 소프트 액추에이터의 제조를 위한 간단한 방법을입증하였다 2. 효과적이지만, 이 방법의 광범위한 적용에 두 가지 문제가 있다: 첫째, 딥 코팅 피처의 두께를 제어하기가 쉽지 않으며, 둘째, 그 적용은 제한된 수의 3차원(3D) 설계로 제한된 수의 설계로 제한된다.
Peano 액추에이터9,10 및 파우치 모터(11,12)는 얇은 폼 팩터 (즉, 두께가 작은 넓은 영역)를 초래하는 컴팩트한 2 차원 (2D) 디자인을 가지고 있습니다. Veale et al. 보고 선형 Peano 액추에이터 강화 플라스틱 및 섬유 실리콘 복합재료로만든1,8. Niiyama 외. 열 스탬핑 및 열 그리기 시스템에 의해 제조 된 열가소성 필름을 사용하여 파우치 모터를 개발11,12.
Peano 액추에이터와 파우치 모터의 2D 설계는 작동되지 않은 상태에서 매우 얇아지지만, 인플레이션시 제로 볼륨 챔버는 상대적으로 큰 부피로 확장되어 트랜스카테터 테라피 또는 수색 및 구조 임무와 같은 제한된 공간에서작동을 위한 적용을 제한합니다1. 이러한 설계와 는 달리, 현재 방법에서 제안 된 소프트 액추에이터는 상대적으로 작은 균주와 작동 할 수 있습니다. 따라서, 심지어 작동 상태에서 그들은 상대적으로 작은 공간을 차지1.
프로토콜
1. 열 가압에 의해 TPU 시트를 부드럽게
- 열 프레스에 사용할 힘 센서를 보정합니다.
- 두 층의 실리콘(50mm x 50mm x 3mm 두께)사이에 힘 센서를 끼워 넣습니다. 인장 기계의 압축 판/모루 사이에 힘 센서와 실리콘 층을 놓습니다. 열 프레스의 손잡이를 시계 방향으로 돌려 플레이트 사이의 거리를 줄이고 센서의 힘과 저항을 적어 둡니다.
- 디지털 캘리퍼스를 사용하여 센서의 면적을 측정하고 힘 값을 측정 된 영역으로 나누어 압력 데이터를 얻습니다. 센서를 보정하기 위해 스프레드시트를 사용하여 압력 대 저항 데이터에 선형 선을 맞춥습니다.
- 힘 센서를 열 프레스 내부에 놓고 센서에서 ~ 200 kPa의 압력을 읽을 때까지 압력 노브를 돌립니다.
- TPU 필름의 오염을 방지하기 위해 장갑을 착용하십시오.
- 열 프레스 플레이트(30mm x 30mm)에 맞게 가위 또는 레이저 커터로 TPU 의 4층을 잘라냅니다. 네 개의 모서리가 모두 정렬되도록 네 시트를 배치합니다.
- TPU 시트를 열 프레스 내부에 놓습니다.
- 열 프레스의 온도를 ~200 °F (~ 93 °C)로 설정합니다. 열 프레스를 완전히 닫습니다.
- 10 분 동안 열 프레스 내부에 필름을 유지. 열 프레스를 열고 단계 3.12에서 레이저 절단 할 적층 TPU 필름을 제거합니다.
2. 최적의 레이저 파라미터 찾기
- 섹션 1에 설명된 바와 같이, TPU의 2층을 가열프레스한다.
- CAD(컴퓨터 지원 설계) 소프트웨어를 사용하여 20mm 측면이 있는 사각형과 4mm x 8mm의 사각형을 설계하여 사각형 풍선의 입구 역할을 합니다.
- 레이저 절단 / 레이저 커터 소프트웨어의 다음 설정을 사용하여 2.1 단계에서 TPU 층에서 2.2 단계에서 정사각형 패턴을 용접 : 인치 당 펄스를 설정 (PPI)에서 500, 전력의 각 값은 10 %에서 100 %까지 의 속도를 변화한다.
- 가위로 사각형 풍선의 입구의 끝을 잘라.
- 정사각형 풍선 입구 내부에 바늘을 삽입하고 접착제(재료 표)를붙이고 연결 주위에 폴리 테트라 플루오로에렌 (PTFE) 테이프를 감쌉니다.
참고 : 5 분 후에 사용할 준비가되었습니다. - 정확한 유체 디스펜서로 팽창시켜 사각형 풍선의 평균 버스트 압력을 식별합니다.
- 정확한 유체 디스펜서를 사용하여 풍선이 터질 때까지 풍선의 압력을 높입니다. 버스트 압력을 측정하고 적어 둡니다. 이 단계를 5x 반복하고 평균 버스트 압력을 얻습니다.
- 전력 및 속도 값의 전체 범위에 대해 2.1-2.7 단계를 반복하고 정사각형 풍선의 최대 버스트 압력과 관련 전력 및 속도 값을 레이저 기계의 최적의 매개 변수로 식별합니다.
3. 레이저 절단 / 용접에 의해 액추에이터 제조
- CAD 소프트웨어를 사용하여 원하는 액추에이터 패턴을 설계합니다.
참고: AutoCAD 2017은 이 프로토콜에 사용됩니다. - 설계의 모든 세그먼트를 강조 표시하여 CAD 소프트웨어에서 전체 설계를 선택합니다.
- 속성 섹션 아래의 작업 표시줄에서 소프트웨어가 레이저 커터에 성공적으로 인쇄될 수 있도록 선 무게를 0mm로 변경합니다.
- 작업 표시줄에서 인쇄를선택합니다. 메뉴에서 프린터 이름을 "VLS2.30"으로 변경합니다.
- 프린터 설정에서용지 크기를 사용자 정의 가로로선택합니다.
- 플롯 축척 섹션에서 용지에 맞추기 옵션을 선택 해제한 다음 이미지 크기를 1mm = 길이 의 한 단위로 배율 조정합니다.
- 플롯 간격띄우기(인쇄 가능한 영역으로 원점 설정)에서 플롯 중심 옵션을 선택합니다.
- 전원 버튼을 눌러 에어 필터를 켭니다.
- 전원 버튼을 누르거나 범용 레이저 시스템 제어판 소프트웨어의 전원 아이콘을 클릭하여 레이저 커터를 켭니다.
- 설정 옵션에서 속도 = 60%, PPI = 500, 전원 = 80%를 설정합니다.
참고: 이러한 파라미터는 사용 중인 시스템의 특정 레이저 전력에 따라 변경해야 할 수 있습니다. - 포커스 뷰 도구를 사용하여 레이저 포인터를 패턴의 왼쪽 상단 모서리와 오른쪽 아래 모서리로 이동하여 전체 패턴이 1.10단계에서 만들어진 적층 된 TPU 필름 (30mm x 30mm) 내부에 맞는지 확인합니다.
- 레이저 기계에 초점을 맞추려면 렌즈 캐리지의 중앙을 테이블 중앙으로 이동합니다. 포커스 도구를 테이블에 놓고 초점 도구의 상단이 렌즈 캐리지의 전면에 닿을 때까지 테이블을 위로 이동합니다. 그런 다음 렌즈 캐리지가 초점 도구의 노치에 닿을 때까지 테이블을 천천히 위로 이동하여 앞으로 범프합니다.
참고: 레이저는 3.11의 매개 변수와 함께 사용할 준비가 되어 있습니다. - TPU 시트의 위치를 변경하지 않고, 다시 레이저를 실행하지만, 속도 = 55 %를 감소, 전력 = 85 %를 증가하고 PPI = 500을 유지합니다.
- 액추에이터에 누출이 없는지 확인하기 위해 레이저의 세 번째 실행을 수행합니다. 속도 = 50%를 설정하고, 전력 = 90%를 증가시키고 PPI = 500을 유지합니다.
4. 루어 잠금 연결로 스테인레스 스틸 디스펜싱 바늘 접합
- 가위로 풍선 액추에이터 입구의 끝을 잘라.
- 풍선 액추에이터 입구 내부에 바늘을 삽입하고 접착제를 적용하고 PTFE 테이프를 연결 주위에 감쌉니다.
참고 : 5 분 후에 사용할 준비가되었습니다.
5. 소프트 액추에이터의 특성화
- 충분한 거리의 액추에이터 위에 카메라를 장착하여 액추에이터가 가압 및 가압되지 않은 상태에서 카메라 내에서 전체 보기에 있도록 합니다.
- 가압 시 편향이 카메라에 직교되도록 액추에이터를 방향으로 잡습니다.
- 정확한 유체 디스펜서로 액추에이터의 압력을 증가시키고 파열없이 전체 범위로 굴절될 때까지 증가시다. 과인플레이션으로 인한 소성 변형이나 누설 또는 파열없이 액추에이터의 최대 편향으로 전체 범위를 가정합니다.
- 액추에이터 압력이 전체 범위의 ~ 20 %에 도달 할 때까지 증가시키고 압력을 적어 둡니다.
- 5.1단계에서 카메라를 사용하여 액추에이터의 사진을 찍은 다음 이미지 프로세싱 소프트웨어(예를 들어, imageJ)를 사용하여 이미지에서 액추에이터의 팁의 X-및 Y 좌표를 측정합니다.
- 액추에이터 편향의 전체 범위에 도달할 때까지 5.4 및 5.5 단계를 반복합니다.
- 플로팅 소프트웨어를 사용하여 액추에이터의 편향과 인플레이션 압력의 X-Y 그래프를 플로팅합니다.
결과
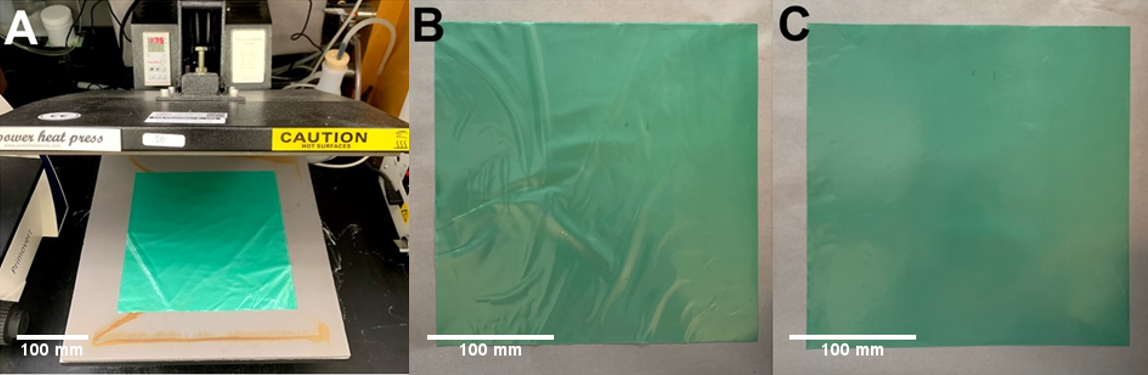
제안 된 방법을 설명하기 위해, 우리는 하나의 굽힘 액추에이터의 제조를 보여줍니다. 이 액추에이터를 제작하기 위해 치수 25 cm x 25cm의 TPU 4 장을 잘라서 함께 쌓은 다음 열 프레스를 사용하여 부드럽게 했습니다(그림 1A). 프로토콜에 따라, 열 프레스를 200°F의 설정 온도에서 10분 동안 적용하였다. 적층 시트의 주름은 레이저 절단 단계 동안 접합에 문제가 발생할 수 있으므로 완벽하게 매끄러운 표면을 보장하는 것은 재현 가능한 결과를 위해 중요합니다. 예를 들어 그림 1B는 원하는 결과를 생성하지 않는 주름을 포함하는 결과 적층을 보여주고, 그림 1C는 원하는 결과를 생성하기에 충분히 평평한 결과 적층을 나타낸다.
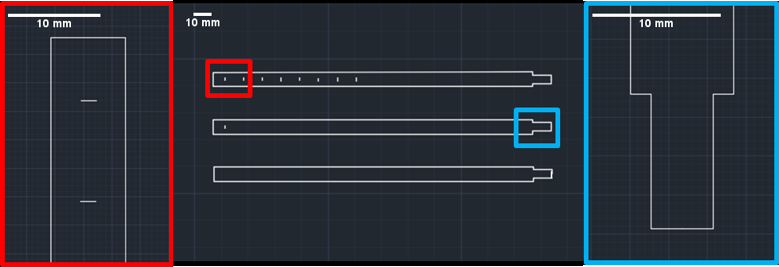
공압 액추에이터의 2D 디자인은 AutoCAD에 그려졌습니다. 이 액추에이터는 8mm x 150mm의 직사각형을 그리기만 하면 됩니다. 길이가 1.34mm인 8개의 선의 선형 패턴이 10mm 간격으로 설계 중앙에 추가되었습니다(그림 2에서빨간색으로 강조 표시). 마지막으로, 액추에이터의 개구부(그림 2에서파란색으로 강조 표시)는 4mm x 8mm의 개방형 직사각형을 추가하여 설계되었습니다. 이 샘플 선형 액추에이터에 대한 AutoCAD 파일(.dwg)은 보충 재질에서사용할 수 있습니다.
TPU의 적층 4층 스택을 레이저 커팅머신(그림 3A)에배치하고 2D 설계를 레이저 커팅 머신의 소프트웨어를 사용하여 수입하였다. 레이저 커터의 포커스 도구는 적층 된 TPU 시트에서 2D 도면의 위치의 맞춤을 확인했습니다. 첫 번째 실행을 위해, 레이저 컷은 속도 = 60 %, 전력 = 80 %, PPI = 500으로 설정되었다. 일단 완료되면, 폴리 우레탄 시트의 위치를 변경하지 않고, 새로운 설정과 두 번째 실행은 속도 = 55 %, 전력 = 85 %, PPI = 500에서 시작되었다. 동일한 프로세스는 속도 = 50 %, 전력 = 90 %, PPI = 500에서 세 번째로 새로운 설정으로 반복되었습니다. 속도를 낮추고 전력을 증가시켜 공압 액추에이터를 장시간 열원에 노출시키고 녹이고 접합하여 TPU 시트의 나머지 부분과 쉽게 분리할 수 있는 누출방지 풍선을 확보할 수있습니다(그림 3B). 레이저 커터는 항상 TPU를 절단하고 용접한다는 점에 유의해야합니다. 절단 및 용접은 별도의 단계로 수행되거나 다른 설정에 의해 달성되지 않습니다.
액추에이터를 공기 공급 장치에 결합시키기 위해, 액추에이터의 개구부를 가위로 절단하고 스테인리스바늘(도 4B)을레이저 컷 액추에이터의 제2 및 제3층 사이에 삽입하였다. 누출 없는 시스템을 유지하기 위해, 바늘의 바깥쪽을 미리 접착제로 덮었다(도4C). 이어서 액추에이터와 스테인리스 바늘의 계면을 PTFE 테이프로 단단히 감쌌다(도4D).
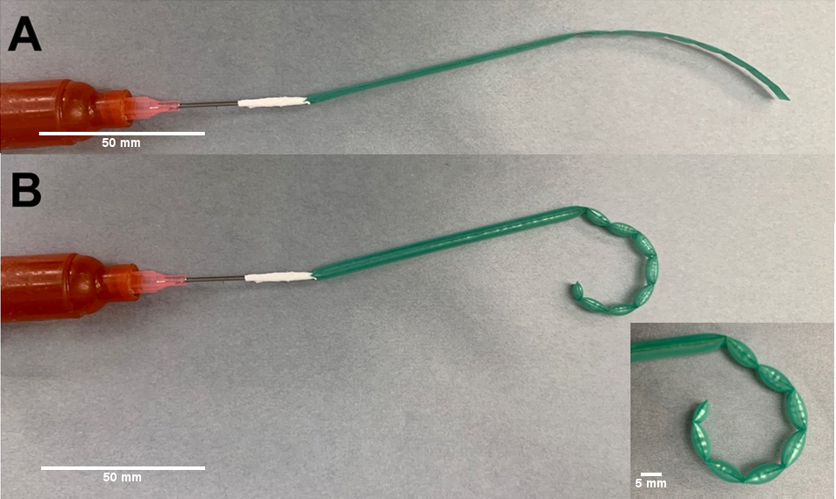
마지막으로, 디지털 유체 디스펜서를 사용하여, 공압 액추에이터(도5A)를5psi의 압력으로 팽창하여 라인의 배열이 설계된 영역에서 편향을 관찰하였다(도5B).

그림 1: 열 프레스 시트. (A)TPU 시트를 적층 하는 열 프레스의 이미지. (B)과도한 주름이있는 제대로 적층 된 시트의 예. (C)매끄러운 표면으로 성공적으로 적층 된 시트의 예시 이미지. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}

그림 2: 액추에이터 설계. 단일 굽힘 액추에이터를 형성하는 데 사용되는 CAD 드로잉 이미지입니다. 하단 디자인은 액추에이터의 윤곽을 보여주고, 중간 디자인은 굽힘 피쳐로 추가된 한 줄을 표시하고, 상단 디자인은 완전한 액추에이터를 보여줍니다. 빨간색 상자는 액추에이터의 굽힘 영역을 형성하는 피쳐를 강조 표시됩니다. 파란색 상자는 가압을 위해 바늘을 연결하기 위한 영역을 강조 합니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}

그림 3: 레이저 커터. (A)레이저 커터에 적층 시트의 이미지. (B,C) 레이저 절단 후 제거할 액추에이터의 이미지. (C)액추에이터의 이미지입니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}

그림 4: 바늘 연결. 접착제로 접착제(B)를사용하여 풍선 액추에이터에 무딘 바늘(A)을연결하는 단계를 묘사하는 이미지. 바늘은 가위(C)를사용하여 열리고 PTFE 테이프(D)로밀봉된 액추에이터의 좁은 단부로 삽입됩니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}

그림 5: 굽힘 액추에이터. (A)가압되지 않은 상태에서 액추에이터의 이미지. (B)가압 상태에서 액추에이터의 이미지. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
보충 자료. 이 파일을 다운로드하려면 여기를 클릭하십시오.
토론
소프트 액추에이터 제작의 중요한 단계는 다음과 같습니다: i) 2D CAD 설계. 적절한 2D 레이아웃은 액추에이터의 변형(예: 선형, 편축, 굽힘 및 회전 모션)을 지시할 수 있습니다. ii) TPU 층의 적층. TPU 필름은 레이저 절단 전에 열을 가압하여 층이 평평하고 모든 곳에서 접촉할 수 있도록 합니다. iii) 레이저 절단 / 용접. 마지막 단계로, 적층 된 TPU 층은 레이저 절단 / 부드러운 액추에이터로 용접된다.
프로토콜의 성공률은 100% 수율을 생성할 수 있습니다(예: 20개의 액추에이터를 동시에 만들었습니다). 주요 요인은 적층 단계입니다 : 최상의 결과를 얻으려면 TPU를 열 프레스 공정 전에 가능한 한 많이 평평하게해야합니다. 힘 센서를 통해 열 프레스 플레이트의 다른 영역을 검사하면 압력 분포가 균일하지 않은 것으로 나타났습니다. 불균일한 압력 분포는 TPU 시트의 불완전한 적층이 될 수 있으며, 이로 인해 불완전한 레이저 절단/용접 및 누설이 발생할 수 있습니다. 또는 레이저 절단/용접 중에 TPU 필름의 작은 주름으로 인한 불균일한 열 전달은 누설을 일으킬 수 있습니다.
종래의 방법에 비해, 제안된 방법은 다음과 같은 몇 가지 장점을 갖는다: i) 간단한 2D 설계. 현재 의 방법은 레이저 절단 / 액추에이터를 용접하는 2D CAD 설계를 필요로하지만 (다양한 패턴을 사용할 수있습니다 1),실리콘 주조에 기초한 기존의 제조 방법은 3D 금형 설계를 필요로한다. ii) 신속한 제조. CAD 설계에서 TPU 층의 라미네이션및 레이저 절단/용접에 이르는 제작 시간은 몇 분 안에 발생할 수 있지만, 기존의 제작 방법은 몇 시간이 걸릴 수 있습니다. 조립없이 소프트 장치와 소프트 로봇을 한 단계로 제작할 수 있으므로 소프트 로봇과 장치는 다양한 유형의 액추에이터 조합으로 설계할 수 있으며 CAD 모델은 조립없이 단일 단계로 최종 제품에 레이저 절단/용접될 수 있습니다. 예를 들어, 두 가지 유형의 굽힘 액추에이터로 구성된 4개의 다리로 구성된 수영 로봇은 앞에서설명한것처럼 조립 단계를 필요 없이 단 몇 분 만에 2D CAD 설계로 제작됩니다.
이 작업의 미래 방향으로, 열가소성 재료의 다른 유형은 부드러운 액추에이터의 제조를 위해 채택 될 수있다. 일반적으로 이러한 재료는 액추에이터로 사용하려면 탄성 거동이 있어야 합니다. 더 단단한 열가소성 재료의 적용은 이전에 모가담 등의 그림 S6에 특징과 비교하여 액추에이터의 더 높은 버스트 압력과 더 높은 차단력을 초래할 것이다1,0.1 N까지 힘을 보여주는. 따라서, 외골격 스위트와 같이 더 높은 차단력이 요구되는 경우로 액추에이터의 적용을 확장할 수 있다.
공개
저자는 공개 할 것이 없다.
감사의 말
우리는이 작품에 자금을 지원 심장 혈관 이미징의 달리오 연구소에 감사드립니다.
자료
| Name | Company | Catalog Number | Comments |
| Force Sensor | Omega | KHLVA-102 | https://www.omega.co.uk/pptst/KHRA-KHLVA-KHA-SERIES.html |
| High Precision Dispensers Ultimus I | Nordson | http://www.nordsonefd.com/searchengines/google/en/AirPoweredDispensers/?gclid=CjwKCAjw36DpBRAYEiwAmVVDMPuZ50xXoyzK3gvnghCA7yZUfJg4o9V28yDHKjY5Gs159RJIcMk_choCJIgQAvD_BwE | |
| Laser Cutter VLS2.30 | Universal Laser System | https://www.ulsinc.com/products/platforms/vls2-30 | |
| PowerPress Heat Press | Power Heat Press | OX-A1 | https://www.howtoheatpress.com/power-press-15x15-heat-press-review/ |
| PTFE Thread Sealant tape | McMaster-Carr | 4934A11 | https://www.mcmaster.com/ptfe-tape |
| Stainless Steel Dispensing Needle | McMaster-Carr | 75165A754 | https://www.mcmaster.com/75165a754 |
| Super Glue Loctite 409 | Henkel | 229654 | https://www.henkel-adhesives.com/us/en/product/instant-adhesives/loctite_409.html |
| Thermoplastic polyurethane Airtech’s Stretchlon 200 | ACP Composites | v-11A | https://store.acpsales.com/products/3321/stretchlon-200-high-stretch-bag-film-60 |
| Universal Testing Systems | Instron | 5943 |
참고문헌
- Moghadam, A. A. A., et al. Laser Cutting as a Rapid Method for Fabricating Thin Soft Pneumatic Actuators and Robots. Soft Robotics. 5 (4), 443-451 (2018).
- Paek, J. W., Cho, I., Kim, J. Y. Microrobotic tentacles with spiral bending capability based on shape-engineered elastomeric microtubes. Scientific Reports. 5, (2015).
- Gorissen, B., et al. Flexible pneumatic twisting actuators and their application to tilting micromirrors. Sensors and Actuators A-Physical. 216, 426-431 (2014).
- Gorissen, B., De Volder, M., De Greef, A., Reynaerts, D. Theoretical and experimental analysis of pneumatic balloon microactuators. Sensors and Actuators A-Physical. 168 (1), 58-65 (2011).
- Jeong, O. C., Konishi, S. All PDMS pneumatic microfinger with bidirectional motion and its application. Journal of Microelectromechanical Systems. 15 (4), 896-903 (2006).
- Konishi, S., Shimomura, S., Tajima, S., Tabata, Y. Implementation of soft microfingers for a hMSC aggregate manipulation system. Microsystems & Nanoengineering. 2, (2016).
- Lu, Y. W., Kim, C. J. Microhand for biological applications. Applied Physics Letters. 89 (16), (2006).
- Ikeuchi, M., Ikuta, K. Development of Pressure-Driven Micro Active Catheter using Membrane Micro Emboss Following Excimer Laser Ablation (MeME-X) Process. 2009 IEEE International Conference on Robotics and Automation. , (2009).
- Sanan, S., Lynn, P. S., Griffith, S. T. Pneumatic Torsional Actuators for Inflatable Robots. Journal of Mechanisms and Robotics. 6 (3), 031003 (2014).
- Veale, A. J., Xie, S. Q., Anderson, I. A. Modeling the Peano fluidic muscle and the effects of its material properties on its static and dynamic behavior. Smart Materials and Structures. 25 (6), (2016).
- Niiyama, R., Rognon, C., Kuniyoshi, Y. Printable Pneumatic Artificial Muscles for Anatomy-based Humanoid Robots. 2015 IEEE-RAS 15th International Conference on Humanoid Robots (Humanoids). , (2015).
- Niiyama, R., et al. Pouch Motors: Printable Soft Actuators Integrated with Computational Design. Soft Robotics. 2 (2), 59-70 (2015).
재인쇄 및 허가
JoVE'article의 텍스트 или 그림을 다시 사용하시려면 허가 살펴보기
허가 살펴보기This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. 판권 소유