
Un abonnement à JoVE est nécessaire pour voir ce contenu. Connectez-vous ou commencez votre essai gratuit.
Method Article
Une Technique disponible pour la préparation de nouveaux MnCuNiFeZnAl coulé avec Superior Service capacité et à haute température d’amortissement
Dans cet article
Résumé
Nous présentons ici un protocole pour obtenir un alliage à base de Mn-Cu avec d’excellentes performances globales par une technologie de fusion de haute qualité et méthodes de traitement de chaleur raisonnable du roman.
Résumé
Alliages de manganèse (Mn) - cuivre (Cu) - basé ont été trouvés pour avoir la capacité d’amortissement et peuvent être utilisés pour réduire les vibrations nuisibles et efficacement le bruit. M2052 (Mn-20Cu-5Ni-2Fe, %) est une branche importante des alliages à base de Mn-Cu, qui possède l’excellente capacité d’amortissement tant traitabilité. Ces dernières décennies, beaucoup d’études ont été menées sur l’optimisation des performances de M2052, amélioration de la capacité de l’amortissement, propriétés mécaniques, résistance à la corrosion et température de service, etc. , les principales méthodes de performance optimisation sont alliage, traitement thermique, un prétraitement et différentes manières de moulure etc, quel alliage, mais aussi adopter un traitement thermique raisonnable, est la méthode la plus simple et la plus efficace pour obtenir le parfait et complet performances. Pour obtenir de l’alliage de M2052 avec d’excellentes performances pour le moulage par coulée, nous proposons d’ajouter Zn et Al à la matrice d’alliage MnCuNiFe et utiliser une variété de méthodes de traitement thermique pour une comparaison de la microstructure, capacité de l’amortissement et température de service. Ainsi, un nouveau type d’alliage de fonte d’âge Mn-22.68Cu-1.89Ni-1.99Fe-1.70Zn-6.16Al (at.%) avec capacité d’amortissement supérieure et haute température est obtenu par une méthode de traitement thermique optimisé. Par rapport à la technique de forgeage, moulage de fonte est plus simple et plus efficace, et la capacité d’amortissement de cet alliage de coulée est excellente. Par conséquent, il y a une raison convenable de penser que c’est un bon choix pour les applications d’ingénierie.
Introduction
Étant donné que les alliages de Mn-Cu trouvées par Zener avoir amortissement capacité1, ils ont reçu généralisée de l’attention et la recherche2. Les avantages de Mn-Cu alliage sont qu’il a capacité d’amortissement élevée, surtout à des amplitudes de souche basse, et sa capacité d’amortissement ne peut pas être perturbée par un champ magnétique, ce qui est assez différent des alliages ferromagnétiques d’amortissement. La grande capacité d’amortissement des alliages à base de Mn-Cu est principalement attribuable à la mobilité des frontières internes, dont principalement les limites des jumeaux et des limites de phase, qui sont générés dans les face-centered-cubic-to-face-centered-tetragonal ( c.f.c.-c.f.1re inst.) phase de transition au titre de la martensite transformation température (T,t)3. Il a été constaté que Tt dépend directement de la teneur en Mn dans la base de Mn-Cu alliage4,5; autrement dit, plus la Mn contenu, plus la Tt et plus la capacité d’amortissement du matériel. L’alliage, qui contient plus de 80 chez % manganèse, s’est avéré ont la capacité d’amortissement élevée et une résistance optimale lorsque trempés de la température de la solution solide6. Toutefois, la plus forte concentration de Mn dans l’alliage entraînerait directement l’alliage à être plus fragile et ont un plus faible allongement, résistance aux impacts et une résistance à la corrosion pire, ce qui signifie que l’alliage ne répondra pas aux besoins d’ingénierie. Résultats de la recherche précédente a révélé qu’un traitement de vieillissement dans des conditions appropriées est un moyen efficace pour concilier ce problème ; par exemple, Mn Cu dotés d’alliages contenant de 50 à 80 % d’amortissement Mn peut également obtenir un haut Tt et capacité amortissement favorable par un traitement de vieillissement à la température appropriée rang7. Cela est dû à la décomposition de la γ-phase de parent à échelle nanométrique riches en Mn et régions de nanoscale riches en cuivre tout en vieillissement à des températures allant de la miscibilité écart8,9,10, qui est censé améliorer Tt de cet alliage ainsi que sa capacité d’amortissement. De toute évidence, c’est une méthode efficace qui peut se combiner à haute capacité d’amortissement avec excellente maniabilité.
M2052 alliage utilisé pour le forgeage de formage, un alliage de haute-amortissement représentant Mn-Cu-basé à moyenne teneur en Mn développé par Kawahara et al. 11, a été étudiée au cours des dernières décennies. Chercheurs ont constaté que M2052 alliage possède un bon sweet spot entre capacité d’amortissement, limite d’élasticité et maniabilité. Par rapport à la technique de forgeage, moulage a été largement utilisé jusqu'à présent par le procédé de moulage simple, faibles coûts de production et une productivité élevée, etc. les facteurs d’influence (par exemple, fréquence d’oscillation, amplitude de déformation, refroidissement vitesse, température/temps de traitement thermique, etc.) sur la capacité d’amortissement, microstructure et mécanisme de M2052 alliage d’amortissement ont été étudiés par certains chercheurs12,13,14,15 ,16,17,18. Néanmoins, les performances de moulage d’alliage M2052 sont inférieure, par exemple, une large gamme de température de cristallisation, l’apparition d’une porosité de coulée et concentré rétrécissement, , finalement ayant pour résultat la mécanique insatisfaisant Propriétés de la fonderie.
Le but de cet article est de fournir le domaine industriel avec une méthode possible pour obtenir un casting que mn-Cu basé en alliage avec d’excellentes propriétés qui peut être utilisé dans des machines et dans l’industrie d’instruments de précision pour réduire les vibrations et vous assurer que le produit qualité. Selon l’effet des éléments sur la transformation de phase et la performance de moulage d’alliage, élément Al est censé réduire la γ-phase région et la stabilité de la phase γ , ce qui peut rendre la phase γ plus facilement transformer un γ' phase avec micro-jumeaux. En outre, la solution des atomes de Al dans la phase γ augmentera la résistance de l’alliage, ce qui peut améliorer les propriétés mécaniques. En outre, Al élément est l’un des éléments importants qui peuvent améliorer les propriétés de la coulée de Mn-Cu alliage. Élément de Zn est bénéfique à l’amélioration de la coulée et propriétés de l’alliage d’amortissement. Enfin, 2 % en poids de zinc et 3 % en poids Al ont été ajoutés à l’alliage quaternaire MnCuNiFe dans ce travail et une nouvelle distribution en alliage Mn-26Cu-12Ni-2Fe-2Zn-3Al (% poids) a été développé. En outre, plusieurs méthodes différentes de traitement thermique sont utilisés dans ce travail et leurs effets distincts sont discutés comme suit. Le traitement d’homogénéisation a été utilisé pour réduire la ségrégation dendritique. Le traitement de la solution a été utilisé pour l’immobilisation des impuretés. Le traitement du vieillissement est utilisé pour déclencher la décomposition spinodale ; pendant ce temps, les différents temps de vieillissement sont utilisés pour obtenir les paramètres d’optimisation pour une température élevée et excellente capacité d’amortissement. En fin de compte, une méthode préférable de traitement thermique a été projetée pour la capacité d’amortissement supérieure, mais aussi une température élevée.
Il s’avère que le frottement interne (Q-1) et la plus haute température de service peut être réalisée en même temps par le vieillissement de l’alliage à 435 ° C pendant 2 h. En raison de la simplicité et l’efficacité de cette méthode de préparation, un nouvel coulée Mn Cu-amortissement alliage à base avec d’excellentes performances peut être produit, qui est d’une grande importance pratique pour son application en génie. Cette méthode est particulièrement adaptée pour la préparation de la coulée d’alliage haute amortissement Mn-Cu-basé qui peut être utilisé pour la réduction des vibrations.
Protocole
1. préparation des matières premières
- Peser toutes les matières premières nécessaires, avec une balance électronique en pourcentage en masse (65 % Mn électrolytique, 26 électrolytique Cu, 2 % Fe pur industriel, 2 % Ni électrolytique, 3 % Al électrolytique et 2 % Zn ELECTROLYTIQUE), comme illustré à la Figure 1.
Remarque : Toutes ces matières premières sont disponibles dans le commerce.

Figure 1 : Présentation des matières premières. Les matériaux utilisés sont 65 % en poids Mn électrolytique, 26 % en poids électrolytique Cu, 2 % en poids industriel pur Fe, 2 % en poids électrolytique Ni, 2 % en poids Zn ELECTROLYTIQUE et 3 % en poids coll. électrolytique s’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
2. fusion et coulée des processus
Remarque : Les étapes détaillées de moulage au sable sont indiquées à la Figure 2.

Figure 2 : Sable de fonderie et moulage des étapes. Le processus principal comprend modélisme, fabrication de moule et une opération de moulage. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
- Pour préparer les modèles, formes selon le produit en dessin et en faire et assurez-vous que la taille du motif est développée dans une certaine mesure d’être responsable de rétrécissement et usinage des allocations.
Remarque : Le modèle matériel utilisé dans ce travail est en bois ( Figure 3) car un modèle bois est léger, facile à travailler, et a un cycle de production court et faible coût.

Figure 3 : Motifs utilisés dans le moulage moule. Ces modèles de bois ont été utilisées pour obtenir la forme de la fonderie. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
- Mélanger ensemble pour préparer le moulage sable, le sable de quartz avec du silicate de sodium 4 % - 8 %.
NOTE : Le diamètre de sable est environ 0,4 mm et les particules sont uniformes. - Compléter le processus de moulage principal en mains.
- Tout d’abord, mettre deux modèles dans la fiole de moulage.
- Ensuite, rouler le ballon après l’enfoncement du sable de moulage autour les patrons et les patrons se retirent le sable.
- Enfin, badigeonner la surface du moule sable moulage revêtement pour améliorer la qualité de la fonte en surface et réduire les défauts de coulée.
Remarque : Le moule de sable moulé est illustré Figure 4. - Pour obtenir un moule de sable sec, mettre le moule dans le four à 180 ° C et faites cuire pendant plus de 8 h avant de caster en améliorer sa force et sa perméabilité, faciliter la fonte de remplissage et d’assurer la qualité des produits coulée.

Figure 4 : Le moule de sable moulé. Il a deux cavités et sa surface a été recouvert d’un revêtement. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
3. induction de la fonte
Remarque : Utilisez une induction sous vide de moyenne fréquence, four de fusion.
- Ouvrez le couvercle du four, mettre 20,8 kg de Mn 8,32 kg de Cu, 0,64 kg de nickel, 0,64 kg de Fe, 0,64 kg de Zn et 0,96 kg de matériaux Al dans le creuset successivement et couvrent les matériaux avec la cryolithe enfin.
- Sortir le moule de coulée du four et le mettre dans le four ; régler sa position pour une coulée réussie. Fermer le couvercle, le four à vide et puis ouvrez le système de distribution de chaleur pour démarrer la fusion de l’alliage.
- Quand les métaux commencent à fondre, remplir le fourneau avec argon à une pression négative de 93-KPa, à inhiber les éclaboussures de métal en fusion.
- Après que l’alliage a fondu, affiner pendant plusieurs minutes réduire les impuretés nocives et contenu en gaz.
Remarque : La procédure de fusion inclut souvent fonte et affinage.
4. coulée de l’alliage
- Verser le métal fondu en douceur dans le moule de coulée après le processus de raffinage.
- Après que le métal fondu est complètement solidifié, couper le vide appliqué et retirer le moule de coulée.
- Enlever les bâtis du moule de coulée lorsque la température du moule descend à un niveau bas.
5. le prétraitement de la fonte
Remarque : Le macrophotograph de la pièce moulée est montré dans la Figure 5.
- Couper les spécimens de la coulée à l’aide d’une machine de découpage linéaire.
Remarque : Les spécimens pour les mesures du diffractomètre (XRD) aux rayons x et l’observation métallographique sont en 10 x 10 x 1 mm3. Les spécimens d’analyse thermomécanique dynamique (DMA) possèdent une dimension de 0,8 x 10 x 35 mm3.

Figure 5 : Les pièces moulées dans le moule de sable et les pièces enlevées. Deux moulages ont été moulés en une seule fois. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
6. traitement thermique
- Diviser les spécimens polis en sept groupes et éliminez spécimen #1 des traitements, maintenir un état de coulée pour la comparaison. Mettre les autres dans un four à résistance caisson pour différents traitements thermiques.
- Homogénéiser les spécimens #2 et #5 à 850 ° C pendant 24 h et, par la suite, les étancher à l’eau froide avant leur vieillissement à 435 ° C, échantillon #2 pendant 4 h et échantillon #5 pendant 2 h.
- Solution-treat spécimens #3 et #6 à 900 ° C pendant 1 h et, par la suite, les étancher à l’eau froide avant leur vieillissement à 435 ° C, spécimen #3 pendant 4 h et spécimen #6 pendant 2 h.
- L’âge des spécimens #4 et #7 à 435 ° C pendant 4 h et 2 h, respectivement.
7. Test de la capacité d’amortissement
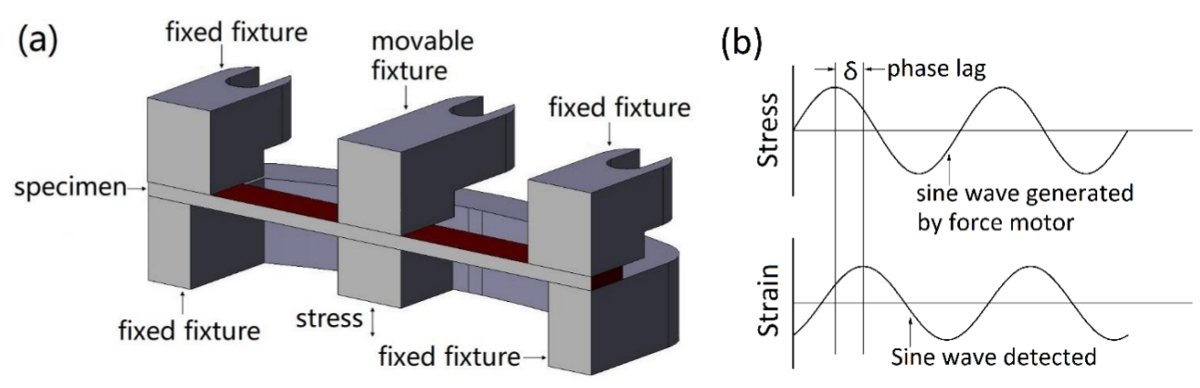
- Une analyse mécanique dynamique (DMA) permet de mesurer la capacité d’amortissement des spécimens17.
Remarque : Le mode test est de souche balayage à température ambiante. - Pendant l’essai, détecter la phase angle δ entre le stress et la souche (comme illustré à la Figure 6).
- Caractériser la capacité d’amortissement par Q-1, qui peut être déterminé par la formule suivante.
Q -1 = tan δ

Figure 6 : La construction de luminaire et l’essai de principe de la DMA. (a) ce panneau montre le montage cantilever double de DMA. (b) ce panneau montre la relation entre la contrainte sinusoïdale appliquée à la souche et le décalage qui en résulte. Les valeurs du GAL entre la contrainte et la déformation, ainsi que le module, peuvent être calculées par la formule. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
8. caractérisation des échantillons
-
Polissage électrolytique et observation métallographique
- Pour une observation de la microstructure dendritique, etch tous les spécimens pendant environ 1 min dans une mélange de solution d’acide perchlorique et d’alcool absolu à 01:27.
- Ensuite, nettoyez les spécimens à l’acétone, sécher l’échantillon à l’air comprimé et observer la structure dendritique avec un microscope métallographique.
-
Caractérisation de structure de phase
- Caractériser la structure de la phase et les paramètres réseau des spécimens par diffraction des rayons x (DRX) avec CuKα rayonnement12,22.
Remarque : Utilisez une vitesse de balayage à 2°/min. Avant la mesure de XRD, préparer les spécimens soigneusement en enlevant tout effort extérieur.
- Caractériser la structure de la phase et les paramètres réseau des spécimens par diffraction des rayons x (DRX) avec CuKα rayonnement12,22.
Résultats
La figure 7 illustre la dépendance de la capacité d’amortissement sur l’amplitude de déformation pour l’alliage de MnCuNiFeZnAl coulée spécimens #1 - #7 et de la coulée M2052. Les résultats montrent que la capacité d’amortissement du spécimen #1 est plus élevée que celle du cast en alliage M2052 (comme illustré à la Figure 7 a) et le traditionnel forgé en alliage haute-amortissement M2052 mentionné dans les...
Discussion
Pour vous assurer que ce genre d’alliage à base de Mn-Cu coulée possède à la fois capacité d’amortissement supérieure et excellentes propriétés mécaniques, il faut veiller à ce que les castings ont une composition chimique stable, une grande pureté et une structure de cristal excellent. Donc, un contrôle qualité rigoureux est nécessaire pour les processus de fusion, coulée et traitement thermique.
Tout d’abord, il est nécessaire de choisir les ingrédients appropriés pou...
Déclarations de divulgation
Les auteurs n’ont rien à divulguer.
Remerciements
Nous donnons grâce au soutien financier de la Fondation nationale des sciences naturelles de Chine (11076109), le programme des boursiers Hong Kong (XJ2014045, G-YZ67), le « Plan de 1000 Talents » de la Province du Sichuan, la (Talent Introduction programme de l’Université du Sichuan YJ201410) et le programme Innovation et expérience créative de Sichuan University (20171060, 20170133).
matériels
| Name | Company | Catalog Number | Comments |
| manganese | Daye Nonferrous Metals Group Holdings Co., Ltd. | DJMnB | produced by electrolysis |
| copper | Daye Nonferrous Metals Group Holdings Co., Ltd. | Cu-CATH-2 | produced by electrolysis |
| Nickel | Daye Nonferrous Metals Group Holdings Co., Ltd. | Ni99.99 | produced by electrolysis |
| Iron | Ningbo Jiasheng Metal Materials Co., Ltd. | YT01 | industrial pure Fe |
| Zinc | Daye Nonferrous Metals Group Holdings Co., Ltd. | 0# | produced by electrolysis |
| Aluminum | Daye Nonferrous Metals Group Holdings Co., Ltd. | Al99.90 | produced by electrolysis |
Références
- Zener, C. . Elasticity and anelasticity of metals. , (1948).
- Jensen, J. W., Walsh, D. F. Manganese-Copper damping alloys. Bulletin 624. , (1965).
- Wang, X. Y., Peng, W. Y., Zhang, J. H. Martensitic twins and antiferromagnetic domains in gamma-MnFe(Cu) alloy. Materials Science and Engineering A. 438, 194-197 (2006).
- Wang, X. Y., Zhang, J. H. Structure of twin boundaries in Mn-based shape memory alloy: a HRTEM study and the strain energy driving force. Acta Materialia. 55 (15), 5169-5176 (2007).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. Decomposition behavior of the gamma(Mn) solid solution in a Mn-20Cu-8Ni-2Fe (at%) alloy studied by a magnetic measurement. Materials Transactions,JIM. 40 (5), 451-454 (1999).
- Dean, R. S., Potter, E. V., Long, J. R. Properties of transitional structures in Copper-Manganese alloys. Metallurgical and Materials Transactions, ASM. 34, 465-500 (1945).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. Temperature dependent damping behavior in a Mn-18Cu-6Ni-2Fe alloy continuously cooled in different rates from the solid solution temperature. Scripta Materialia. 38 (9), 1314-1346 (1998).
- Findik, F. Improvements in spinodal alloys from past to present. Materials and Design. 42 (42), 131-146 (2012).
- Yan, J. Z., Li, N., Fu, X., Zhang, Y. The strengthening effect of spinodal decomposition and twinning structure in MnCu-based alloy. Materials Science and Engineering A. 618, 205-209 (2014).
- Soriano-Vargas, O., Avila-Davila, E. O., Lopez-Hirata, V. M., Cayetano-Castro, N., Gonzalez-Velazquez, J. L. Effect of spinodal decomposition on the mechanical behavior of Fe-Cr alloys. Materials Science and Engineering A. 527 (12), 2910-2914 (2010).
- Yin, F. X. Damping behavior characterization of the M2052 alloy aimed for practical application. Acta Metallurgica Sinica. 39 (11), 1139-1144 (2003).
- Yin, F. X., Ohsawa, Y., Sato, A., Kohji, K. Decomposition of high temperature gamma(Mn) phase during continuous cooling and resultant damping behavior in Mn74.8Cu19.2Ni4.0Fe2.0 and Mn72.4Cu20.0Ni5.6Fe2.0 alloys. Materials Transactions, JIM. 39 (8), 841-848 (1998).
- Sakaguchi, T., Yin, F. X. Holding temperature dependent variation of damping capacity in a MnCuNiFe damping alloy. Scripta Materialia. 54 (2), 241-246 (2006).
- Tanji, T., et al. Measurement of damping performance of M2052 alloy at cryogenic temperatures. Journal of Alloys and Compounds. 355 (1-2), 207-210 (2003).
- Yin, F. X., Iwasaki, S., Sakaguchi, T., Nagai, K. Susceptibility of damping behavior to the solidification condition in the as-cast M2052 high-damping alloy. Key Engineering Materials. 319, 67-72 (2006).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. Characterization of the strain-amplitude and frequency dependent damping capacity in the M2052 alloy. Materials Transactions, JIM. 42 (3), 385-388 (2001).
- Zhong, Z. Y., et al. Mn segregation dependence of damping capacity of as-cast M2052 alloy. Materials Science and Engineering A. 660, 97-101 (2016).
- Liu, W. B., et al. Novel cast-aged MnCuNiFeZnAl alloy with good damping capacity and high service temperature toward engineering application. Materials Design. 106, 45-50 (2016).
- Cowlam, N., Shamah, A. M. A diffraction study of y-Mn-Cu alloys. Journal of Physics F: Metal Physics. 11 (1), 27-43 (1981).
- Yan, J. Z., et al. Effect of pre-deformation and subsequent aging on the damping capacity of Mn-20 at.%Cu-5 at.%Ni-2 at.%Fe alloy. Advanced Engineering Materials. 17 (9), 1332-1337 (2015).
- Zhang, Y., Li, N., Yan, J. Z., Xie, J. W. Effect of the precipitated second phase during aging on the damping capacity degradation behavior of M2052 alloy. Advances in Materials Research. 873, 36-41 (2014).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. X-ray diffraction characterization of the decomposition behavior of gamma(Mn) phase in a Mn-30 at.% Cu alloy. Scripta Materialia. 40 (9), 993-998 (1999).
- Yin, F. X., Ohsawa, Y., Sato, A., Kawahara, K. Phase decomposition of the gamma phase in a Mn-30 at.% Cu alloy during aging. Acta Materialia. 48 (6), 1273-1282 (2000).
- Ritchie, I. G., Sprungmann, K. W., Sahoo, M. Internal-friction in Sonoston - a high damping Mn/Cu-based alloy for marine propeller applications. Journal De Physique. 46 (C-10), 409-412 (1985).
- Kawahara, K., Sakuma, N., Nishizaki, Y. Effect of Fourth Elements on Damping Capacity of Mn-20Cu-5Ni Alloy. Journal of the Japan Institute of Metals. 57 (9), 1097-1100 (1993).
Réimpressions et Autorisations
Demande d’autorisation pour utiliser le texte ou les figures de cet article JoVE
Demande d’autorisationThis article has been published
Video Coming Soon
À PROPOS DE JoVE
Copyright © 2025 MyJoVE Corporation. Tous droits réservés.