
Method Article
Test di tensione micromeccanica di campioni di acciaio inossidabile 17-4 PH fabbricati in modo additivo
In questo articolo
Riepilogo
Qui viene presentata una procedura per misurare le proprietà fondamentali del materiale attraverso test di tensione micromeccanici. Sono descritti i metodi per la fabbricazione di campioni micro-tensili (che consentono una rapida fabbricazione di micro-campioni da volumi di materiale sfuso combinando fotolitografia, incisione chimica e fresatura a fascio ionico focalizzato), modifica della punta del penetratore e test di tensione micromeccanica (incluso un esempio).
Abstract
Questo studio presenta una metodologia per la fabbricazione rapida e i test di micro-trazione di acciai inossidabili 17-4PH fabbricati in modo additivo (AM) combinando fotolitografia, incisione a umido, fresatura a fascio ionico focalizzato (FIB) e nanoindentazione modificata. Le procedure dettagliate per la corretta preparazione della superficie del campione, il posizionamento fotoresistente, la preparazione dell'etchant e il sequenziamento FIB sono descritte nel presente documento per consentire la fabbricazione di campioni ad alta produttività (rapida) da volumi di acciaio inossidabile AM 17-4PH sfusi. Inoltre, vengono presentate le procedure per la modifica della punta del nano-penetratore per consentire la prova di trazione e un micro campione rappresentativo viene fabbricato e testato fino al fallimento in tensione. L'allineamento della trazione-aderenza al campione e l'impegno del campione sono state le principali sfide delle prove di micro-trazione; tuttavia, riducendo le dimensioni della punta del penetratore, l'allineamento e l'innesto tra l'impugnatura a trazione e il campione sono stati migliorati. I risultati della prova di trazione SEM rappresentativa in microscala in situ indicano una singola frattura del campione del piano di scorrimento (tipica di un cedimento duttile a cristallo singolo), che differisce dal comportamento di trazione post-resa AM 17-4PH su macroscala.
Introduzione
I test sui materiali meccanici su micro e nanoscala possono fornire informazioni importanti sul comportamento fondamentale dei materiali attraverso l'identificazione delle dipendenze su scala di lunghezza causate da effetti di vuoto o inclusione nei volumi di materiali sfusi. Inoltre, i test micro e nanomeccanici consentono misurazioni di componenti strutturali in strutture su piccola scala (come quelle nei sistemi micro elettromeccanici (MEMS))1,2,3,4,5. La nanoindentazione e la microcompressione sono attualmente gli approcci di test dei materiali micro e nanomeccanici più comuni; tuttavia, le misurazioni di compressione e modulo risultanti sono spesso insufficienti per caratterizzare i meccanismi di guasto del materiale presenti in volumi di materiali sfusi più grandi. Per identificare le differenze tra il comportamento dei materiali sfusi e micromeccanici, in particolare per i materiali con molte inclusioni e difetti vuoti come quelli creati durante i processi di produzione additiva (AM), sono necessari metodi efficienti per i test di microtensione.
Sebbene esistano diversi studi di prova di tensione micromeccanica per materiali elettronici e monocristallini3,6, mancano procedure di fabbricazione di campioni e prove di tensione per materiali in acciaio fabbricati in modo additivo (AM). Le dipendenze della scala di lunghezza del materiale documentate in2,3,4,5,6 suggeriscono effetti di indurimento del materiale in materiali monocristallini a scale di lunghezza inferiori al micron. Ad esempio, le osservazioni dei test di tensione micromeccanica del rame monocristallino evidenziano l'indurimento del materiale dovuto alla fame di dislocazione e al troncamento delle fonti di dislocazione a spirale4,5,7. Reichardt et al.8 identificano gli effetti di indurimento dell'irradiazione su microscala, osservabili attraverso test di tensione micro-meccanica.
Le misurazioni del materiale micro-tensionale che richiedono l'attacco della sonda del penetratore al campione sono più complesse delle corrispondenti prove di microcompressione, ma forniscono un comportamento di frattura del materiale applicabile per le previsioni del volume del materiale sfuso sotto carico più complesso (tensione assiale, flessione, ecc.). La fabbricazione di campioni di micro-trazione spesso si basa fortemente sulla fresatura a fascio ionico focalizzato (FIB) dai volumi di materiale sfuso. Poiché i processi di fresatura FIB comportano una rimozione di materiale altamente localizzata (su micro e nanoscala), la rimozione di grandi aree attraverso la fresatura FIB spesso si traduce in lunghi tempi di fabbricazione di microcampioni. Il lavoro qui presentato esplora una metodologia per migliorare l'efficienza nella fabbricazione di campioni di micro-trazione per acciai inossidabili AM 17-4PH combinando processi fotolitografici, incisione chimica e fresatura FIB. Inoltre, vengono presentate le procedure per i test di tensione micromeccanica dei campioni di acciaio AM fabbricati e vengono discussi i risultati dei test.
Protocollo
1. Preparazione del campione per la fotolitografia
- Tagliare un campione dall'area di interesse e lucidarlo con una lucidatrice semiautomatica.
- Utilizzare una sega a cubetti lenta o una sega a nastro per tagliare una sezione di ~ 6 mm dall'area di interesse da studiare. Per questo studio, il materiale è stato tagliato dalla sezione del misuratore di un campione di fatica AM 17-4 PH, come mostrato nella Figura 1.
- Preparare il campione tagliato in un supporto metallografico per la lucidatura.
- Utilizzare una lucidatrice semiautomatica per lucidare il campione su una superficie simile a uno specchio (con una rugosità superficiale dell'ordine di 1 μm) partendo da carta abrasiva a grana 400 e passando a particelle di diamante da 1 μm. Per garantire una sufficiente lucidatura ad ogni livello di abrasione e abrasioni superficiali uniformi, alternare la direzione di lucidatura di 90° seguendo ogni livello di graniglia. Mantenere una superficie piana durante la lucidatura per evitare problemi durante un successivo processo di rivestimento a rotazione.
- Sezionare il materiale in un disco sottile.
- Proteggere la superficie levigata con un nastro adesivo.
- Utilizzare una sega a bassa velocità per allineare e tagliare una sezione sottile (0,5-1 mm).
NOTA: una sezione uniforme sarà importante per il processo di rivestimento dello spin.
2. Fotolitografia
- Pulire il campione.
- Rimuovere il nastro adesivo protettivo dalla superficie lucida e posizionare il campione con la superficie lucida rivolta verso l'alto in un becher con acetone. Utilizzare un pulitore ad ultrasuoni per pulire il campione per 5 minuti. Utilizzare abbastanza acetone per coprire il campione.
- Rimuovere il campione dall'acetone e asciugarlo con aria compressa.
- Immergere il campione in isopropanolo e utilizzare un pulitore ad ultrasuoni per pulire il campione per 5 minuti. Utilizzare abbastanza isopropanolo per coprire il campione.
- Rimuovere il campione dal contenitore con isopropanolo e asciugare il campione con aria compressa.
- Posizionare il campione in un contenitore ed eseguire una pulizia al plasma di ossigeno per 1 minuto.
- Preparare la soluzione photoresist in anticipo.
- Utilizzando un mixer, mescolare 27,2 g (50 wt%) di PGMEA liquido e 25,1 g (50 wt%) di SU-8 3025 per 2 min.
- De-schiumare la miscela per 1 min.
- Eseguite la modellazione foto-resistente.
- Posizionare il campione (lato lucido verso l'alto) sullo spin-coater.
- Utilizzare aria compressa per rimuovere qualsiasi polvere o particella sulla superficie del campione.
- Applicare photoresist sul campione ed eseguire lo spin-coater utilizzando i parametri mostrati nella Tabella 1.
NOTA: Lo spessore del fotoresist SU-8 risultante utilizzato in questo studio è stato misurato in media vicino a 1,5 μm. - Posizionare il campione su una piastra calda e riscaldare a 65 °C per 5 minuti.
- Riscaldare il campione a 95 °C per 10 min.
- Rimuovere il campione dalla piastra calda e lasciare raffreddare il campione a temperatura ambiente.
- Utilizzando una fotomaschera con una serie di quadrati di 70 μm su ciascun lato, esporre il campione per 10-15 s ad una densità di potenza di ~ 75 mJ / cm2.
- Riscaldare il campione a 65 °C per 5 minuti su una piastra elettrica.
- Riscaldare il campione a 95 °C per 10 minuti su una piastra riscaldante e quindi lasciare raffreddare il campione a temperatura ambiente prima di continuare con il passaggio successivo.
- Immergere il campione (con il motivo rivolto verso l'alto) in un contenitore pulito con glicole propilenico monometil etere acetato (PGMEA) e agitarlo per 10 minuti. Utilizzare abbastanza PGMEA per coprire il campione.
- Rimuovere il campione e spruzzare con isopropanolo prima di asciugare accuratamente con aria compressa.
NOTA: la Figura 2 mostra il risultato finale di un SU-8 modellato sul campione. Nella Figura 2, ci sono posizioni sulla superficie dell'acciaio che non hanno fotoresiste (notare la superficie del campione in basso a sinistra) probabilmente a causa della superficie irregolare che colpisce il rivestimento di spin. Ai fini di questo studio (creazione di campioni locali di micro-trazione), è considerato un modello soddisfacente.
3. Incisione a umido
- Preparare l'etchant acquoso in acciaio inossidabile AM 17-4PH9 mostrato nella Tabella 2.
- All'interno di una cappa aspirante, posizionare il campione in un becher e posizionarlo sopra una piastra elettrica a ~ 65-70 ° C.
- Lasciare il campione sulla piastra calda per 5 minuti.
- Con il campione sulla piastra calda, posizionare alcune gocce dell'acquaforte preparata in modo che la superficie modellata sia completamente coperta. Lasciare l'acquaforte per 5 min.
- Rimuovere il campione dal becher e neutralizzare l'acquaforte con acqua.
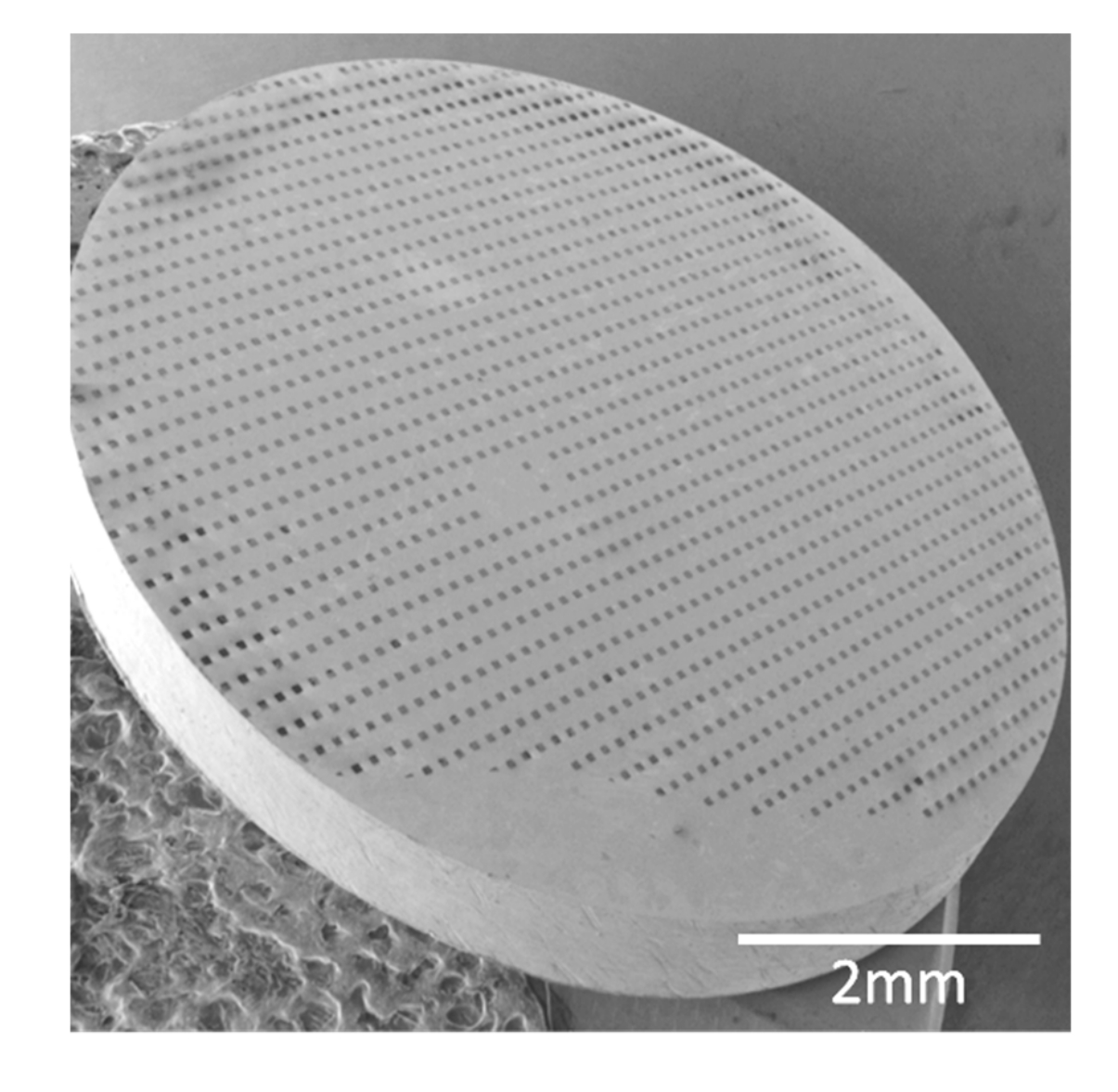
NOTA: la Figura 3 mostra il campione risultante dopo l'incisione. Nella Figura 3 si noti che il fotoresist rimanente impedisce all'etchant di reagire alla superficie in acciaio, creando aree di piattaforma localizzate di materiale non rimodellato.
4. Fresatura a fascio ionico focalizzato della geometria del campione
- Preparare il campione per il processo di fresatura FIB.
- Mettere il campione in un contenitore con isopropanolo. Utilizzare un pulitore ad ultrasuoni per pulire il campione per 5 minuti. Utilizzare abbastanza isopropanolo per coprire il campione.
- Rimuovere e asciugare il campione con aria compressa.
- Utilizzando un adesivo conduttivo, montare il campione su uno stub compatibile con il dispositivo di nanoindentazione da utilizzare durante i test successivi.
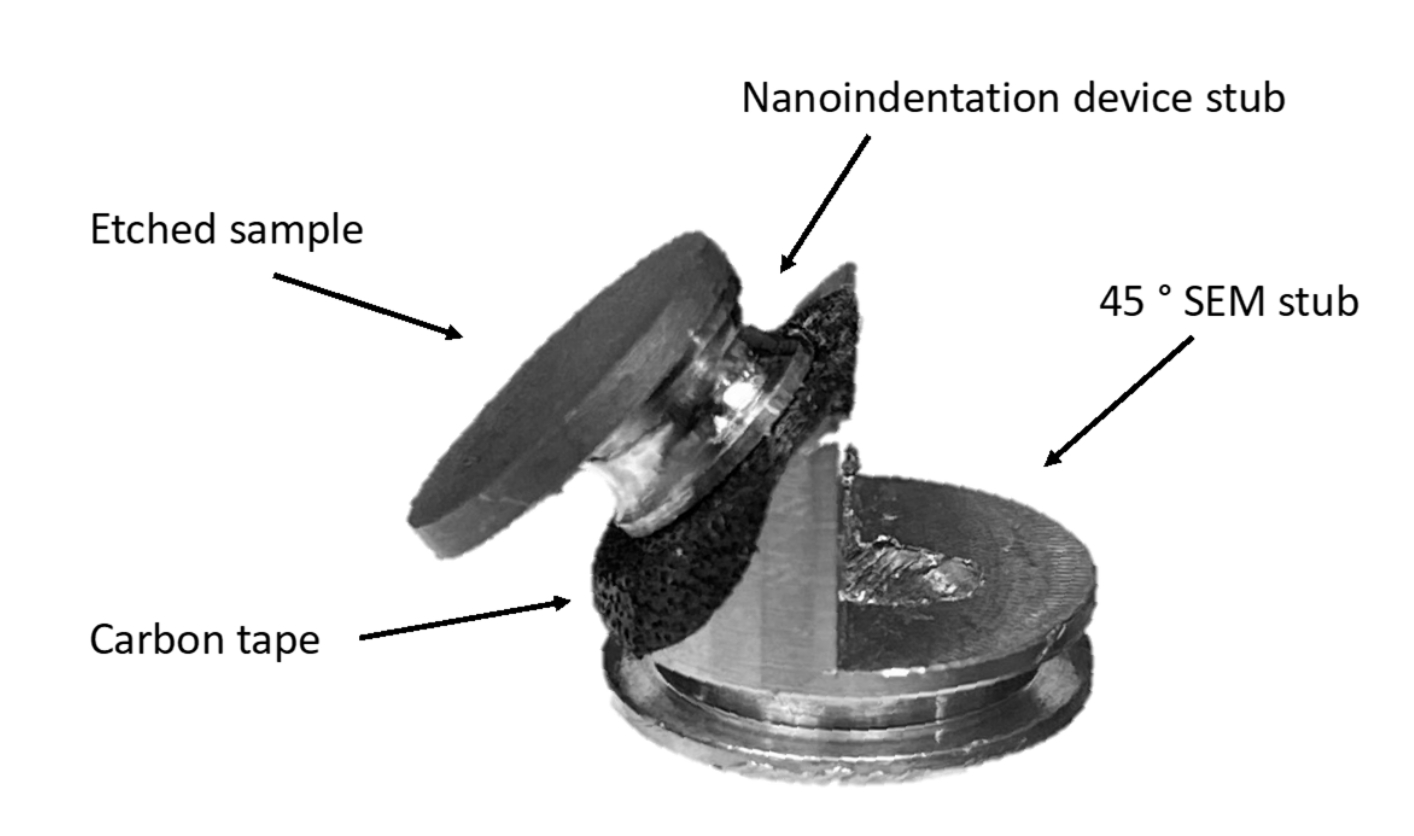
- Praticare un foro in un mozzo di montaggio SEM a 45° e utilizzare un nastro di carbonio per posizionare il mozzicone del penetratore e il campione su uno stub SEM a 45°, come mostrato nella Figura 4.
NOTA: questa fase ha lo scopo di ridurre il contatto diretto con il campione una volta fabbricato il campione di micro trazione, diminuendo la possibilità di danneggiare il campione. - Posizionare il campione in un SEM e identificare un quadrato inciso per eseguire la fresatura FIB.
NOTA: Per questo studio, i quadrati di materiale rimanenti ~ 9 μm di altezza o superiore sono stati desiderati a causa della geometria del campione scelta. - Orientare la posizione FIB scelta nella parte superiore dello stub SEM per evitare problemi di contatto durante l'allineamento nel SEM.
- Eseguire la fresatura FIB.
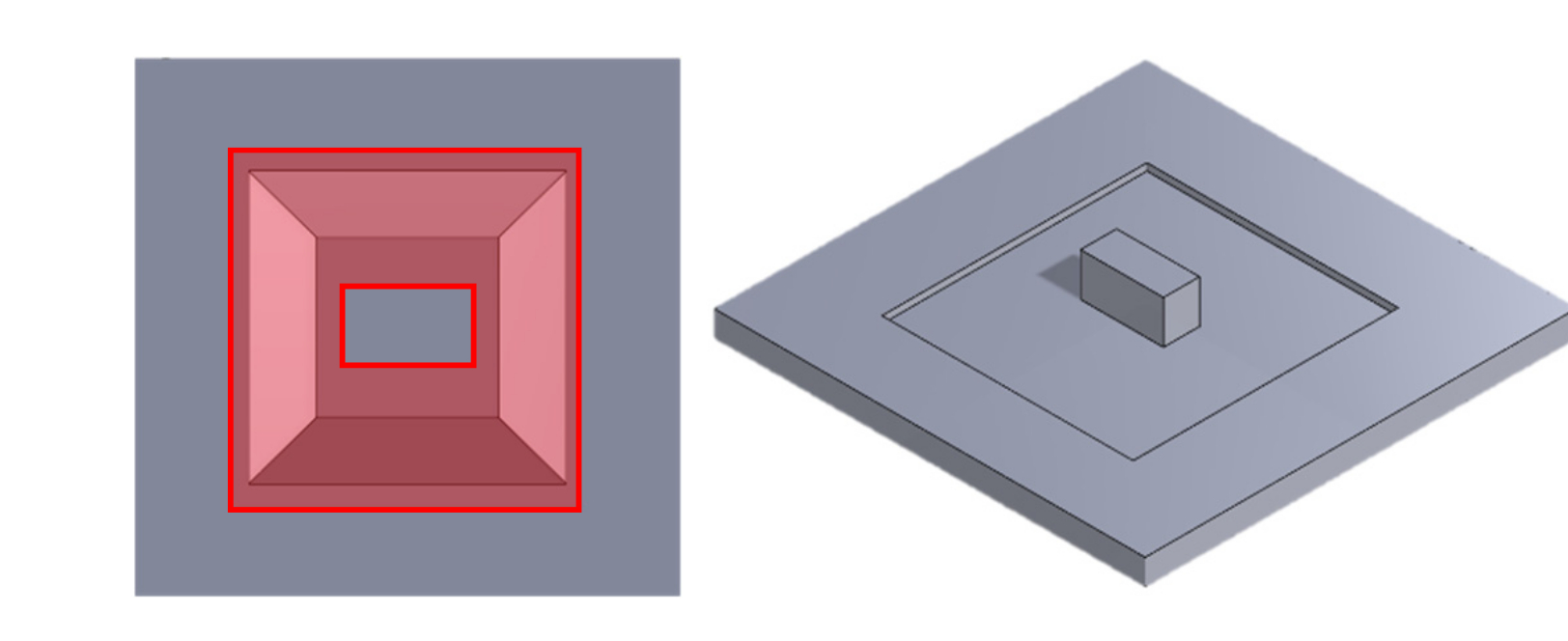
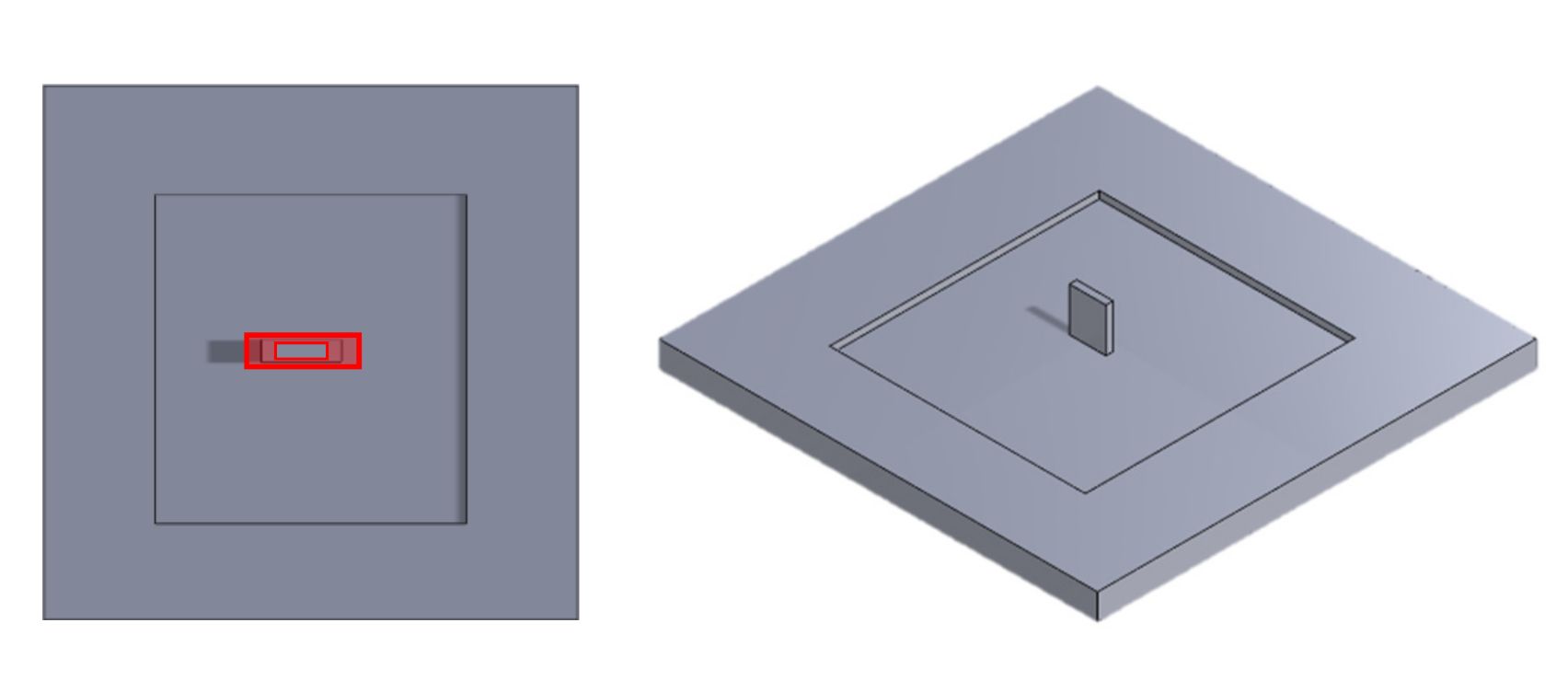
NOTA: in questo studio è stato utilizzato un SEM funzionante a 30 kV. Sebbene non sia possibile delineare una procedura specifica, in quanto richiede una regolazione in base a attrezzature specifiche, la fresatura dall'esterno verso l'interno è una buona pratica per evitare la ri-deposizione del materiale all'interno della posizione del campione. Inoltre, è buona norma utilizzare la massima energia per rimuovere il materiale sfuso, ma ridurre l'energia FIB mentre ci si avvicina alle dimensioni finali del campione.- Utilizzare la potenza massima (20 mA, 30 kV) per rimuovere qualsiasi materiale sfuso indesiderato dalla piattaforma incisa rimanente, come mostrato nella Figura 5.
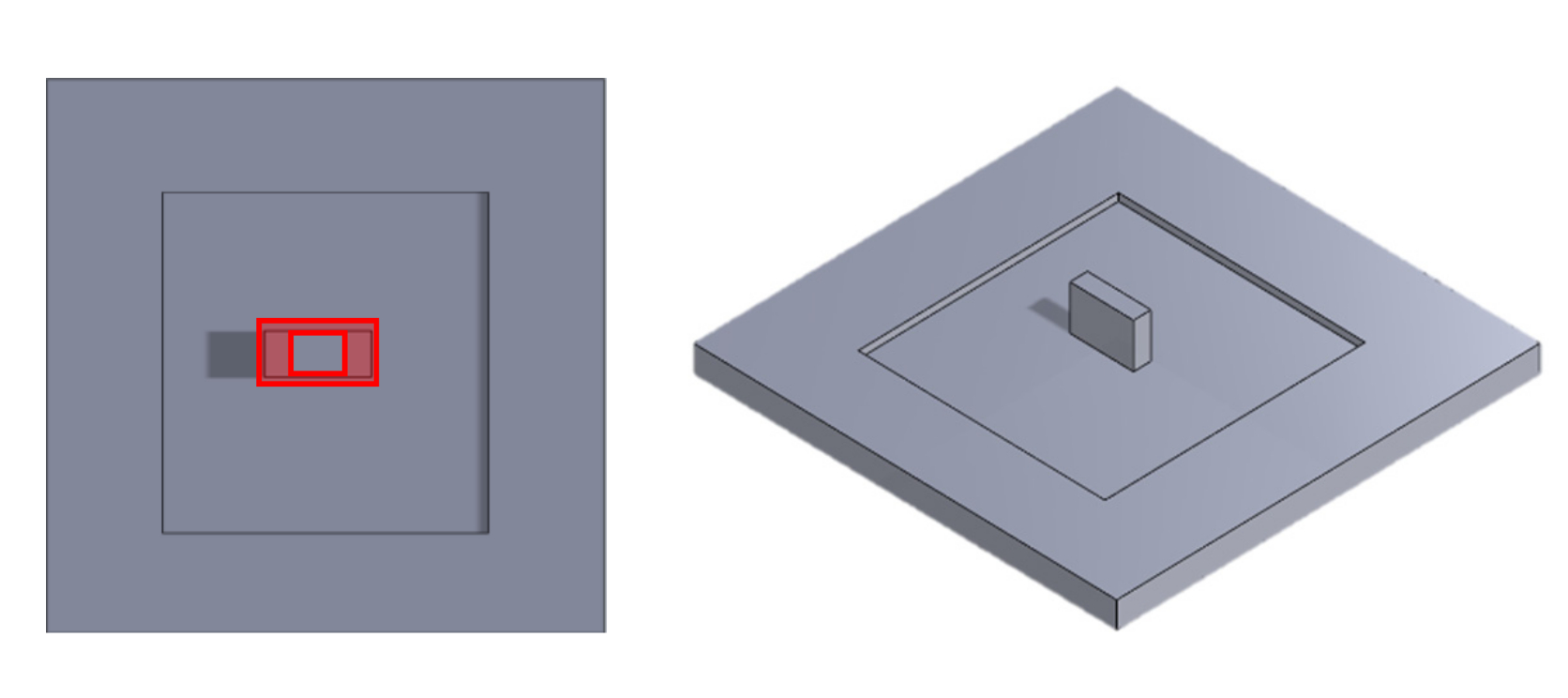
- Utilizzare una potenza inferiore (7 mA, 30 kV) o (5 mA, 30 kV) per creare un rettangolo con dimensioni leggermente maggiori di quelle necessarie per la geometria finale del campione (vedere la Figura 6).
- Con potenze ancora inferiori (1 mA, 30 kV) o (0,5 mA, 30 kV), eseguire tagli di sezione trasversale in prossimità delle dimensioni finali del provino micro-trazione.
NOTA: dopo questa fase FIB (mostrata nella Figura 7), il campione dovrebbe avere le dimensioni esterne richieste, ma dovrebbe mancare il profilo a forma di osso di cane. - Ruotare il campione a 180°.
- Utilizzando bassa potenza (0,5 mA, 30 kV) o (0,3 mA, 30 kV), eseguire la fase finale di fresatura FIB per creare la geometria del campione desiderata. Create e utilizzate bitmap per controllare l'intensità e la posizione FIB per la ripetibilità nella creazione della geometria finale per più campioni.
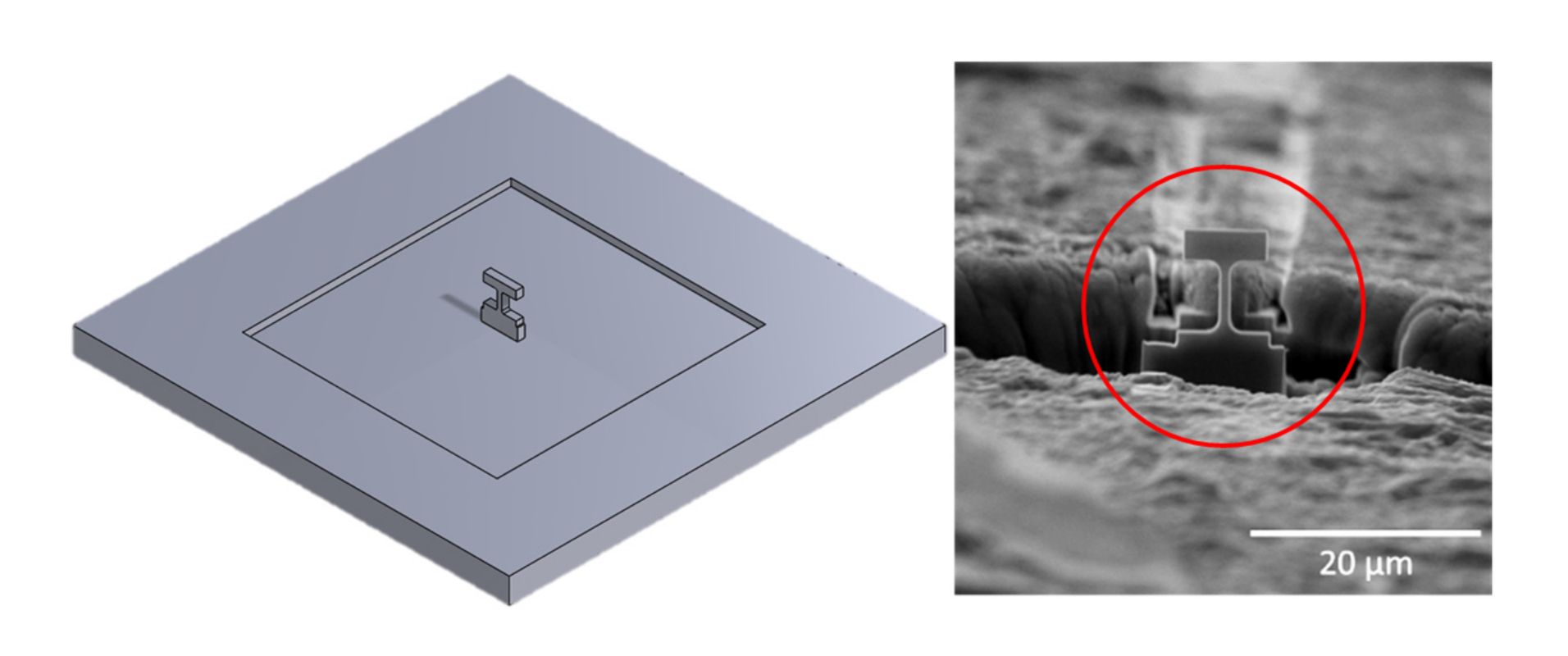
NOTA: la figura 8 mostra un'immagine SEM del campione di microtrazione risultante fabbricato dalle fasi descritte nei punti da 4.2.1 a 4.2.5. Le dimensioni del provino di trazione sono mostrate nella Figura 9.
5. Fabbricazione dell'impugnatura
- Creare segni di allineamento sulla punta di nanoindentazione da utilizzare per le prove di trazione.
- Montare la punta sul trasduttore di nanoindentazione desiderato.
- Utilizzando uno scriba laser, effettuare due segni di allineamento vicino alla punta, come mostrato nella Figura 10, per consentire un corretto orientamento della punta prima della fabbricazione dell'impugnatura a trazione attraverso la fresatura FIB. Utilizzare una tacca circolare e la scritta di linea come due sorgenti di allineamento mentre la punta ruota durante la fabbricazione della geometria dell'impugnatura a trazione.
- FIB-fresare la punta di nanoindentazione per rendere la presa di tensione.
- Posizionate la punta contrassegnata su uno stub SEM e allineate le marcature come mostrato nella Figura 10.
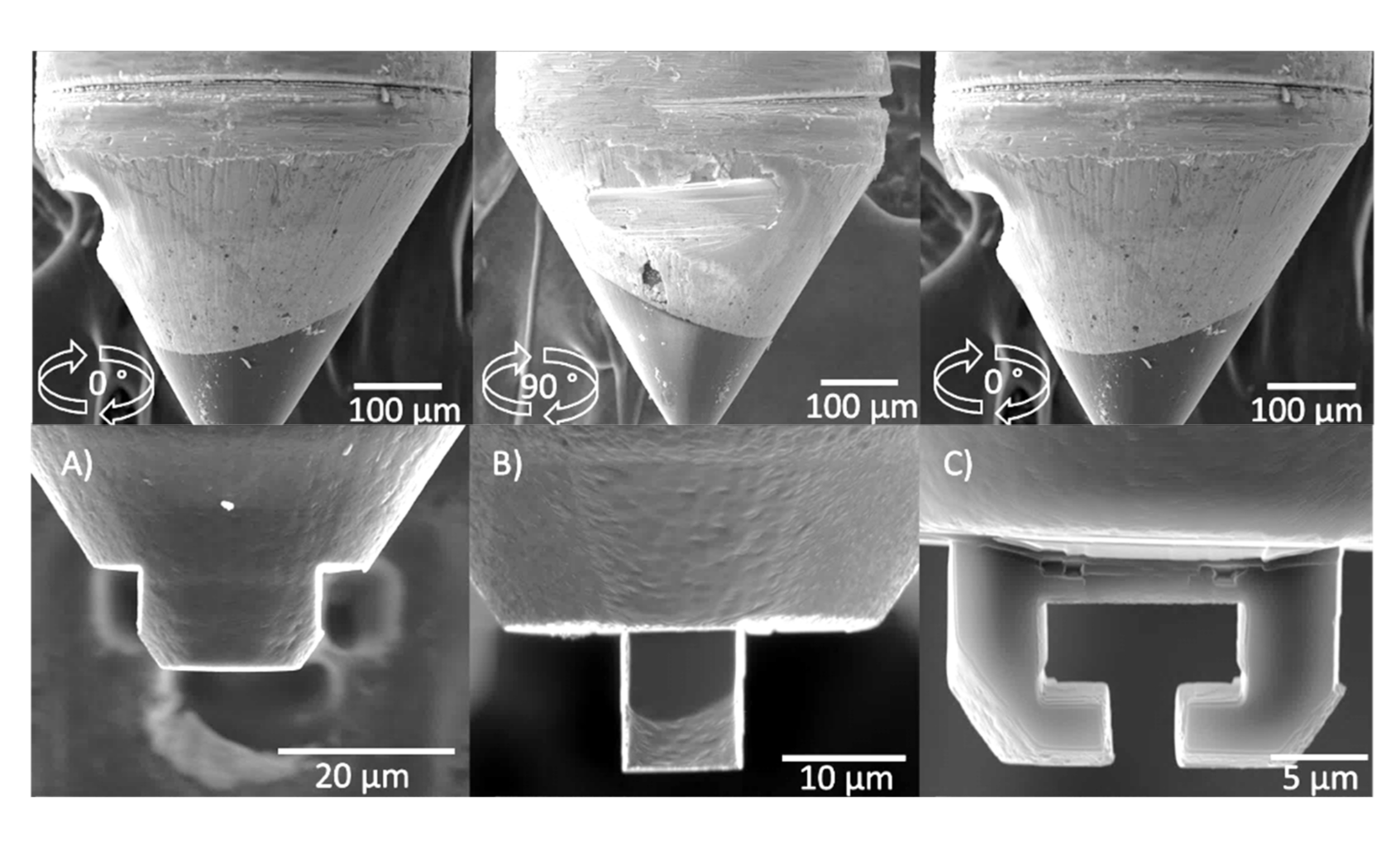
- Utilizzando il FIB, ridurre la larghezza della punta del penetratore come illustrato nella Figura 11A.
NOTA: la riduzione della larghezza della punta del penetratore è utile per la manovrabilità e il gioco dell'impugnatura di trazione finale durante le prove di tensione. - Rimuovere la punta del penetratore dal SEM, utilizzare i segni di allineamento per ruotare la punta a 90°. Utilizzare il FIB come illustrato nella Figura 11B per ridurre lo spessore della punta del penetratore.
- Rimuovete la punta del penetratore dal SEM. Utilizzate i segni di allineamento fino a 0° (vista frontale) e create la geometria finale dell'impugnatura a trazione con il FIB, come illustrato nella Figura 11C. Per ridurre la ri-deposizione del materiale rimosso durante il processo FIB, rimuovere l'area di presa a trazione stretta prima di rimuovere l'area di presa più ampia.
6. Prova di micro-trazione
- Montare il campione e la punta del penetratore sul dispositivo nanoindentatore.
- Installare la macchina di nanoindentazione nel SEM seguendo le raccomandazioni del produttore. Per garantire un'imaging adeguata durante i test in situ , evitare un'inclinazione significativa della macchina.
NOTA: Per questo test è stata utilizzata un'inclinazione di 5°. Un'inclinazione eccessiva si tradurrà in una vista prospettica e renderà difficile allineare l'impugnatura a trazione con il campione di prova. - Per evitare un evento imprevisto durante la prova di trazione, eseguire il protocollo di carico a trazione basato sullo spostamento desiderato in aria, lontano dal campione.
NOTA: questo test di spostamento dell'aria preserverà l'impugnatura di trazione fabbricata in caso di spostamenti imprevisti durante il protocollo. - Con cautela, avvicinare lentamente la punta alla superficie del campione.
- Spostare e allineare l'impugnatura a trazione con il campione di prova, come mostrato nella Figura 12.
- Eseguire la prova di trazione.
NOTA: Il test eseguito in questo studio ha considerato un protocollo a spostamento controllato ad una velocità di 0,004 μm/s (con conseguente velocità di deformazione applicata di 0,001 μm/μm/s per il campione alto 4 μm), uno spostamento massimo di 2,5 μm e una velocità di ritorno di 0,050 μm/s. Per eseguire la prova di trazione nel trasduttore utilizzato per questa prova, è stata utilizzata una rientranza di spostamento negativo (-2,5 μm) e una velocità negativa (-0,004 μm/s).
Risultati
Un campione di materiale da un campione di acciaio inossidabile AM 17-4 PH (precedentemente testato in fatica a basso ciclo) è stato preparato e testato utilizzando il protocollo descritto, per comprendere il comportamento fondamentale del materiale dei metalli AM (indipendentemente dall'influenza del difetto strutturale). I volumi di campioni tipici utilizzati per la caratterizzazione dei materiali possono contenere difetti strutturali / di fabbricazione distribuiti che rendono difficile discernere tra il comportamento effettivo del materiale e gli effetti di fabbricazione strutturale. Seguendo il protocollo descritto nelle sezioni da 2 a 6, un micro campione è stato fabbricato e testato fino al fallimento in tensione, dimostrando con successo le tecniche descritte e producendo dati di prova del materiale su scale prive di influenze di difetti volumetrici. Prima dei test micromeccanici, gli spettri di diffrazione a raggi X (XRD) dalla superficie dell'acciaio preparato (vedere figura 13), mostrano una struttura a grana prevalentemente martensitica come ci si aspetterebbe da un materiale precedentemente teso10.
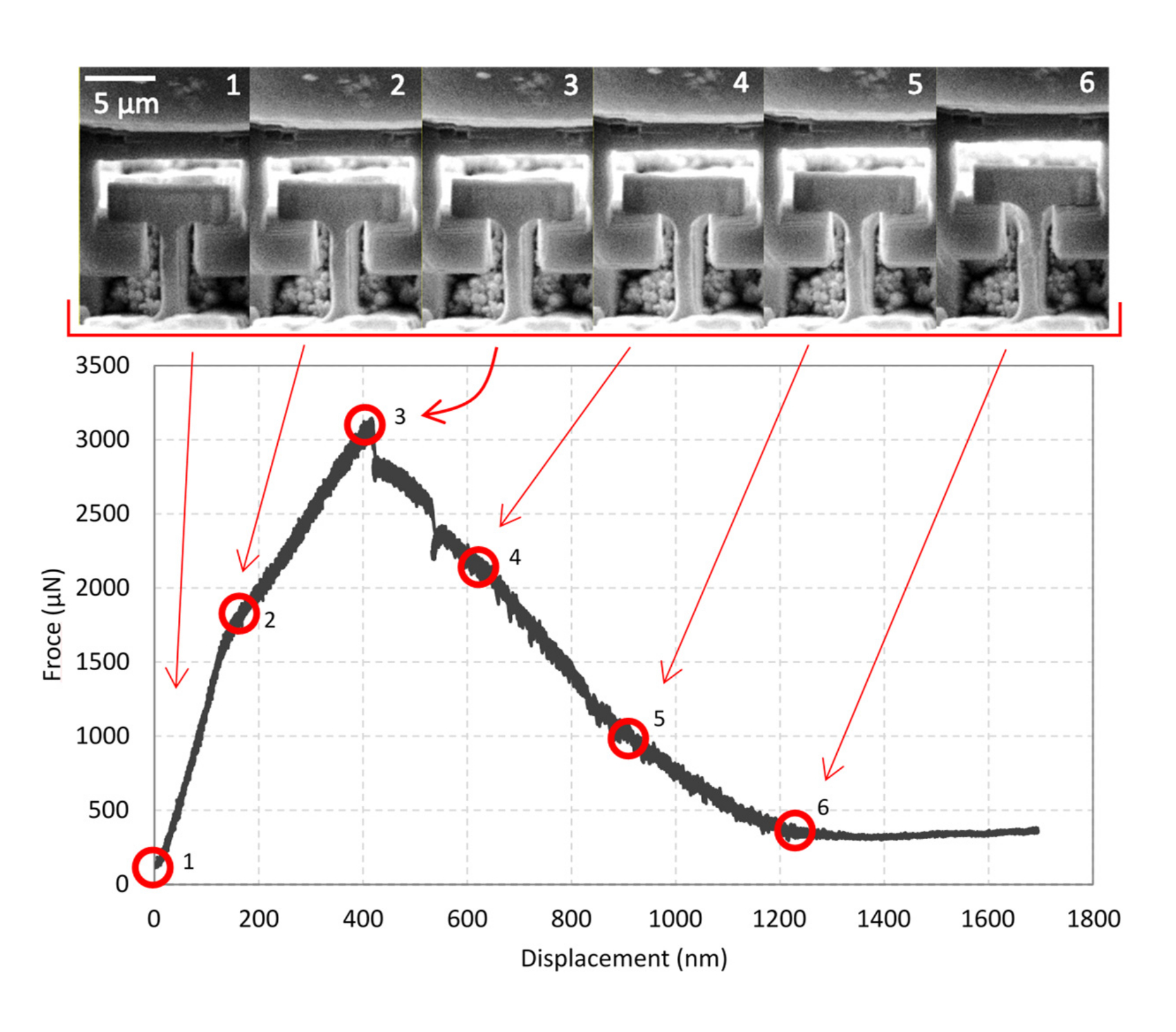
La Figura 14 mostra il comportamento di carico-spostamento risultante del campione di acciaio micro-trazione AM 17-4PH, con una resistenza alla trazione massima di 3.145 μN con uno spostamento di 418 nm. Dalle osservazioni SEM in situ durante il carico, la frattura del microcampione si è verificata lungo un singolo piano di scorrimento (tipico di un cedimento duttile a singolo cristallo) e diversa dal tipico comportamento di indurimento della deformazione post-resa osservato durante i test di tensione del materiale su macroscala degli acciai inossidabili AM 17-4PH. I fotogrammi 4-6 della Figura 14 mostrano il singolo piano di slittamento del guasto durante il test di tensione del micro campione fabbricato.

Figura 1: Materiale sfuso da cui è stato prelevato il campione. Il campione di materiale per prove micromeccaniche (~ 6 mm di spessore) è stato tagliato dalla sezione del misuratore di un campione di fatica AM 17-4 PH. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 2: Sezione materiale con una matrice di quadrati (70 μm x 70 μm) modellati utilizzando la fotolitografia. L'array di fotoresist da 70 μm x 70 μm consente l'incisione selettiva della superficie in acciaio per la rimozione di materiale superficiale sfuso. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 3: Immagini SEM della superficie in acciaio AM 17-4PH dopo l'incisione. Le posizioni ad alto rilievo superficiale create dal modello fotoresist protettivo dopo l'incisione consentono la fabbricazione di micro-campioni sopra l'elevazione della superficie del campione. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 4: Configurazione del portacampioni che aiuta il contatto diretto del campione una volta fabbricato il campione di micro-trazione. Il campione AM 17-4 PH inciso viene posizionato sullo stub del dispositivo di nanoindentazione prima di essere montato su uno stub SEM a 45 gradi (utilizzando nastro di carbonio) per ridurre la manipolazione del campione dopo la fabbricazione di micro-campioni. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 5: Illustrazione della prima fase di fresatura FIB con area da rimuovere tramite FIB (a sinistra) e materiale rimanente (a destra). Il materiale ad altorilievo superficiale rimanente dopo l'incisione viene rimosso utilizzando la fresatura FIB, lasciando un volume rettangolare di materiale. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 6: Illustrazione della seconda fase di fresatura FIB. Il volume rettangolare del materiale viene ulteriormente ridotto utilizzando la fresatura FIB, avvicinandosi alle tolleranze di dimensione esterna del campione desiderate. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 7: Illustrazione della terza fase di fresatura FIB. Il volume di materiale rimanente viene perfezionato utilizzando la fresatura FIB alle tolleranze di dimensione esterna del campione desiderate. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

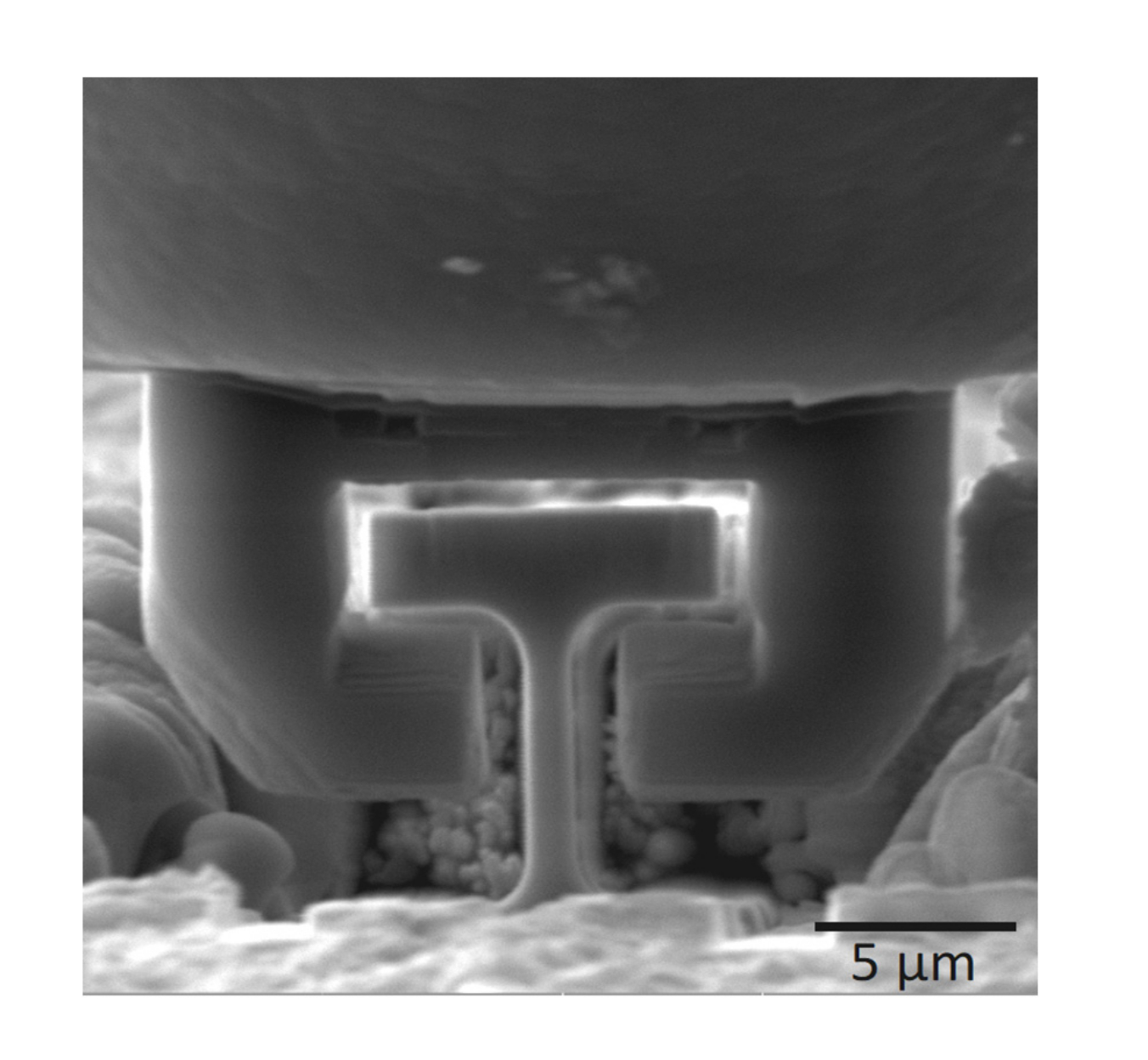
Figura 8: Immagine SEM di un campione di micro-trazione. Utilizzando la fresatura FIB, il profilo del volume di materiale rimanente viene ridotto per creare la geometria finale del campione di micro-trazione. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

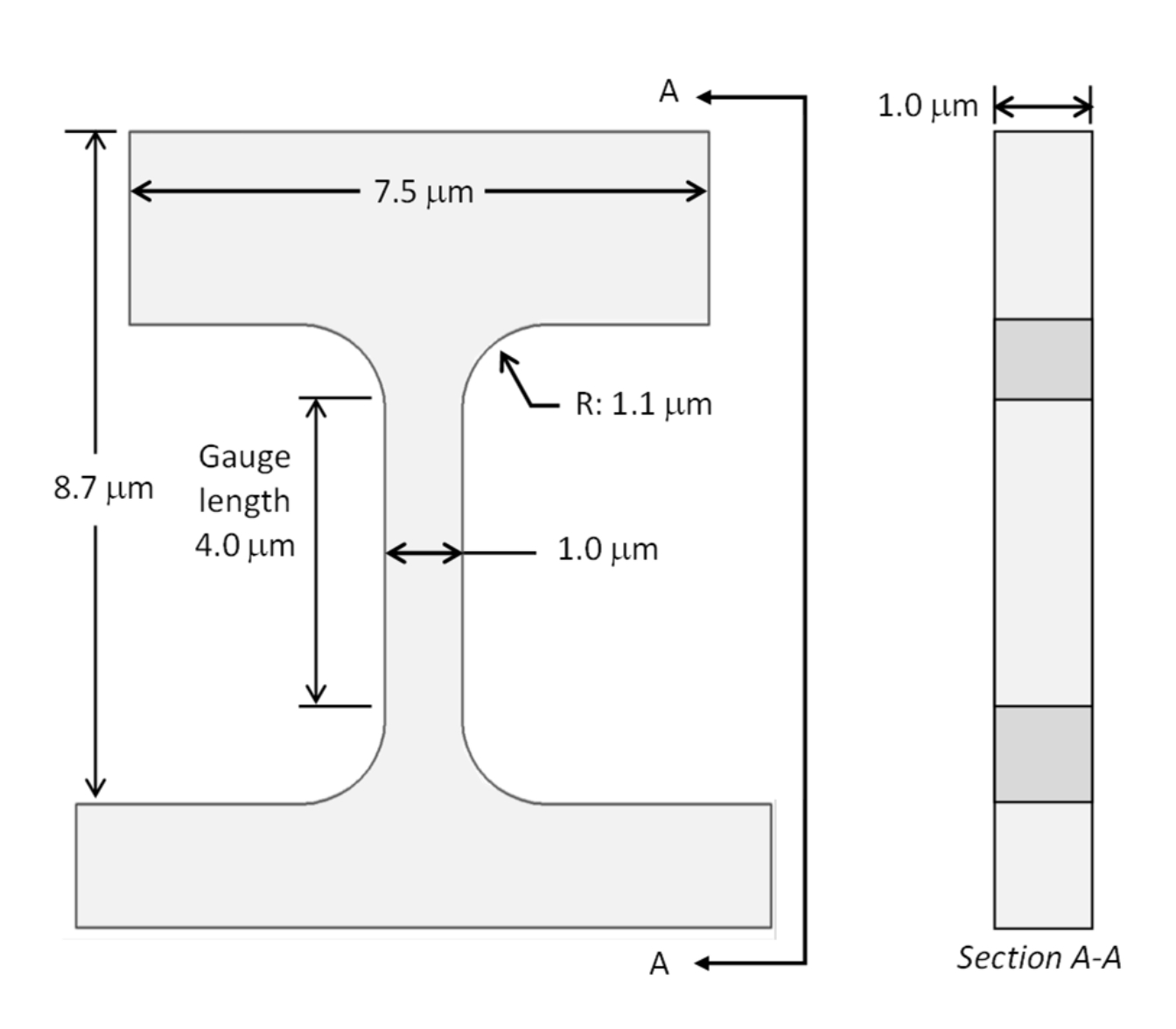
Figura 9: Dimensioni del campione di microtrazione. Tra le aree di presa del campione, una dimensione ridotta della sezione trasversale che misura 1 μm per 1 μm si trova all'interno di una lunghezza di gauge di 4μm. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 10: Segni di allineamento eseguiti nella punta per riferimento. Un foro di bordo semicircolare e un segno di scriba circonferenziale forniscono due fonti di allineamento della punta del penetratore prima della fabbricazione dell'impugnatura a trazione. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 11: Fasi di fabbricazione sequenziale dell'impugnatura a trazione. (A) Formazione del profilo esterno dell'impugnatura a trazione mediante fresatura FIB. (B) Riduzione dello spessore dell'impugnatura a trazione dopo rotazione di 90°. (C) Formazione del profilo interno dell'impugnatura a trazione dall'orientamento originale. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 12: Impugnatura e campione allineati per eseguire la prova di trazione. L'impugnatura a trazione fabbricata è posizionata attorno al campione di micro-trazione in modo tale che un movimento verso l'alto dell'impugnatura a trazione si impegni con il campione. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 13: Spettri XRD del campione testato. Viene mostrata la relazione tra l'intensità della diffusione dei raggi X e l'angolo del campione. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 14: Curva carico-spostamento a trazione dell'acciaio AM 17-4 PH. (In alto) Progressione fotogramma per fotogramma dello spostamento del campione applicato. (In basso) Comportamento del campione risultante che confronta il carico misurato (in μN di forza) e lo spostamento applicato (in nm), indicando una resistenza finale del materiale di 3.145 μN ad uno spostamento applicato di 418 nm. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
| Processo | Dettagli | Tempo (i) |
| Accelerazione | Da 0 a 500 giri/min a 100 giri/min | 5 |
| Giro | 500 giri/min | 5 |
| Accelerazione | Da 500 rpm a 3.000 rpm a 500 rpm/s | 5 |
| Giro | 3.000 giri/min | 25 |
Tabella 1: Parametri utilizzati per lo spin-coating. Le fasi del processo devono essere eseguite consecutivamente.
| FeCl3 (wt%) | HCl (wt%) | HNO3 (wt%) |
| 10 | 10 | 5 |
Tabella 2: Composizione chimica dell'etchant utilizzato per l'acciaio inossidabile AM 17-4PH9. Tutte le quantità chimiche della soluzione sono elencate in percentuale in peso.
Discussione
È stata presentata una metodologia verificata per la fabbricazione di microcampioni in acciaio inossidabile AM 17-4PH e test di tensione, incluso un protocollo dettagliato per la fabbricazione di un'impugnatura a micro-trazione. I protocolli di fabbricazione dei campioni descritti consentono di migliorare l'efficienza di fabbricazione combinando fotolitografia, incisione a umido e procedure di fresatura FIB. L'incisione del materiale prima della fresatura FIB ha contribuito a rimuovere il materiale sfuso e ridurre la ri-deposizione del materiale che spesso si verifica durante l'uso della FIB. Le procedure di fotolitografia e incisione descritte hanno permesso la fabbricazione dei campioni di micro-trazione sopra la superficie del materiale circostante, fornendo un chiaro accesso per l'aderenza a trazione prima del test. Mentre questo protocollo è stato descritto ed eseguito per i test di micro-trazione, le stesse procedure sarebbero utili per i test di micro-compressione.
Durante lo sviluppo di questo processo, sono state notate variazioni all'interno del modello di maschera foto-resistente, come mostrato nella Figura 2. Ciò è probabilmente causato da incongruenze superficiali create durante la cubettatura o da una scarsa adesione del fotoresist alla superficie del campione. Si è notato che quando l'incisione a umido è stata eseguita a temperatura ambiente, gran parte del fotoresist è stato rimosso, a causa di sotto incisione o scarsa adesione; pertanto, si consiglia di riscaldare il campione prima e durante il processo di incisione, come menzionato nel protocollo. Se si nota una significativa sottoincisione (incisione sotto il fotoresist), l'aumento della temperatura del campione può aiutare. Il protocollo fornito utilizza un fotoresist SU-8 a causa della disponibilità; tuttavia, altre combinazioni di fotoresist e etchant possono anche essere efficaci.
L'allineamento della trazione al campione e l'innesto del campione sono state le principali sfide dei test di micro-trazione. Riducendo le dimensioni della punta del penetratore come descritto nel protocollo, è stato migliorato l'allineamento e l'innesto tra l'impugnatura a trazione e il campione. A causa delle limitazioni prospettiche della vista SEM, era spesso difficile dire se il campione si trovava all'interno dell'impugnatura a trazione. Ridurre lo spessore dell'impugnatura fornirà probabilmente un migliore controllo prospettico.
La preparazione di micro-campioni e il test del materiale di micro-trazione sono spesso un processo lungo, che richiede diverse ore di tempo di fabbricazione FIB e allineamento del penetratore. I metodi e i protocolli qui preparati fungono da guida verificata per un'efficiente fabbricazione e test di micro-trazione. Si noti che il protocollo micro provino consente la fabbricazione di campioni ad alta produttività (rapida) da volumi di acciaio inossidabile AM 17-4PH alla rinfusa combinando fotolitografia, incisione chimica e fresatura a fascio ionico focalizzato.
Divulgazioni
Gli autori dichiarano di non avere interessi finanziari concorrenti.
Riconoscimenti
Questo materiale si basa sul lavoro sostenuto dalla National Science Foundation nell'ambito della sovvenzione n. 1751699. Anche il supporto in natura di campioni di materiale AM fornito dal National Institute of Standards and Technology (NIST) è riconosciuto e apprezzato.
Materiali
| Name | Company | Catalog Number | Comments |
| 45 ° SEM stub | TED Pella | 16104 | https://www.tedpella.com/SEM_html/SEMpinmount.htm |
| Acetone | VWR | CAS: 67-64-1 | https://us.vwr.com/store/product/4533063/acetone-99-5-acs-vwr-chemicals-bdh |
| Branson 1510 Ultrasonic Cleaner | Branson Ultrasonic | ||
| Carbon conductive tabs | PELCO image tabs | 16084-20 | https://www.tedpella.com/SEMmisc_html/semadhes.htm.aspx#16084-4 |
| CrystalBond | |||
| FEI Nova Nanolab 200 Dual-Beam Workstation | |||
| Ferric Chloride | VWR | CAS: 7705-08-0 | https://us.vwr.com/store/product/7516265/iron-iii-chloride-anhydrous-98-pure |
| Hydrochloric Acid (12.1M) | EMD | CAS: 7647-01-0, HX0603 | https://www.emdmillipore.com/US/en/product/Hydrochloric-Acid,EMD_CHEM-HX0603 |
| Hysitron PI-88 | Bruker | ||
| ISOMET Low Speed Saw | Buehler | 11-1180-160 | |
| Isopropanol | VWR | CAS: 67-63-0 | https://us.vwr.com/store/product/4549282/2-propanol-99-5-acs-vwr-chemicals-bdh |
| ISOTEMP Hot Plate | Fisher Scientific | https://www.fishersci.com/shop/products/fisherbrand-isotemp-hot-plate-stirrer-ambient-540-c-ceramic/p-9078002 | |
| Kapton Tape | |||
| Metaserv 2000 Grinder/Polisher | Buehler | ||
| Nitric Acid (68-70%) | VWR | CAS:7697-37-2MW, BDH3130 | https://us.vwr.com/store/catalog/product.jsp?catalog_number=BDH3130-2.5LP |
| PE-25 Serie Plasma System | Plasma Etch | PE-25 | https://www.plasmaetch.com/pe-25-plasma-cleaner.php |
| PGMEA | J.T. Baker | CAS: 108-65-6 | https://us.vwr.com/store/product/4539301/2-methoxy-1-methylethyl-acetate-pgmea-99-0-by-gc-stabilized-bts-220-j-t-baker |
| PhenoCure Compression Mounting Compound | Buehler | 20-3100-080 | https://shop.buehler.com/phenocure-blk-powder-5lbs |
| PI-88 Sample mount | Bruker | 5-2238-10 | |
| PI-FIB STOCK | Bruker | TI-0280 | |
| SimpliMet 4000 Mounting Press | Buehler | https://www.buehler.com/simpliMet-4000-mounting-press.php | |
| Spin Coater | Laurell Technologies Copr. | WS-650MZ-23NPPB | |
| SU-8 3025 | Kayaku Advanced Materials (MicroChem) | Y311072 0500L1GL | https://www.fishersci.com/shop/products/su-8-3025-500ml/nc0057282 |
| Tescan VEGA 3 SEM | |||
| Thinky AR-1000 Conditioning Mixer | Thinky | AR-100 | https://www.thinkymixer.com/en-us/product/ar-100/ |
Riferimenti
- Ju-Young, K., Jang, D., Greer, J. R. Tensile and compressive behavior of tungsten, molybdenum, tantalum and niobium at the nanoscale. Acta Materialia. 58 (7), 2355-2363 (2010).
- Kihara, Y., et al. Tensile behavior of micro-sized specimen made of single crystalline nickel. Materials Letters. 153, 36-39 (2015).
- Julia, R. G., Kim, J. Y., Burek, M. J. The in-situ mechanical testing of nanoscale single-crystalline nanopillars. JOM: The Journal of Minerals, Metals & Materials Society. 61 (12), 19 (2009).
- Kiener, D., et al. A further step towards an understanding of size-dependent crystal plasticity: In situ tension experiments of miniaturized single-crystal copper samples. Acta Materialia. 56 (3), 580-592 (2008).
- Sumigawa, T., et al. In situ observation on formation process of nanoscale cracking during tension-compression fatigue of single crystal copper micron-scale specimen. Acta Materialia. 153, 270-278 (2018).
- Kim, J. -. Y., Julia, R. G. Tensile and compressive behavior of gold and molybdenum single crystals at the nano-scale. Acta Materialia. 57 (17), 5245-5253 (2009).
- Kiener, D., Minor, A. M. Source truncation and exhaustion: insights from quantitative in situ TEM tensile testing. Nano Letters. 11 (9), 3816-3820 (2011).
- Reichardt, A., et al. In situ micro tensile testing of He+ 2 ion irradiated and implanted single crystal nickel film. Acta Materialia. 100, 147-154 (2015).
- Nageswara Rao, P., Kunzru, D. Fabrication of microchannels on stainless steel by wet chemical etching. Journal of Micromechanics and Microengineering. 17 (12), 99-106 (2007).
- Okayasu, M., Fukui, H., Ohfuji, H., Shiraishi, T. Strain-induced martensite formation in austenitic stainless steel. Journal of Material Science. 48, 6157-6166 (2013).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati