
需要订阅 JoVE 才能查看此. 登录或开始免费试用。
Method Article
协同复合制造 (CCM) 系统的操作
摘要
利用预置胶带为复合层压板的机器人铺设开发了一个协作复合制造系统。该系统允许生产具有高几何复杂性的复合层压板。在该方法中讨论了路径规划、机器人协调与控制中的问题。
摘要
自动化胶带放置和自动光纤放置 (AFP) 机器提供了比传统手动光纤放置更安全的工作环境,并降低了工人的劳动强度。因此,复合材料制造的生产精度、可重复性和效率都得到了显著提高。然而,目前的AFP系统只能生产具有大开放表面或简单旋转部件的复合材料部件,不能满足工业界对小型复杂或封闭结构日益增长的兴趣。
在本研究中,通过采用 1 度自由 (DoF) 旋转级、6-RSS 并行机器人和 6-DoF 串行机器人,可以显著提高 AFP 系统的灵巧性,从而制造复杂的复合部件。安装在平行机器人上的旋转阶段用于握住芯轴,串行机器人携带放置头来模拟两只手,这双手有足够的灵巧性,将纤维放在具有复杂轮廓的芯轴上。
虽然 CCM 系统增加了复合材料制造的灵活性,但生成可行的线下路径非常耗时,甚至是不可能的,这可确保后续光纤均匀铺设,因为各种约束因素奇点、纤维放置头与芯器之间的碰撞、平滑的纤维方向变化以及保持纤维放置头沿零件表面的规范等。此外,由于机器人现有的定位误差,需要在线路径校正。因此,提出了在线姿势校正算法,以校正并行机器人和串行机器人的路径,并在当两个机器人的约束或奇点出现问题时,通过视觉反馈保持两个机器人之间的相对路径不变。进行线下路径规划。实验结果表明,所设计的CCM系统能够满足制造Y型复合结构所需的运动。
引言
近年来,各行业对高性能复合材料结构的需求日益增长,极大地推动了复合材料制造技术的发展。传统的手工生产不能满足新兴产业的高效率、高精度和质量要求。这一方面鼓励了新的生产技术,如AFP系统。AFP 技术使用预处理物自动生产复合材料结构,预处理物以半聚合树脂的浸渍纤维胶带(玻璃、碳等)组成的条状形式存在。在 AFP 系统中,一个能够加热和压实树脂预塞的沉积头安装在纤维放置机或工业机器人上。携带沉积头的纤维放置机或机器人将前置物铺在工具芯的表面。在制造过程中,将模具芯勒用作由预处理物缠绕的模具,形成一定的复合部件结构。部分固化后,将拆下芯轴。目前的AFP系统可以显著提高复合材料3、4、5的生产效率和质量。然而,由于系统 DoF 不足和产生轨迹的困难,它们仅限于生产呈现平坦或轮廓表面的开阔表面,或简单的旋转部件(如圆柱体或锥体)。特别是,航空航天工业和运动器材生产行业现在对这项技术感兴趣,用于生产具有更复杂的几何结构的结构,如"Y"管或形成闭环的结构,如自行车车架。
为了能够制造具有复杂几何形状的结构,应提高 AFP 系统的灵活性。例如,通过在 6 DoF 工业机器人中添加线性轨道和在 mandrel 保持平台中添加旋转阶段,提出了 8 DoF AFP 系统6。然而,该系统仍然不适合制造上述具有复杂几何形状的部件。由两个机器人组成的协作机器人系统是提高灵巧性的希望解决方案,它采用一个机器人将纤维放置头在末端效应器上,另一个机器人握住芯轴。双串行机器人协作系统可能无法解决光纤放置问题,因为考虑到悬臂结构,考虑到悬臂的重重和压实力7,串行机器人容易变形,精度下降。与串行机器人相比,在飞行模拟器和医疗工具中应用的6个DoF并行机器人具有较好的刚度和精度8。因此,除了安装在并行机器人平台上的旋转级外,还构建了一个并行串行协作机器人系统,用于处理复杂的结构制造。
然而,构建的协作机器人系统在设计每个机器人的控制器时遇到了困难,无法满足光纤放置的高精度要求。终端效应器的精确位置测量可以通过激光跟踪系统实现,激光跟踪系统通常用于指导工业机器人在各种航空航天钻井应用中应用9、10。虽然激光跟踪系统可以提供高精度的位置测量,但主要缺点是系统成本和遮挡问题。激光跟踪系统价格昂贵,例如,商业激光跟踪仪及其配件的造价高达 90,000 美元,激光束在机器人移动过程中很容易被遮挡。另一个有前途的解决方案是视觉测量系统,该系统能够以较低的成本提供具有相当精度的末端效应器的 6D 姿势测量。姿势称为末端效应器的 3D 位置和 3D 方向与机器人基本框架的组合。光学CMM(见材料表)是一种基于双摄像头的视觉传感器。通过观察两个机器人末端效应器上的多个反射器目标,可以实时测量机器人之间的相对姿势。光学CMM已成功应用于机器人校准11和动态路径跟踪12,从而在研究中为拟建CCM系统的闭环控制系统提供反馈测量。
最终复合材料产品的质量很大程度上取决于原始光纤路径如何为AFP13、14生成。路径生成过程通常使用线下编程软件执行。生成的路径由芯轴上的一系列标记点组成,这些标记点指示光纤放置头的姿势。与其他轨迹规划应用(如喷漆、抛光或加工)不同,在可能采用不同类型的覆盖路径时,对于 AFP 而言,选择有限,因为光纤是连续的,并且不可能执行突然方向(尖角)的变化,不损坏它,放置头应保持在零件表面的规范中。AFP 的轨迹生成技术首次开发集中在制造大型平板5,然后再转向制造 3D 形状的对象,如开放曲面或圆锥体 5, 14.但是,尚未开发用于为具有复杂几何形状(如 Y 形或其他形状)的零件生成线路径的实用方法。因此,在以前的研究中,为具有复杂轮廓表面的零件设计了一个有效的路径规划算法,以确保后续纤维均匀地铺设,没有间隙或重叠。考虑到路径生成算法的实用性和有效性,仅将6-DoF串行机器人作为定位轴支架的放置头和1-DoF旋转级机器人作为目标系统,以找到最佳轨迹规划。具有最小时间条件的联合空间。由于重运动学计算和考虑各种约束,如奇点、碰撞、平滑方向变化和使放置头保持在零件表面的规范中,等等。
建议的线下轨迹规划可分别为6DoF串行机器人和旋转级生成伺服参考,具有精确的时序。即使进行这种线下轨迹规划,在某些几何零件的所有约束下也不可能生成可行的路径。此外,机器人的定位误差可能导致机器人与工作环境中的芯器或其他设备碰撞。基于光学 CMM 的视觉反馈实现在线路径修改。因此,提出了在线姿势校正算法,以校正并行机器人的路径,并通过视觉反馈同时调整串行机器人路径上的相应偏移。当检测到碰撞和其他约束时,两个机器人之间的相对姿势也会保持不变,同时遵循线下生成的路径。通过在线路径的修正,CCM 系统可以平稳地避开这些点,而不会终止任何端接。由于并行机器人的灵活性,可以针对不同的约束生成 6D 校正偏移量。本手稿介绍了使用在线姿势校正算法的 CCM 系统的详细操作过程。
Access restricted. Please log in or start a trial to view this content.
研究方案
1. CCM 系统的帧定义
注:光学CMM是一个双摄像头传感器,它可以使用一组刚性反射器实时跟踪物体。这些目标的放置原则是目标停留在非对称位置,它们之间有一定距离。目标需要固定在机器人或放置头上,并保留在光学 CMM 的视野 (FOV) 中。光学 CMM 应始终观察每个定义帧至少四个目标。并行机器人的基框架、并行机器人的末端效应器框架和串行机器人的工具框架分别表示为Fb、FtP和FtS。这些帧的定义如图1 所示。由于并行机器人和串行机器人的基本帧是固定的,因此可以通过校准来推导出两个基本帧之间的变换矩阵。

图 1.协作复合制造 (CCM) 系统设置。CCM 系统的硬件包括 6-RSS 并行机器人、1-DoF 旋转级、6-DoF 串行机器人、放置头和光学 CMM。夹子夹在旋转台上,旋转阶段安装在平行机器人上。请点击此处查看此图的较大版本。
{kind=link}
- 并行机器人基框架的定义
- 通过光学 CMM 的软件加载帧定义文件(参见材料表)。
- 单击定位>检测目标。选择安装在平行机器人电机上的目标。单击"接受"以将这些目标作为整个系统的定位参考。
- 在"实体"列表中,单击"基本框架"并选择"使此参考框架为原点"。
注:步骤 1.1 的目的是将 Fb作为整个系统的参考框架。帧定义文件可在以下链接获取:
- 末端效应器平台框架跟踪模型的定义
- 在导航区域中选择跟踪模型。单击"检测模型",然后选择固定在并行机器人终端效应平台上的目标。单击"接受"。
- 单击生成的检测模型。在原点偏移的下拉列表中选择"向上+帧"。然后单击"应用"。
注: 此步骤旨在设置末端执行器平台框架 FtP与终端执行器平台上所附加的目标之间的固定关系。 - 单击文件导出跟踪模型,然后输入文件名以保存跟踪模型。
- 工具框架跟踪模型的定义
- 选择跟踪模型。单击"检测模型",然后选择固定在串行机器人工具框架上的目标。单击"接受"。
- 单击生成的检测模型。在"原点"偏移量的下拉列表中选择SerToolFrame 。单击"应用"并保存定义的跟踪模型。
2. 系统准备
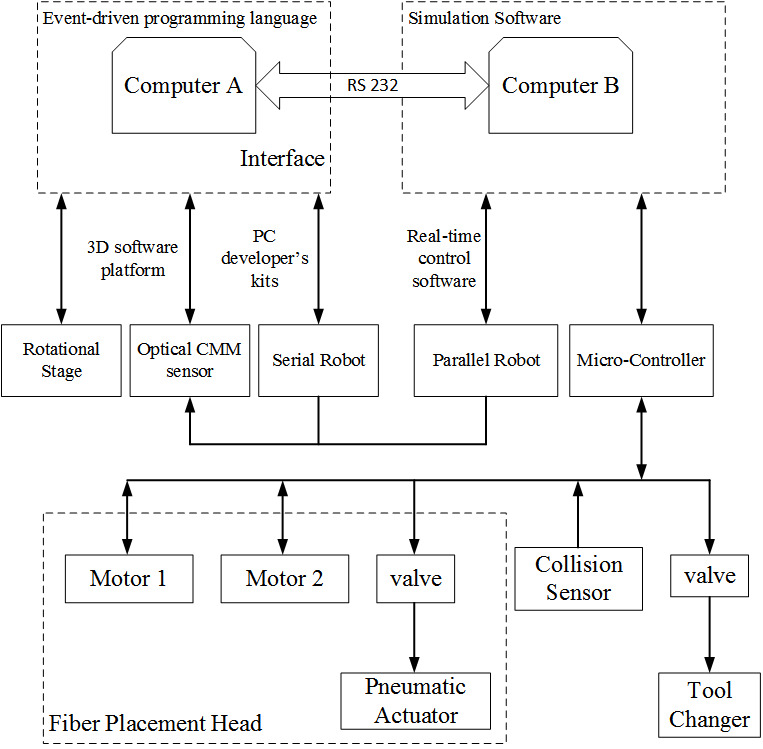
注:CCM系统的控制系统布局如图2所示。

图 2.系统布局。两台计算机(A 和 B)用于控制 CCM 系统。它们之间的通信是通过 RS232。计算机 A 控制旋转状态、摄影测量和串行机器人。计算机 B 控制并行机器人、电机和阀门等。请点击此处查看此图的较大版本。
{kind=link}
- 旋转阶段的准备
- 在计算机 A 上加载由事件驱动的编程语言编程的集成控制接口。
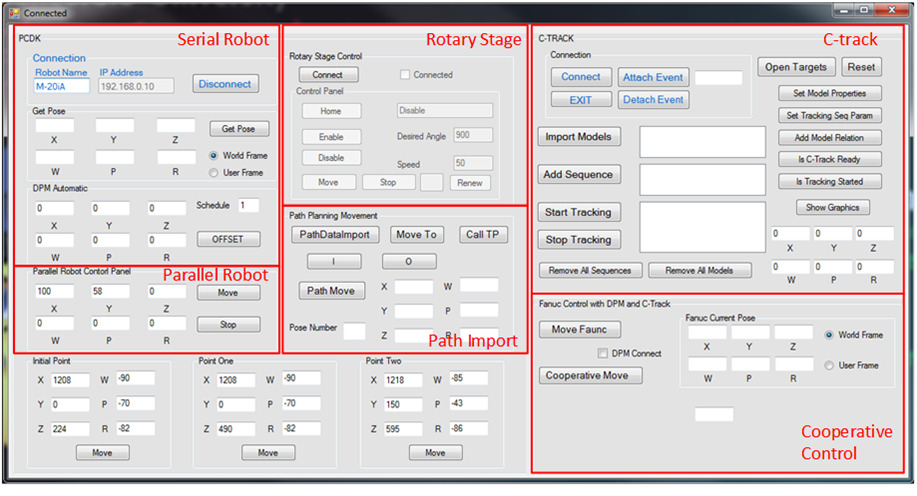
注:控制接口如图3所示。接口程序可在以下链接获取:。 - 单击"连接"以连接旋转阶段的控制器。单击"启用"以连接旋转阶段的电机。然后单击"主页"将旋转阶段移动到主位置。
- 在计算机 A 上加载由事件驱动的编程语言编程的集成控制接口。

图 3.控制接口。由事件驱动编程语言编程的控制软件。该接口由6个部分组成:串行机器人、并行机器人、旋转阶段、路径导入、光学CMM和协同控制。请点击此处查看此图的较大版本。
{kind=link}
- 串行机器人的准备
- 打开串行机器人控制器的电源(参见材料表)。
- 单击"连接"集成控制接口以连接机器人服务器。
- 光学 CMM 的准备
- 打开光学 CMM 的控制器电源,并等待控制器的屏幕显示"就绪"。
- 单击集成控制接口上的连接,通过应用程序编程接口 (API) 连接光学 CMM。
- 导入第 1 节中构建的模型,其中包括串行机器人的基本模型、上平台模型和末端效应器模型。
- 单击"添加序列"。如有必要,添加模型之间的相对序列。然后单击"开始跟踪"以跟踪模型的姿势。
- 并行机器人的准备
- 打开并行机器人控制器的电源。
- 加载串行端口接收程序并选择"正常模式"。
注:串行端口接收程序不能直接控制并行机器人。它用于通过串行通信端口从计算机 A 接收远程数据。串行端口接收程序可在以下链接获得:; - 加载辅助远程控制程序并选择外部模式。然后单击增量生成以连接到目标。
注: ParaRemoteControl程序用于从SerialPort_接收程序接收所需的姿势并控制并行机器人。ParaRemoteControl程序可在以下链接获取: - 单击"开始模拟两个程序"以初始化并行机器人的控制器。
3. 生成线下路径
- 通过数值计算软件加载路径规划接口(参见材料表)。
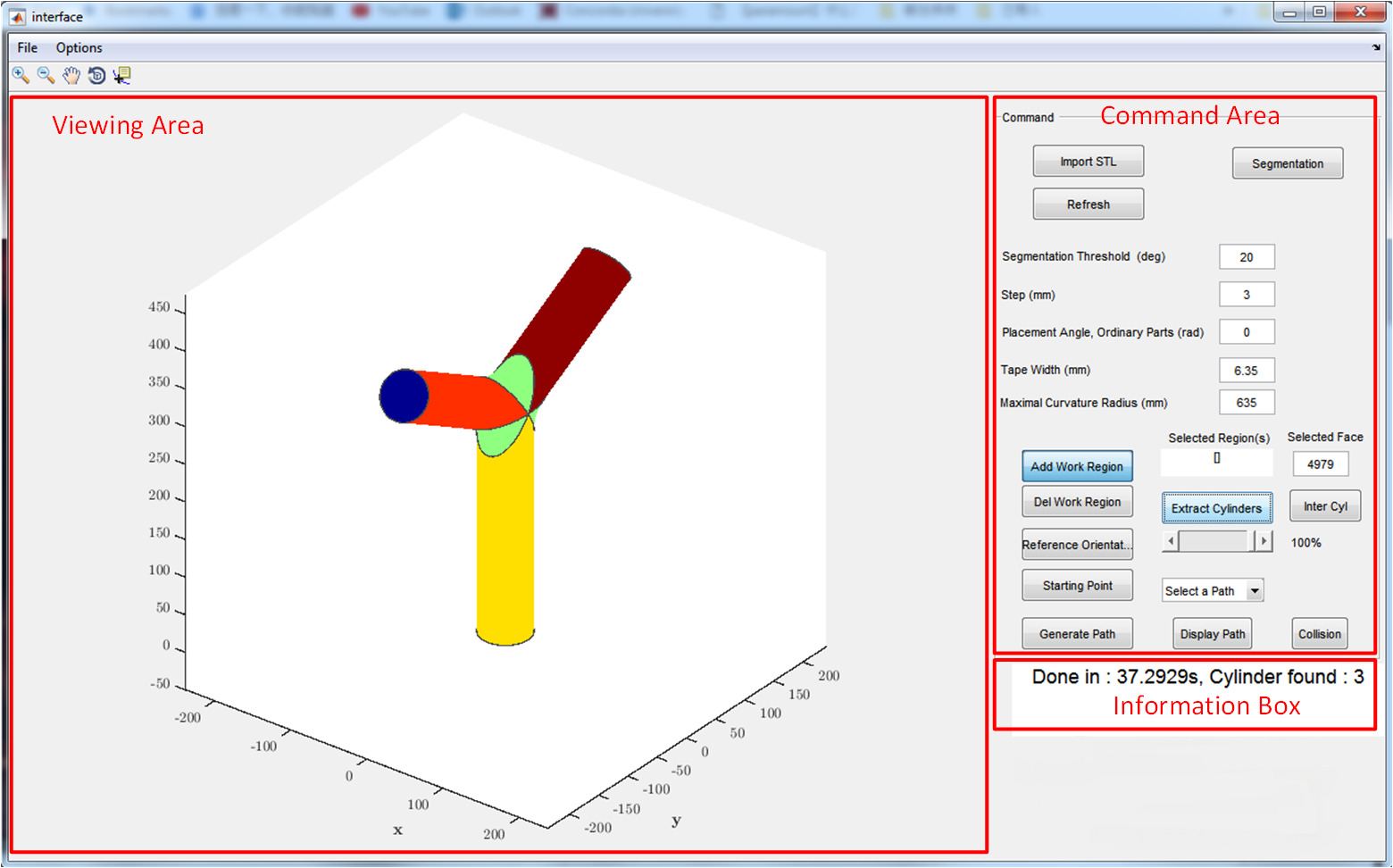
注:该接口如图4所示。路径规划接口是生成系统路径的线下软件,可在以下链接获取:。

图 4.路径规划接口。路径规划软件由3个部分组成:可视区域、命令区域和信息框。"查看区域"部分允许处理零件的 3D 显示。"命令区域"部分执行生成线下路径的主要操作。"信息框"部分显示有关程序状态的信息。请点击此处查看此图的较大版本。
{kind=link}
- 单击"导入 STL"并选择零件文件。然后单击"细分"。
注:零件分为分离区域(Y 形零件的圆柱体和交汇点)。不同的区域以不同的颜色显示。 - 单击"添加工作区域"并选择油缸提取时的区域。
- 将滑块调整为 100%,然后单击"提取圆柱体"。
- 单击"添加工作区域"以选择路径的起始分支。
- 单击"生成路径"。选择第三个选项:在弹出窗口对话框窗口中保持放置角度 (CPA)。
- 在弹出式对话框窗口中选择所需的放置角度 90°。然后选择红点。
- 要显示生成的路径,请单击"选择路径"下拉菜单。然后,选择路径。
- 要保存此路径,请单击"文件>保存"并输入文件名。
4. 串行机器人和旋转阶段轨迹的单独分解
- 在数值计算软件中运行方法学_Jacobian函数(参见材料表)。
注:方法-雅各比函数用于将步骤 3 中的生成路径分解为串行机器人和旋转阶段的两个单独的轨迹。 - 选择所需的路径文件(由路径规划界面生成),然后单击"打开"。
- 输入所需的路径编号。
- 然后计算轨迹的第一个点。为操纵器选择所需的配置以达到此姿势。
注: 步骤 4.4 完成后,将显示显示关节值演变的图形。生成包含串行机器人和旋转阶段轨迹的文件。
5. 在没有路径修改算法的情况下运行线下路径
- 按"选择"示教吊坠并选择导入文件的名称。按Enter加载路径文件。
- 将机械手控制器的开关切换到自动模式。将示教吊坠打开/关闭开关关闭。
- 按串行机器人控制器的循环开始以运行路径。
- 单击位于"协作控制"面板中的"合作移动"。
注: 系统将执行脱机路径,而无需在线路径修改算法。如果接头达到奇点或约束条件,系统将停止。
6. 使用路径修改算法运行线下路径
- 重复步骤 5.1_5.3。然后单击图 3中协作控制面板处的DPM 连接,添加系统的在线路径修改能力。
- 单击位于"协作控制"面板中的"合作移动"。
注: 系统将使用在线路径修改算法执行脱机路径。在执行过程中,通过串行机器人的编码器测量来监控奇异性和关节约束。系统可以顺利通过奇点或约束限制点,无需终止。
Access restricted. Please log in or start a trial to view this content.
结果
实验旨在演示在拟建CCM系统的Y形芯子上实现纤维铺设运动的过程。该过程分三个步骤进行:路径生成;轨迹分解;奇点和约束避免。
路径生成
通常,标准方向在工业中使用来定义层压板的不同层板。本文应调整方向定义,以适应-形状主体。以芯子的中轴为参考,即0°,研究了ply、0°、45°和90°的三种不同方向,用?...
Access restricted. Please log in or start a trial to view this content.
讨论
实验结果表明,所设计的CCM系统具有90°板放置角度的制造工艺。本文提出的方法可用于在带有 Y 形和其他形状的芯子上设置 0° 和 45° 层位置角度的纤维。串行机器人的内置控制器能够提供奇异性避免功能17,但仅支持末端效应器的线性运动。当末端执行器执行圆移动的任务时,要素不起作用,因此无法确保生成的所需线下路径。此外,通过内置控制器功能,也无法解决关节约?...
Access restricted. Please log in or start a trial to view this content.
披露声明
作者没有什么可透露的。
致谢
该项目由加拿大自动化复合材料制造工业研究主席自然科学和工程研究理事会(NSERC)和魁北克省与纳特鲁技术基金会(FRQNT)资助。
Access restricted. Please log in or start a trial to view this content.
材料
| Name | Company | Catalog Number | Comments |
| AeroBasic | Aerotech | Motion control software | |
| Collaborative Composite Manufacturing (CCM) System | Concordia University | A CCM system is proposed to manufacture more complex composite components which pose high demand for trajectory planning than those by the current AFP system. The system consists of a 6 degree-of-freedom (DOF) serial robot holding the fiber placement head, a 6-DOF revolute-spherical-spherical (RSS) parallel robot on which a 1-DOF mandrel holder is installed and an eye-to-hand optical CMM sensor, i.e. C-track, to detect the poses of both end-effectors of parallel robot and serial robot. | |
| C-track | Creaform Inc. | An eye-to-hand optical CMM sensor | |
| Fanuc M-20iA | Fanuc Inc. | Serial robot | |
| Matlab | MathWorks | A multi-paradigm numerical computing software | |
| Quanser | Quanser Inc. | Providing the engineering lab equipments for teaching and research. | |
| VB | Microsoft | Visual Basic | |
| Vxelements | Creaform Inc. | Software for C-track |
参考文献
- Groppe, D. Robots Improve the Quality and Cost-effectiveness of Composite Structures. Industrial Robot: An International Journal. 27 (2), 96-102 (2000).
- Ahrens, M., Mallick, V., Parfrey, K. Robotic Based Thermoplastic Fibre Placement Process. Industrial Robot: An International Journal. 25 (5), 326-330 (1998).
- hirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Shirinzadeh, B., Foong, C. W., Tan, B. H. Robotic fibre placement process planning and control. Assembly Automation. 20 (4), 313-320 (2000).
- Shirinzadeh, B., Alici, G., Foong, C. W., Cassidy, G. Fabrication process of open surfaces by robotic fibre placement. Robotics and Computer Integrated Manufacturing. 20 (1), 17-28 (2004).
- Coriolis. , Available from: http://www.coriolis-composites.com/ (2011).
- Dasgupta, B., Muthyunjaya, T. S. The Stewart platform manipulator: a review. Mechanism and Machine Theory. 35 (1), 15-40 (2000).
- Zhang, X. M., Xie, W. F., Hoa, S. V., Zeng, R. Design and Analysis of Collaborative Automated Fiber Placement Machine. International Journal of Advanced Robotics and Automation. 1 (1), 1-14 (2016).
- Shirinzadeh, B., et al. Laser interferometry-based guidance methodology for high precision positioning of mechanisms and robots. Robotics Computer-Integrated Manufacturing. 26 (1), 74-82 (2010).
- Vincze, M., Prenninger, J. P., Gander, H. A laser tracking system to measure position and orientation of robot end effectors under motion. International Journal of Robotics Research. 13 (4), 305-314 (1994).
- Li, P., Zeng, R., Xie, W., Zhang, X. Relative posture-based kinematic calibration of a 6-RSS parallel robot by optical coordinate measurement machine. International Journal of Advanced Robotic Systems. 15 (2), (2018).
- Shu, T., Gharaaty, S., Xie, W. F., Joubair, A., Bonev, I. Dynamic path tracking of industrial robots with high accuracy using photogrammetry sensor. IEEE/ASME Transactions on Mechatronics. 23 (3), 1159-1170 (2018).
- Shirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Blom, A. W., Abdalla, M. M., Gürdal, Z. Optimization of course locations in fiber-placed panels for general fiber angle distributions. Composites Science and Technology. 70 (4), 564-570 (2010).
- Hély, C., Birglen, L., Xie, W. F. Feasibility study of robotic fibre placement on intersecting multi-axial revolution surfaces. Robotics and Computer-Integrated Manufacturing. 48, 73-79 (2017).
- Zhang, X. M., Xie, W. F., Hoa, S. V. Semi-offline trajectory synchronized algorithm of the cooperative automated fiber placement system. Robotics and Computer–Integrated Manufacturing. 51, 53-62 (2018).
- Robotics America Corporation. FANUC Robotics SYSTEM R-30iB Handling Tool Setup and Operations Manual. Fanuc. , 1686-1692 (2012).
Access restricted. Please log in or start a trial to view this content.
转载和许可
请求许可使用此 JoVE 文章的文本或图形
请求许可探索更多文章
This article has been published
Video Coming Soon
版权所属 © 2025 MyJoVE 公司版权所有,本公司不涉及任何医疗业务和医疗服务。