
Zum Anzeigen dieser Inhalte ist ein JoVE-Abonnement erforderlich. Melden Sie sich an oder starten Sie Ihre kostenlose Testversion.
Method Article
Betrieb des Collaborative Composite Manufacturing (CCM) Systems
In diesem Artikel
Zusammenfassung
Ein kollaboratives Composite-Fertigungssystem wird für die robotische Verlegung von Verbundlaminaten mit dem Prepreg-Band entwickelt. Das vorgeschlagene System ermöglicht die Herstellung von Verbundlaminaten mit hoher geometrischer Komplexität. Die Themen in der Wegeplanung, Koordination der Roboter und Steuerung werden in der vorgeschlagenen Methode behandelt.
Zusammenfassung
Die automatisierte Bandplatzierung und die automatisierte nähant-Maschine (AUTOMATED Fiber Placement, AFP) bieten eine sicherere Arbeitsumgebung und reduzieren die Arbeitsintensität der Arbeiter als die herkömmliche manuelle Faserplatzierung. Dadurch werden die Produktionsgenauigkeit, Wiederholgenauigkeit und Effizienz der Verbundwerkstofffertigung deutlich verbessert. Die aktuellen AFP-Systeme können jedoch nur die Verbundkomponenten mit großen offenen Flächen oder einfachen Umdrehungsteilen herstellen, die dem wachsenden Interesse an kleinen komplexen oder geschlossenen Strukturen aus der Industrie nicht gerecht werden können.
In dieser Forschung kann durch den Einsatz einer 1-Grad-Freiheits-Rotationsstufe (DoF), einem 6-RSS-Parallelroboter und einem 6-DoF-Serienroboter die Geschicklichkeit des AFP-Systems für die Herstellung komplexer Verbundteile deutlich verbessert werden. Die Rotationsstufe, die auf dem parallelen Roboter montiert ist, wird verwendet, um den Dorn zu halten und der serielle Roboter trägt den Platzierungskopf, um zwei menschliche Hände zu imitieren, die genug Geschicklichkeit haben, um die Faser mit komplexer Kontur auf den Dorn zu legen.
Obwohl das CCM-System die Flexibilität der Composite-Fertigung erhöht, ist es ziemlich zeitaufwändig oder sogar unmöglich, den machbaren Off-Line-Pfad zu erzeugen, der eine gleichmäßige Verlegung nachfolgender Fasern unter Berücksichtigung der Singularitäten, Kollisionen zwischen Faserplatzierungskopf und Dorn, sanfte Faserrichtung ändern und halten die Faser Platzierung Kopf entlang der Norm des Teils Oberfläche, etc. Darüber hinaus ist aufgrund des bestehenden Positionierungsfehlers der Roboter die Online-Pfadkorrektur erforderlich. Daher wird der Online-Pose-Korrekturalgorithmus vorgeschlagen, um die Pfade von parallelen und seriellen Robotern zu korrigieren und den relativen Pfad zwischen den beiden Robotern durch das visuelle Feedback unverändert zu halten, wenn die Einschränkung oder Singularität Probleme in der Off-Line-Pfadplanung erfolgen. Die experimentellen Ergebnisse zeigen, dass das entworfene CCM-System die Fürdier eine Verbundstruktur mit Y-Formerfüllen kann.
Einleitung
In letzter Zeit hat der steigende Bedarf an Hochleistungsverbundstrukturen in verschiedenen Branchen die Entwicklung der Verbundwerkstofffertigungstechnologien1,2stark vorangetrieben. Die traditionelle manuelle Fertigung kann die hohen Effizienz-, Genauigkeits- und Qualitätsanforderungen der aufstrebenden Industrie nicht erfüllen. Dieser Aspekt hat die Entwicklung neuer Produktionstechnologien wie AFP-Systeme gefördert. Die AFP-Technologie automatisiert die Herstellung von Verbundwerkstoffstrukturen mit Prepregs, die in Form von Streifen aus imprägnierten Faserbändern (Glas, Kohlenstoff usw.) aus halbpolymerisiertem Harz vorhanden sind. Im AFP-System wird ein Abscheidungskopf mit der Fähigkeit, die Harzprepregs zu erwärmen und zu verdichten, auf einer Faserbestückungsmaschine oder einem Industrieroboter montiert. Die Faserplatzierungsmaschine oder der Roboter, der den Abscheidungskopf trägt, legt die Prepregs auf, die die Oberfläche der Werkzeugleiter durchqueren. Bei der Herstellung wird der Werkzeugdorn als Form verwendet, um von den Prepregs gewickelt zu werden, um eine bestimmte Struktur des Verbundteils zu bilden. Der Dorn wird entfernt, nachdem das Teil ausgehärtet wurde. Die aktuellen AFP-Systeme können die Effizienz und Qualität der Herstellung von Verbundwerkstoffen deutlich verbessern3,4,5. Sie beschränken sich jedoch auf die Herstellung offener Flächen mit einer flachen oder konturierten Oberfläche oder einfache Umdrehungsteile wie Zylinder oder Kegel aufgrund des unzureichenden DoF des Systems und der Schwierigkeiten bei der Erzeugung von Flugbahnen. Vor allem die Luft- und Raumfahrtindustrie und die Produktionsindustrie von Sportgeräten interessieren sich nun für diese Technik zur Herstellung von Strukturen mit komplexeren Geometrien wie "Y"-Rohren oder den Strukturen, die geschlossene Schleifen bilden, wie z.B. Fahrradrahmen.
Um die Strukturen mit komplexen Geometrien herstellen zu können, sollte die Flexibilität des AFP-Systems verbessert werden. Beispielsweise wurde ein 8 DoF AFP-System6 vorgeschlagen, indem einem 6 DoF Industrieroboter eine lineare Spur und der Dornhalteplattform eine Rotationsstufe hinzugefügt wurde. Das System ist jedoch immer noch nicht für die Herstellung der oben genannten Teile mit komplexen Geometrien geeignet. Das kollaborative Robotersystem, das aus zwei Robotern besteht, ist eine vielversprechende Lösung, um die Geschicklichkeit zu erhöhen, indem ein Roboter verwendet wird, um den Faserplatzierungskopf am Endeffektor zu halten, und einen anderen Roboter, um den Dorn zu halten. Das kollaborative System mit zwei seriellen Robotern löst möglicherweise nicht das Problem der Faserplatzierung, da die seriellen Roboter aufgrund ihrer Auslegerstruktur tendenziell verformen und die Genauigkeit verlieren, wenn man das Gewicht des Dorns und die Verdichtungskraft7berücksichtigt. Im Vergleich zu den seriellen Robotern genießen 6 DoF-Parallelroboter, die im Flugsimulator und medizinischen Werkzeugen eingesetzt wurden, eine bessere Steifigkeit und Genauigkeit8. Daher wird ein parallel-serielles kollaboratives Robotersystem, zusätzlich zu einer Rotationsstufe auf der Plattform des Parallelroboters, für die Handhabung der komplexen Strukturen in diesem Papier gebaut.
Das gebaute kollaborative Robotersystem führt jedoch zu Schwierigkeiten bei der Konstruktion der Steuerung für jeden Roboter, um die hohe Genauigkeit der Faserplatzierung zu erfüllen. Die genaue Positionsmessung des Endeffektors konnte durch lasertracking-System erreicht werden, das häufig verwendet wird, um den Industrieroboter in verschiedenen Luft- und Raumfahrtbohranwendungen9,10zu führen. Obwohl das Laser-Tracking-System eine hochgenaue Positionsmessung liefern kann, liegen die Hauptnachteile in den Kosten des Systems und dem Okklusionsproblem. Das Laser-Tracking-System ist teuer, z.B. ein kommerzieller Lasertracker und dessen Zubehör kosten bis zu 90.000 US-Dollar, und der Laserstrahl lässt sich während der Bewegung der Roboter leicht verschließen. Eine weitere vielversprechende Lösung ist das Vision-Messsystem, das eine 6D-Pose-Messung des Endeffektors mit erheblicher Genauigkeit zu geringen Kosten ermöglichen kann. Die Pose wird als Kombination der 3D-Position und der 3D-Ausrichtung des Endeffektors in Bezug auf den Grundrahmen des Roboters bezeichnet. Das optische CMM (siehe Tabelle der Materialien) ist ein visueller Sensor mit zwei Kameras. Durch die Beobachtung mehrerer Reflektorziele, die an den Endeffektoren der beiden Roboter befestigt sind, können die relativen Posen zwischen den Robotern in Echtzeit gemessen werden. Das optische KMG wurde erfolgreich auf die Roboterkalibrierung11 und die dynamische Pfadverfolgung12 angewendet und wird daher eingeführt, um die Rückkopplungsmessung an die Closed-Loop-Steuerungssysteme des vorgeschlagenen CCM-Systems in dieser Studie zu liefern.
Die Qualität des Endverbundprodukts hängt weitgehend davon ab, wie der ursprüngliche Faserpfad für die AFP13,14erzeugt wird. Der Pfadgenerierungsprozess wird normalerweise mithilfe von Offline-Programmiersoftware durchgeführt. Der erzeugte Pfad besteht aus einer Reihe von Tag-Punkten auf dem Dorn, die die Pose des Faserplatzierungskopfes anzeigen. Im Gegensatz zu anderen Bahnplanungsanwendungen wie Lackabscheidung, Polieren oder Zerspanen, bei denen unterschiedliche Deckungswege möglich sind, ist die Auswahl bei AFP begrenzt, da die Faser kontinuierlich ist und es nicht möglich ist, abrupte Richtungsänderungen (scharfe Ecken), ohne sie zu beschädigen, und der Platzierungskopf sollte in der Norm der Oberfläche der Teile gehalten werden. Die erste Entwicklung der Bahnerzeugungstechnik für AFP konzentrierte sich auf die Herstellung großer Flachplatten5, bevor sie sich in Richtung der Herstellung der Objekte von 3D-Formen wie offenen gekrümmten Oberflächen oder Kegeln5 , 14. Es wurde jedoch keine praktische Methodik zur Erzeugung von Off-Line-Pfaden für die Teile mit komplexen Geometrien wie Y-Form oder anderen Formen entwickelt. Daher ist ein effektiver Wegeplanungsalgorithmus für die Teile mit komplex konturierten Oberflächen so konzipiert, dass nachfolgende Fasern lücken- oder überlappend in unseren bisherigen Forschungsarbeiten15gleichmäßig verlegt werden. Unter Berücksichtigung der Praktikabilität und Wirksamkeit des Pfaderzeugungsalgorithmus werden nur der 6-DoF-Serienroboter mit dem Platzierungskopf und der 1-DoF-Rotationsstufe als Dornhalter als Zielsystem betrachtet, um die optimale Flugbahnplanung in gemeinsamen Raum mit minimalen Zeitkriterien. Es könnte aufgrund der schweren Kinematikberechnung und der Berücksichtigung verschiedener Einschränkungen wie Singularitäten, Kollisionen, sanfte Richtungsänderung und den Platzierungskopf in der Norm der Teileoberfläche usw. zu halten.
Die vorgeschlagene Off-Line-Trajektorienplanung kann die Servoreferenz für den seriellen Roboter 6 DoF bzw. die Rotationsstufe mit exaktem Timing generieren. Selbst mit dieser Off-Line-Trajektobahnplanung könnte es unmöglich sein, einen machbaren Pfad unter allen Einschränkungen für bestimmte Geometrieteile zu generieren. Darüber hinaus können die Positionierungsfehler der Roboter dazu führen, dass die Roboter mit dem Dorn oder einem anderen Gerät in der Arbeitsumgebung kollidieren. Die Online-Pfadänderung wird auf Basis des visuellen Feedbacks des optischen KMG implementiert. Daher wird der Online-Posenkorrekturalgorithmus vorgeschlagen, den Weg des parallelen Roboters zu korrigieren und einen entsprechenden Offset auf den Pfad des seriellen Roboters gleichzeitig durch das visuelle Feedback zu stimmen. Wenn die Kollision und andere Einschränkungen erkannt werden, bleibt auch die relative Pose zwischen den beiden Robotern unverändert, während sie dem vom Liniennetz generierten Pfad folgt. Durch die Korrektur des Online-Pfades kann das CCM-System diese Punkte reibungslos und ohne Beendigung vermeiden. Durch die Flexibilität des Parallelroboters können die 6D-Korrekturversätze in Bezug auf unterschiedliche Einschränkungen erzeugt werden. Dieses Manuskript stellt ein detailliertes Arbeitsverfahren des CCM-Systems unter Verwendung eines Online-Posenkorrekturalgorithmus vor.
Access restricted. Please log in or start a trial to view this content.
Protokoll
1. Rahmendefinitionen des CCM-Systems
HINWEIS: Das optische CMM ist ein Dual-Kamera-Sensor, der das Objekt mit einem starren Satz von Reflektoren als Ziel in Echtzeit verfolgen kann. Das Platzierungsprinzip dieser Ziele besteht darin, dass die Ziele an den asymmetrischen Stellen mit einer gewissen Entfernung zwischen ihnen stecken bleiben. Die Targets müssen an den Robotern oder dem Platzierungskopf befestigt werden und im Sichtfeld (FOV) des optischen KMG verbleiben. Mindestens vier Ziele sollten für jeden definierten Frame durch das optische KMG die ganze Zeit beobachtet werden. Der Grundrahmen des Parallelroboters, der Endeffektrahmen des Parallelroboters und der Werkzeugrahmen des seriellen Roboters werden als Fb, FtPbzw. FtSbezeichnet. Die Definitionen dieser Rahmen sind in Abbildung 1dargestellt. Da die Basisrahmen des Parallelroboters und des seriellen Roboters fixiert sind, kann die Transformationsmatrix zwischen den beiden Basisrahmen durch Kalibrierung abgeleitet werden.

Abbildung 1. Collaborative Composite Manufacturing (CCM) System-Setup. Die Hardware des CCM-Systems besteht aus einem 6-RSS-Parallelroboter, einer 1-DoF-Rotationsstufe, einem 6-DoF-Serienroboter, einem Platzierungskopf und dem optischen KMG. Der Dorn wird auf der Rotationsstufe geklemmt, und die Drehstufe wird auf dem parallelen Roboter montiert. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
- Definition des Grundrahmens des Parallelroboters
- Laden Sie die Framedefinitionsdatei über die Software des optischen KMG (siehe Materialtabelle).
- Klicken Sie auf Positionierung > Ziele erkennen. Wählen Sie die Ziele aus, die an den Motoren des Parallelroboters befestigt sind. Klicken Sie auf Akzeptieren, um diese Ziele als Positionierungsreferenz des gesamten Systems zu verwenden.
- Klicken Sie in der Liste Entitäten auf Basisrahmen, und wählen Sie Diesen Referenzrahmen zum Ursprung machenaus.
HINWEIS: Der Zweck von Schritt 1.1 ist es, Fb als Referenzrahmen des gesamten Systems zu nehmen. Die Framedefinitionsdatei kann unter folgendem Link abgerufen werden: .
- Definition des Tracking-Modells des Endeffektor-Plattformrahmens
- Wählen Sie Im Navigationsbereich die Option Tracking-Modelle aus. Klicken Sie auf Modell erkennen, und wählen Sie dann die Ziele aus, die auf der Endeffektorplattform des parallelen Roboters fixiert sind. Klicken Sie auf Akzeptieren.
- Klicken Sie auf das generierte Erkennungsmodell. Wählen Sie Up_Frame in der Dropdown-Liste des Origin Offset. Klicken Sie dann auf Übernehmen.
HINWEIS: In diesem Schritt werden die festen Beziehungen zwischen dem Endeffektor-Plattformrahmen FtP und den auf der Endeffektorplattform angefügten Zielen eingerichtet. - Klicken Sie auf Dateiexport-Tracking-Modell, und geben Sie einen Dateinamen ein, um das Nachverfolgungsmodell zu speichern.
- Definition des Tracking-Modells des Werkzeugrahmens
- Wählen Sie Tracking-Modelleaus. Klicken Sie auf Modell erkennen, und wählen Sie dann die Ziele aus, die am Werkzeugrahmen des seriellen Roboters befestigt sind. Klicken Sie auf Akzeptieren.
- Klicken Sie auf das generierte Erkennungsmodell. Wählen Sie SerToolFrame in der Dropdown-Liste des Origin-Offsetsaus. Klicken Sie auf Anwenden, und speichern Sie das definierte Nachverfolgungsmodell.
2. Systemvorbereitung
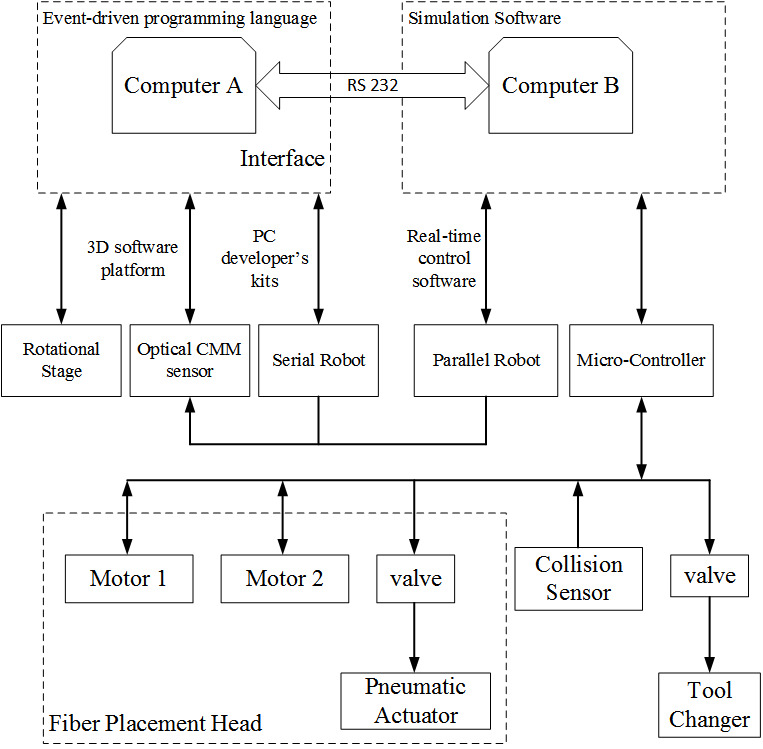
HINWEIS: Das Steuerungslayout des CCM-Systems ist in Abbildung 2dargestellt.

Abbildung 2. Systemlayout. Zur Steuerung des CCM-Systems werden zwei Computer (A & B) verwendet. Die Kommunikation zwischen ihnen erfolgt über RS232. Computer A steuert den Rotationszustand, den Photogrammetrie-Senor und den seriellen Roboter. Computer B steuert den parallelen Roboter, Motoren und Ventile usw. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
- Vorbereitung der Rotationsphase
- Laden Sie die integrierte Steuerungsschnittstelle, die durch die ereignisgesteuerte Programmiersprache auf Computer A programmiert wird.
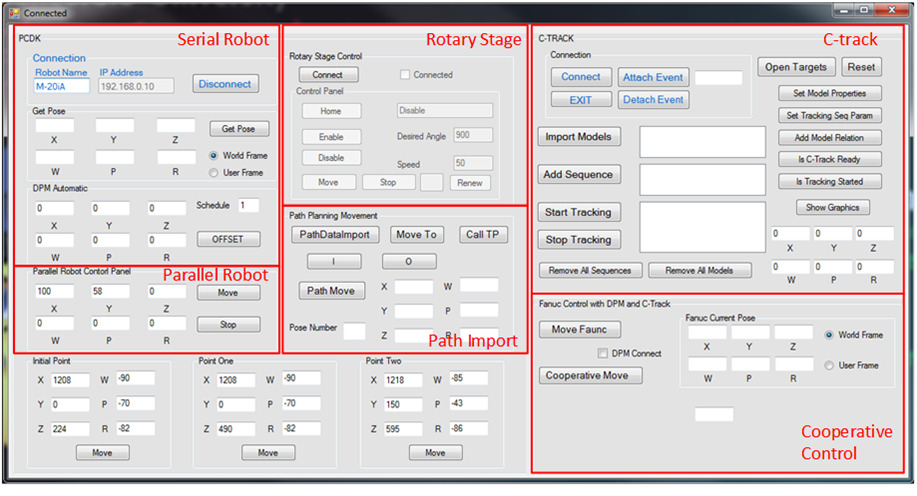
HINWEIS: Die Steuerschnittstelle ist in Abbildung 3dargestellt. Das Interface-Programm kann unter folgendem Link abgerufen werden: . - Klicken Sie auf Verbinden, um den Controller der Rotationsstufe anzuschließen. Klicken Sie auf Aktivieren, um den Motor der Drehstufe zu verbinden. Klicken Sie dann auf "Startseite", um die Rotationsphase an die Heimatposition zu verschieben.
- Laden Sie die integrierte Steuerungsschnittstelle, die durch die ereignisgesteuerte Programmiersprache auf Computer A programmiert wird.

Abbildung 3. Steuerschnittstelle. Die Steuerungssoftware nach ereignisgesteuerter Programmiersprache programmiert. Die Schnittstelle besteht aus 6 Abschnitten: serieller Roboter, Parallelroboter, Rotationsstufe, Pfadimport, optisches KMG und kooperative Steuerung. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
- Vorbereitung des Serienroboters
- Schalten Sie den Controller des seriellen Roboters ein (siehe Tabelle der Materialien).
- Klicken Sie auf Die integrierte Steuerschnittstelle verbinden, um den Roboterserver zu verbinden.
- Vorbereitung des Optischen KMG
- Schalten Sie den Controller des optischen KMGs ein und warten Sie, bis der Bildschirm des Controllers Bereitanzeigt.
- Klicken Sie auf Die integrierte Steuerungsschnittstelle verbinden, um das optische CMM über application Programming Interface (API) zu verbinden.
- Importieren Sie die in Abschnitt 1 eingebauten Modelle, zu denen das Basismodell, das obere Plattformmodell und das Endeffektormodell des seriellen Roboters gehören.
- Klicken Sie auf Sequenz hinzufügen. Fügen Sie ggf. die relative Reihenfolge zwischen den Modellen hinzu. Klicken Sie dann auf Tracking starten, um die Pose der Modelle zu verfolgen.
- Vorbereitung des Parallelroboters
- Schalten Sie den Controller des Parallelroboters ein.
- Laden Sie das Programm SerialPort_Receive, und wählen Sie Normalmodus aus.
HINWEIS: Das Programm SerialPort_Receive kann den parallelen Roboter nicht direkt steuern. Es wird verwendet, um die Remote-Daten von Computer A über serielle Kommunikation Port zu empfangen. Das Programm SerialPort_Receive kann unter folgendem Link abgerufen werden: . - Laden Sie das ParaRemoteControl-Programm und wählen Sie Den externen Modus aus. Klicken Sie dann auf Inkrementelles Erstellen, um eine Verbindung mit dem Ziel herzustellen.
HINWEIS: Das ParaRemoteControl-Programm wird verwendet, um die gewünschte Pose vom SerialPort_Receive-Programm zu empfangen und den parallelen Roboter zu steuern. Das ParaRemoteControl-Programm ist unter folgendem Link abrufe: . - Klicken Sie auf Simulation der beiden Programme starten, um den Controller des parallelen Roboters zu initialisieren.
3. Generieren des Offline-Pfades
- Laden Sie die Pfadplanungsschnittstelle über die numerische Computersoftware (siehe Tabelle der Materialien).
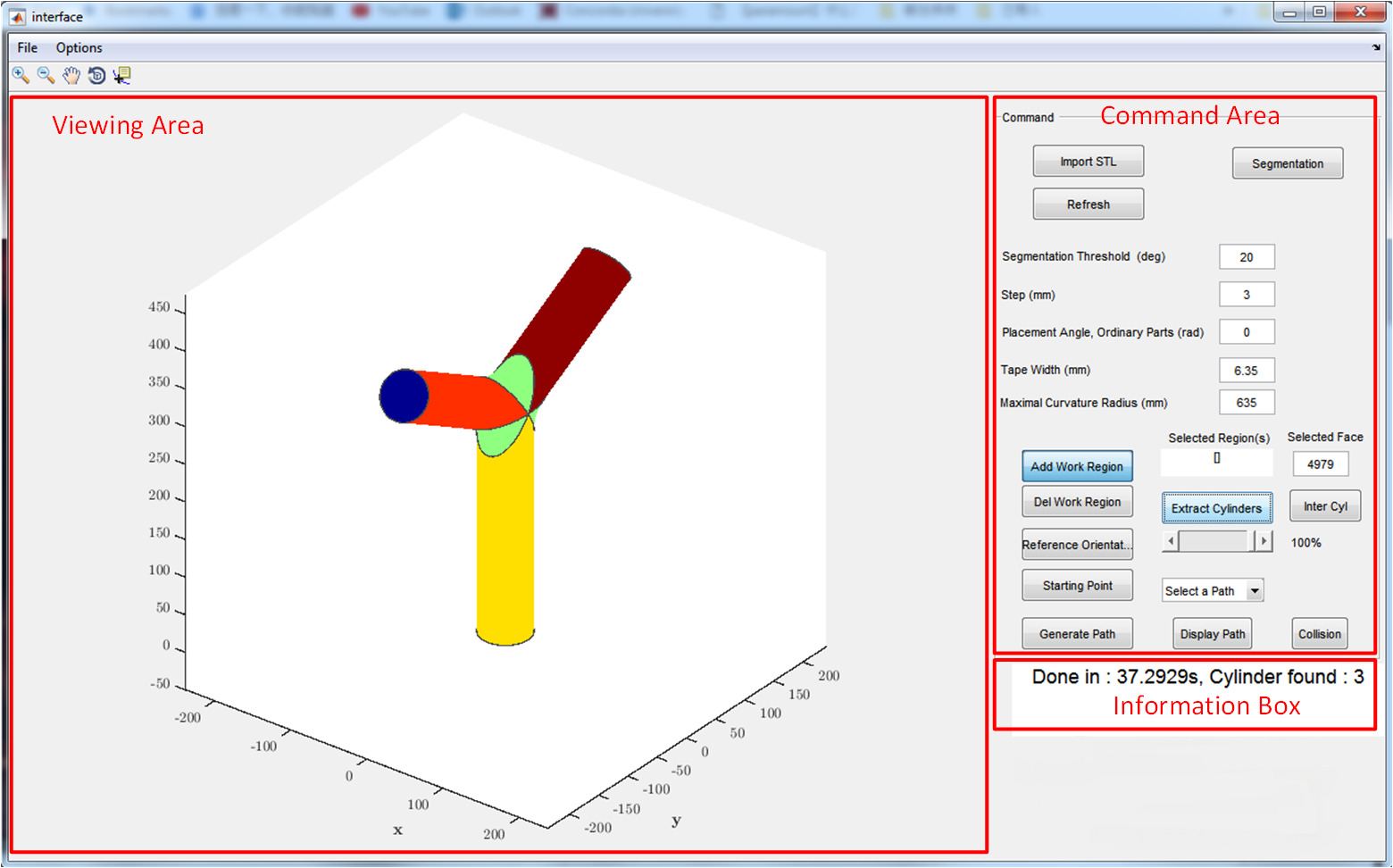
HINWEIS: Die Schnittstelle ist in Abbildung 4dargestellt. Die Pfadplanungsschnittstelle ist die Offline-Software zum Generieren des Pfads für das System und kann unter folgendem Link abgerufen werden: .

Abbildung 4. Pfadplanungsschnittstelle. Die Pfadplanungssoftware besteht aus 3 Abschnitten: Visueller Bereich, Befehlsbereich und Informationsfeld. Im Abschnitt "Betrachtungsbereich" kann die 3D-Anzeige der Teile verarbeitet werden. Der Abschnitt "Befehlsbereich" besteht darin, die Hauptaktionen zum Generieren des Offline-Pfads auszuführen. Im Abschnitt "Informationsbox" werden die Informationen zum Status der Anwendung angezeigt. Bitte klicken Sie hier, um eine größere Version dieser Abbildung anzuzeigen.
{kind=link}
- Klicken Sie auf STL importieren, und wählen Sie die Teiledatei aus. Klicken Sie dann auf Segmentierung.
HINWEIS: Das Teil ist in getrennte Bereiche (Zylinder und Knoten des Y-förmigen Teils) unterteilt. Die verschiedenen Bereiche werden in verschiedenen Farben angezeigt. - Klicken Sie auf Arbeitsbereich hinzufügen, und wählen Sie den Bereich bei der Extraktion von Zylindern aus.
- Passen Sie den Schieberegler auf 100 % an und klicken Sie auf Zylinder extrahieren.
- Klicken Sie auf Arbeitsbereich hinzufügen, um den Anfangszweig des Pfads auszuwählen.
- Klicken Sie auf Pfad generieren. Wählen Sie im Popup-Dialogfenster die dritte Option: Konstantenplatzierungswinkel (CPA).
- Wählen Sie den gewünschten Platzierungswinkel 90° im Pop-up-Dialogfenster aus. Wählen Sie dann den roten Punkt aus.
- Um den generierten Pfad anzuzeigen, klicken Sie auf Dropdown-Menü Pfad auswählen. Wählen Sie dann den Pfad aus.
- Um diesen Pfad zu speichern, klicken Sie auf Datei > Speichern und geben Sie einen Dateinamen ein.
4. Individuelle Zersetzung der Flugbahn für den seriellen Roboter und Rotationsstadium
- Führen Sie die Funktion Methode_Jacobian in der numerischen Computersoftware aus (siehe Tabelle der Materialien).
HINWEIS: Methode_Jacobian Funktion wird verwendet, um den erzeugten Pfad in Schritt 3 in zwei einzelne Bahnen für den seriellen Roboter und die Rotationsstufe zu zersetzen. - Wählen Sie die gewünschte Pfaddatei (generiert durch die Pfadplanungsschnittstelle) aus und klicken Sie auf öffnen.
- Geben Sie die gewünschte Pfadnummer ein.
- Der erste Punkt der Flugbahn wird dann berechnet. Wählen Sie die gewünschte Konfiguration für den Manipulator aus, um diese Pose zu erreichen.
HINWEIS: Wenn Schritt 4.4 abgeschlossen ist, wird ein Diagramm angezeigt, das die Entwicklung der gemeinsamen Werte anzeigt. Es wird eine Datei mit der Flugbahn für den seriellen Roboter und der Rotationsstufe generiert.
5. Ausführen des Offline-Pfads ohne Pfadänderungsalgorithmus
- Drücken Sie auf dem Teach-Anhänger die Option Auswählen, und wählen Sie den Namen der importierten Datei aus. Drücken Sie die Eingabetaste, um die Pfaddatei zu laden.
- Schalten Sie den Schalter der Robotersteuerung in den Auto-Modus. Schalten Sie den Teach-Anhänger ON/OFF-Schalter auf Aus.
- Zyklusstart des Controllers des seriellen Roboters drücken, um den Pfad auszuführen.
- Klicken Sie auf Cooperative Move im Cooperative Control Panel.
HINWEIS: Das System führt den Offlinepfad ohne den Online-Pfadänderungsalgorithmus aus. Wenn die Verbindung bis zur Singularität oder Einschränkungsbedingung reicht, wird das System angehalten.
6. Ausführen des Offline-Pfads mit dem Pfadänderungsalgorithmus
- Wiederholen Sie die Schritte 5.1–5.3. Klicken Sie dann auf DPM Connect im Cooperative Control Panel in Abbildung 3, um die Online-Pfadänderungsfähigkeit für das System hinzuzufügen.
- Klicken Sie auf Cooperative Move im Cooperative Control Panel.
HINWEIS: Das System führt den Offlinepfad mit dem Online-Pfadänderungsalgorithmus aus. Während der Ausführung werden die Singularitäten und Gelenke durch die Encodermessung des seriellen Roboters überwacht. Das System kann die Singularitäts- oder Einschränkungsbegrenzungspunkte problemlos ohne Beendigung passieren.
Access restricted. Please log in or start a trial to view this content.
Ergebnisse
Das Experiment zielt darauf ab, den Prozess der Realisierung der Bewegung der Verlegung der Faser auf dem Y-förmigen Dorn des vorgeschlagenen CCM-Systems zu demonstrieren. Der Prozess erfolgt in drei Schritten: Pfadgenerierung; Trajektorie Zersetzung; Und Singularität und Einschränkungsvermeidung.
Pfadgenerierung
Normalerweise wird die Standardausrichtung in der Industrie verwendet, um die verschiedenen La...
Access restricted. Please log in or start a trial to view this content.
Diskussion
Die experimentellen Ergebnisse zeigen den Herstellungsprozess von 90° Lagewinkeln des entworfenen CCM-Systems. Die in diesem Papier vorgeschlagenen Methoden können verwendet werden, um die Faser mit 0° und 45° Lagenplatzierungswinkeln auf dem Dorn mit Y-Form und anderen Formen aufzulegen. Während der eingebaute Controller des seriellen Roboters in der Lage ist, die Singularitätsvermeidungsfunktion17bereitzustellen, wird nur die lineare Bewegung des Endeffektors unterstützt. Wenn der Endeffe...
Access restricted. Please log in or start a trial to view this content.
Offenlegungen
Die Autoren haben nichts zu verraten.
Danksagungen
Dieses Projekt wurde vom Natural Sciences and Engineering Research Council (NSERC) des Canada Industrial Research Chair in Automated Composites Manufacturing und dem Fonds de recherche du Québec – Natrue et technologies (FRQNT) finanziert.
Access restricted. Please log in or start a trial to view this content.
Materialien
| Name | Company | Catalog Number | Comments |
| AeroBasic | Aerotech | Motion control software | |
| Collaborative Composite Manufacturing (CCM) System | Concordia University | A CCM system is proposed to manufacture more complex composite components which pose high demand for trajectory planning than those by the current AFP system. The system consists of a 6 degree-of-freedom (DOF) serial robot holding the fiber placement head, a 6-DOF revolute-spherical-spherical (RSS) parallel robot on which a 1-DOF mandrel holder is installed and an eye-to-hand optical CMM sensor, i.e. C-track, to detect the poses of both end-effectors of parallel robot and serial robot. | |
| C-track | Creaform Inc. | An eye-to-hand optical CMM sensor | |
| Fanuc M-20iA | Fanuc Inc. | Serial robot | |
| Matlab | MathWorks | A multi-paradigm numerical computing software | |
| Quanser | Quanser Inc. | Providing the engineering lab equipments for teaching and research. | |
| VB | Microsoft | Visual Basic | |
| Vxelements | Creaform Inc. | Software for C-track |
Referenzen
- Groppe, D. Robots Improve the Quality and Cost-effectiveness of Composite Structures. Industrial Robot: An International Journal. 27 (2), 96-102 (2000).
- Ahrens, M., Mallick, V., Parfrey, K. Robotic Based Thermoplastic Fibre Placement Process. Industrial Robot: An International Journal. 25 (5), 326-330 (1998).
- hirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Shirinzadeh, B., Foong, C. W., Tan, B. H. Robotic fibre placement process planning and control. Assembly Automation. 20 (4), 313-320 (2000).
- Shirinzadeh, B., Alici, G., Foong, C. W., Cassidy, G. Fabrication process of open surfaces by robotic fibre placement. Robotics and Computer Integrated Manufacturing. 20 (1), 17-28 (2004).
- Coriolis. , Available from: http://www.coriolis-composites.com/ (2011).
- Dasgupta, B., Muthyunjaya, T. S. The Stewart platform manipulator: a review. Mechanism and Machine Theory. 35 (1), 15-40 (2000).
- Zhang, X. M., Xie, W. F., Hoa, S. V., Zeng, R. Design and Analysis of Collaborative Automated Fiber Placement Machine. International Journal of Advanced Robotics and Automation. 1 (1), 1-14 (2016).
- Shirinzadeh, B., et al. Laser interferometry-based guidance methodology for high precision positioning of mechanisms and robots. Robotics Computer-Integrated Manufacturing. 26 (1), 74-82 (2010).
- Vincze, M., Prenninger, J. P., Gander, H. A laser tracking system to measure position and orientation of robot end effectors under motion. International Journal of Robotics Research. 13 (4), 305-314 (1994).
- Li, P., Zeng, R., Xie, W., Zhang, X. Relative posture-based kinematic calibration of a 6-RSS parallel robot by optical coordinate measurement machine. International Journal of Advanced Robotic Systems. 15 (2), (2018).
- Shu, T., Gharaaty, S., Xie, W. F., Joubair, A., Bonev, I. Dynamic path tracking of industrial robots with high accuracy using photogrammetry sensor. IEEE/ASME Transactions on Mechatronics. 23 (3), 1159-1170 (2018).
- Shirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Blom, A. W., Abdalla, M. M., Gürdal, Z. Optimization of course locations in fiber-placed panels for general fiber angle distributions. Composites Science and Technology. 70 (4), 564-570 (2010).
- Hély, C., Birglen, L., Xie, W. F. Feasibility study of robotic fibre placement on intersecting multi-axial revolution surfaces. Robotics and Computer-Integrated Manufacturing. 48, 73-79 (2017).
- Zhang, X. M., Xie, W. F., Hoa, S. V. Semi-offline trajectory synchronized algorithm of the cooperative automated fiber placement system. Robotics and Computer–Integrated Manufacturing. 51, 53-62 (2018).
- Robotics America Corporation. FANUC Robotics SYSTEM R-30iB Handling Tool Setup and Operations Manual. Fanuc. , 1686-1692 (2012).
Access restricted. Please log in or start a trial to view this content.
Nachdrucke und Genehmigungen
Genehmigung beantragen, um den Text oder die Abbildungen dieses JoVE-Artikels zu verwenden
Genehmigung beantragenThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Alle Rechte vorbehalten