
このコンテンツを視聴するには、JoVE 購読が必要です。 サインイン又は無料トライアルを申し込む。
Method Article
協調複合製造(CCM)システムの運用
要約
プレプレグテープを使用した複合ラミネートのロボットレイアップ用の共同複合製造システムを開発しました。提案されたシステムは幾何学的複雑さの高いレベルの複合積層の生産を可能にする。パスプランニング、ロボットの調整、制御の課題は、提案された方法で取り組んでいます。
要約
自動テープ配置と自動繊維配置(AFP)マシンは、従来の手動繊維配置よりも安全な作業環境を提供し、作業者の労働強度を低減します。これにより、複合製造の製造精度、再現性、効率が大幅に向上する。しかし、現在のAFPシステムは、大きな開いた表面または単純な回転部品を持つ複合部品のみを生産することができ、産業からの小さな複雑な構造や閉鎖構造への関心の高まりに応えることはできません。
本研究では、1度の自由度(DoF)回転ステージ、6-RSS並列ロボット、6-DoFシリアルロボットを採用することで、複合複合部品の製造においてAFPシステムの器用さを大幅に向上させることができます。並列ロボットに取り付けられた回転ステージはマンドレルを保持するために利用され、シリアルロボットは複雑な輪郭を持つマンドレルに繊維を置くのに十分な器用さを持っている2人の人間の手を模倣するために配置ヘッドを運ぶ。
CCMシステムは複合製造の柔軟性を高めますが、実現可能なオフラインパスを生成することは非常に時間がかかり、不可能です。特異点、繊維配置ヘッドとマンドレル間の衝突、滑らかな繊維方向変化、および繊維配置ヘッドを部品表面の標準に沿って維持するなど。また、ロボットの既存の位置決め誤差により、オンラインパス補正が必要です。したがって、並列ロボットとシリアルロボットの両方の経路を補正し、2つのロボット間の相対パスを視覚的フィードバックを通じて変化さないようにする、と考え方のポーズ補正アルゴリズムが提案されている。オフライン パス計画が実行されます。実験結果は、設計されたCCMシステムがY字型の複合構造の製造に必要な動きを満たすことができるかを示しています。
概要
近年、様々な産業における高性能複合構造のニーズの高まりが、複合製造技術1,2の開発を大きく牽引している。従来の手動生産は、新興産業の高効率、精度、品質要件を満たすことができません。この側面は、AFPシステムなどの新しい生産技術の開発を奨励しています。AFP技術は、半重合樹脂の含浸繊維テープ(ガラス、炭素など)で構成されるストリップの形で存在するプリプレグを使用して複合材料構造の生産を自動化します。AFPシステムでは、樹脂プリプレグを加熱および圧縮する能力を持つ堆積ヘッドが繊維配置機または産業用ロボットに搭載されている。堆積ヘッドを運ぶ繊維配置機またはロボットは、ツーリングマンドレルの表面を横断するプリプレグを敷設する。製造の過程で、ツーリングマンドレルは、複合部品の特定の構造を形成するためにプリプレグによって巻き付かれる金型として使用される。マンドレルは、部品が硬化した後に除去されます。現在のAFPシステムは、複合材料3、4、5の生産の効率と品質を大幅に改善することができます。しかし、それらは平らなまたは輪郭を描かれた表面を示す開いた表面の生産、またはシステムの不十分なDoFおよび軌道を生成することの困難によるシリンダーまたは円錐のような簡単な回転部品の生産に限定される。特に、航空宇宙産業やスポーツ用品の生産産業は、「Y」チューブや自転車フレームなどの閉ループを形成する構造物など、より複雑な形状を持つ構造物の生産に関心を持っています。
複雑な形状を持つ構造物を製造するには、AFPシステムの柔軟性を向上させる必要があります。例えば、8 DoF AFPシステムは、6 DoF産業用ロボットに直線トラックを追加し、マンドレル保持プラットフォームに回転ステージを追加することによって6を提案している。ただし、システムは、複雑なジオメトリを持つ上記の部品の製造には適していません。2台のロボットで構成される協調ロボットシステムは、エンドエフェクタに繊維配置ヘッドを保持するロボットとマンドレルを保持する別のロボットを採用することで、器用さを高める有望なソリューションです。2シリアルロボット協調システムは、マンドレルの重量と圧縮力7を考慮すると、シリアルロボットは片持ち構造に起因して変形し、精度を失う傾向があるので、繊維配置の問題を解決できない場合があります。シリアルロボットと比較して、フライトシミュレータや医療用具で利用されている6 DoF並列ロボットは、より良い剛性と精度8を楽しんでいます。そこで、並列式協調ロボットシステムは、並列ロボットのプラットフォームに搭載された回転ステージに加えて、本稿で製造する複雑な構造を処理するために構築される。
しかし、組み込まれた協調ロボットシステムは、繊維配置の高精度要件を満たすために、各ロボットのコントローラを設計するのが困難です。エンドエフェクタの正確な位置測定は、様々な航空宇宙掘削アプリケーション9、10で産業用ロボットを導くために一般的に使用されるレーザー追跡システムを使用することによって達成することができる。レーザートラッキングシステムは高精度な位置測定を提供できますが、主な欠点はシステムのコストと閉塞の問題にあります。レーザートラッキングシステムは、例えば、市販のレーザートラッカーとそのアクセサリーは90,000米ドルまでの費用がかかり、レーザービームはロボットの動き中に簡単に遮蔽されます。もう一つの有望な解決策は、低コストでかなりの精度でエンドエフェクタの6Dポーズ測定を提供できるビジョン測定システムです。ポーズは、ロボットのベース フレームに対するエンド エフェクタの 3D 位置と 3D 方向の組み合わせと呼ばれます。光学CMM(材料の表を参照)は、デュアルカメラベースのビジュアルセンサーです。2台のロボットのエンドエフェクタに取り付けられた複数のリフレクターターゲットを観察することで、ロボット間の相対的なポーズをリアルタイムで測定できます。光学CMMは、ロボットキャリブレーション11および動的経路トラッキング12に正常に適用され、本研究で提案されたCCMシステムの閉ループ制御システムにフィードバック測定を提供するために導入された。
最終複合製品の品質は、AFP13,14に対して元のファイバ パスがどのように生成されるかに大きく依存します。パス生成プロセスは、通常、オフラインプログラミングソフトウェアを使用して実行されます。生成されたパスは、マンドレル上の一連のタグ ポイントで構成され、繊維配置ヘッドのポーズを示します。塗料の堆積、研磨、加工など、異なるタイプのカバレッジパスが可能な他の軌道計画アプリケーションとは異なり、AFPの場合は選択が制限されています。方向(鋭角コーナー)の変化は、それを損傷することなく、配置ヘッドは、部品の表面の標準に保たれるべきです。AFPの軌道生成技術の最初の開発は、開いた曲面やコーン5などの3D形状のオブジェクトの製造に向かう前に、大型フラットパネル5の製造に集中してきました。14.しかし、Y字形やその他の形状のような複雑な形状を持つ部品のオフラインパスを生成するための実用的な方法論は開発されていません。したがって、複雑な輪郭を描かれた表面を有する部品に対する効果的なパス計画アルゴリズムは、以前の研究15でギャップや重なりのない後続の繊維の均一なレイアップを確保するように設計されている。パス生成アルゴリズムの実用性と有効性を考慮すると、マンドレルホルダーとしての配置ヘッドと1-DoF回転ステージを備えた6-DoFシリアルロボットのみが、最適な軌道計画を見つけるためのターゲットシステムと考えられています。最小時間基準を持つジョイントスペース。重いキネマティクス計算と特異点、衝突、滑らかな方向変化などの様々な制約の考慮のために、13 DoF CCMシステム全体のオフライン軌道を生成するには複雑で時間がかかりすぎる可能性があります。パーツ表面等の標準に配置ヘッドを保持します。
提案されたオフライン軌道計画は、6 DoFシリアルロボットのサーボリファレンスと回転ステージをそれぞれ正確なタイミングで生成できます。このオフライン軌道計画を使用しても、特定のジオメトリ パーツのすべての拘束の下で実現可能なパスを生成することは不可能な場合があります。さらに、ロボットの位置決めエラーにより、ロボットが作業環境でマンドレルや他のデバイスと衝突する可能性があります。オンラインパスの変更は、光学CMMからの視覚的フィードバックに基づいて実装されます。そこで、並列ロボットの経路を補正し、視覚的フィードバックを通じてシリアルロボットの経路上の対応するオフセットを同時に調整する、オンラインポーズ補正アルゴリズムが提案される。衝突やその他の拘束が検出されると、2 つのロボット間の相対的なポーズも、オフラインで生成されたパスに従いながら変更されません。CCMシステムは、オンラインパスの補正を通じて、これらのポイントを終了することなくスムーズに回避できます。並列ロボットの柔軟性により、6D補正オフセットは異なる制約に対して生成できます。本原稿では、ラインポーズ補正アルゴリズムを用いてCCMシステムの詳細な操作手順を提示する。
Access restricted. Please log in or start a trial to view this content.
プロトコル
1. CCMシステムのフレーム定義
注:光学CMMはデュアルカメラセンサーで、リフレクターの堅いセットをリアルタイムでターゲットとしてオブジェクトを追跡できます。これらのターゲットの配置原理は、ターゲットがそれらの間で一定の距離を持つ非対称の位置に立ち往生していることです。ターゲットは、ロボットまたは配置ヘッドに固定され、光学CMMの視野(FOV)に残る必要があります。光学CMMによって定義されたフレームごとに少なくとも4つのターゲットが常に観察されるべきである。並列ロボットのベースフレーム、並列ロボットのエンドエフェクタフレーム、シリアルロボットのツールフレームは、それぞれFb、FtP、およびF tSとして表されます。これらのフレームの定義を図 1 に示します。並列ロボットとシリアルロボットのベースフレームが固定されているため、2つのベースフレーム間の変換マトリックスをキャリブレーションで導き出すことができます。

図 1.協調複合製造 (CCM) システムのセットアップ。CCMシステムのハードウェアは、6-RSS並列ロボット、1-DoF回転ステージ、6-DoFシリアルロボット、配置ヘッド、光学CMMで構成されています。マンドレルは回転段階で締め付けられ、回転段階は平行ロボットに取付けられる。この図のより大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
- 並列ロボットのベースフレームの定義
- 光 CMM のソフトウェアを使用してフレーム定義ファイルをロードします (材料の表を参照)。
- [位置決め>ターゲットの検出]をクリックします。並列ロボットのモータに取り付けられているターゲットを選択します。[受け入れ]をクリックして、これらのターゲットをシステム全体の位置参照として受け取ります。
- [エンティティ]リストで[ベース フレーム]をクリックし、[この参照フレームを原点にする]を選択します。
注: ステップ 1.1 の目的は、システム全体の参照フレームとして Fbを取り入れることです。フレーム定義ファイルは、次のリンクから入手できます。
- エンドエフェクタプラットフォームフレームのトラッキングモデルの定義
- ナビゲーション領域で[トラッキング モデル]を選択します。[モデルの検出]をクリックし、並列ロボットのエンド エフェクタ プラットフォームで固定されたターゲットを選択します。[承諾]をクリックします。
- 生成された検出モデルをクリックします。原点オフセットのドロップダウン リストで[アップ フレーム]を選択します。次に、[適用]をクリックします。
注: この手順では、エンド エフェクタ プラットフォーム フレーム FtPとエンド エフェクタ プラットフォームにアタッチされているターゲットとの固定関係を設定します。 - [ファイルエクスポート-トラッキング モデル]をクリックし、ファイル名を入力して追跡モデルを保存します。
- ツール フレームのトラッキング モデルの定義
- [追跡モデル]を選択します。[モデルの検出]をクリックし、シリアルロボットのツール フレームに固定されたターゲットを選択します。[承諾]をクリックします。
- 生成された検出モデルをクリックします。原点オフセットのドロップダウン リストでSerToolFrameを選択します。[適用]をクリックし、定義した追跡モデルを保存します。
2. システム準備
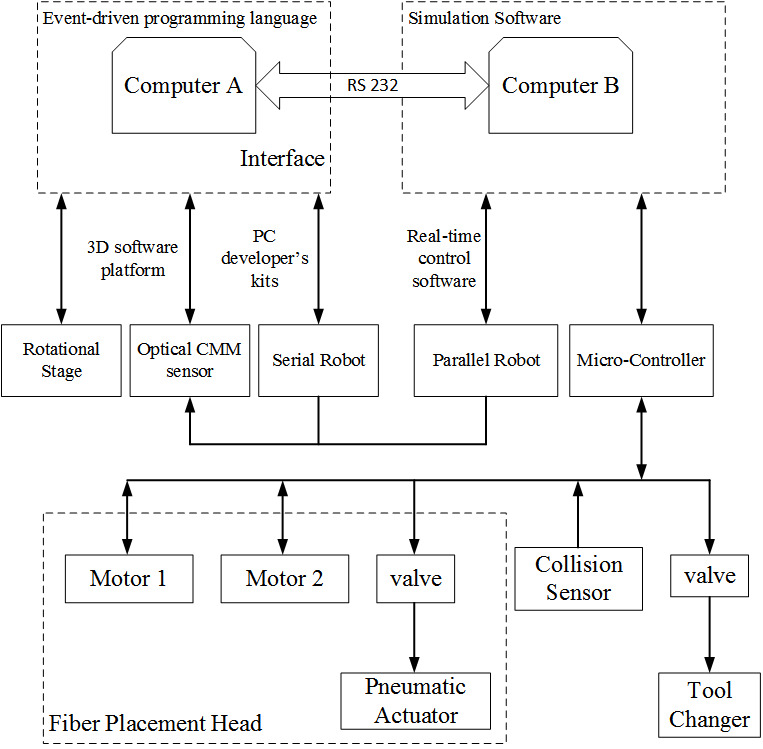
注: CCM システムの制御システム レイアウトを図 2 に示します。

図 2.システム レイアウト。CCM システムの制御には、2 台のコンピュータ (A & B) が使用されます。それらの間の通信はRS232を介して行います。コンピュータAは、回転状態、写真測量シニア、シリアルロボットを制御します。コンピュータBは、並列ロボット、モーター、バルブなどを制御し、この図のより大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
- 回転ステージの準備
- イベント駆動型プログラミング言語によってプログラムされた統合制御インターフェイスをコンピュータ A に読み込みます。
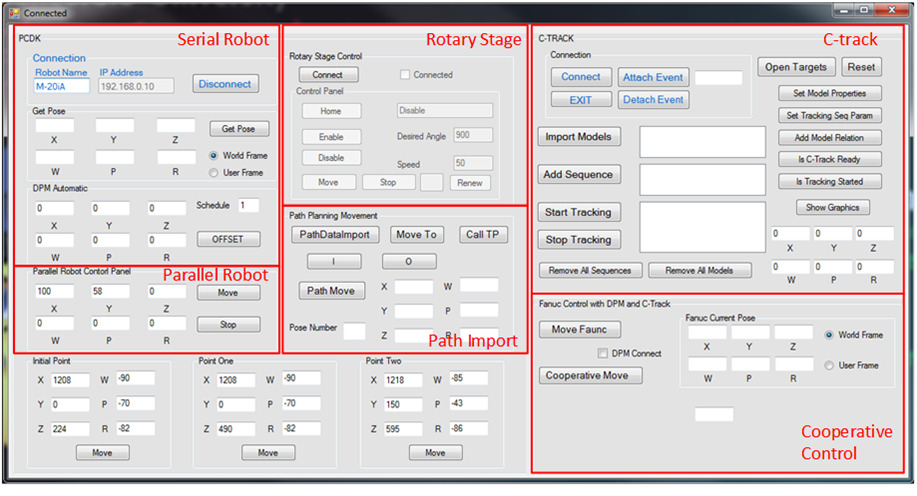
注: コントロール インターフェイスを図 3 に示します。インターフェイスプログラムは、次のリンクで取得できます。 - 回転ステージのコントローラを接続するには、[接続]をクリックします。回転ステージのモータを接続するには、[有効にする] をクリックします。次に、[ホーム]をクリックして回転ステージをホーム位置に移動します。
- イベント駆動型プログラミング言語によってプログラムされた統合制御インターフェイスをコンピュータ A に読み込みます。

図 3.コントロール インターフェイス。イベントドリブンプログラミング言語によってプログラムされた制御ソフトウェア。インターフェイスは6つのセクションから成っている:シリアルロボット、並列ロボット、回転段階、パスの輸入、光学CMMおよび協調制御。この図のより大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
- シリアルロボットの準備
- シリアルロボットのコントローラの電源を入れています(材料の表を参照)。
- 統合された制御インターフェイスをクリックして、ロボット サーバーを接続します。
- 光学CMMの調製
- 光学CMMのコントローラの電源を入れ、コントローラの画面が「準備完了」と表示されるまで待ちます。
- 統合制御インターフェイスの接続をクリックして、アプリケーション プログラミング インターフェイス (API) を介して光 CMM を接続します。
- 基本モデル、上位プラットフォーム モデル、シリアル ロボットのエンド エフェクタ モデルを含むセクション 1 に組み込まれているモデルをインポートします。
- [シーケンスの追加]をクリックします。必要に応じて、モデル間に相対シーケンスを追加します。次に、[トラッキングの開始]をクリックして、モデルのポーズを追跡します。
- 並列ロボットの準備
- 並列ロボットのコントローラの電源を入れ。
- シリアルポート受信プログラムをロードし、通常モードを選択します。
注: SerialPort_Receiveプログラムは、並列ロボットを直接制御することはできません。これは、シリアル通信ポートを介してコンピュータAからリモートデータを受信するために使用されます。シリアルポート受信プログラムは、次のリンクから入手できます。 - ParaRemoteControlプログラムをロードし、外部モードを選択します。次に、[増分ビルド]をクリックしてターゲットに接続します。
注: ParaRemoteControlプログラムは、SerialPort_Receiveプログラムから目的のポーズを受信し、並列ロボットを制御するために使用されます。ParaRemoteControlプログラムは、以下のリンクから入手できます。 - 並列ロボットのコントローラを初期化するには、[2 つのプログラムのシミュレーションの開始]をクリックします。
3. オフラインパスの生成
- 数値計算ソフトウェアを使用してパス計画インターフェイスをロードします (材料の表を参照)。
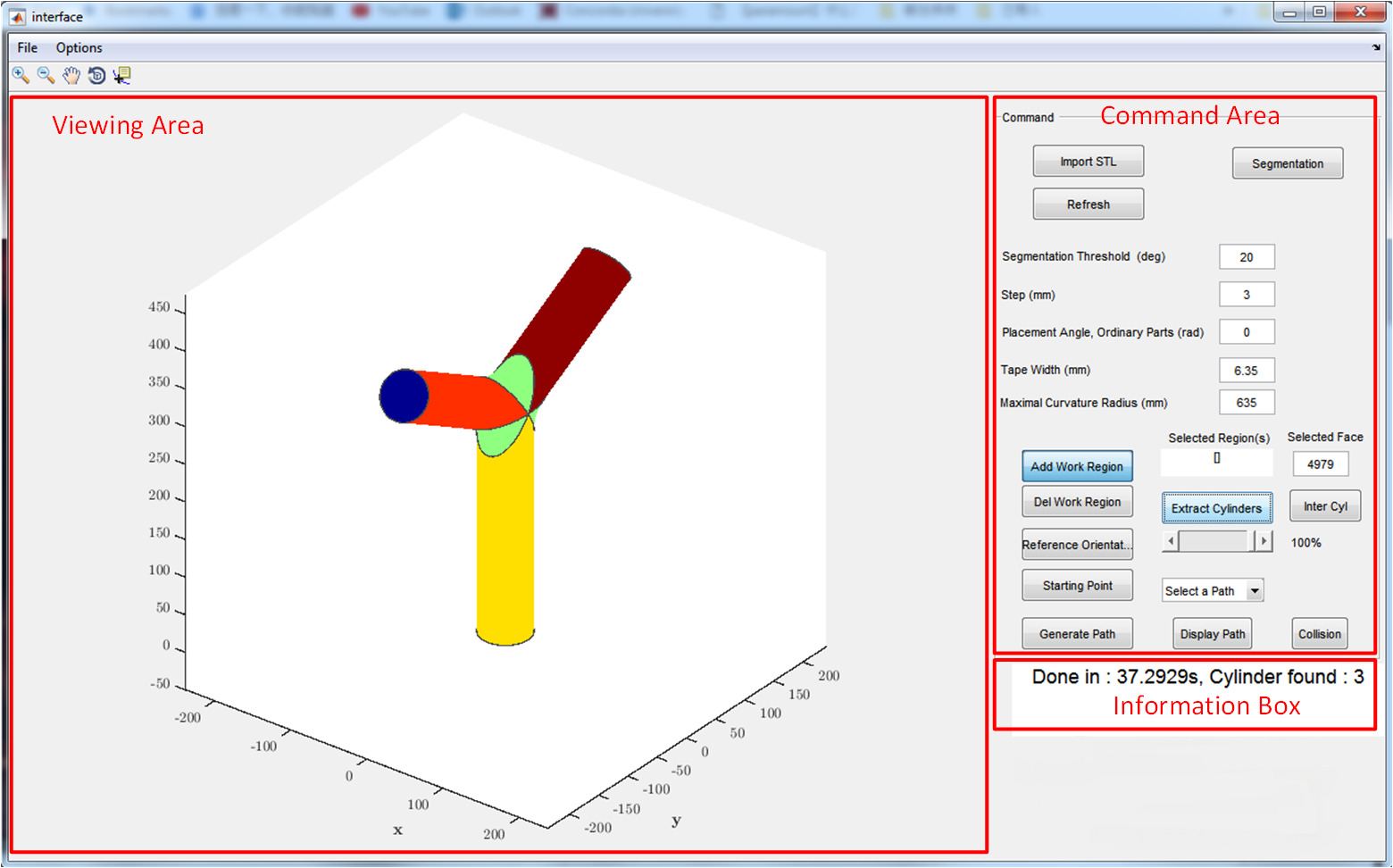
注: インターフェイスを図 4 に示します。パスプランニングインターフェイスは、システムのパスを生成するためのオフラインソフトウェアであり、以下のリンクで取得できます:

図 4.パス計画インターフェイス。パス計画ソフトウェアは、ビジュアルエリア、コマンドエリア、インフォメーションボックスの3つのセクションで構成されています。「表示領域」セクションでは、部品の3D表示を処理することができます。「コマンドエリア」セクションは、オフラインパスを生成するための主なアクションを実行することです。「情報ボックス」セクションには、プログラムのステータスに関する情報が表示されます。この図のより大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
- [STL のインポート]をクリックし、パーツ ファイルを選択します。次に、[セグメンテーション]をクリックします。
注: パーツは、分離された領域(Y 字部の円柱とジャンクション)に分割されます。異なる領域が異なる色で表示されます。 - [作業領域の追加]をクリックし、円柱の抽出で領域を選択します。
- スライダを 100% に調整し、[円柱を抽出]をクリックします。
- [作業領域の追加]をクリックして、パスの開始分岐を選択します。
- [パスの生成]をクリックします。3 番目のオプションである[一定の配置角度(CPA)]をポップアップダイアログウィンドウで選択します。
- ポップアップダイアログウィンドウで、目的の配置角度90°を選択します。次に、赤い点を選択します。
- 生成されたパスを表示するには、[パスドロップダウン] メニューを選択します。次に、パスを選択します。
- このパスを保存するには、[ファイル>保存]をクリックし、ファイル名を入力します。
4. シリアルロボットと回転ステージの軌道の個々の分解
- 数値計算ソフトウェアでMethode_Jacobian関数を実行します(「材料の表」を参照)。
注: Methode_Jacobian関数は、ステップ 3 で生成されたパスをシリアルロボットと回転ステージの 2 つの個別の軌道に分解するために使用されます。 - 目的のパス ファイル (パス計画インターフェイスによって生成される) を選択し、[開く]をクリックします。
- 目的のパス番号を入力します。
- 次に、軌道の最初の点が計算されます。マニピュレータがこのポーズに到達するための必要な構成を選択します。
注:ステップ4.4が完了すると、ジョイント値の進化を示すグラフが表示されます。シリアルロボットの軌道と回転ステージを含むファイルが生成されます。
5. パス変更アルゴリズムなしでオフラインパスを実行する
- ティーチペンダントで[選択]を押し、読み込んだファイルの名前を選択します。Enterキーを押してパス ファイルを読み込みます。
- ロボットコントローラのスイッチを自動モードにします。ティーチングペンダントのON/OFFスイッチをオフにします。
- シリアルロボットのコントローラのサイクルスタートを押して、パスを実行します。
- [協調コントロール]パネルにある[協調移動]をクリックします。
注: システムは、オンラインパス変更アルゴリズムなしでオフライン・パスを実行します。ジョイントが特異点または拘束条件に達すると、システムは停止します。
6. パス変更アルゴリズムを使用したオフラインパスの実行
- 手順 5.1 ~ 5.3 を繰り返します。次に、図 3の協調コントロールパネルにある[DPM Connect]をクリックして、システムのオンライン パス変更機能を追加します。
- [協調コントロール]パネルにある[協調移動]をクリックします。
注: システムは、オンラインパス変更アルゴリズムを使用してオフラインパスを実行します。実行中、特異点と関節の制約は、シリアルロボットのエンコーダ測定を通じて監視されます。システムは、終点なしで特異点または制約制限点をスムーズに通過できます。
Access restricted. Please log in or start a trial to view this content.
結果
実験は、提案されたCCMシステムのY字型マンドレル上に繊維を敷設する動きを実現するプロセスを実証することを目的とする。このプロセスは、パス生成という 3 つのステップで実行されます。軌道分解;特異点と制約回避。
パス生成
通常、標準的なオリエンテーションは、ラミネートの異なる層を定義する...
Access restricted. Please log in or start a trial to view this content.
ディスカッション
実験結果は、設計されたCCMシステムの90°ply配置角度の製造プロセスを示しています。本論文で提案する方法論は、Y字型およびその他の形状を持つマンドレル上に0°および45°の合体角度を有する繊維を敷設するために使用することができる。シリアルロボットの内蔵コントローラは特異点回避機能17を提供することができるが、エンドエフェクタの線形移動のみがサポート?...
Access restricted. Please log in or start a trial to view this content.
開示事項
著者は何も開示していない。
謝辞
このプロジェクトは、カナダの自動複合材料製造における自然科学・工学研究評議会(NSERC)と、フォンド・デ・レヒャーチェ・デュ・ケベック-ナトゥルー・エ・テクノロジーズ(FRQNT)の資金提供を受けました。
Access restricted. Please log in or start a trial to view this content.
資料
| Name | Company | Catalog Number | Comments |
| AeroBasic | Aerotech | Motion control software | |
| Collaborative Composite Manufacturing (CCM) System | Concordia University | A CCM system is proposed to manufacture more complex composite components which pose high demand for trajectory planning than those by the current AFP system. The system consists of a 6 degree-of-freedom (DOF) serial robot holding the fiber placement head, a 6-DOF revolute-spherical-spherical (RSS) parallel robot on which a 1-DOF mandrel holder is installed and an eye-to-hand optical CMM sensor, i.e. C-track, to detect the poses of both end-effectors of parallel robot and serial robot. | |
| C-track | Creaform Inc. | An eye-to-hand optical CMM sensor | |
| Fanuc M-20iA | Fanuc Inc. | Serial robot | |
| Matlab | MathWorks | A multi-paradigm numerical computing software | |
| Quanser | Quanser Inc. | Providing the engineering lab equipments for teaching and research. | |
| VB | Microsoft | Visual Basic | |
| Vxelements | Creaform Inc. | Software for C-track |
参考文献
- Groppe, D. Robots Improve the Quality and Cost-effectiveness of Composite Structures. Industrial Robot: An International Journal. 27 (2), 96-102 (2000).
- Ahrens, M., Mallick, V., Parfrey, K. Robotic Based Thermoplastic Fibre Placement Process. Industrial Robot: An International Journal. 25 (5), 326-330 (1998).
- hirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Shirinzadeh, B., Foong, C. W., Tan, B. H. Robotic fibre placement process planning and control. Assembly Automation. 20 (4), 313-320 (2000).
- Shirinzadeh, B., Alici, G., Foong, C. W., Cassidy, G. Fabrication process of open surfaces by robotic fibre placement. Robotics and Computer Integrated Manufacturing. 20 (1), 17-28 (2004).
- Coriolis. , Available from: http://www.coriolis-composites.com/ (2011).
- Dasgupta, B., Muthyunjaya, T. S. The Stewart platform manipulator: a review. Mechanism and Machine Theory. 35 (1), 15-40 (2000).
- Zhang, X. M., Xie, W. F., Hoa, S. V., Zeng, R. Design and Analysis of Collaborative Automated Fiber Placement Machine. International Journal of Advanced Robotics and Automation. 1 (1), 1-14 (2016).
- Shirinzadeh, B., et al. Laser interferometry-based guidance methodology for high precision positioning of mechanisms and robots. Robotics Computer-Integrated Manufacturing. 26 (1), 74-82 (2010).
- Vincze, M., Prenninger, J. P., Gander, H. A laser tracking system to measure position and orientation of robot end effectors under motion. International Journal of Robotics Research. 13 (4), 305-314 (1994).
- Li, P., Zeng, R., Xie, W., Zhang, X. Relative posture-based kinematic calibration of a 6-RSS parallel robot by optical coordinate measurement machine. International Journal of Advanced Robotic Systems. 15 (2), (2018).
- Shu, T., Gharaaty, S., Xie, W. F., Joubair, A., Bonev, I. Dynamic path tracking of industrial robots with high accuracy using photogrammetry sensor. IEEE/ASME Transactions on Mechatronics. 23 (3), 1159-1170 (2018).
- Shirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Blom, A. W., Abdalla, M. M., Gürdal, Z. Optimization of course locations in fiber-placed panels for general fiber angle distributions. Composites Science and Technology. 70 (4), 564-570 (2010).
- Hély, C., Birglen, L., Xie, W. F. Feasibility study of robotic fibre placement on intersecting multi-axial revolution surfaces. Robotics and Computer-Integrated Manufacturing. 48, 73-79 (2017).
- Zhang, X. M., Xie, W. F., Hoa, S. V. Semi-offline trajectory synchronized algorithm of the cooperative automated fiber placement system. Robotics and Computer–Integrated Manufacturing. 51, 53-62 (2018).
- Robotics America Corporation. FANUC Robotics SYSTEM R-30iB Handling Tool Setup and Operations Manual. Fanuc. , 1686-1692 (2012).
Access restricted. Please log in or start a trial to view this content.
転載および許可
このJoVE論文のテキスト又は図を再利用するための許可を申請します
許可を申請さらに記事を探す
This article has been published
Video Coming Soon
Copyright © 2023 MyJoVE Corporation. All rights reserved