
Bu içeriği görüntülemek için JoVE aboneliği gereklidir. Oturum açın veya ücretsiz deneme sürümünü başlatın.
Method Article
İşbirlikçi Kompozit Üretim (CCM) Sisteminin İşleyişi
Bu Makalede
Özet
Prepreg bandı kullanılarak kompozit laminatların robotik olarak döşenmesi için ortak bir kompozit üretim sistemi geliştirilmiştir. Önerilen sistem geometrik karmaşıklığı yüksek düzeyde kompozit laminat üretimine olanak sağlar. Yol planlaması, robotların koordinasyonu ve kontrolü ile ilgili konular önerilen yöntemde ele alınmaktadır.
Özet
Otomatik bant yerleştirme ve otomatik fiber yerleştirme (AFP) makineleri daha güvenli bir çalışma ortamı sağlamak ve geleneksel manuel fiber yerleştirme daha işçilerin işgücü yoğunluğunu azaltmak. Böylece kompozit üretiminin üretim doğruluğu, tekrarlanabilirliği ve verimliliği önemli ölçüde artırılmıştır. Ancak, mevcut AFP sistemleri sadece büyük açık yüzey veya basit devrim parçaları ile kompozit bileşenleri üretebilir, hangi sanayi küçük karmaşık veya kapalı yapılara artan ilgi karşılamak değildir.
Bu araştırmada, 1 derecelik bir özgürlük (DoF) dönüş aşaması, 6-RSS paralel robot ve 6-DoF seri robot istihdam edilerek, AFP sisteminin el becerisi karmaşık kompozit parçaların üretimi için önemli ölçüde geliştirilebilir. Paralel robotüzerine monte rotasyon aşaması mandrel tutmak için kullanılır ve seri robot karmaşık kontur ile mandrel için lif koymak için yeterli el becerisine sahip iki insan elleri taklit etmek için yerleşim kafası taşır.
CCM sistemi kompozit üretim esnekliğini artırsa da, oldukça zaman alıcı ve hatta mümkün off-line yolu oluşturmak imkansız, hangi gibi kısıtlamalar dikkate sonraki liflerin düzgün lay-up sağlar tekillikler, lif yerleştirme kafası ve mandrel arasındaki çarpışmalar, düzgün lif yönü değişimi ve parçanın yüzeyi norm boyunca lif yerleşim kafası tutmak, vb. Ayrıca, robotların mevcut konumlandırma hatası nedeniyle, on-line yol düzeltme gereklidir. Bu nedenle, on-line poz düzeltme algoritması hem paralel hem de seri robotların yollarını düzeltmek için önerilmektedir ve iki robot arasındaki göreli yolu görsel geribildirim yoluyla değişmeden tutmak için zaman kısıtlama veya tekillik sorunları çevrimdışı yol planlaması oluşur. Deneysel sonuçlar, tasarlanan CCM sisteminin Y-şekilli kompozit bir yapının üretimi için gerekli hareketi yerine getirebileceğini göstermektedir.
Giriş
Son zamanlarda, çeşitli sektörlerde yüksek performanslı kompozit yapılar için artan ihtiyaç büyük ölçüde kompozit üretim teknolojileri1,2gelişimini tahrik etmiştir. Geleneksel manuel üretim, gelişmekte olan sanayinin yüksek verimlilik, doğruluk ve kalite gereksinimini karşılayamaz. Bu yönüyle AFP sistemleri gibi yeni üretim teknolojilerinin geliştirilmesini teşvik etmiştir. AFP teknolojisi, yarı polimerize reçinenin emdirilmiş elyaf bantlarından (cam, karbon, vb.) oluşan şeritler şeklinde bulunan prepregs kullanılarak kompozit malzeme yapılarının üretimini otomatikleştirir. AFP sisteminde, reçineler prepregs ısıtma ve sıkıştırma yeteneğine sahip bir biriktirme kafası bir fiber yerleştirme makinesi veya endüstriyel bir robot üzerine monte edilir. Birikintisi kafasını taşıyan lif yerleştirme makinesi veya robot, takım mandrellerinin yüzeyini geçen prepregleri yerle bir eder. Üretim sürecinde, takım mandrel kompozit parça belirli bir yapı oluşturmak için prepregs tarafından etrafında yara olmak için bir kalıp olarak kullanılır. Mandrel parça iyileştikten sonra kaldırılacak. Mevcut AFP sistemleri önemli ölçüde verimlilik ve kompozit malzemelerin üretim kalitesini artırabilir3,4,5. Ancak, düz veya konturlu bir yüzey sunan açık yüzeylerin üretimi ile sınırlıdır, ya da sistemin yetersiz DoF ve yörüngeleri üreten zorluklar nedeniyle silindir veya koni gibi basit devrim parçaları. Özellikle havacılık endüstrisi ve spor ekipmanları nın üretim endüstrileri artık "Y" tüpleri veya bisiklet çerçeveleri gibi kapalı halkalar oluşturan yapılar gibi daha karmaşık geometrilere sahip yapıların üretimi için bu teknikle ilgilenmektedir.
Karmaşık geometrili yapıları üretebilmek için AFP sisteminin esnekliği artırılmalıdır. Örneğin, 6 DoF endüstriyel robota doğrusal bir parça ve mandrel tutma platformuna bir dönme aşaması eklenerek6 DoF AFP sistemi önerilmiştir. Ancak, sistem hala karmaşık geometriler ile yukarıda belirtilen parçaların üretimi için uygun değildir. İki robottan oluşan işbirlikçi robotik sistem, son efektörde fiber yerleştirme kafasını tutmak için bir robot, mandrel tutmak için başka bir robot istihdam ederek el becerisini artırmak için umut verici bir çözümdür. Seri robotlar deforme ve kantil yapısı nedeniyle doğruluk kaybetmek eğilimindedir beri iki seri-robot işbirlikçi sistem, lif yerleştirme sorunu çözmek olmayabilir, mandrel ağırlığı ve sıkıştırmakuvvetigöz önüne alındığında 7 . Seri robotlar ile karşılaştırıldığında, uçuş simülatörü ve tıbbi araçlar da kullanılmıştır 6 DoF paralel robotlar, daha iyi sertlik ve doğruluk8tadını çıkarın. Bu nedenle, paralel robot platformu üzerine monte edilmiş bir rotasyon aşamasına ek olarak, paralel seri işbirlikçi robot sistemi, bu kağıtta üretim yapan karmaşık yapıları işlemek için üretilmiştir.
Ancak, inşa edilmiş işbirlikçi robotik sistem, lif yerleştirmenin yüksek doğruluk gereksinimini karşılamak için her robot için denetleyici tasarımında zorluklar verir. Son efektörün doğru konum ölçümü, endüstriyel robota çeşitli havacılık sondaj uygulamalarında rehberlik etmek için yaygın olarak kullanılan lazer takip sistemi kullanılarak elde edilebilir9,10. Lazer takip sistemi yüksek doğru pozisyon ölçümü sağlasa da, ana sakıncaları sistemin maliyeti nde ve tıkama sorununda yatsa da. Lazer takip sistemi pahalıdır, örneğin, ticari bir lazer takip cihazı ve aksesuarları 90.000 $ kadar maliyet, ve lazer ışını kolayca robotların hareketi sırasında tıkanmış. Başka bir umut verici çözüm düşük bir maliyetle önemli bir doğruluk ile son efektör 6D poz ölçümü sağlayabilir vizyon ölçüm sistemivardır. Poz, robotun taban çerçevesine göre son efektörün 3B konumu ve 3D yönünün birleşimi olarak adlandırılır. Optik CMM (Bkz. Malzeme Tablosu)çift kamera tabanlı bir görsel sensördür. İki robotun son efektörleri üzerine bağlı birkaç reflektör hedefi gözlemlenerek, robotlar arasındaki göreceli pozlar gerçek zamanlı olarak ölçülebilir. Optik CMM robotik kalibrasyon11 ve dinamik yol izleme12 başarıyla uygulanmıştır ve böylece bu çalışmada önerilen CCM sisteminin kapalı döngü kontrol sistemlerine geribildirim ölçümü sağlamak için tanıtıldı.
Son kompozit ürünün kalitesi büyük ölçüde orijinal lif yolunun AFP13,14için nasıl oluşturulduğuna bağlıdır. Yol oluşturma işlemi normalde çevrimdışı programlama yazılımı kullanılarak gerçekleştirilir. Oluşturulan yol mandrel üzerinde etiket noktaları bir dizi oluşur, hangi lif yerleştirme başının poz gösterir. Farklı kapsama yollarının mümkün olduğu boya biriktirme, parlatma veya işleme gibi diğer yörünge planlama uygulamalarının aksine, lif sürekli olduğundan ve ani bir performans sergilemek mümkün olmadığından, AFP durumunda seçim sınırlıdır. yön değişiklikleri (keskin köşeler) zarar vermeden ve yerleştirme kafası parçaların yüzeyi norm tutulmalıdır. AFP için yörünge üretim tekniğinin ilk gelişimi açık kavisli yüzeyler veya koniler 5 gibi 3D şekillerin nesneleri üretimdoğru hareket etmeden önce büyük düz paneller5 üretim üzerinde yoğunlaşmıştır, 14. Ancak, Y şekli veya diğer şekiller gibi karmaşık geometrileri olan parçalar için çevrimdışı yol oluşturmak için pratik bir metodoloji geliştirilmemiştir. Bu nedenle, karmaşık konturlu yüzeylere sahip parçalar için etkili bir yol planlama algoritması, önceki araştırmamızda boşluk veya çakışma olmadan sonraki liflerin tek tip olarak döşenmesini sağlamak üzere tasarlanmıştır15. Yol oluşturma algoritmasının pratikliği ve etkinliği göz önünde bulundurularak, sadece mandrel tutucu olarak yerleştirme kafası ve 1-DoF dönme evresi ile 6-DoF seri robot, optimum yörünge planlamasını bulmak için hedef sistem olarak kabul edilir. minimum zaman kriterleri ile ortak alan. Ağır kinematik hesaplama ve tekillikler, çarpışmalar, düzgün yön değiştirme ve yerlebir kafasını niçin parça yüzeyinin normuna uygun tutmak, vb.
Önerilen off-line yörünge planlaması 6 DoF seri robot ve tam zamanlama ile sırasıyla dönme aşaması için servo referans oluşturabilirsiniz. Bu çevrimdışı yörünge planlamasına rağmen, belirli geometri parçaları için tüm kısıtlamaların altında uygulanabilir bir yol oluşturmak imkansız olabilir. Ayrıca, robotların konumlandırma hataları robotların çalışma ortamındaki mandrel veya başka bir cihazla çarpışmasına neden olabilir. On-line yol modifikasyonu optik CMM'den gelen görsel geri bildirimlere göre uygulanır. Bu nedenle, paralel robotun yolunu düzeltmek ve görsel geribildirim yoluyla seri robotun yoluna karşılık gelen bir ofset ayarlamak için on-line poz düzeltme algoritması önerilmektedir. Çarpışma ve diğer kısıtlamalar algılandığında, iki robot arasındaki göreceli poz da çevrimdışı oluşturulan yolu takip ederken değişmeden tutulur. On-line yolun düzeltilmesi sayesinde, CCM sistemi herhangi bir sonlandırma olmadan sorunsuz bu noktaları önleyebilirsiniz. Paralel robotun esnekliği sayesinde, 6B düzeltme uzaklıkları farklı kısıtlamalara göre oluşturulabilir. Bu el yazması, on-line poz düzeltme algoritması kullanarak CCM sisteminin ayrıntılı bir işlem yordamı sunar.
Access restricted. Please log in or start a trial to view this content.
Protokol
1. CCM sisteminin Çerçeve Tanımları
NOT: Optik CMM, nesneyi katı bir reflektör seti ile gerçek zamanlı olarak hedef olarak takip edebilen çift kamera sensörüdür. Bu hedeflerin yerleştirme prensibi, hedeflerin aralarında belirli bir mesafe ile asimetrik yerlerde sıkışmış olmasıdır. Hedeflerin robotlara veya yerleşim başlığına sabitlenmeli ve optik CMM'nin görüş alanında (FOV) kalmalıdır. Optik CMM tarafından tanımlanan her kare için her zaman en az dört hedef gözlemlenmelidir. Paralel robotun taban çerçevesi, paralel robotun son efektör çerçevesi ve seri robotun takım çerçevesi sırasıyla Fb, FtPve FtSolarak gösterilir. Bu çerçevelerin tanımları Şekil 1'degösterilmiştir. Paralel robot un ve seri robotun taban çerçeveleri sabit olduğundan, iki temel kare arasındaki dönüşüm matrisi kalibrasyon ile elde edilebilir.

Şekil 1. İşbirlikçi Kompozit İmalat (CCM) Sistem Kurulumu. CCM sisteminin donanımı 6-RSS paralel robot, 1-DoF dönme evresi, 6-DoF seri robot, bir yerleştirme kafası ve optik CMM'den oluşur. Mandrel dönme aşamasında kenetlenir ve dönme aşaması paralel robota monte edilir. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}
- Paralel robotun taban çerçevesinin tanımı
- Çerçeve tanım dosyasını optik CMM yazılımı üzerinden yükleyin (Bkz. Malzemeler Tablosu).
- Konumlandırma > HedefleriAlgıla'yı tıklatın. Paralel robotun motorlara bağlı hedefleri seçin. Tüm sistemin konumlandırma referansı olarak bu hedefleri almak için Kabul'ü tıklatın.
- Varlıklar listesinde, Temel Çerçeve'yi tıklatın ve bu Başvuru Çerçevesini Başlangıç Noktası yap'ıseçin.
NOT: Adım 1.1'in amacı Fb'yi tüm sistemin referans çerçevesi olarak almaktır. Çerçeve tanım dosyası aşağıdaki bağlantıdan elde edilebilir: .
- Son efektör platformu çerçevesinin izleme modelinin tanımı
- Navigasyon alanında İzleme Modelleri'ni seçin. Modeli Algıla'yıtıklatın ve ardından paralel robotun son efektör platformunda sabitlenmiş hedefleri seçin. Kabul Et'itıklatın.
- Oluşturulan algılama modelini tıklatın. Origin Ofset'inaçılır listesinde Yukarı_Çerçeve'yi seçin. Ardından Uygula'yıtıklatın.
NOT: Bu adım, son efektör platform çerçevesi FtP ile son efektör platformuna bağlı hedefler arasındaki sabit ilişkileri kurmaktır. - Dosya-Dışa Aktarma-İzleme modelinitıklatın ve izleme modelini kaydetmek için bir dosya adı girin.
- Araç çerçevesinin izleme modelinin tanımı
- İzleme Modelleriniseçin. Modeli Algıla'yıtıklatın, ardından seri robotun araç çerçevesine sabitlenmiş hedefleri seçin. Kabul Et'itıklatın.
- Oluşturulan algılama modelini tıklatın. Origin ofsetaçılır listesinde SerToolFrame'i seçin. Uygula'yı tıklatın ve tanımlanan izleme modelini kaydedin.
2. Sistem Hazırlama
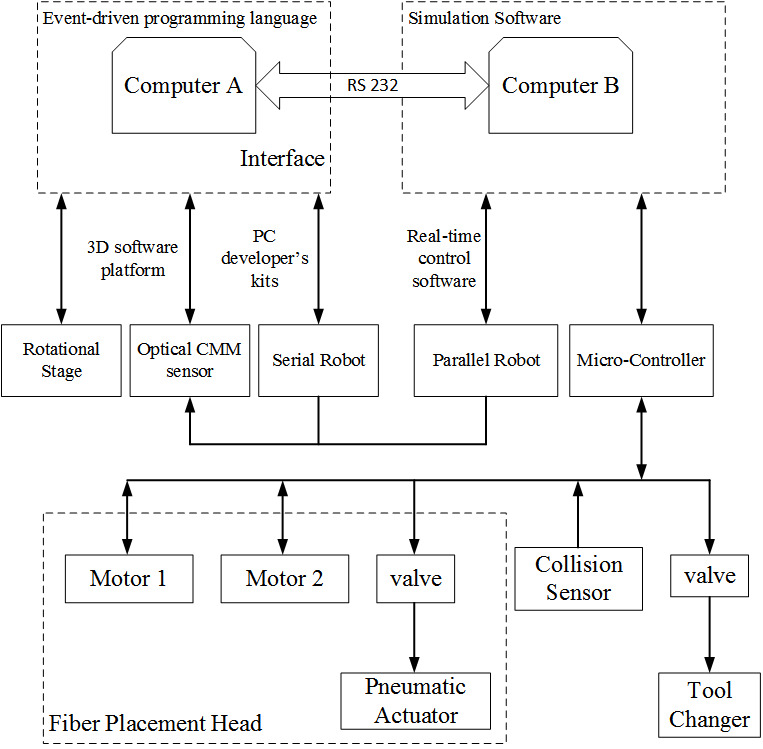
NOT: CCM sisteminin kontrol sistemi düzeni Şekil 2'degösterilmiştir.

Şekil 2. Sistem Düzeni. CCM sistemini denetlemek için iki bilgisayar (A & B) kullanılır. Aralarındaki iletişim RS232 üzerinden. Bilgisayar A dönme durumunu, fotogrametri senyor ve seri robotu kontrol eder. Bilgisayar B paralel robot, motorlar ve vanalar vb kontrol eder bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}
- Dönme evresinin hazırlanması
- Olay odaklı programlama dili tarafından programlanan entegre kontrol arabirimini A bilgisayarına yükleyin.
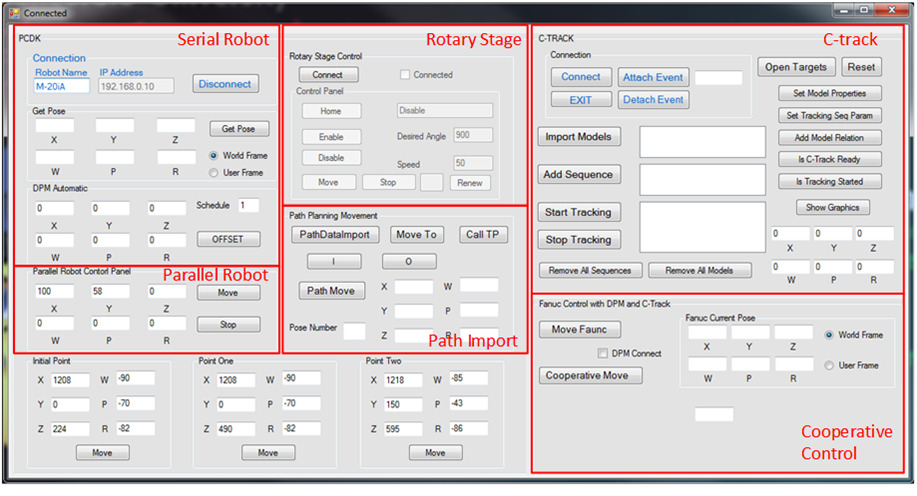
NOT: Denetim arabirimi Şekil 3'tegösterilmiştir. Arayüz programı aşağıdaki linkten edinilebilir: . - Döndürme aşamasının denetleyicisini bağlamak için Bağlan'ı tıklatın. Döndürme aşamasının motorunu bağlamak için Etkinleştir'i tıklatın. Ardından, dönme aşamasını ev konumuna taşımak için Ana Sayfa'yı tıklatın.
- Olay odaklı programlama dili tarafından programlanan entegre kontrol arabirimini A bilgisayarına yükleyin.

Şekil 3. Kontrol Arayüzü. Olay odaklı programlama dili tarafından programlanan kontrol yazılımı. Arayüz 6 bölümden oluşmaktadır: seri robot, paralel robot, dönme aşaması, yol alma, optik CMM ve kooperatif kontrol. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}
- Seri robotun hazırlanması
- Seri robotun denetleyicisindeki güç (Malzeme Tablosu'nabakın).
- Robot sunucusunu bağlamak için tümleşik kontrol arabirimine Bağlan'ı tıklatın.
- Optik CMM'nin hazırlanması
- Optik CMM denetleyicisi üzerinde güç ve denetleyiciekran Hazırgösterene kadar bekleyin.
- Uygulama Programlama Arabirimi (API) üzerinden optik CMM'yi bağlamak için entegre kontrol arabirimine Bağlan'ı tıklatın.
- Baz modeli, Üst platform modeli ve seri robotun Son efektör modelini içeren bölüm 1'de oluşturulmuş modelleri içe aktarın.
- Sıra Ekle'yitıklatın. Gerekirse modeller arasında göreli sıraekleyin. Ardından modellerin pozlarını izlemek için İzlemeyi Başlat'ı tıklatın.
- Paralel robotun hazırlanması
- Paralel robotun kumandasının gücü.
- SerialPort_Receive programını yükleyin ve Normal modu seçin.
NOT: SerialPort_Receive programı paralel robotu doğrudan kontrol edemez. Seri iletişim bağlantı noktası üzerinden A bilgisayarından uzak verileri almak için kullanılır. SerialPort_Receive programı aşağıdaki linkten edinilebilir: . - ParaRemoteControl programını yükleyin ve Harici modunu seçin. Ardından hedefe bağlanmak için Artımlı Yapı'yı tıklatın.
NOT: ParaRemoteControl programı SerialPort_Receive programından istenilen pozu almak ve paralel robotu kontrol etmek için kullanılır. ParaRemoteControl programı aşağıdaki linkten edinilebilir: . - Paralel robotun denetleyicisini başlatmak için iki programın Simülasyonu Başlat'ı tıklatın.
3. Off-line yolu oluşturma
- Yol planlama arabirimini sayısal bilgi işlem yazılımı aracılığıyla yükleyin (Bkz. Malzemeler Tablosu).
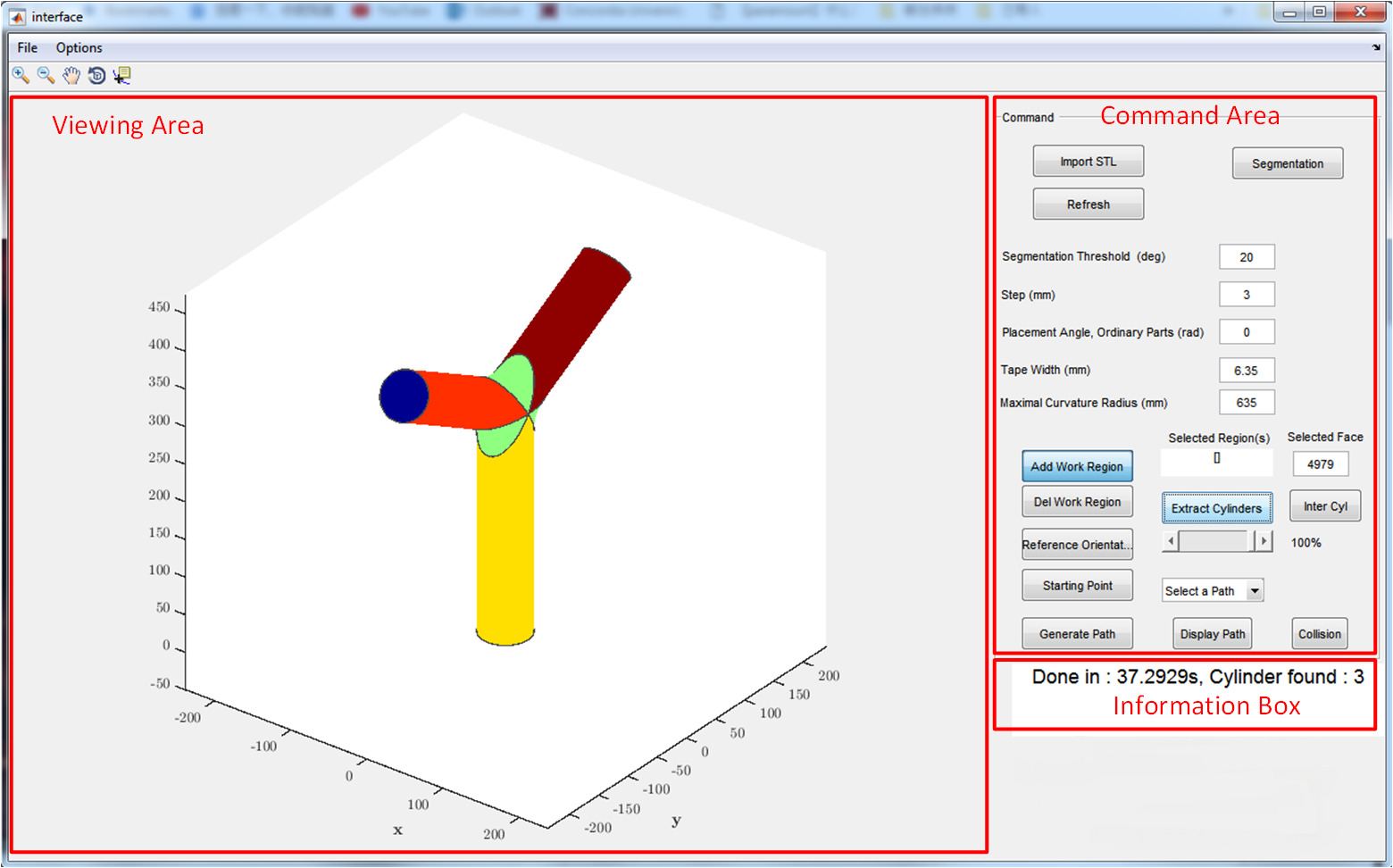
NOT: Arayüz Şekil 4'tegösterilmiştir. Yol planlama arayüzü sistem için yol oluşturmak için off-line yazılım ve aşağıdaki bağlantıdan elde edilebilir: .

Şekil 4. Yol Planlama Arabirimi. Yol planlama yazılımı 3 bölümden oluşur: Görsel Alan, Komuta Alanı ve Bilgi Kutusu. "Görüntüleme Alanı" bölümü parçaların 3B ekran işlenmesini sağlar. "Komut Alanı" bölümü çevrimdışı yolu oluşturmak için ana eylemleri gerçekleştirmektir. "Bilgi Kutusu" bölümü, programın durumu yla ilgili bilgileri görüntüler. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}
- STL'yi içe aktar'ı tıklatın ve parça dosyasını seçin. Ardından Segmentasyon'utıklatın.
NOT: Parça ayrılmış bölgelere ayrılmıştır (silindirler ve Y şeklindeki parçanın kavşakları). Farklı bölgeler farklı renklerde görüntülenir. - Çalışma Bölgesi Ekle'yi tıklatın ve silindir lerin çıkarılmasında bölgeyi seçin.
- Kaydırıcıyı %100'e ayarlayın ve Silindirleri Ayıkla'yıtıklatın.
- Yolun başlangıç dalını seçmek için Çalışma Bölgesi Ekle'yi tıklatın.
- Yol Oluştur'utıklatın. Üçüncü seçeneği seçin: Açılır iletişim penceresinde Sabit Yerleşim Açısı (CpA).
- Açılır diyalog penceresinde istediğiniz yerleşim açısını 90° seçin. O zaman kırmızı noktayı seç.
- Oluşturulan yolu görüntülemek için, Yol açılır menüsünü seçin'i tıklatın. Ardından yolu seçin.
- Bu yolu kaydetmek için Dosya > Kaydet'i tıklatın ve bir dosya adı girin.
4. Seri robot ve dönme evresi için yörüngenin bireysel ayrışması
- Sayısal bilgi işlem yazılımındaki Methode_Jacobian işlevini çalıştırın (bkz. Malzeme Tablosu).
NOT: Methode_Jacobian işlevi, Seri robot ve dönme aşaması için iki ayrı yörüngeye Adım 3'te oluşturulan yolu ayrıştırmak için kullanılır. - İstenilen yol dosyasını seçin (yol planlama arabirimi tarafından oluşturulan) ve aç'ıtıklatın.
- İstenilen yol numarasını girin.
- Yörüngenin ilk noktası sonra hesaplanır. Bu poza ulaşmak için manipülatörün istediği yapılandırmayı seçin.
NOT: Adım 4.4 tamamlandığında, ortak değerlerin evrimini gösteren bir grafik görüntülenir. Seri robotun yörüngesini ve dönme aşamasını içeren bir dosya oluşturulur.
5. Yol modifikasyon algoritması olmadan çevrimdışı yolu çalıştırma
- Öğretme kolyesine seç'e basın ve alınan dosyanın adını seçin. Yol dosyasını yüklemek için Enter tuşuna basın.
- Robot kumandasının anahtarını Otomatik modda çevirin. Öğretme kolyesi A/KAPALI düğmesini Kapat'açevirin.
- Yolu çalıştırmak için seri robotun denetleyicisinin Döngü Başlangıcı'na basın.
- Kooperatif Kontrol panelinde bulunan Kooperatif Taşı'nı tıklatın.
NOT: Sistem, çevrimiçi yol modifikasyon algoritması olmadan çevrimdışı yolu yürütecektir. Eklem tekillik veya kısıtlama durumuna ulaşırsa, sistem durur.
6. Yol modifikasyon algoritması ile çevrimdışı yolu çalıştırma
- Adımları 5.1-5.3'e tekrarlayın. Ardından, sistem için on-line yol değiştirme özelliğini eklemek için Şekil 3'teki İşbirliği Denetimi panelinde bulunan DPM Connect'i tıklatın.
- Kooperatif Kontrol panelinde bulunan Kooperatif Taşı'nı tıklatın.
NOT: Sistem, çevrimiçi yol modifikasyon algoritması ile çevrimdışı yolu yürütecektir. Yürütme sırasında, tekillikler ve eklemlerin kısıtlamaları seri robotun kodlayıcı ölçümü ile izlenir. Sistem, sonlandırma olmadan tekillik veya kısıtlama sınırlama noktalarını sorunsuz bir şekilde geçebilir.
Access restricted. Please log in or start a trial to view this content.
Sonuçlar
Deney, önerilen CCM sisteminin Y şeklindeki mandrel üzerinde lif döşeme hareketini gerçekleştirme sürecini göstermeyi amaçlamaktadır. Süreç üç adımda gerçekleştirilir: yol oluşturma; yörünge ayrışması; ve tekillik ve kısıtlama kaçınma.
Yol oluşturma
Normalde, standart oryantasyon laminat farklı plies tanımlamak için sanayi kullanılır. Bu yazıda, oryantasyon tanımı -şekil ...
Access restricted. Please log in or start a trial to view this content.
Tartışmalar
Deneysel sonuçlar, tasarlanan CCM sisteminin 90° ply yerleştirme açılarının üretim sürecini göstermektedir. Bu yazıda önerilen metodolojiler Y-Shape ve diğer şekiller ile mandrel üzerinde 0 ° ve 45 ° katlı yerleştirme açıları ile lif döşemek için kullanılabilir. Seri robotun dahili denetleyicisi tekillik kaçınma özelliği17sağlamak mümkün olsa da, son efektörün sadece doğrusal hareketi desteklenir. Son efektör daire hareketinin görevini yürüttüğünde, özel...
Access restricted. Please log in or start a trial to view this content.
Açıklamalar
Yazarların açıklayacak bir şeyi yok.
Teşekkürler
Bu proje, Kanada Endüstriyel Araştırma Başkanı Kanada Endüstriyel Araştırma Konseyi (NSERC) tarafından finanse edilmiştir.
Access restricted. Please log in or start a trial to view this content.
Malzemeler
| Name | Company | Catalog Number | Comments |
| AeroBasic | Aerotech | Motion control software | |
| Collaborative Composite Manufacturing (CCM) System | Concordia University | A CCM system is proposed to manufacture more complex composite components which pose high demand for trajectory planning than those by the current AFP system. The system consists of a 6 degree-of-freedom (DOF) serial robot holding the fiber placement head, a 6-DOF revolute-spherical-spherical (RSS) parallel robot on which a 1-DOF mandrel holder is installed and an eye-to-hand optical CMM sensor, i.e. C-track, to detect the poses of both end-effectors of parallel robot and serial robot. | |
| C-track | Creaform Inc. | An eye-to-hand optical CMM sensor | |
| Fanuc M-20iA | Fanuc Inc. | Serial robot | |
| Matlab | MathWorks | A multi-paradigm numerical computing software | |
| Quanser | Quanser Inc. | Providing the engineering lab equipments for teaching and research. | |
| VB | Microsoft | Visual Basic | |
| Vxelements | Creaform Inc. | Software for C-track |
Referanslar
- Groppe, D. Robots Improve the Quality and Cost-effectiveness of Composite Structures. Industrial Robot: An International Journal. 27 (2), 96-102 (2000).
- Ahrens, M., Mallick, V., Parfrey, K. Robotic Based Thermoplastic Fibre Placement Process. Industrial Robot: An International Journal. 25 (5), 326-330 (1998).
- hirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Shirinzadeh, B., Foong, C. W., Tan, B. H. Robotic fibre placement process planning and control. Assembly Automation. 20 (4), 313-320 (2000).
- Shirinzadeh, B., Alici, G., Foong, C. W., Cassidy, G. Fabrication process of open surfaces by robotic fibre placement. Robotics and Computer Integrated Manufacturing. 20 (1), 17-28 (2004).
- Coriolis. , Available from: http://www.coriolis-composites.com/ (2011).
- Dasgupta, B., Muthyunjaya, T. S. The Stewart platform manipulator: a review. Mechanism and Machine Theory. 35 (1), 15-40 (2000).
- Zhang, X. M., Xie, W. F., Hoa, S. V., Zeng, R. Design and Analysis of Collaborative Automated Fiber Placement Machine. International Journal of Advanced Robotics and Automation. 1 (1), 1-14 (2016).
- Shirinzadeh, B., et al. Laser interferometry-based guidance methodology for high precision positioning of mechanisms and robots. Robotics Computer-Integrated Manufacturing. 26 (1), 74-82 (2010).
- Vincze, M., Prenninger, J. P., Gander, H. A laser tracking system to measure position and orientation of robot end effectors under motion. International Journal of Robotics Research. 13 (4), 305-314 (1994).
- Li, P., Zeng, R., Xie, W., Zhang, X. Relative posture-based kinematic calibration of a 6-RSS parallel robot by optical coordinate measurement machine. International Journal of Advanced Robotic Systems. 15 (2), (2018).
- Shu, T., Gharaaty, S., Xie, W. F., Joubair, A., Bonev, I. Dynamic path tracking of industrial robots with high accuracy using photogrammetry sensor. IEEE/ASME Transactions on Mechatronics. 23 (3), 1159-1170 (2018).
- Shirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Blom, A. W., Abdalla, M. M., Gürdal, Z. Optimization of course locations in fiber-placed panels for general fiber angle distributions. Composites Science and Technology. 70 (4), 564-570 (2010).
- Hély, C., Birglen, L., Xie, W. F. Feasibility study of robotic fibre placement on intersecting multi-axial revolution surfaces. Robotics and Computer-Integrated Manufacturing. 48, 73-79 (2017).
- Zhang, X. M., Xie, W. F., Hoa, S. V. Semi-offline trajectory synchronized algorithm of the cooperative automated fiber placement system. Robotics and Computer–Integrated Manufacturing. 51, 53-62 (2018).
- Robotics America Corporation. FANUC Robotics SYSTEM R-30iB Handling Tool Setup and Operations Manual. Fanuc. , 1686-1692 (2012).
Access restricted. Please log in or start a trial to view this content.
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiThis article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır