
É necessária uma assinatura da JoVE para visualizar este conteúdo. Faça login ou comece sua avaliação gratuita.
Method Article
Operação do sistema colaborativo de manufatura composta (CCM)
Neste Artigo
Resumo
Um sistema de manufatura composto colaborativo é desenvolvido para o lay-up robótico de estratifica composto usando a fita do Prepreg. O sistema proposto permite a produção de laminados compósitos com altos níveis de complexidade geométrica. As questões no planejamento do trajeto, coordenação dos robôs e controle são abordadas no método proposto.
Resumo
A colocação automatizada da fita e as máquinas automatizadas da colocação da fibra (AFP) fornecem um ambiente de funcionamento mais seguro e reduzem a intensidade labor dos trabalhadores do que a colocação manual tradicional da fibra faz. Assim, a exatidão da produção, a repetibilidade e a eficiência da fabricação composta são melhoradas significativamente. Entretanto, os sistemas atuais de AFP podem somente produzir os componentes compostos com a grande superfície aberta ou as peças simples da volta, que não podem encontrar o interesse crescente em estruturas complexas ou fechadas pequenas da indústria.
Nesta pesquisa, empregando um 1-grau de liberdade (DoF) fase de rotação, um 6-RSS robô paralelo, e um 6-DoF serial robot, a destreza do sistema AFP pode ser significativamente melhorada para a fabricação de peças compostas complexas. O estágio de rotação montado no robô paralelo é utilizado para segurar o mandril e o robô serial transporta a cabeça de colocação para imitar duas mãos humanas que têm destreza suficiente para colocar a fibra no mandril com contorno complexo.
Embora o sistema CCM aumente a flexibilidade da fabricação composta, é bastante demorado ou mesmo impossível gerar o trajeto off-line praticável, que assegura o lay-up uniforme das fibras subseqüentes considerando as limitações como singularidades, colisões entre a cabeça da colocação da fibra e o mandril, mudança Lisa do sentido da fibra e manter a cabeça da colocação da fibra ao longo da norma da superfície da parte, etc. Além disso, devido ao erro de posicionamento existente dos robôs, a correção de caminho on-line é necessária. Portanto, o algoritmo de correção de pose on-line é proposto para corrigir os caminhos de ambos os robôs paralelos e seriais, e para manter o caminho relativo entre os dois robôs inalterados através do feedback visual quando os problemas de restrição ou singularidade no o planejamento de caminho off-line ocorre. Os resultados experimentais demonstram que o sistema projetado de CCM pode cumprir o movimento necessário para manufaturar uma estrutura composta com Y-forma.
Introdução
Recentemente, a crescente necessidade de estruturas compostas de alto desempenho em diversas indústrias tem impulsionado grandemente o desenvolvimento das tecnologias de manufatura compostas1,2. A produção manual tradicional não pode cumprir a exigência elevada da eficiência, da exatidão e da qualidade da indústria emergente. Este aspecto tem incentivado o desenvolvimento de novas tecnologias de produção, como os sistemas AFP. A tecnologia AFP automatiza a produção de estruturas de materiais compósitos utilizando prepregs, que estão presentes na forma de tiras compostas de fitas de fibra impregnadas (vidro, carbono, etc.) de resina semipolimerizada. No sistema AFP, uma cabeça de deposição com a capacidade de aquecimento e compactação dos pré-impregnados de resina é montada em uma máquina de colocação de fibra ou um robô industrial. A máquina da colocação da fibra ou o robô que carreg a cabeça do depósito estabelece os pré-impregnados que atravessam a superfície dos mandrels do ferramental. No processo de fabricação, o mandril do ferramental é usado como um molde a ser ferida ao redor pelos pré-impregnados para dar forma a uma determinada estrutura da peça composta. O mandril será removido depois que a peça for curada. Os atuais sistemas AFP podem melhorar significativamente a eficiência e a qualidade da produção de materiais compósitos3,4,5. Entretanto, limitam-se à produção das superfícies abertas que apresentam uma superfície lisa ou contorneada, ou partes simples da volta tais como cilindros ou cones devido ao DoF insuficiente do sistema e às dificuldades em gerar trajetórias. Especialmente, a indústria aeroespacial e as indústrias de produção de equipamentos esportivos estão agora interessadas nesta técnica para a produção de estruturas com geometrias mais complexas, como "Y" tubos ou as estruturas formando fechado-loops, como quadros de bicicleta.
Para ser capaz de fabricar as estruturas com geometrias complexas, a flexibilidade do sistema AFP deve ser melhorada. Por exemplo, um sistema de 8 DOF AFP foi proposto6 adicionando uma trilha linear a um robô industrial de 6 DOF e a um estágio rotatório à plataforma da terra arrendada do mandril. No entanto, o sistema ainda não é adequado para a fabricação das peças acima mencionadas com geometrias complexas. O sistema robótico colaborativo constituído por dois robôs é uma solução promissora para aumentar a destreza empregando um robô para segurar a cabeça de colocação de fibra no final-Effector e outro robô para segurar o mandril. O sistema colaborativo de dois-serial-robôs não pode resolver o problema de colocação da fibra, uma vez que o robô serial tende a deformar-se e perder a precisão devido à sua estrutura cantilever, considerando o peso do mandril e a força de compactação7. Comparado com os robôs de série, 6 DoF paralelo robôs, que têm sido utilizados no simulador de vôo e ferramentas médicas, desfrutar de uma melhor rigidez e precisão8. Portanto, um sistema de robô colaborativo paralelo-serial, em adicional a um estágio de rotação montado na plataforma do robô paralelo, é construído para lidar com as estruturas complexas de fabricação neste papel.
Entretanto, o sistema robótico colaborativo construído rende dificuldades em projetar o controlador para que cada robô encontre a exigência da exatidão elevada da colocação da fibra. A medida exata da posição do final-Effector poderia ser conseguida usando o sistema de seguimento do laser, que é usado geralmente para guiar o robô industrial em váriasaplicações de perfuraçãoaeroespaciais 9,10. Embora o sistema de seguimento do laser possa fornecer a medida exata elevada da posição, as desvantagens principais encontram-se no custo do sistema e da edição da oclusão. O sistema de rastreamento a laser é caro, por exemplo, um rastreador laser comercial e seus acessórios custam até US $90000, e o feixe de laser é facilmente obstruído durante o movimento dos robôs. Uma outra solução prometedora é o sistema da medida da visão, que pode fornecer a medida do pose 6D do fim-Effector com uma exatidão considerável a baixo custo. A pose é referida como a combinação da posição 3D e a orientação 3D do effector final no que diz respeito ao frame baixo do robô. O CMM óptico (ver tabela de materiais) é um sensor visual baseado em câmera dupla. Observando diversos alvos do refletor Unidos nos effectors finais dos dois robôs, os poses relativos entre os robôs podem ser medidos no tempo real. O CMM óptico foi aplicado com sucesso à calibração robótica11 e o trajeto dinâmico que segue12 e é introduzido assim para fornecer a medida do gabarito aos sistemas de controle do fechado-laço do sistema proposto do CCM neste estudo.
A qualidade do produto composto final é em grande parte dependente de como o caminho de fibra original é gerado para a AFP13,14. O processo de geração de caminho normalmente é executado usando o software de programação off-line. O trajeto gerado consiste em uma série de pontos do Tag no mandril, que indicam a pose da cabeça da colocação da fibra. Ao contrário de outras aplicações de planejamento de trajetória, como deposição de tinta, polimento ou usinagem, onde diferentes tipos de caminhos de cobertura são possíveis, a escolha é limitada no caso da AFP, uma vez que a fibra é contínua e não é possível executar abrupta mudanças no sentido (cantos afiados) sem danificá-la e a cabeça da colocação deve ser mantida na norma da superfície das peças. O primeiro desenvolvimento da técnica de geração de trajetória para a AFP tem se concentrado na fabricação de grandes painéis planos5 antes de se deslocar para a fabricação dos objetos de formas 3D, como superfícies curvas abertas ou cones5, 14. mas, nenhuma metodologia prática foi desenvolvida para gerar o trajeto off-line para as peças com geometrias complexas tais como a Y-forma ou as outras formas. Conseqüentemente, um algoritmo eficaz do planeamento do trajeto para as peças com superfícies complexo-contorneadas é projetado assegurar o lay-up uniforme de fibras subseqüentes sem aberturas ou sobreposições em nossa pesquisa precedente15. Considerando a praticidade e a eficácia do algoritmo de geração de caminho, apenas o robô serial 6-DoF com a cabeça de colocação e o estágio de rotação de 1 DoF como o suporte de mandril são considerados como o sistema alvo para encontrar o planejamento de trajetória ideal em espaço articular com critérios mínimos de tempo. Poderia ser demasiado complicado e demorado gerar a trajetória off-line para o sistema inteiro de 13 DoF CCM devido ao cálculo pesado da cinemática e à consideração de várias limitações como singularidades, colisões, mudança Lisa do sentido e mantendo a cabeça da colocação na norma da superfície das peças, etc.
O planeamento de trajectória off-line proposto pode gerar a referência servo para o robô de série de 6 DoF e o estágio rotatório respectivamente com sincronismo exato. Mesmo com esse planejamento de trajetória off-line, pode ser impossível gerar um caminho viável todas as restrições para determinadas partes da geometria. Além disso, os erros de posicionamento dos robôs podem fazer com que os robôs colide com o mandril ou outro dispositivo no ambiente de trabalho. A modificação de caminho on-line é implementada com base nos comentários visuais do CMM óptico. Portanto, o algoritmo de correção de pose on-line é proposto para corrigir o caminho do robô paralelo e para ajustar um deslocamento correspondente no caminho do robô serial simultaneamente através do feedback visual. Quando a colisão e outras restrições são detectadas, a pose relativa entre os dois robôs também é mantida inalterada ao seguir o caminho gerado off-line. Com a correção do trajeto em linha, o sistema CCM pode evitar estes pontos lisamente sem nenhuma terminação. Devido à flexibilidade do robô paralelo, os deslocamentos da correção 6D podem ser gerados com respeito às limitações diferentes. Este manuscrito apresenta um procedimento detalhado de operação do Sistema CCM usando o algoritmo de correção de pose on-line.
Access restricted. Please log in or start a trial to view this content.
Protocolo
1. definições do quadro do Sistema CCM
Nota: o CMM óptico é um sensor de câmera dupla, que pode rastrear o objeto com um conjunto rígido de refletores como os alvos em tempo real. O princípio de colocação desses alvos é que os alvos estão presos nos locais assimétricos com certa distância entre eles. Os alvos precisam de ser fixados nos robôs ou na cabeça da colocação e permanecem no campo de visão (FOV) do CMM ótico. Pelo menos quatro alvos devem ser observados para cada quadro definido pelo CMM ótico todo o tempo. O quadro de base do robô paralelo, o quadro de Effector final do robô paralelo e o quadro de ferramentas do robô serial são indicados como Fb, ftPe ftS, respectivamente. As definições desses quadros são mostradas na Figura 1. Como os quadros base do robô paralelo e do robô serial são fixos, a matriz de transformação entre os dois quadros base pode ser derivada pela calibração.

Figura 1. Configuração colaborativa do sistema de manufatura composta (CCM). O hardware do Sistema CCM consiste de um robô paralelo 6-RSS, um estágio de rotação de 1 DoF, um robô serial de 6 DoF, uma cabeça de colocação e o CMM óptico. O mandril é apertado no estágio de rotação, e o estágio de rotação é montado no robô paralelo. Por favor clique aqui para ver uma versão maior desta figura.
{kind=link}
- Definição do quadro de base do robô paralelo
- Carregue o arquivo de definição de quadro através do software do CMM óptico (veja a tabela de materiais).
- Clique em posicionamento ≫ detectar alvos. Selecione os alvos que estão anexados nos motores do robô paralelo. Clique em aceitar para tomar esses alvos como a referência de posicionamento de todo o sistema.
- Na lista de entidades , clique em quadro base e selecione tornar este quadro de referência a origem.
Observação: a finalidade da etapa 1,1 é tomar Fb como o quadro de referência de todo o sistema. O arquivo de definição de quadro pode ser obtido no seguinte link: < https://Users.Encs.Concordia.ca/~ wfxie/Jove_program/P3. CSF >.
- Definição do modelo de seguimento do frame da plataforma do fim-Effector
- Selecione modelos de rastreamento na área de navegação. Clique em detectar modeloe, em seguida, selecione os destinos fixos na plataforma de Effector final do robô paralelo. Clique em aceitar.
- Clique no modelo de detecção gerado. Selecione Up_Frame na lista suspensa do deslocamento de origem. Em seguida, clique em aplicar.
Observação: esta etapa é configurar as relações fixas entre o quadro de plataforma de Effector final FtP e os destinos anexados na plataforma de Effector final. - Clique em arquivo-modelo de controle de exportaçãoe insira um nome de arquivo para salvar o modelo de acompanhamento.
- Definição do modelo de rastreamento do quadro de ferramentas
- Selecione modelos de rastreamento. Clique em detectar modeloe selecione os alvos fixos no quadro de ferramentas do robô serial. Clique em aceitar.
- Clique no modelo de detecção gerado. Selecione Sertoolframe na lista suspensa do deslocamento de origem. Clique em aplicar e salve o modelo de rastreamento definido.
2. preparação do sistema
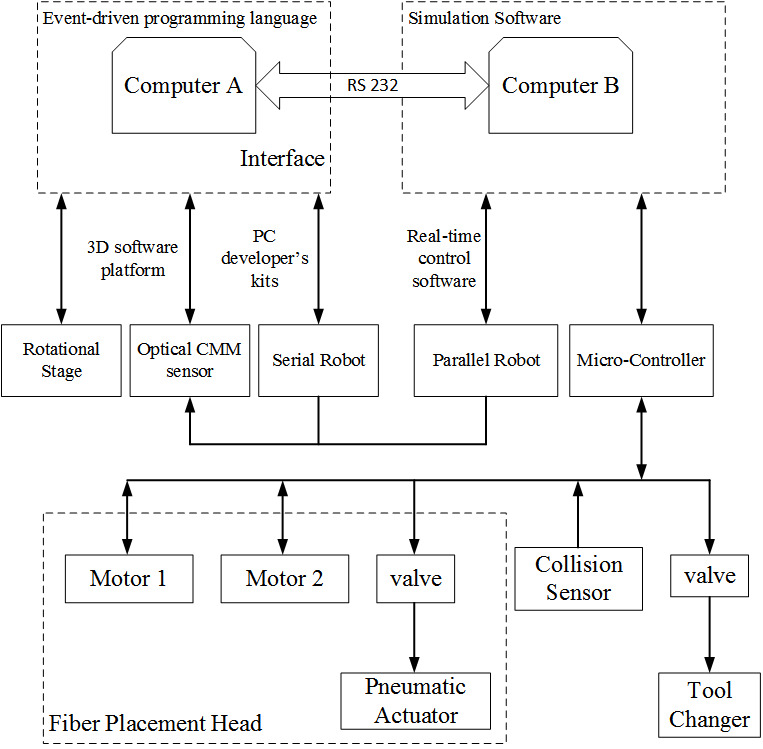
Nota: o layout do sistema de controle do Sistema CCM é mostrado na Figura 2.

Figura 2. Layout do sistema. Dois computadores (A & B) são usados controlando o sistema CCM. A comunicação entre eles é via RS232. Computador a controla o estado de rotação, fotogrametria senhor e robô serial. O computador B controla o robô paralelo, os motores e as válvulas etc. estale por favor aqui para ver uma versão maior desta figura.
{kind=link}
- Preparação da fase de rotação
- Carregue a interface de controle integrada programada pela linguagem de programação orientada a eventos no computador A.
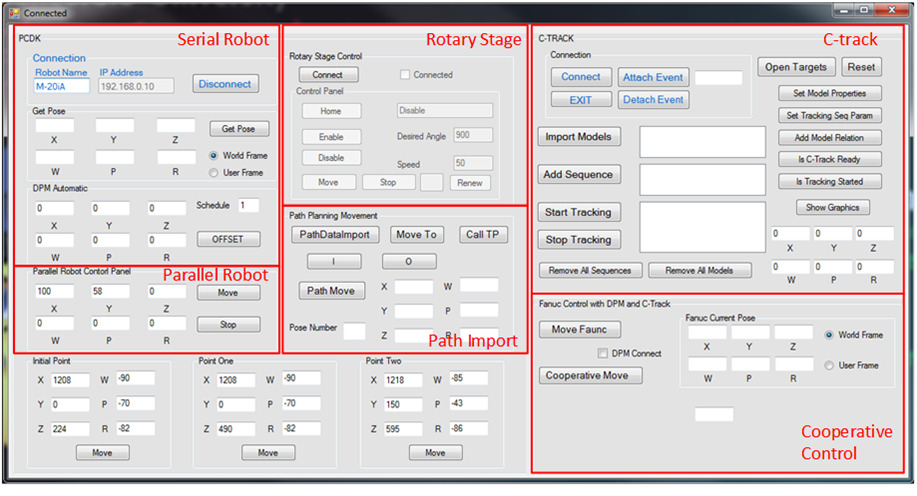
Nota: a interface de controle é mostrada na Figura 3. O programa de interface pode ser obtido no seguinte link: < https://Users.Encs.Concordia.ca/~ wfxie/Jove_program/pcdk-ctrack. rar >. - Clique em conectar para conectar o controlador do estágio de rotação. Clique em habilitar para conectar o motor do estágio de rotação. Em seguida, clique em Home para mover o estágio de rotação para a posição inicial.
- Carregue a interface de controle integrada programada pela linguagem de programação orientada a eventos no computador A.

Figura 3. Interface de controle. O software de controle programado pela linguagem de programação orientada a eventos. A relação é compor de 6 seções: robô de série, robô paralelo, estágio rotatório, importação do trajeto, CMM ótico e controle cooperativo. Por favor clique aqui para ver uma versão maior desta figura.
{kind=link}
- Preparação do robô serial
- Ligue o controlador do robô serial (veja a tabela de materiais).
- Clique em conectar na interface de controle integrada para conectar o servidor robô.
- Preparação do CMM óptico
- Ligue o controlador do CMM óptico e aguarde até que a tela do controlador apareça pronta.
- Clique em conectar na interface de controle integrada para conectar o CMM óptico via Application Programming Interface (API).
- Importe os modelos construídos na seção 1, que inclui o modelo base, o modelo de plataforma superior e o modelo de Effector final do robô serial.
- Clique em Adicionar sequência. Adicione a seqüência relativa entre os modelos se for necessário. Em seguida, clique em Iniciar rastreamento para rastrear a pose dos modelos.
- Preparação do robô paralelo
- Ligue o controlador do robô paralelo.
- Carregue o programa SerialPort_Receive e selecione o modo normal .
Observação: o programa SerialPort_Receive não pode controlar o robô paralelo diretamente. Ele é usado para receber os dados remotos do computador A via porta de comunicação serial. O programa SerialPort_Receive pode ser obtido no seguinte link: < https://Users.Encs.Concordia.ca/~ wfxie/Jove_program/SerialPort_Receive. mdl >. - Carregue o programa Pararemotecontrol e selecione o modo externo . Em seguida, clique em compilação incremental para conectar-se ao destino.
Nota: o programa Pararemotecontrol é usado para receber a pose desejada do programa SerialPort_Receive e controlar o robô paralelo. O programa pararemotecontrol pode ser obtido no seguinte link: < https://Users.Encs.Concordia.ca/~ wfxie/Jove_program/pararemotecontrol. mdl >. - Clique em Iniciar simulação dos dois programas para inicializar o controlador do robô paralelo.
3. gerando o caminho off-line
- Carregue a interface de planejamento de caminho através do software de computação numérica (consulte a tabela de materiais).
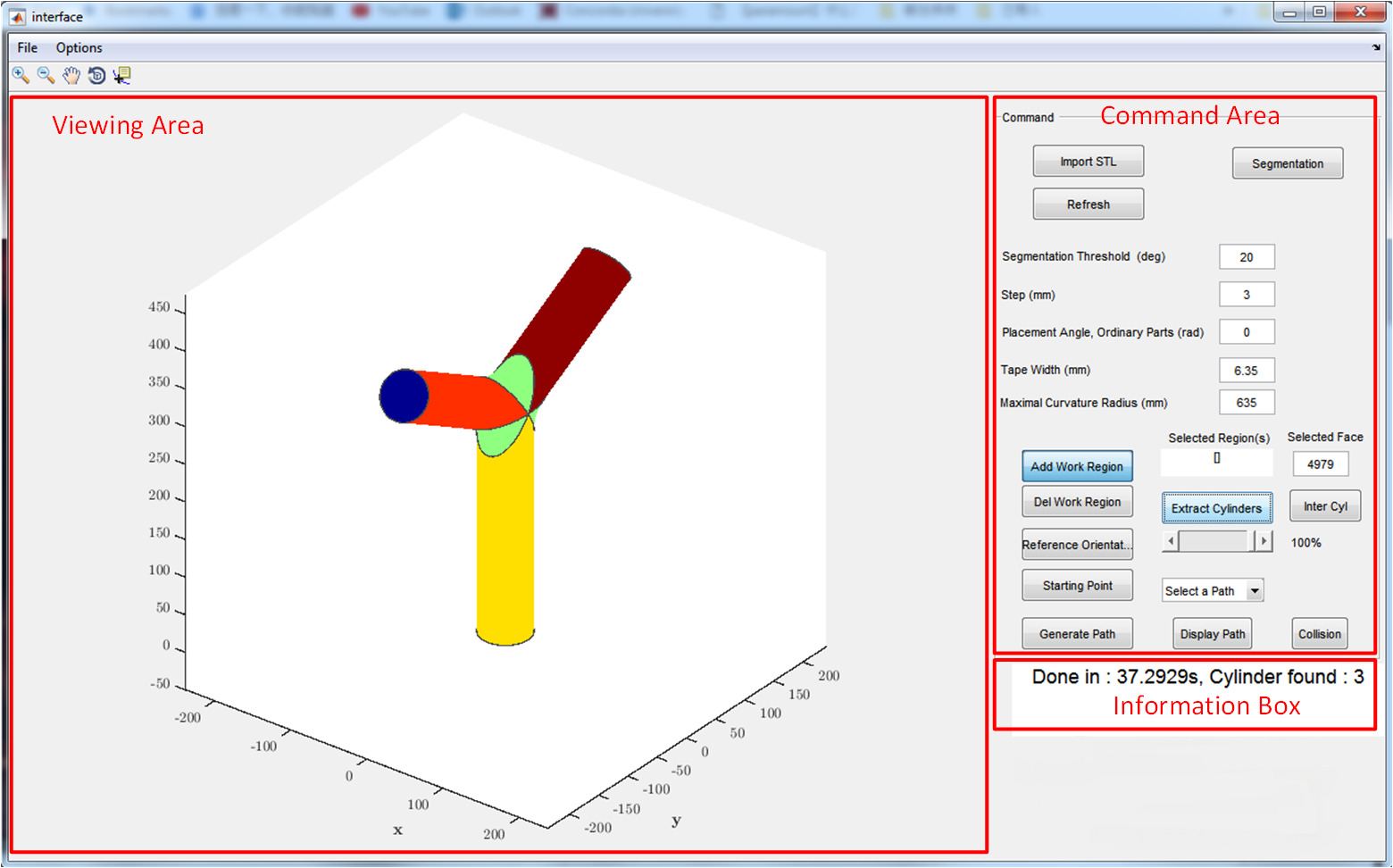
Nota: a interface é mostrada na Figura 4. A interface de planejamento de caminho é o software off-line para gerar o caminho para o sistema e pode ser obtido no seguinte link: < https://Users.Encs.Concordia.ca/~ wfxie/Jove_program/AFP_PathPlanning_Pcode. zip >.

Figura 4. Interface de planejamento de caminho. O software de planejamento de caminho é composto por 3 seções: área visual, área de comando e caixa de informações. A seção "área de visualização" permite que a exibição 3D das peças seja processada. A seção "área de comando" é executar as principais ações para gerar o caminho off-line. A seção "caixa de informações" exibe as informações sobre o status do programa. Por favor clique aqui para ver uma versão maior desta figura.
{kind=link}
- Clique em importar STL e escolha o arquivo de peça. Em seguida, clique em segmentação.
Nota: a peça é dividida em regiões separadas (cilindros e junções de parte em forma de Y). As diferentes regiões são exibidas em cores diferentes. - Clique em Adicionar região de trabalho e selecione a região na extração de cilindros.
- Ajuste o controle deslizante para 100% e clique em extrair cilindros.
- Clique em Adicionar região de trabalho para selecionar a ramificação inicial do caminho.
- Clique em gerar caminho. Escolha a terceira opção: ângulo de posicionamento constante (CPA) na janela de diálogo pop-up.
- Escolha o ângulo de posicionamento desejado 90 ° na janela de diálogo pop-up. Em seguida, escolha o ponto vermelho.
- Para exibir o caminho gerado, clique em selecionar um caminho menu suspenso. Em seguida, selecione o caminho.
- Para salvar esse caminho, clique em arquivo > salvar e digite um nome de arquivo.
4. decomposição individual da trajetória para o robô serial e estágio rotacional
- Execute a função Methode_Jacobian no software de computação numérica (consulte a tabela de materiais).
Nota: Methode_Jacobian função é usada para decompor o caminho gerado na etapa 3 em duas trajetórias individuais para o robô serial e o estágio de rotação. - Selecione o arquivo de caminho desejado (gerado pela interface de planejamento de caminho) e clique em abrir.
- Insira o número do caminho desejado.
- O primeiro ponto da trajetória é então calculado. Escolha a configuração desejada para que o manipulador alcance esta pose.
Nota: quando o passo 4,4 estiver concluído, é apresentado um gráfico que mostra a evolução dos valores comuns. Um arquivo que contém a trajetória para o robô serial e o estágio de rotação é gerado.
5. executando o caminho off-line sem o algoritmo de modificação de caminho
- Pressione Select no pingente Teach e escolha o nome do arquivo importado. Pressione Enter para carregar o arquivo de caminho.
- Gire o interruptor do controlador do robô para o modo automático . Gire o interruptor de ligar/desligar do pendente do Teach para fora.
- Pressione ciclo início do controlador do robô serial para executar o caminho.
- Clique em movimento cooperativo localizado no painel de controle cooperativo .
Observação: o sistema executará o caminho offline sem o algoritmo de modificação de caminho on-line. Se a articulação atinge a singularidade ou condição de restrição, o sistema irá parar.
6. executando o caminho off-line com o algoritmo de modificação de caminho
- Repita os passos 5.1 – 5.3. Em seguida, clique em DPM Connect localizado no painel de controle cooperativo na Figura 3 para adicionar a capacidade de modificação de caminho on-line para o sistema.
- Clique em movimento cooperativo localizado no painel de controle cooperativo .
Observação: o sistema executará o caminho offline com o algoritmo de modificação de caminho on-line. Durante a execução, as singularidades e as restrições das articulações são monitoradas através da medição do codificador do robô serial. O sistema pode passar suavemente os pontos de limitação de singularidade ou restrição sem rescisão.
Access restricted. Please log in or start a trial to view this content.
Resultados
O experimento tem como objetivo demonstrar o processo de realização do movimento de colocação da fibra no mandril em forma de Y do Sistema CCM proposto. O processo é realizado em três etapas: geração de caminho; decomposição da trajetória; e singularidade e vacância de restrição.
Geração de caminho
Normalmente, a orientação padrão é usada na indústria para definir as diferentes dobras do ...
Access restricted. Please log in or start a trial to view this content.
Discussão
Os resultados experimentais mostram o processo de fabricação de ângulos de colocação de 90 ° ply do Sistema CCM projetado. As metodologias propostas neste trabalho podem ser utilizadas para estabelecer a fibra com ângulos de colocação de 0 ° e 45 ° de dobra no mandril com forma Y e outras formas. Quando o controlador interno do robô de série for capaz de fornecer a característica da vacância do singularidade17, somente o movimento linear do fim-Effector é apoiado. Quando o fim-Effe...
Access restricted. Please log in or start a trial to view this content.
Divulgações
Os autores não têm nada a revelar.
Agradecimentos
Este projeto foi financiado pelo Conselho de pesquisa de ciências naturais e engenharia (NSERC) do Canadá cadeira de pesquisa industrial na fabricação de compósitos automatizados e do Fonds de recherche du Québec-Natrue et Technologies (FRQNT).
Access restricted. Please log in or start a trial to view this content.
Materiais
| Name | Company | Catalog Number | Comments |
| AeroBasic | Aerotech | Motion control software | |
| Collaborative Composite Manufacturing (CCM) System | Concordia University | A CCM system is proposed to manufacture more complex composite components which pose high demand for trajectory planning than those by the current AFP system. The system consists of a 6 degree-of-freedom (DOF) serial robot holding the fiber placement head, a 6-DOF revolute-spherical-spherical (RSS) parallel robot on which a 1-DOF mandrel holder is installed and an eye-to-hand optical CMM sensor, i.e. C-track, to detect the poses of both end-effectors of parallel robot and serial robot. | |
| C-track | Creaform Inc. | An eye-to-hand optical CMM sensor | |
| Fanuc M-20iA | Fanuc Inc. | Serial robot | |
| Matlab | MathWorks | A multi-paradigm numerical computing software | |
| Quanser | Quanser Inc. | Providing the engineering lab equipments for teaching and research. | |
| VB | Microsoft | Visual Basic | |
| Vxelements | Creaform Inc. | Software for C-track |
Referências
- Groppe, D. Robots Improve the Quality and Cost-effectiveness of Composite Structures. Industrial Robot: An International Journal. 27 (2), 96-102 (2000).
- Ahrens, M., Mallick, V., Parfrey, K. Robotic Based Thermoplastic Fibre Placement Process. Industrial Robot: An International Journal. 25 (5), 326-330 (1998).
- hirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Shirinzadeh, B., Foong, C. W., Tan, B. H. Robotic fibre placement process planning and control. Assembly Automation. 20 (4), 313-320 (2000).
- Shirinzadeh, B., Alici, G., Foong, C. W., Cassidy, G. Fabrication process of open surfaces by robotic fibre placement. Robotics and Computer Integrated Manufacturing. 20 (1), 17-28 (2004).
- Coriolis. , Available from: http://www.coriolis-composites.com/ (2011).
- Dasgupta, B., Muthyunjaya, T. S. The Stewart platform manipulator: a review. Mechanism and Machine Theory. 35 (1), 15-40 (2000).
- Zhang, X. M., Xie, W. F., Hoa, S. V., Zeng, R. Design and Analysis of Collaborative Automated Fiber Placement Machine. International Journal of Advanced Robotics and Automation. 1 (1), 1-14 (2016).
- Shirinzadeh, B., et al. Laser interferometry-based guidance methodology for high precision positioning of mechanisms and robots. Robotics Computer-Integrated Manufacturing. 26 (1), 74-82 (2010).
- Vincze, M., Prenninger, J. P., Gander, H. A laser tracking system to measure position and orientation of robot end effectors under motion. International Journal of Robotics Research. 13 (4), 305-314 (1994).
- Li, P., Zeng, R., Xie, W., Zhang, X. Relative posture-based kinematic calibration of a 6-RSS parallel robot by optical coordinate measurement machine. International Journal of Advanced Robotic Systems. 15 (2), (2018).
- Shu, T., Gharaaty, S., Xie, W. F., Joubair, A., Bonev, I. Dynamic path tracking of industrial robots with high accuracy using photogrammetry sensor. IEEE/ASME Transactions on Mechatronics. 23 (3), 1159-1170 (2018).
- Shirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Blom, A. W., Abdalla, M. M., Gürdal, Z. Optimization of course locations in fiber-placed panels for general fiber angle distributions. Composites Science and Technology. 70 (4), 564-570 (2010).
- Hély, C., Birglen, L., Xie, W. F. Feasibility study of robotic fibre placement on intersecting multi-axial revolution surfaces. Robotics and Computer-Integrated Manufacturing. 48, 73-79 (2017).
- Zhang, X. M., Xie, W. F., Hoa, S. V. Semi-offline trajectory synchronized algorithm of the cooperative automated fiber placement system. Robotics and Computer–Integrated Manufacturing. 51, 53-62 (2018).
- Robotics America Corporation. FANUC Robotics SYSTEM R-30iB Handling Tool Setup and Operations Manual. Fanuc. , 1686-1692 (2012).
Access restricted. Please log in or start a trial to view this content.
Reimpressões e Permissões
Solicitar permissão para reutilizar o texto ou figuras deste artigo JoVE
Solicitar PermissãoThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Todos os direitos reservados