
È necessario avere un abbonamento a JoVE per visualizzare questo. Accedi o inizia la tua prova gratuita.
Method Article
Funzionamento del sistema di produzione composita collaborativa (CCM)
In questo articolo
Riepilogo
Un sistema di produzione di composito collaborativo è sviluppato per la deposizione robotica di laminati compositi utilizzando il nastro prepreg. Il sistema proposto permette la produzione di laminati compositi con alti livelli di complessità geometrica. Le questioni relative alla pianificazione del percorso, al coordinamento dei robot e al controllo sono affrontate nel metodo proposto.
Abstract
Il posizionamento automatico del nastro e le macchine per il posizionamento automatico della fibra (AFP) forniscono un ambiente di lavoro più sicuro e riducono l'intensità di manodopera dei lavoratori rispetto al tradizionale posizionamento manuale in fibra. Pertanto, l'accuratezza della produzione, la ripetibilità e l'efficienza della produzione composita sono notevolmente migliorate. Tuttavia, gli attuali sistemi AFP possono produrre solo i componenti compositi con grandi superfici aperte o semplici parti di rivoluzione, che non possono soddisfare il crescente interesse per piccole strutture complesse o chiuse dell'industria.
In questa ricerca, impiegando uno stadio di rotazione di 1 grado di libertà (DoF), un robot parallelo 6-RSS e un robot seriale a 6 DoF, la destrezza del sistema AFP può essere notevolmente migliorata per la produzione di parti composite complesse. Il palco rotazionale montato sul robot parallelo viene utilizzato per tenere il mandrel e il robot seriale porta la testa di posizionamento per imitare due mani umane che hanno abbastanza destrezza per posare la fibra al mandrino con contorno complesso.
Anche se il sistema CCM aumenta la flessibilità della produzione di composito, è piuttosto dispendioso in termini di tempo o addirittura impossibile generare il percorso off-line fattibile, che garantisce una posa uniforme delle fibre successive considerando i vincoli come singolarità, collisioni tra la testa di posizionamento della fibra e mandrel, liscia fibra direzione cambiare e mantenere la testa di posizionamento fibra lungo la norma della superficie della parte, ecc. Inoltre, a causa dell'errore di posizionamento esistente dei robot, è necessaria la correzione del percorso on-line. Pertanto, si propone l'algoritmo di correzione della posa on-line per correggere i percorsi dei robot paralleli e seriali e per mantenere invariato il percorso relativo tra i due robot attraverso il feedback visivo quando il vincolo o i problemi di singolarità si verifica la pianificazione del percorso off-line. I risultati sperimentali dimostrano che il sistema CCM progettato è in grado di soddisfare il movimento necessario per la produzione di una struttura composita con forma Y.
Introduzione
Recentemente, la crescente necessità di strutture composite ad alte prestazioni in vari settori ha fortemente guidato lo sviluppo delle tecnologie di produzione composita1,2. La produzione manuale tradizionale non è in grado di soddisfare l'elevata efficienza, accuratezza e requisiti di qualità dell'industria emergente. Questo aspetto ha incoraggiato lo sviluppo di nuove tecnologie di produzione come i sistemi AFP. La tecnologia AFP automatizza la produzione di strutture di materiali compositi utilizzando prepreg, che sono presenti sotto forma di strisce composte da nastri in fibra impregnata (vetro, carbonio, ecc.) di resina semipolimerizzata. Nel sistema AFP, una testa di deposizione con la capacità di riscaldare e compattare i prepreg di resina è montata su una macchina per il posizionamento della fibra o su un robot industriale. La macchina per il posizionamento della fibra o il robot che trasporta la testa di deposizione depone i prepreg che attraversano la superficie dei mandrel utensili. Nel processo di fabbricazione, il mandrel utensile viene utilizzato come stampo da ferire intorno ai prepreg per formare una certa struttura di parte composita. Il mandrel verrà rimosso dopo la cura della parte. Gli attuali sistemi AFP possono migliorare significativamente l'efficienza e la qualità della produzione di materiali compositi3,4,5. Tuttavia, sono limitati alla produzione delle superfici aperte che presentano una superficie piatta o sagomata, o semplici parti di rivoluzione come cilindri o coni a causa dell'insufficiente DoF del sistema e delle difficoltà nella generazione di traiettorie. In particolare, l'industria aerospaziale e le industrie di produzione delle attrezzature sportive sono ora interessate a questa tecnica per la produzione di strutture con geometrie più complesse, come tubi "Y" o le strutture che formano a circuito chiuso come telai per biciclette.
Per poter produrre le strutture con geometrie complesse, occorre migliorare la flessibilità del sistema AFP. Ad esempio, un sistema 8 DoF AFP è stato proposto6 aggiungendo una traccia lineare a un robot industriale DoF 6 e una fase di rotazione alla piattaforma di tenuta mandrel. Tuttavia, il sistema non è ancora adatto per la produzione delle parti di cui sopra con geometrie complesse. Il sistema robotico collaborativo composto da due robot è una soluzione promettente per aumentare la destrezza impiegando un robot per tenere la testa di posizionamento della fibra alla fine dell'effettore e un altro robot per tenere il mandrel. Il sistema collaborativo a due seriali-robot potrebbe non risolvere il problema del posizionamento della fibra, dal momento che i robot seriali tendono a deformarsi e perdere la precisione a causa della sua struttura a sbalzo, considerando il peso del mandrel e la forza di compattazione7. Rispetto ai robot seriali, 6 robot paralleli DoF, che sono stati utilizzati nel simulatore di volo e negli strumenti medici, godono di una migliore rigidità e precisione8. Pertanto, un sistema robot collaborativo parallelo-seriale, in aggiunta a un palco rotazionale montato sulla piattaforma del robot parallelo, è costruito per la gestione delle strutture complesse che producono in questo documento.
Tuttavia, il sistema robotico collaborativo costruito offre difficoltà nella progettazione del controller per ogni robot per soddisfare il requisito di alta precisione del posizionamento della fibra. La misurazione accurata della posizione dell'effettore finale potrebbe essere ottenuta utilizzando il sistema di tracciamento laser, comunemente utilizzato per guidare il robot industriale in varie applicazioni di perforazione aerospaziale9,10. Anche se il sistema di tracciamento laser può fornire un'elevata misurazione accurata della posizione, i principali inconvenienti riguardano il costo del sistema e il problema dell'occlusione. Il sistema di tracciamento laser è costoso, ad esempio, un laser tracker commerciale e i suoi accessori costano fino a 90.000 dollari, e il raggio laser è facilmente occluso durante il movimento dei robot. Un'altra soluzione promettente è il sistema di misurazione della visione, che può fornire la misurazione della posa 6D dell'effetto recisivo finale con una notevole precisione a basso costo. La posa è indicata come la combinazione della posizione 3D e dell'orientamento 3D dell'effetto finale rispetto al telaio di base del robot. Il CMM ottico (vedi Tabella dei materiali)è un sensore visivo basato su doppia fotocamera. Osservando diversi obiettivi riflettori attaccati agli effetti finali dei due robot, le pose relative tra i robot possono essere misurate in tempo reale. La CMM ottica è stata applicata con successo alla calibrazione robotica11 e al tracciamento dinamico del percorso12 e quindi viene introdotta per fornire la misurazione del feedback ai sistemi di controllo a circuito chiuso del sistema CCM proposto in questo studio.
La qualità del prodotto composito finale dipende in gran parte da come viene generato il percorso in fibra originale per l'AFP13,14. Il processo di generazione del percorso viene normalmente eseguito utilizzando software di programmazione off-line. Il percorso generato è costituito da una serie di tag point sul mandrel, che indicano la posa della testa di posizionamento della fibra. A differenza di altre applicazioni di pianificazione della traiettoria come la deposizione della vernice, la lucidatura o la lavorazione, dove sono possibili diversi tipi di percorsi di copertura, la scelta è limitata nel caso di AFP, poiché la fibra è continua e non è possibile eseguire cambiamenti di direzione (angoli taglienti) senza danneggiarlo e la testa di posizionamento deve essere mantenuta nella norma della superficie delle parti. Il primo sviluppo della tecnica di generazione della traiettoria per AFP si è concentrato sulla produzione di grandi pannelli piatti5 prima di spostarsi verso la produzione gli oggetti di forme 3D come superfici curve aperte o coni5, 14.Ma non è stata sviluppata alcuna metodologia pratica per generare percorsi off-line per le parti con geometrie complesse come la forma A o le altre forme. Pertanto, un algoritmo di pianificazione del percorso efficace per le parti con superfici a contorno complesso è progettato per garantire una posa uniforme delle fibre successive senza spazi o sovrapposizioni nella nostra precedente ricerca15. Considerando la praticità e l'efficacia dell'algoritmo di generazione del percorso, solo il robot seriale 6-DoF con la testa di posizionamento e la fase di rotazione 1-DoF in quanto il supporto mandrel è considerato come il sistema target per trovare la pianificazione ottimale della traiettoria spazio comune con criteri di tempo minimi. Potrebbe essere troppo complicato e dispendioso in termini di tempo generare la traiettoria off-line per l'intero sistema CcM DoF 13 a causa del pesante calcolo della cinematica e della considerazione di vari vincoli come singolarità, collisioni, cambio di direzione uniforme e mantenendo la testa di posizionamento nella norma della superficie delle parti, ecc.
La proposta di pianificazione della traiettoria off-line può generare il servo riferimento per il robot seriale 6 DoF e la fase di rotazione rispettivamente con tempi esatti. Anche con questa pianificazione della traiettoria off-line, potrebbe essere impossibile generare un percorso fattibile sotto tutti i vincoli per alcune parti geometriche. Inoltre, gli errori di posizionamento dei robot possono far sì che i robot collidano con il mandrel o un altro dispositivo nell'ambiente di lavoro. La modifica del percorso on-line viene implementata in base al feedback visivo della CMM ottica. Pertanto si propone l'algoritmo di correzione della posa on-line per correggere il percorso del robot parallelo e per sintonizzare contemporaneamente un offset corrispondente sul percorso del robot seriale attraverso il feedback visivo. Quando la collisione e altri vincoli vengono rilevati, anche la posa relativa tra i due robot viene mantenuta invariata mentre segue il percorso generato off-line. Attraverso la correzione del percorso on-line, il sistema CCM può evitare questi punti senza alcuna terminazione. Grazie alla flessibilità del robot parallelo, gli offset di correzione 6D possono essere generati rispetto ai diversi vincoli. Questo manoscritto presenta una procedura operativa dettagliata del sistema CCM utilizzando l'algoritmo di correzione della posa on-line.
Access restricted. Please log in or start a trial to view this content.
Protocollo
1. Definizioni dei fotogrammi del sistema CCM
NOTA: L'ottico CMM è un sensore a doppia fotocamera, in grado di tracciare l'oggetto con un set rigido di riflettori come bersagli in tempo reale. Il principio di posizionamento di questi obiettivi è che gli obiettivi sono bloccati in posizioni asimmetriche con una certa distanza tra di loro. Gli obiettivi devono essere fissati sui robot o sulla testa di posizionamento e rimanere nel campo visivo (FOV) della CMM ottica. Almeno quattro bersagli devono essere osservati per ogni fotogramma definito dalla CMM ottica per tutto il tempo. Il telaio di base del robot parallelo, il telaio dell'effetto finale del robot parallelo e il telaio del robot seriale sono indicati rispettivamente come Fb, FtPe FtS. Le definizioni di tali frame sono mostrate nella Figura 1. Poiché i fotogrammi di base del robot parallelo e del robot seriale sono fissi, la matrice di trasformazione tra i due fotogrammi di base può essere derivata dalla calibrazione.

come illustrato nella Figura 1. Configurazione del sistema CCM (Collaborative Composite Manufacturing). L'hardware del sistema CCM è costituito da un robot parallelo 6-RSS, uno stadio rotazionale 1-DoF, un robot seriale 6-DoF, una testina di posizionamento e la CMM ottica. Il mandrel è bloccato sul palco rotazionale, e lo stadio di rotazione è montato sul robot parallelo. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Definizione del telaio di base del robot parallelo
- Caricare il file di definizione dei frame tramite il software del CMM ottico (vedere la tabella dei materiali).
- Fare clic su Posizionamento > Rileva destinazioni. Selezionare i bersagli collegati ai motori del robot parallelo. Fare clic su Accetta per prendere tali destinazioni come riferimento di posizionamento dell'intero sistema.
- Nell'elenco Entità, fare clic su Telaio di base e selezionare Rendi questo riquadrodi riferimento Origin .
NOTA: Lo scopo del passaggio 1.1 è quello di prendere Fb come piano di riferimento dell'intero sistema. Il file di definizione dei frame è retè al seguente collegamento: .
- Definizione del modello di tracciamento del telaio della piattaforma end-effector
- Selezionare Modelli di rilevamento nell'area di navigazione. Fare clic su Rileva modello, quindi selezionare le destinazioni fissate sulla piattaforma dell'effettofinale del robot parallelo. Fare clic su Accetta.
- Fare clic sul modello di rilevamento generato. Selezionate Up_Frame nell'elenco a discesa di Offset origine. Quindi fare clic su Applica.
NOTA: Questo passaggio consiste nell'impostare le relazioni fisse tra il telaio della piattaforma dell'effetto finale FtP e gli obiettivi collegati sulla piattaforma dell'effetto finale. - Fate clic su File-Export-Tracking model (File-Export-Tracking model)e immettete un nome file per salvare il modello di rilevamento.
- Definizione del modello di tracciamento del quadro utensile
- Selezionare Modelli di rilevamento. Fare clic su Rileva modello, quindi selezionare le destinazioni fissate sul telaio dell'utensile del robot seriale. Fare clic su Accetta.
- Fare clic sul modello di rilevamento generato. Selezionate SerToolFrame nell'elenco a discesa dell'offset Origine. Fare clic su Applica e salvare il modello di rilevamento definito.
2. Preparazione del sistema
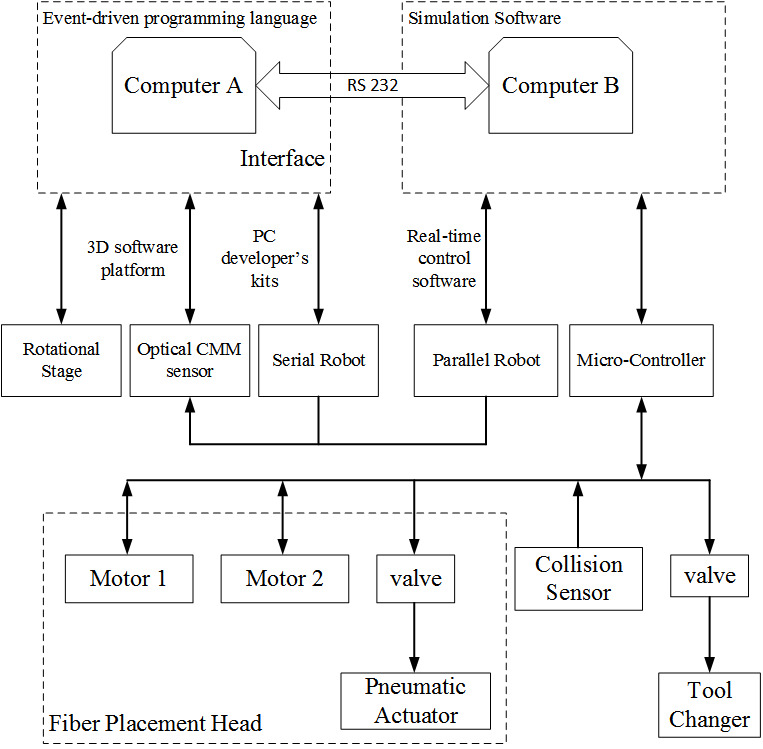
NOTA: il layout del sistema di controllo del sistema CCM è illustrato nella Figura 2.

come illustrato nella Figura 2. Layout di sistema. Due computer (A & B) vengono utilizzati per il controllo del sistema CCM. La comunicazione tra di loro è via RS232. Il computer A controlla lo stato di rotazione, il senor della fotogrammetria e il robot seriale. Computer B controlla il robot parallelo, motori e valvole ecc. Si prega di fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Preparazione della fase di rotazione
- Caricare l'interfaccia di controllo integrata programmata dal linguaggio di programmazione basato su eventi sul computer A.
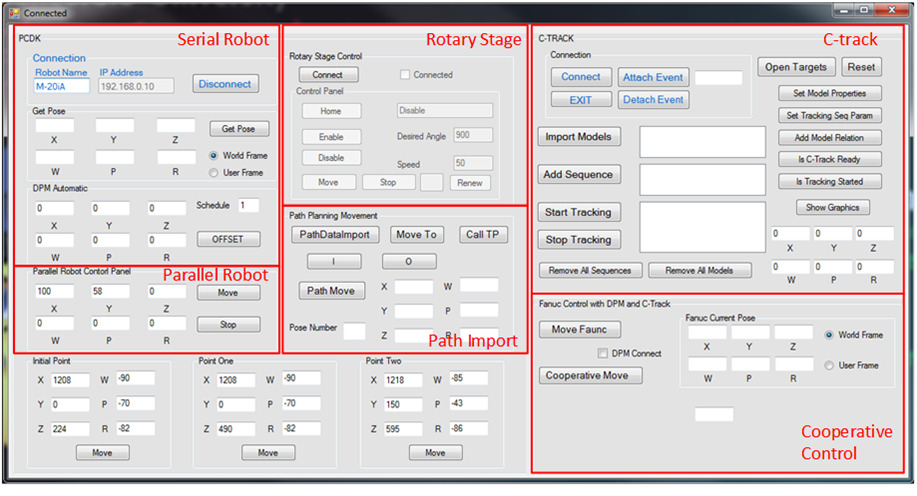
NOTA: l'interfaccia di controllo è illustrata nella Figura 3. Il programma di interfaccia può essere ottenuto al seguente link: . - Fare clic su Connetti per collegare il controller dello stage di rotazione. Fare clic su Abilita per collegare il motore della fase di rotazione. Quindi fare clic su Home per spostare la fase di rotazione nella posizione iniziale.
- Caricare l'interfaccia di controllo integrata programmata dal linguaggio di programmazione basato su eventi sul computer A.

come illustrato nella figura 3. Interfaccia di controllo. Il software di controllo programmato dal linguaggio di programmazione basato su eventi. L'interfaccia è composta da 6 sezioni: robot seriale, robot parallelo, fase di rotazione, importazione del percorso, CMM ottico e controllo cooperativo. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Preparazione del robot seriale
- Accendere il controller del robot seriale (vedere la Tabella dei materiali).
- Fare clic su Connetti sull'interfaccia di controllo integrata per collegare il server robot.
- Preparazione dell'Ottica CMM
- Accendere il controller della CMM ottica e attendere che lo schermo del controller mostri Pronto.
- Fare clic su Connetti sull'interfaccia di controllo integrata per collegare la CMM ottica tramite l'API (Application Programming Interface).
- Importare i modelli incorporati nella sezione 1, che include il modello Base, il modello di piattaforma superiore e il modello End-effector del robot seriale.
- Fare clic su Aggiungi sequenza. Se necessario, aggiungere la sequenza relativa tra i modelli. Quindi fare clic su Avvia rilevamento per tenere traccia della posa dei modelli.
- Preparazione del robot parallelo
- Accendere il controller del robot parallelo.
- Caricare il programma SerialPort_Receive e selezionare modalità normale.
NOTA: il programma SerialPort_Receive non è in grado di controllare direttamente il robot parallelo. Viene utilizzato per ricevere i dati remoti dal computer A tramite porta di comunicazione seriale. Il programma SerialPort_Receive può essere ottenuto al seguente link: . - Caricare il programma ParaRemoteControl e selezionare Modalità esterna. Quindi fare clic su Compilazione incrementale per connettersi alla destinazione.
NOTA: il programma ParaRemoteControl viene utilizzato per ricevere la posa desiderata dal programma SerialPort_Receive e controllare il robot parallelo. Il programma ParaRemoteControl è possibile ottenere al seguente link: . - Fare clic su Avvia simulazione dei due programmi per inizializzare il controller del robot parallelo.
3. Generazione del percorso off-line
- Caricare l'interfaccia di pianificazione del percorso tramite il software di calcolo numerico (vedere la tabella dei materiali).
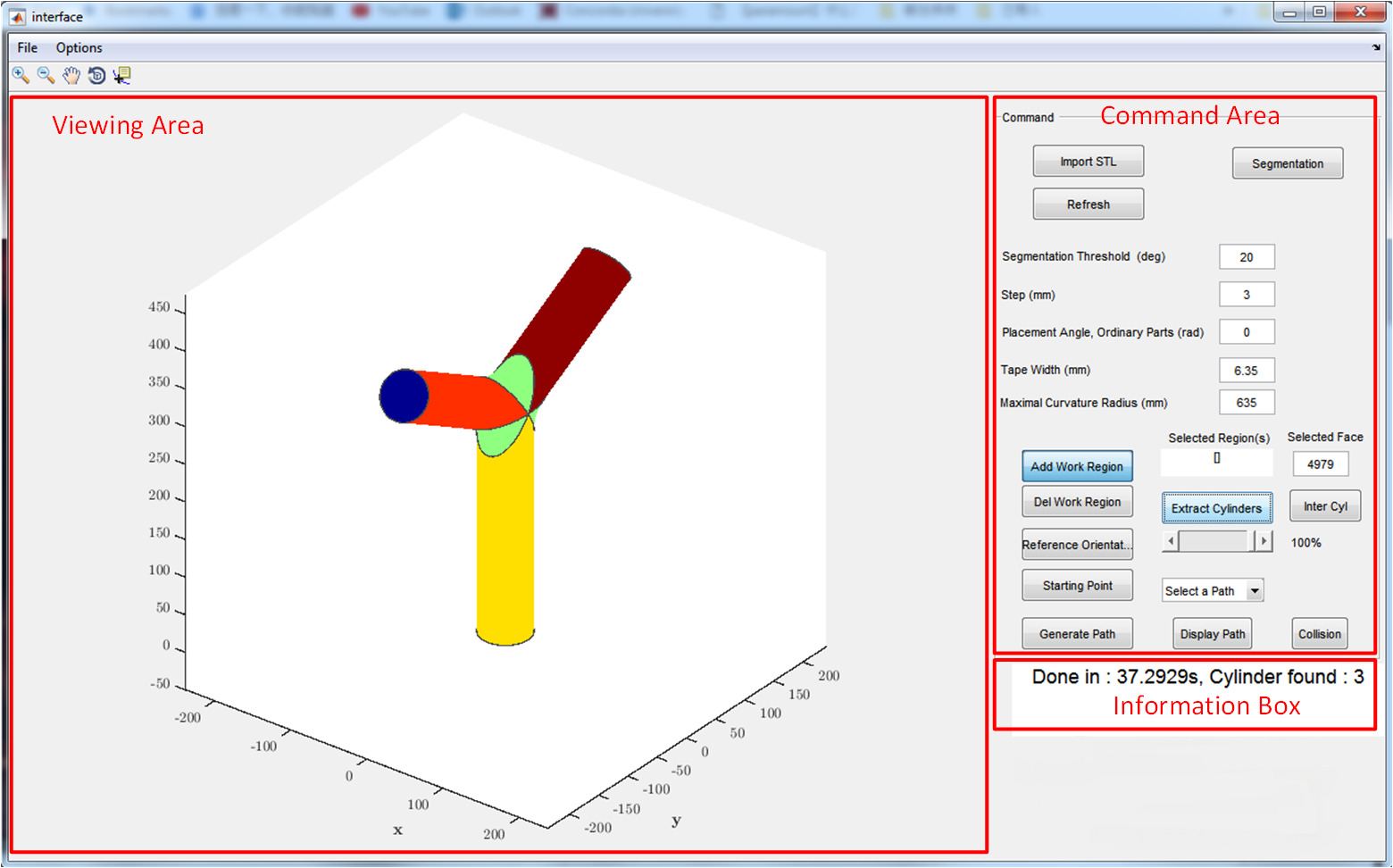
NOTA: l'interfaccia è illustrata nella Figura 4. L'interfaccia di pianificazione del percorso è il software off-line per generare il percorso per il sistema e può essere ottenuta al seguente link:

come illustrato nella Figura 4. Interfaccia di pianificazione del percorso. Il software di pianificazione del percorso è composto da 3 sezioni: Area visiva, Area di comando e Casella di informazioni. La sezione "Area di visualizzazione" consente di elaborare la visualizzazione 3D delle parti. La sezione "Area di comando" consiste nell'eseguire le azioni principali per la generazione del percorso off-line. La sezione "Information Box" visualizza le informazioni sullo stato del programma. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Fare clic su Importa STL e scegliere il file di parti. Quindi fare clic su Segmentazione.
NOTA: la parte è suddivisa in regioni separate (cilindri e giunzioni della parte a forma di Y). Le diverse regioni vengono visualizzate in colori diversi. - Fare clic su Aggiungi area di lavoro e selezionare la regione sull'estrazione dei cilindri.
- Regolare il dispositivo di scorrimento al 100% e fare clic su Estrai cilindri.
- Fare clic su Aggiungi area di lavoro per selezionare il ramo iniziale del percorso.
- Fare clic su Genera percorso. Scegliete la terza opzione: Angolo di posizionamento costante (CPA) nella finestra di dialogo a comparsa.
- Scegliere l'angolo di posizionamento desiderato di 90 gradi nella finestra di dialogo a comparsa. Quindi scegli il punto rosso.
- Per visualizzare il percorso generato, fare clic sul menu a discesa Seleziona un percorso. Quindi, selezionare il percorso.
- Per salvare questo percorso, fare clic su File > Salva e immettere un nome file.
4. Decomposizione individuale della traiettoria per il robot seriale e la fase di rotazione
- Eseguire la funzione Methode_Jacobian nel software di calcolo numerico (vedere Tabella dei materiali).
NOTA: La funzione Methode_Jacobiana viene utilizzata per scomporre il percorso generato nel passaggio 3 in due singole traiettorie per il robot seriale e la fase di rotazione. - Selezionare il file di percorso desiderato (generato dall'interfaccia di pianificazione del percorso) e fare clic su Apri.
- Immettere il numero di percorso desiderato.
- Viene quindi calcolato il primo punto della traiettoria. Scegliere la configurazione desiderata per il manipolatore per raggiungere questa posa.
NOTA: al termine del passaggio 4.4, viene visualizzato un grafico che mostra l'evoluzione dei valori delle articolazioni. Viene generato un file contenente la traiettoria per il robot seriale e la fase di rotazione.
5. Esecuzione del percorso off-line senza l'algoritmo di modifica del percorso
- Premere Seleziona sul ciondolo di insegnamento e scegliere il nome del file importato. Premere INVIO per caricare il file del percorso.
- Attivare l'interruttore del controller robot in modalità Automatica. Impostare l'interruttore Teach pendant ON/OFF su Off.
- Premere Ciclo Start del controller del robot seriale per eseguire il percorso.
- Fare clic su Spostamento cooperativo nel pannello Controllo cooperativo.
NOTA: il sistema eseguirà il percorso offline senza l'algoritmo di modifica del percorso in linea. Se l'articolazione raggiunge la singolarità o la condizione di vincolo, il sistema si arresterà.
6. Esecuzione del percorso off-line con l'algoritmo di modifica del percorso
- Ripetere i passaggi da 5.1 a 5.3. Quindi fare clic su Connessione DPM che si trova nel pannello di controllo cooperativo in Figura 3 per aggiungere la modalità di modifica del percorso on-line per il sistema.
- Fare clic su Spostamento cooperativo nel pannello Controllo cooperativo.
NOTA: il sistema eseguirà il percorso offline con l'algoritmo di modifica del percorso in linea. Durante l'esecuzione, le singolarità e i vincoli dei giunti vengono monitorati attraverso la misurazione dell'encoder del robot seriale. Il sistema può passare senza problemi la singolarità o i punti di limitazione del vincolo senza terminazione.
Access restricted. Please log in or start a trial to view this content.
Risultati
L'esperimento mira a dimostrare il processo di realizzazione del movimento di posa della fibra sul mandrel a forma di Y del sistema CCM proposto. Il processo viene eseguito in tre fasi: generazione del percorso; decomposizione della traiettoria; e singolarità ed elusione dei vincoli.
Generazione del percorso
Normalmente, l'orientamento standard viene utilizzato nell'industria per definire i diversi strati de...
Access restricted. Please log in or start a trial to view this content.
Discussione
I risultati sperimentali mostrano il processo di produzione di 90 gradi di posizionamento dello strato del sistema CCM progettato. Le metodologie proposte in questo documento possono essere utilizzate per disporre la fibra con angoli di posizionamento dello strato di 0 e 45 gradi sul mandrel con forma Y e altre forme. Mentre il controller integrato del robot seriale è in grado di fornire la funzione di prevenzione della singolarità17,è supportato solo il movimento lineare dell'effettivo finale....
Access restricted. Please log in or start a trial to view this content.
Divulgazioni
Gli autori non hanno nulla da rivelare.
Riconoscimenti
Questo progetto è stato finanziato dal Natural Sciences and Engineering Research Council (NSERC) del Canada Industrial Research Chair in Automated Composites Manufacturing e dal Fonds de recherche du Québec – Natrue et technologies (FRQNT).
Access restricted. Please log in or start a trial to view this content.
Materiali
| Name | Company | Catalog Number | Comments |
| AeroBasic | Aerotech | Motion control software | |
| Collaborative Composite Manufacturing (CCM) System | Concordia University | A CCM system is proposed to manufacture more complex composite components which pose high demand for trajectory planning than those by the current AFP system. The system consists of a 6 degree-of-freedom (DOF) serial robot holding the fiber placement head, a 6-DOF revolute-spherical-spherical (RSS) parallel robot on which a 1-DOF mandrel holder is installed and an eye-to-hand optical CMM sensor, i.e. C-track, to detect the poses of both end-effectors of parallel robot and serial robot. | |
| C-track | Creaform Inc. | An eye-to-hand optical CMM sensor | |
| Fanuc M-20iA | Fanuc Inc. | Serial robot | |
| Matlab | MathWorks | A multi-paradigm numerical computing software | |
| Quanser | Quanser Inc. | Providing the engineering lab equipments for teaching and research. | |
| VB | Microsoft | Visual Basic | |
| Vxelements | Creaform Inc. | Software for C-track |
Riferimenti
- Groppe, D. Robots Improve the Quality and Cost-effectiveness of Composite Structures. Industrial Robot: An International Journal. 27 (2), 96-102 (2000).
- Ahrens, M., Mallick, V., Parfrey, K. Robotic Based Thermoplastic Fibre Placement Process. Industrial Robot: An International Journal. 25 (5), 326-330 (1998).
- hirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Shirinzadeh, B., Foong, C. W., Tan, B. H. Robotic fibre placement process planning and control. Assembly Automation. 20 (4), 313-320 (2000).
- Shirinzadeh, B., Alici, G., Foong, C. W., Cassidy, G. Fabrication process of open surfaces by robotic fibre placement. Robotics and Computer Integrated Manufacturing. 20 (1), 17-28 (2004).
- Coriolis. , Available from: http://www.coriolis-composites.com/ (2011).
- Dasgupta, B., Muthyunjaya, T. S. The Stewart platform manipulator: a review. Mechanism and Machine Theory. 35 (1), 15-40 (2000).
- Zhang, X. M., Xie, W. F., Hoa, S. V., Zeng, R. Design and Analysis of Collaborative Automated Fiber Placement Machine. International Journal of Advanced Robotics and Automation. 1 (1), 1-14 (2016).
- Shirinzadeh, B., et al. Laser interferometry-based guidance methodology for high precision positioning of mechanisms and robots. Robotics Computer-Integrated Manufacturing. 26 (1), 74-82 (2010).
- Vincze, M., Prenninger, J. P., Gander, H. A laser tracking system to measure position and orientation of robot end effectors under motion. International Journal of Robotics Research. 13 (4), 305-314 (1994).
- Li, P., Zeng, R., Xie, W., Zhang, X. Relative posture-based kinematic calibration of a 6-RSS parallel robot by optical coordinate measurement machine. International Journal of Advanced Robotic Systems. 15 (2), (2018).
- Shu, T., Gharaaty, S., Xie, W. F., Joubair, A., Bonev, I. Dynamic path tracking of industrial robots with high accuracy using photogrammetry sensor. IEEE/ASME Transactions on Mechatronics. 23 (3), 1159-1170 (2018).
- Shirinzadeh, B., Cassidy, G., Oetomo, D., Alici, G., Ang, M. H. Jr Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing. 23 (4), 380-394 (2007).
- Blom, A. W., Abdalla, M. M., Gürdal, Z. Optimization of course locations in fiber-placed panels for general fiber angle distributions. Composites Science and Technology. 70 (4), 564-570 (2010).
- Hély, C., Birglen, L., Xie, W. F. Feasibility study of robotic fibre placement on intersecting multi-axial revolution surfaces. Robotics and Computer-Integrated Manufacturing. 48, 73-79 (2017).
- Zhang, X. M., Xie, W. F., Hoa, S. V. Semi-offline trajectory synchronized algorithm of the cooperative automated fiber placement system. Robotics and Computer–Integrated Manufacturing. 51, 53-62 (2018).
- Robotics America Corporation. FANUC Robotics SYSTEM R-30iB Handling Tool Setup and Operations Manual. Fanuc. , 1686-1692 (2012).
Access restricted. Please log in or start a trial to view this content.
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati