液相反应器: 蔗糖反转
资料来源: 凯瑞先生和迈克尔 g. 本顿, 路易斯安那州立大学化学工程系, 巴吞鲁日, LA
间歇和连续流反应器都用于催化反应。使用固体催化剂和连续流的填料床是最常见的配置。在没有广泛的循环流的情况下, 这种填充床反应器通常被建模为 "堵塞流"。另一个最常见的连续反应器是搅拌槽, 被认为是完全混合的。1填充床反应器的流行的一个原因是, 与大多数搅拌槽的设计不同, 一个大的壁面积到反应堆容积比促进更快速的传热。对于几乎所有的反应堆, 都必须添加或撤回热量, 以控制所需反应发生的温度。
催化反应的动力学通常比简单的 1st顺序、2的nd顺序等在教科书中发现的动力学更为复杂。反应速率也会受到传质速率的影响--反应的速度不能比向表面提供反应物的速率或产品被移除的速率快, 以及传热。由于这些原因, 在设计大型设备之前, 几乎总是需要进行实验来确定反应动力学。在这个实验中, 我们探索如何进行这样的实验, 以及如何通过寻找反应速率表达式和一个表观速率常数来解释它们。
本实验探讨了用填料床反应器测定蔗糖反转反应动力学的方法。这种反应是典型的那些特点是固体催化剂与液相反应物和产品。
蔗糖→葡萄糖 (葡萄糖) + 果糖 (1)
填料床反应器将以不同的流速进行操作, 以控制空间时间, 这与停留时间有关, 与间歇式反应器中的时间类似。该催化剂, 固体酸, 将首先通过交换质子为任何其他阳离子存在。然后, 反应器将被加热到期望的温度 (等温操作) 与流动的反应物。当温度平衡时, 产品取样将开始。样品将通过旋进行分析, 测量光学旋转。该混合物的光学旋转可以与蔗糖的转化有关, 然后可以用于标准动力学分析, 以确定反应的顺序, 相对于所涉物蔗糖, 和表观速率常数。流体力学的影响-没有轴向混合 (堵塞流) 与一些轴向混合 (搅拌槽串联)-对动力学将进行分析以及。
催化剂性能有: 尺寸 = 20-40 目;重量 = 223 克;含水量 = 30 重量%;表观 (体积) 密度 = 1.01 克/毫升;酸性部位浓度 = 4.6 摩尔酸部位/克干重;面积 = 50 m2/克;macroporosity (大体积/猫总体积) = 0.34;平均大大小 = 80 nm。该设备的 P & ID 图显示在图 2中。本试验只使用床 #1、有机物罐、泵和流量计。样品在上游排水处收集。T505 是温度控制器。
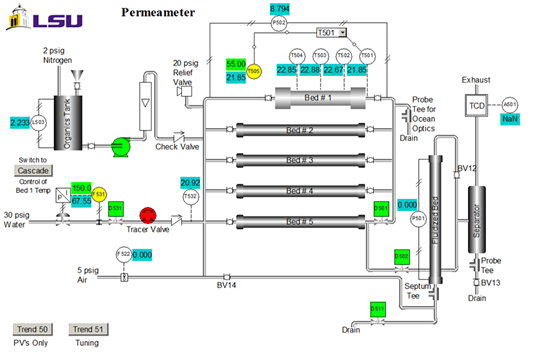
图 2.设备 (控制系统接口) 的 P & ID 表示.
1. 启动反应堆
- 访问分

由于表观序 n 为 > 1, 反应的行为与预期的不完全相同。在真正的反应堆中可能导致这种偏差的所有现象中, 与轴向混合所引起的理想 PFR 行为的偏差, 是因为拟合到坦克串联模型只给出了少量的坦克--对于一个完美的 PFR, N 应该至少6.这种偏差通常出现在相对较短的床上, 特别是当流动是多相 (有些水在反应堆中汽化时)。然而, 另一个原因的偏差是不太明显, 但可能更重要。反应是高度放热的, 并且如?...
- J. Sauer, N. Dahmen and E. Henrich. "Chemical Reactor Types." Ullman's Encycylopedia of Industrial Chemistry (2015). Web. 15 Oct. 2016.
- H.S. Fogler, "Elements of Chemical Reaction Engineering," 4th Ed., Prentice-Hall, Upper Saddle River, NJ, 2006, Ch. 2-4; O. Levenspiel, "Chemical Reaction Engineering," 3rd Ed., John Wiley, New York, 1999, Ch. 4-6; C.G. Hill, Jr. and T.W. Root, "Introduction to Chemical Engineering Kinetics and Reactor Design," 2nd Ed., John Wiley, New York, 2014, Ch. 8.
- N. Lifshutz and J. S. Dranoff, Ind. Eng. Chem. Proc. Des. Dev., 7, 266-269 (1968).
- E.R. Gilliland, H. J. Bixler, and J. E. O'Connell, Ind. Eng. Chem. Fundam., 10, 185-191 (1971).
- "Sulfuric Acid." The Essential Chemical Industry. Univ. of York, 2016. http://www.essentialchemicalindustry.org/chemicals/sulfuric-acid.html. Accessed 10/20/16.
- E. Lotero, Y. Liu, D.E. Lopez, K. Suwannakarn, D.A. Bruce and J.G. Goodwin, Jr., Ind. Eng. Chem. Res.,44, 5353-5363 (2005); A. Buasri, N. Chaiyut, V. Loryuenyong, C. Rodklum, T. Chaikwan, and N. Kumphan, Appl. Sci.2, 641-653 (2012); doi:10.3390/app2030641.
跳至...
此集合中的视频:

Now Playing
液相反应器: 蔗糖反转
Chemical Engineering
9.6K Views

测试芬管热交换器的传热效率
Chemical Engineering
17.8K Views

利用托盘干燥器研究对流和导电传热
Chemical Engineering
43.8K Views

丙二醇溶液的粘度
Chemical Engineering
32.3K Views

硅铝粉的法
Chemical Engineering
9.6K Views

用挤出法论证幂律模型
Chemical Engineering
10.0K Views

气体吸收器
Chemical Engineering
36.4K Views

汽液平衡
Chemical Engineering
87.9K Views

回流比对塔板蒸馏效率的影响
Chemical Engineering
77.4K Views

液-液萃取效率
Chemical Engineering
48.3K Views

水杨酸的化学改性结晶
Chemical Engineering
24.1K Views

填料床反应器中的单相和两相流
Chemical Engineering
18.8K Views

烷的加入聚合动力学
Chemical Engineering
16.0K Views

催化反应器: 乙烯加氢
Chemical Engineering
30.1K Views

旋转和寒意
Chemical Engineering
7.3K Views
版权所属 © 2025 MyJoVE 公司版权所有,本公司不涉及任何医疗业务和医疗服务。