
Method Article
الجمع بين الطباعة 3D والغزل الكهربائي لتصنيع ورقات صمام القلب المحاكاة الحيوية
In This Article
Summary
تقدم الطريقة المقدمة طريقة مبتكرة لهندسة هياكل الألياف المحاكاة الحيوية في سقالات ثلاثية الأبعاد (3D) (على سبيل المثال ، وريقات صمام القلب). تم استخدام الهندسة الموصلة المطبوعة بتقنية 3D لتحديد الشكل والأبعاد. كان اتجاه الألياف وخصائصها قابلة للتعديل بشكل فردي لكل طبقة. يمكن تصنيع عينات متعددة في إعداد واحد.
Abstract
أصبح الغزل الكهربائي تقنية تستخدم على نطاق واسع في هندسة أنسجة القلب والأوعية الدموية لأنها توفر إمكانية إنشاء سقالات ليفية (صغيرة) ذات خصائص قابلة للتعديل. كان الهدف من هذه الدراسة هو إنشاء سقالات متعددة الطبقات تحاكي خصائص الألياف المعمارية لمنشورات صمام القلب البشري باستخدام جامعي 3D المطبوعة الموصلة.
تم إنشاء نماذج من شرفات الصمام الأبهري باستخدام برنامج التصميم التجاري بمساعدة الكمبيوتر (CAD). تم استخدام حمض البوليلاكتيك الموصل لتصنيع قوالب المنشورات المطبوعة 3D. تم دمج هذه السلبيات العتبة في الفك السفلي الدوار الدوار المصمم خصيصا. تم نسج ثلاث طبقات من البولي يوريثين على المجمع ، مما يحاكي اتجاه الألياف لصمامات القلب البشرية. تم تقييم بنية السطح والألياف باستخدام المجهر الإلكتروني الماسح (SEM). بالإضافة إلى ذلك ، سمح تطبيق صبغة الفلورسنت بالتصور المجهري لبنية الألياف متعددة الطبقات. تم إجراء اختبار الشد لتقييم الخصائص الميكانيكية الحيوية للسقالات.
كانت الطباعة 3D للأجزاء الأساسية لجهاز الغزل الكهربائي ممكنة في وقت قصير لميزانية منخفضة. كانت شرفات الصمام الأبهري التي تم إنشاؤها بعد هذا البروتوكول ثلاثية الطبقات ، بقطر ألياف يبلغ 4.1 ± 1.6 ميكرومتر. كشف الفحص المجهري الفلوري عن طبقات فردية ذات ألياف محاذاة بشكل مختلف ، مع وصول كل طبقة بدقة إلى تكوين الألياف المطلوب. أظهرت السقالات المنتجة قوة شد عالية ، خاصة على طول اتجاه المحاذاة. تتوفر ملفات الطباعة الخاصة بالمجمعين المختلفين كملف تكميلي 1 وملف تكميلي 2 وملف تكميلي 3 وملف تكميلي 4 وملف تكميلي 5.
من خلال بروتوكول الإعداد وسير العمل عالي التخصص ، من الممكن محاكاة الأنسجة ذات هياكل الألياف المعقدة عبر طبقات متعددة. الغزل مباشرة على جامعي المطبوعة 3D يخلق مرونة كبيرة في تصنيع الأشكال 3D بتكاليف إنتاج منخفضة.
Introduction
أمراض القلب والأوعية الدموية هي السبب الرئيسي للوفاة في البلدان الغربية 1. على الرغم من إجراء أبحاث مكثفة في هذا المجال ، تشير التقديرات إلى أن عبء مرض صمام القلب التنكسي سيزداد أكثر خلال السنوات القادمة2. يمكن استبدال صمام القلب الجراحي أو التدخلي كخيار علاجي. في هذه المرحلة ، تتوفر صمامات القلب الميكانيكية والاصطناعية الحيوية ، وكلاهما له عيوب فردية. الصمامات الميكانيكية هي الجلطات الدموية وتتطلب مضادات التخثر مدى الحياة. على الرغم من أن الصمامات البيولوجية لا تتطلب مضادات التخثر ، إلا أنها تظهر نقصا في إعادة التشكيل ، وارتفاع معدل التكلس ، والتدهور المصاحب3.
قد تكون صمامات القلب المهندسة بالأنسجة قادرة على معالجة هذه العيوب عن طريق إدخال سقالة ليفية دقيقة في الجسم تسمح بإعادة تشكيل الجسم الحي. تتوفر طرق مختلفة ، على سبيل المثال ، الغزل الكهربائي (ESP) ، وإزالة الخلايا ، والقوالب الدقيقة ، والرش ، ومعطف الغمس ، والطباعة الحيوية 3D. يمكن اختيار هذه الطرق لإنشاء خصائص محددة ، أو كونها أرخص وأسرع ، أو فقط بسبب عدم وجود بدائل. يمكن حتى الجمع بين الأساليب والمواد لإنشاء هياكل أكثر تعقيدا4. على سبيل المثال ، كان ESP تقنية قياسية لإنشاء سقالات في هندسة الأنسجة ، مما يسمح بالجمع بين مواد مختلفة وتعديل أقطار الألياف واتجاهات الألياف والمسامات4. علاوة على ذلك ، تسمح مجموعة متنوعة من تقنيات ما بعد المعالجة بإعادة تشكيل الأنسجة المحسنة ، وتحسين توافق الدم ، والتحلل البيولوجي القابل للتعديل للسقالات المغزولة كهربائيا 5،6،7.
يستخدم ESP الأساسي إما مجمعات ثابتة أو دوارة ، والتي لها تأثير مباشر على درجة محاذاة الألياف وأقطار الألياف التي تم الحصول عليها8. نظرا لقيود التصنيع ، تتكون مجمعات ESP الدوارة الكلاسيكية من أسطوانات دوارة أو أقراص أو أسلاك أو قضبان معدنية. يسمح إدخال الطباعة ثلاثية الأبعاد بإنشاء هندسة جامع أكثر فردية لا تقتصر على تقنيات التصنيع التقليدية. هذا التفرد مفيد بشكل خاص لإنشاء هياكل 3D مثل وريقات صمام القلب.
البنية الطبيعية ثلاثية الطبقات (الليفية ، الإسفنجية ، البطينية) لمنشورات صمام القلب البشري هي استجابة الأنسجة للقوى الميكانيكية وإجهاد القص الذي تتعرض له خلال الدورة القلبية 9,10. يتم توجيه ألياف الليفورا الصفيحية بشكل محيطي ، في حين أن ألياف الصفيحة الإسفنجية محاذاة بشكل عشوائي وألياف الصفيحة البطينية شعاعيا. وبالتالي ، يتم اقتراح طبقة ثلاثية مع اتجاهات الألياف المقابلة لمحاكاة خصائص هذه الصمامات في سقالة هندسية للأنسجة.
يصف بروتوكول سير العمل طريقة مبتكرة لإنتاج وريقات صمام القلب ثلاثية الأبعاد ثلاثية الطبقات باستخدام الطباعة ثلاثية الأبعاد والغزل الكهربائي. بالإضافة إلى ذلك ، يتم تقديم خطوة لمراقبة الجودة لضمان توجيه دقيق للألياف في كل طبقة.
Protocol
1. الأعمال التحضيرية
- الطباعة 3D
ملاحظة: تتطلب الخطوات التالية تنزيل ملفات "لغة المثلث القياسية" (STL) المقدمة كملف تكميلي 1 وملف تكميلي 2 وملف تكميلي 3 وملف تكميلي 4 وملف تكميلي 5 مع هذه المخطوطة. يتم توفير أجزاء المجمع كملفات STL. يتم توفير شفة التوصيل كملف "STandard لتبادل بيانات طراز المنتج" (STEP) للسماح بضبط المجمع ليناسب الإعدادات الفردية. علاوة على ذلك ، يتم توفير رسم تقني للقضبان المعدنية المركزية للتصنيع التقليدي كملف تكميلي 6.- افتح برنامج التقطيع (انظر جدول المواد) وقم بتكوين رأس الطباعة النشط لحمض البوليلاكتيك غير الموصل (PLA) وفوهة 0.4 مم.
ملاحظة: قد يختلف برنامج التقطيع والخيوط وقطر الفوهة وفقا للطابعة ثلاثية الأبعاد المتوفرة. - قم بتحميل ملفات STL Specimen_mount_A (الملف التكميلي 3) و Speciment_mount_B (الملف التكميلي 4) إلى برنامج التقطيع.
- قم بتدوير النماذج ، بحيث يتم وضع الأسطح المثلثة على لوحة البناء.
- ضع علامة على جميع الأجزاء، وانقر بزر الماوس الأيمن، وحدد ضرب الطرز المحددة. أدخل 1 في المطالبة عدد النسخ وانقر فوق موافق. ضع ما مجموعه أربعة نماذج على لوحة البناء.
- اضبط سمك الشريحة على 0.1 مم، وسمك الجدار على 1 مم، وكثافة التعبئة على 40٪، وقم بإلغاء تحديد المربع إنشاء دعم .
- انقر على زر شريحة | حفظ إلى قابل للإزالة لحفظ ملف الطباعة على محرك أقراص USB.
- قم بتحميل PLA غير الموصل في الطابعة وابدأ تشغيل ملف الطباعة.
- بعد اكتمال الطباعة، قم بإزالة الطرز من لوحة البناء وتحقق من وجود تشوه في الزوايا السفلية.
- في برنامج التقطيع ، احتفظ بمعلمات المواد واستبدل النماذج Collector_Flange (الملف التكميلي 1 والملف التكميلي 5) والملف Leaflet_Template (الملف التكميلي 2).
- قم بتدوير الشفة ، بحيث يكون السطح الدائري المسطح مقابل لوحة البناء. بالإضافة إلى ذلك ، قم بتدوير قالب النشرة ، بحيث يتم وضع السطح المربع مباشرة على لوحة البناء.
- ضع علامة على الشفة واضرب النموذج كما في الخطوة 1.1.4. اكتب 1 لتلقي نسخة واحدة ونسخة أصلية واحدة من نموذج الشفة على لوحة البناء.
- ضع علامة على نموذج النشرة واضربها في 8 لتلقي ما مجموعه تسعة نماذج منشورات، باتباع الخطوات الموضحة في 1.1.4.
- اضبط سمك الشريحة على 0.1 مم، وسمك الجدار على 1 مم ، وكثافة التعبئة على 80٪، وقم بإلغاء تحديد المربع إنشاء دعم .
- انقر على زر شريحة | حفظ إلى قابل للإزالة لحفظ ملف الطباعة الجديد على محرك أقراص USB.
- قم بتحميل PLA الموصل في الطابعة وابدأ عملية الطباعة.
- بعد الانتهاء من الطباعة ، قم بإزالة النماذج من لوحة البناء. قم بإزالة ألياف الخيوط الفردية الموجودة في الجزء السفلي من النشرة السلبية بعناية باستخدام قاطع سلكي إذا كانت موجودة في نماذج النشرات (حيث لم يتم استخدام هياكل الدعم).
- افتح برنامج التقطيع (انظر جدول المواد) وقم بتكوين رأس الطباعة النشط لحمض البوليلاكتيك غير الموصل (PLA) وفوهة 0.4 مم.
- حل الغزل
تحذير: رباعي هيدروفوران (THF) وثنائي ميثيل فورماميد (DMF) هي مذيبات ضارة لا ينبغي استنشاقها أو ملامستها للجلد. يوصى بشدة بارتداء قفازات مقاومة للمذيبات ونظارات واقية أثناء التعامل معها. عند التعامل معها ، اعمل تحت غطاء العادم لأنها متقلبة للغاية.- ضع ميزانا أسفل غطاء العادم وضع زجاجة زجاجية ذات غطاء لولبي سعة 200 مل عليها. الفارغة المقياس.
- صب 50 مل من DMF و 50 مل من THF في الزجاجة الزجاجية. لاحظ وزن المذيبات.
- ضع شريطا مغناطيسيا داخل الزجاجة ، وضع الزجاجة على مقلب مغناطيسي ، وقم بتشغيله.
- اضرب الوزن الملحوظ في 0.15 (= 15٪ w / v) ونقل الكمية المقابلة من البولي يوريثين (PU) ببطء إلى الزجاجة الزجاجية التي تحتوي على خليط المذيبات (DIN 1310).
- أغلق الزجاجة وحرك لمدة 12 ساعة على الأقل في درجة حرارة الغرفة للحصول على محلول متجانس.
2. إعداد الغزل الكهربائي
- محفل
ملاحظة: نظرا لأن سقالات المنشورات التي تم إنشاؤها باستخدام المجمع المقدم صغيرة نسبيا، يوصى بالاستخدام الاختياري لفلفوف أسطوانة كبيرة القطر (D: 110 مم). هذا يسمح بإنشاء سقالات أكبر ومتعددة الطبقات ، والتي ستكون مفيدة للتقييم المجهري والتوافق الحيوي والتقييم الميكانيكي الحيوي.- قم بتجميع المجمع باستخدام الأجزاء المطبوعة ثلاثية الأبعاد وستة مسامير M3 × 15.
- استخدم ثلاثة مسامير لتثبيت القضبان المعدنية على إحدى الشفاه.
- حرك Specimen_mount_B واحدة بين القضبان المعدنية. تأكد من أن مسافات القوالب تشير إلى الاتجاه المعاكس للشفة.
- املأ الفتحات الثلاث Specimen_mount_B بقوالب وريقات صمام القلب.
- ضع Specimen_mount_A في الأعلى واملأ المساحات بالقوالب.
- حرك Specimen_mount_A آخر واملأ الفراغات بالقوالب.
- قم بتثبيت القوالب عن طريق وضع Specimen_mount_B الثانية في الأعلى.
- ضع الشفة الثانية في الأعلى واستخدم مسامير M3 لتأمينها.
ملاحظة: تأكد من أن قوالب المنشورات كلها موجهة في نفس الاتجاه (الحافة المستقيمة للنشرة الموازية للقضبان المعدنية). - ضع جامع المنشورات المجمع في إعداد الغزل الكهربائي وقم بإحكام بتثبيت الشفاه بإحكام على محور المحرك (أي مسامير M6 وصواميل الجناح) (الشكل 1).
تنبيه: نظرا لأن PLA الموصل أكثر هشاشة من PLA العادي ، استخدم مفتاح عزم الدوران عند 1.4 نيوتن متر عند تثبيت البراغي التي تضغط على المادة لتجنب الانجذاب. - ضع حامل إبرة على بعد 30 سم من المجمع.
- قم بإصلاح إبرة قياس 14 (G) بطرف مسطح في حامل الإبرة وتثبيتها على ارتفاع محور المجمع.
- قم بتوصيل أنبوب مرن ومقاوم للمذيبات (على سبيل المثال، بولي تترافلورو إيثيلين (PTFE)) بمنفذ قفل Luer الخاص بالإبرة.
ملاحظة: DMF و THF يذوبان العديد من المواد البلاستيكية. من الضروري استخدام مواد مقاومة للمذيبات عند العمل مع هذه المذيبات ، على سبيل المثال ، الأدوات المعدنية والزجاجية. عندما تكون الأدوات البلاستيكية مطلوبة (أي حقنة أو أنابيب) ، تأكد من استخدام مواد مقاومة للمذيبات. - قم بتوجيه الأنبوب إلى مضخة المحقنة لتوصيلها لاحقا بالحقنة المملوءة بالبوليمر.
- توصيل وحدة امدادات الطاقة (PSU)
تنبيه: أثناء الإعداد، تأكد من فصل موفر الطاقة عن مصدر الطاقة الرئيسي.- قم بتوصيل كابلين محميين بجهد عال بأنود وكاثود مزود الطاقة.
- باستخدام مشبك تمساح ، قم بتوصيل الكابل المتصل بالكاثود (- القطب) بإبرة 14 G. تحقق من الاتصال بين المشبك والإبرة. بعد ذلك ، قم بتوجيه كابل الجهد العالي ، بحيث يعمل خارج منطقة الغزل لتجنب التداخل.
- قم بتوصيل المجمع بالأنود (+ القطب) باستخدام مشبك تمساح وكابل الجهد العالي الثاني. استخدم حلقة انزلاق أو جهة اتصال منزلقة باستخدام كابل مجردا لإنشاء اتصال على شفة المجمع.
- إعداد حقنة
ملاحظة: يجب تنفيذ هذه الخطوة مباشرة قبل بدء عملية الغزل.- املأ حقنة Luer-lock سعة 20 مل بمحلول الغزل المعد في الخطوة 1.2.
- قم بتوصيل المحقنة بالأنبوب المقاوم للمذيبات وادفع المحلول يدويا إلى نظام الأنابيب حتى تظهر قطرة عند طرف الإبرة.
- ضع المحقنة في مضخة المحقنة. بعد تشغيل المضخة ، أدخل المعلمات التالية: القطر: 19.129 مم ؛ الحجم: 5 مل ؛ سرعة 3 مل / ساعة.
3. عملية الغزل الكهربائي
- تشغيل اختبار المحرك
ملاحظة: قد يؤدي تصنيع المجمع باستخدام الطباعة ثلاثية الأبعاد إلى حركة خارج المركز للمجمع. لذلك ، يوصى بشدة بإجراء اختبار بسرعات دوران أقل ولكن بدون جهد عال.- افتح برنامج التحكم في المحرك بالنقر المزدوج فوق الرمز الموجود على الكمبيوتر.
- اتصل بعنصر التحكم في المحرك بالنقر فوق الزر اتصال .
- بعد الاتصال ، حدد وضع تشغيل سرعة ملف التعريف وانقر فوق علامة التبويب " تشغيل" الموجودة في الزاوية العلوية اليسرى من الشاشة.
- حدد علامة التبويب سرعة ملف التعريف أسفل زر الإيقاف السريع المؤطر بخط أحمر. اكتب في الإعدادات التالية: السرعة المستهدفة: 200 دورة في الدقيقة; تسريع الملف الشخصي: 100 ؛ تباطؤ الملف الشخصي: 200 ؛ التوقف السريع: 5000.
ملاحظة: يجب أن يكون اتجاه الدوران لأعلى على جانب الإبرة، والذي يمكن تعديله عن طريق تغيير العلامة في حقل "السرعة المستهدفة" من "+" إلى "-". - ابدأ تشغيل الاختبار وتحقق من المجمع بحثا عن أي عدم توازن. إذا كان المجمع يعمل بسلاسة ، فتابع البروتوكول. وإلا، قم بإيقاف المحرك وإعادة ضبط المجمع كما هو موضح في الخطوة 2.1.9.
- أوقف المحرك بالنقر فوق الزر تمكين التشغيل وقم بتغيير السرعة المستهدفة إلى 2000 دورة في الدقيقة.
- عملية التصنيع
ملاحظة: الغزل الكهربائي هو عملية ذات اعتماد كبير على المعلمات البيئية. تم الحصول على نتائج الغزل الكهربائي المثلى بين 15-20٪ رطوبة نسبية عند درجة حرارة تتراوح بين 21 و 24 درجة مئوية.- الطبقة الأولى
ملاحظة: خلال مرحلة الإعداد، قد تكون قطرة مجففة من PU قد تشكلت عند طرف الإبرة. قم بإزالة القطيرة باستخدام أداة طويلة غير موصلة ، إذا لزم الأمر.- في برنامج التحكم في المحرك ، انقر فوق الزر تمكين التشغيل لتشغيل المحرك.
- قم بتشغيل مصدر الطاقة عالي الجهد واضبط الجهد لكل من الأنود والكاثود: ناقص القطب (الإبرة): 18 كيلو فولت ؛ بالإضافة إلى القطب (جامع): 1.5 كيلو فولت.
- ابدأ تشغيل مضخة المحقنة بمعدل تدفق 3 مل / ساعة.
- اضبط المؤقت على 20 دقيقة.
- راقب طرف الإبرة لتشكيل مخروط خياط. اعتمادا على شكل المخروط عند طرف الإبرة ، اضبط الجهد عند الكاثود بزيادات قدرها ±100 فولت حتى يتم إنشاء مخروط خياط مستقر.
ملاحظة: إذا كان الانخفاض معلقا، يكون الجهد منخفضا جدا. ومع ذلك ، يمكن أن يشير التدفق غير المستقر إلى أن الجهد مرتفع للغاية. - انتظر لمدة 20 دقيقة حتى يتم تغطية قوالب العتبة بشكل كاف بالألياف.
- أوقف تشغيل مضخة المحقنة.
- قم بإيقاف تشغيل PSU عن طريق قلب مفتاح الطاقة.
- أوقف المحرك بالنقر فوق الزر "تمكين التشغيل" في برنامج التحكم في المحرك.
تنبيه: لمنع الإصابة من تحريك الأجزاء في النظام، انتظر حتى يتوقف المجمع تماما لفتح غرفة الاختبار.
- الطبقة الثانية
- في برنامج التحكم في المحرك، قم بتغيير حقل الإدخال السرعة المستهدفة إلى 10 دورات في الدقيقة .
- كرر الخطوات 3.2.1.1-3.2.1.9.
- الطبقة الثالثة
ملاحظة: قبل أن تجف السقالات تماما ، تكون حساسة للغاية للإجهاد الميكانيكي. كن حذرا جدا عند تنفيذ الخطوات 3.2.3.2-3.2.3.6. تجنب لمس السقالات / الألياف أثناء هذه الخطوات ، حيث قد تصبح السقالة عديمة الفائدة.- افتح بعناية البراغي التي تربط شفاه المجمع بمحور المحرك وقم بإزالة جامع المنشورات (الشكل 2B) من جهاز الغزل الكهربائي.
- باستخدام مشرط ، قم بقطع الألياف المغزولة كهربائيا على طول المحيط الخارجي لكل قالب نشرة (الشكل 2C).
- قم بإزالة الشفة على جانب واحد من المجمع.
- اسحب الإدخالات المطبوعة 3D وافصل قوالب المنشورات عن حاملات المثلثات غير الموصلة.
- قم بتدوير جميع قوالب المنشورات بمقدار 90 درجة وأعد تجميع المجمع.
- أدخل المجمع في إعداد الغزل الكهربائي وقم بتأمينه بإحكام.
- مرة أخرى ، تحقق من عدم وجود أي توازن قبل متابعة عملية الغزل.
- في برنامج التحكم في المحرك، قم بتغيير حقل الإدخال السرعة المستهدفة إلى 2000 دورة في الدقيقة.
- كرر الخطوات 3.2.1.1-3.2.1.9.
ملاحظة: بعد الانتهاء من عملية الغزل الكهربائي ، يوصى بشدة بغسل الأنابيب والإبرة باستخدام DMF النقي لمنع انسداد الأنابيب.
- سقالات مصبوغة بالفلورسنت (اختياري)
ملاحظة: تستخدم أصباغ الفلورسنت لجعل الألياف مرئية تحت المجهر الفلوري التقليدي. هذا ضروري فقط أثناء تنفيذ الطريقة ولمراقبة الجودة بعد تطبيق إعدادات جديدة. لا ينصح باستخدام أصباغ الفلورسنت عند تصنيع السقالات باستخدام الإعدادات المعمول بها.- قسم محلول الغزل المعد في الخطوة 1.2 إلى ثلاثة أجزاء متساوية في زجاجات منفصلة.
- باستخدام مقياس ، قم بقياس 1 ملغ من صبغة الفلورسنت لكل غرام (0.1 واط) من محلول البوليمر. كرر ذلك لجميع أصباغ الفلورسنت الثلاثة (أي الفلوريسين ، تكساس الأحمر ، 4'،6-diamidino-2-phenylindole [DAPI]).
- أضف الصبغة إلى محلول الغزل ، وأغلق غطاء الزجاجة ، وحرك لمدة 2-3 ساعات أو حتى التجانس.
ملاحظة: لمنع أصباغ الفلورسنت من التلاشي ، قم بحماية محلول الغزل من الضوء قدر الإمكان ، أي عن طريق وضع غطاء غير شفاف فوق التحريك المغناطيسي. تشبه عملية السقالات المصبوغة بالفلورسنت إلى حد كبير العملية القياسية الموضحة في الخطوات 3.2.1-3.2.3. - في الخطوة 3.2.1 ، استبدل المحقنة القياسية بحقنة مملوءة بمحلول الغزل الذي يحتوي على صبغة الفلورسنت الأولى.
- في الخطوة 3.2.2 ، استبدل الأنابيب والإبرة المستخدمة حاليا بأخرى جديدة أو نظيفة. بعد ذلك ، ضع حقنة مع محلول الغزل الذي يحتوي على صبغة الفلورسنت الثانية في مضخة المحقنة.
- في الخطوة 3.2.3 مرة أخرى ، استبدل الأنابيب والإبرة بأخرى جديدة أو نظيفة واستبدل المحقنة بأخرى مملوءة بمحلول غزل يحتوي على صبغة الفلورسنت الثالثة.
ملاحظة: لتجنب التأخير أثناء عملية التصنيع ، من المفيد استخدام ثلاث مجموعات من الأنابيب والإبر. بدلا من ذلك ، يمكن مسح الأنبوب والإبرة جيدا باستخدام THF و DMF بين إنتاج الطبقات حتى لا يتم ترك أي محلول غزل يحتوي على صبغة الفلورسنت في النظام.
- الطبقة الأولى
4. ما بعد المعالجة والحصول على العينات
- سقالات ما بعد المعالجة
- قم بإزالة المجمع من جهاز الغزل الكهربائي.
- باستخدام مشرط، قم بقص كل قالب مجانا في قاعدته كما هو موضح في الخطوة 3.2.3.2.
- افتح المجمع ، كما هو موضح أعلاه ، وضع القوالب ، قاعدة لأسفل ، على صينية.
- ضع الدرج في خزانة تجفيف طوال الليل على درجة حرارة 40 درجة مئوية.
- بعد تجفيف العينات بالكامل ، استخدم مشرطا لقطع حواف قالب النشرة بعناية لإزالة الألياف الفائضة.
- بعد ذلك ، قشر بعناية سقالة النشرة الخاصة بالقالب وضعها على صينية لمزيد من المعالجة.
النتائج
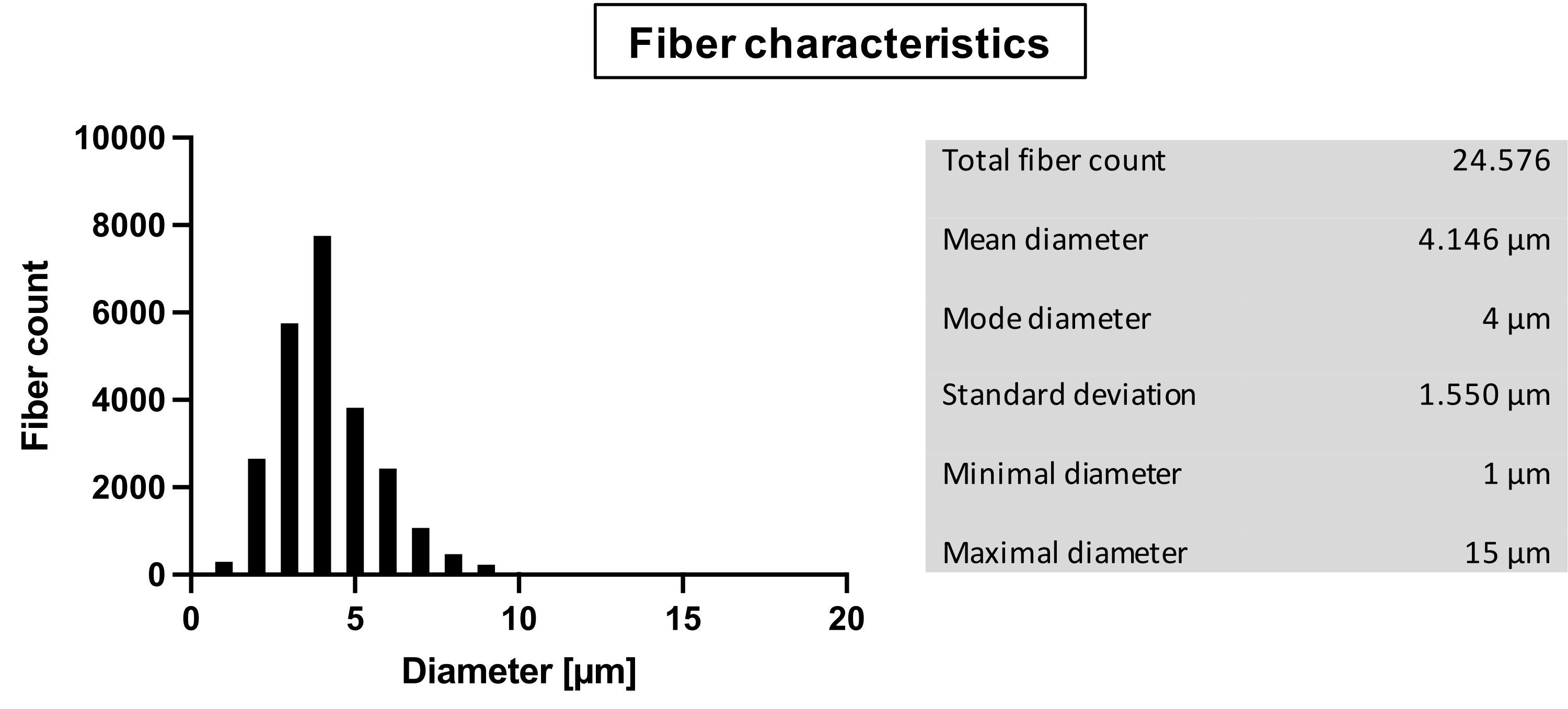
يهدف هذا البروتوكول إلى تطوير سقالة منشورات ثلاثية الطبقات مخصصة للاستخدام في هندسة أنسجة القلب والأوعية الدموية لصمامات القلب. إنه يحاكي تكوين الكولاجين للطبقات الثلاث في صمام القلب البشري الأصلي. تتكون كل طبقة من ألياف يبلغ قطرها الإجمالي 4.1 ± 1.6 ميكرومتر (الشكل 1).

الشكل 1: خصائص الألياف. تحليل الألياف: إجمالي عدد الألياف. القطر بالميكرومتر: المتوسط ، الوضع ، الانحراف المعياري ، الحد الأدنى للقطر ، القطر الأقصى. يرجى النقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
تم تصميم قوالب المنشورات لتناسب الطرف الاصطناعي للصمام الأبهري Ø 24 مم (الشكل 2C). بعد التجفيف ، حافظت سقالات النشرة على شكلها من عتبة صمام القلب ثلاثي الأبعاد (الشكل 3A).

الشكل 2: إعداد الغزل الكهربائي. (أ) تجميع جامع مطبوع 3D في الإعداد الدوار ؛ (ب) تقديم CAD لجامع 3D القابل للطباعة ؛ (ج) جعل CAD لنشرة صمام القلب سالبة مبينة في B ؛ يشير المثلث إلى جزء مكبر. اختصار: CAD = تصميم بمساعدة الكمبيوتر. يرجى النقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
تم استخدام تصوير SEM لتقييم الطبقات المحاذاة وغير المحاذاة (TEMP F3512-21). تم التقاط الصور الفوتوغرافية بتكبير 100x و 500x و 2,000x في ثلاثة مواقع مختلفة على سقالة. تظهر سقالات الألياف المحاذاة بسطح أملس وتوجيه صارم في الاتجاه المحيطي (الشكل 3B). يؤكد التحليل البصري للصورة 2000x فيما يتعلق باتجاه الألياف المحاذاة الأولية للألياف (الشكل 3C). تظهر سقالات الألياف غير المحاذاة سطحا أملسا مشابها مقارنة بالألياف المحاذاة. اتجاه الألياف مضطرب ، مع العديد من التقاطعات البارزة بين الألياف (الشكل 3D). يؤكد التحليل البصري اللاحق عدم محاذاة الألياف مع عدم وجود اتجاه أولي مرئي (الشكل 3E).

الشكل 3: نشرة مغزولة كهربائيا وتصوير SEM. (أ) نشرة متعددة الطبقات بالكهرباء وجامع منشورات مطبوع بتقنية 3D؛ (ب) صورة SEM للألياف غير المحاذاة (التكبير 1000x) ؛ (ج) تحليل اتجاه الألياف للألياف غير المتوازية؛ (D) صورة SEM للألياف المحاذاة (التكبير 1000x) ؛ (ه) تحليل اتجاه الألياف للألياف المحاذاة. أشرطة المقياس = 10 مم (A) ، 100 ميكرومتر (B ، D). اختصار: SEM = المجهر الإلكتروني الماسح. يرجى النقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
كشف تصوير السقالات متعددة الطبقات المصبوغة بالفلورسنت عن ثلاث طبقات فردية ذات اتجاهات ألياف متميزة (الشكل 4D). تظهر الطبقة السفلية (الشكل 4A ؛ الأزرق) الألياف المحاذاة في الاتجاه الأفقي مع تقاطع قليل جدا بين الألياف. تظهر الطبقة الوسطى (الشكل 4B ؛ الأخضر) ألياف غير محاذاة بدون اتجاه الألياف الأساسي. تظهر الطبقة العليا (الشكل 4C ؛ الأحمر) الألياف المحاذاة في اتجاه عمودي. يكشف التحليل البصري للطبقتين العليا والسفلية عن زاوية متوسطة بين الطبقتين تبلغ 89 درجة ، وهو ما يتوافق مع دوران المجمع 90 درجة أثناء عملية الدوران (الشكل 4E).

الشكل 4: الفحص المجهري الفلوري للسقالات متعددة الطبقات. (أ) صورة التألق للطبقة الأولى ذات الاتجاه الأساسي من أسفل اليسار إلى أعلى اليمين. (ب) صورة التألق للطبقة الثانية ذات اتجاه الألياف غير المحاذاة؛ (ج) صورة التألق للطبقة الثالثة ذات الاتجاه الأساسي من أسفل اليمين إلى أعلى اليسار؛ (د) صورة التألق لجميع الطبقات الثلاث مجتمعة في سقالة واحدة؛ (ه) تحليل اتجاه الألياف لجميع الطبقات الثلاث (الطبقة 1: الأزرق؛ الطبقة 2: خضراء. الطبقة 3: أحمر) ؛ التكبير = 400x (A-D) ؛ أشرطة المقياس = 100 ميكرومتر (A-D). يرجى النقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
تم قياس السماكة على 21 عينة (الشكل 5A) (TEMP F3510-21). تم إنشاء جميع العينات بتطبيق نفس المعلمات. يمكن أن تختلف درجة الحرارة والرطوبة بين 20.3 درجة مئوية و 26.1 درجة مئوية ورطوبة 35٪ و 55٪ على التوالي. أظهرت النتائج زيادة خطية نسبيا في سمك ~ 2.65 ميكرومتر في الدقيقة.
أظهرت تجربة أخرى اتساق النتائج بعد 60 دقيقة من الدوران تحت معلمات مطابقة (الشكل 5B). يمكن أن تختلف الرطوبة ودرجة الحرارة بين 35٪ و 50٪ رطوبة و 20.3 درجة مئوية إلى 26.1 درجة مئوية ، على التوالي. وكانت النتائج سقالات يتراوح سمكها بين 126 و181 ميكرومتر. كان متوسط السماكة 151.11 ± 13.17 ميكرومتر. كانت الزيادة في السمك ~ 2.52 ميكرومتر في الدقيقة ، في المتوسط.

الشكل 5: قياس السماكة. (أ) سمك السقالات في كل مرة يتم نسجها ؛ ن = 21; معامل الارتباط (r) = 0.653; p** = 0.00132; (ب) سمك العينات بعد 60 دقيقة؛ ن = 13; الخط الأحمر: يعني. يرجى النقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
تم إجراء اختبارات الشد لسقالات الألياف المحاذاة وغير المحاذاة في اتجاهين ، على طول الاتجاه المحيطي والعمودي عليه. يتكون كل جص من 15 عينة. تم أخذ عينات من سقالات الطائرة وفقا ل DIN 53504: 2017-03. تم قياس السماكة عند ثلاث بقع مختلفة على كل عينة واستخدمت لحساب قيم القوة القصوى لكل مم مربع.
تتراوح قيم السماكة بين 0.03 و 0.2 مم. كشفت مقارنة قوة الشد القصوى عن وجود فرق كبير (p < 0.001) بين اتجاهات سقالات الألياف المحاذاة (الشكل 6A). وصلت السقالات إلى قوة قصوى تبلغ 12.26 ± 2.59 نيوتن / مم2 على طول الاتجاه المحيطي. تم تخفيض قوة الشد إلى 3.86 ± 1.08 نيوتن / مم2 في الاتجاه العمودي.
لا تظهر سقالات الألياف غير المحاذاة أي فرق في قوة الشد القصوى للاتجاهات المختلفة (F1: 7.19 ± 1.75 N/mm 2 ، F2: 7.54 ± 1.59 N / mm2 ؛ p = 0.60). كشف التحليل المقارن للاستطالة عند الكسر لسقالات الألياف المحاذاة عن اختلافات كبيرة (p < 0.001) في التمدد بين الاتجاهين (الشكل 6B). وبلغت قابلية التوسعة 187.01 ± 39.37٪ في الاتجاه المحيطي مقابل 107.16 ± 30.04٪ في الاتجاه العمودي.
في المقابل ، كشف الاستطالة عند الكسر لحصائر الألياف غير المحاذاة عن قابلية موحدة للتمدد في كلا الاتجاهين (F1: 269.74 ± 24.78 ٪ ؛ F2: 285.01 ± 25.58 ٪ ؛ ع = 0.69). تظهر منحنيات الإجهاد والإجهاد التمثيلية اختلافات كبيرة في سلوك المادة ، اعتمادا على الاتجاه الذي يتم فيه تطبيق قوة الشد. أظهرت حصائر الألياف غير المحاذاة سلوكا مرنا خطيا ، بينما أظهرت حصائر الألياف المحاذاة عدم الخطية في الاتجاه المحوري.

الشكل 6: اختبارات الشد للألياف المحاذاة وغير المحاذاة. (أ) قوة الشد القصوى لحصائر الألياف المحاذاة وغير المحاذاة في الاتجاهات المحيطية والمحورية. ن = 15; (ب) الاستطالة عند الكسر لحصائر الألياف المحاذاة وغير المحاذاة في الاتجاهات المحيطية والمحورية؛ ن = 15; (ج) منحنيات الإجهاد والإجهاد التمثيلية للسقالات المحاذاة وغير المحاذاة، التي يتم سحبها في اتجاهين محوري ومحيطي، على التوالي. (*** ص < 0.001). يرجى النقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
| مقاييس التصنيع | |||||||||
| اسم | مادي | مبلغ | إجمالي الوقت | الوزن الإجمالي [جم] | التكلفة [€ لكل كجم] | التكلفة الإجمالية | |||
| 1 | Specimen_Mount_A | جيش التحرير الشعبي العادي | 2 | 18:19 | 159 | 51.33 € | 8.16 € | ||
| 2 | Specimen_Mount_B | جيش التحرير الشعبي العادي | 2 | 19:42 | 161 | 51.33 € | 8.26 € | ||
| 3 | شفة جامع | جيش التحرير الشعبى الصينى الموصل | 2 | 10:40 | 95 | 99.98 € | 9.50 € | ||
| 4 | Leaflet_Inlet | جيش التحرير الشعبى الصينى الموصل | 9 | 05:32 | 31 | 99.98 € | 3.10 € | ||
| مجموع | 29.02 € | ||||||||
الجدول 1: مقاييس التصنيع. جدول يحدد الكمية ووقت التصنيع وكمية المواد اللازمة وتكاليف الأجزاء المطبوعة 3D. اختصار: PLA = حمض البوليلاكتيك.
الملف التكميلي 1: شفة جامع قابلة للتكيف. ملف خطوة لتكييف شفة جامع الطباعة وطباعتها. يرجى النقر هنا لتنزيل هذا الملف.
الملف التكميلي 2: قالب النشرة. ملف STL لطباعة قالب النشرة. يرجى النقر هنا لتنزيل هذا الملف.
الملف التكميلي 3: حامل العينة A. ملف STL لطباعة نموذج جبل A. يرجى النقر هنا لتنزيل هذا الملف.
الملف التكميلي 4: حامل العينة B. ملف STL لطباعة نموذج جبل B. يرجى النقر هنا لتنزيل هذا الملف.
الملف التكميلي 5: شفة جامع. STL-file لشفة جامع الطباعة. يرجى النقر هنا لتنزيل هذا الملف.
الملف التكميلي 6: توصيل قضيب معدني. الرسم الفني لبناء قضبان معدنية متصلة. يرجى النقر هنا لتنزيل هذا الملف.
Discussion
يقدم البروتوكول الموصوف ابتكارين في مجال هندسة الأنسجة (القلبية الوعائية): التصنيع منخفض التكلفة للأشباح المطبوعة بالكامل 3D للغزل الكهربائي واستخدام جامع متعدد الاستخدامات لإنتاج وريقات صمام قلب متعددة الطبقات قابلة للتكيف.
في الآونة الأخيرة ، أصبحت الطباعة ثلاثية الأبعاد أداة قيمة لإنتاج معدات المختبرات ، على سبيل المثال ، المفاعلات الحيوية أو إعدادات التصنيع والاختبار11,12. لذلك ، كان من الممكن تصنيع إعداد الغزل الكهربائي المقدم في هذه الدراسة في فترة زمنية قصيرة وبميزانية معقولة (الجدول 1). هذا يبقى تمشيا مع النتائج السابقة لإنتاج منخفضة التكلفة من إعدادات الغزل الكهربائي باستخدام الطباعة ثلاثية الأبعاد13.
علاوة على ذلك ، على حد علم المؤلفين ، هذه هي المرة الأولى التي يتم فيها استخدام مادة طباعة 3D موصلة لإنشاء جامع الغزل الكهربائي لمنشورات صمام القلب. حتى الآن ، تم تصنيع جامعي الطباعة ثلاثية الأبعاد إما عن طريق تلبيد الليزر المعدني14 أو باستخدام طباعة البوليمر غير الموصلة والمعالجة اللاحقة اللاحقة بطلاء موصل15. وعلى النقيض من هذا النهج الجديد، فإن هذه الإجراءات في وضع غير موات بشكل كبير لأنها أكثر تكلفة، أو تستغرق وقتا أطول بكثير، أو تتطلب المزيد من العمل اليدوي.
يعتمد الغزل الكهربائي على العديد من المتغيرات التي تؤثر على مورفولوجيا الألياف التي تم إنشاؤها. على الرغم من توفر إعدادات مختلفة للغزل الكهربائي التجاري في السوق ، إلا أن العديد من مجموعات البحث تستخدم إعدادات فردية للغاية لتتناسب مع احتياجاتها المحددة16. مع أخذ ذلك في الاعتبار ، قد تحتاج القيم الموصوفة في هذا البروتوكول (الجهد والمسافة وسرعة الدوران) إلى تكييفها مع الإعدادات الفردية ويجب أن ينظر إليها على أنها نقطة انطلاق بدلا من قيم ثابتة. علاوة على ذلك ، من المعروف أن المعلمات البيئية يمكن أن يكون لها تأثير كبير على نتائج الغزل الكهربائي17,18. لذلك ، يوصى بشدة بالتحكم في درجة الحرارة والرطوبة على الأقل داخل جهاز الغزل الكهربائي. تم الحصول على نتائج الغزل الكهربائي المثلى بين 15-20٪ رطوبة نسبية عند درجة حرارة تتراوح بين 21 و 24 درجة مئوية. لاتباع هذا البروتوكول ، تعد المعدات التالية ضرورية: محرك قادر على تسريع المجمع الذي يزن حوالي 300 جم إلى سرعة ثورة تبلغ 2000 دورة في الدقيقة ، ومضخة حقنة مناسبة لمعدلات تدفق صغيرة الحجم تتراوح بين 1-3 مل / ساعة ، ووحدة إمداد طاقة ثنائية القطب قادرة على ±20 كيلو فولت من التيار المباشر (DC).
تمشيا مع الدراسات السابقة ، كان من الممكن تصور البنية الليفية للسقالات المغزولة كهربائيا بواسطة المجهر الفلوري19. كان من الممكن إثبات الهيكل متعدد الطبقات للسقالة بنجاح ، بما في ذلك اتجاهات الألياف المختلفة. خاصة عند العمل مع طبقات متعددة أو مواد متعددة ، ينبغي اعتبار إدخال أصباغ الفلورسنت إجراء قياسيا لمراقبة الجودة الصارمة. يمكن أن يحسن التقييم البصري للنتائج بعد التغييرات في المعلمات أو بروتوكول سير العمل. لا يمكن التوصية بتطبيق الصبغة في السقالات لاستخدامها في الجسم الحي أو في المختبر. هذا مهم لتجنب التداخل مع الأساليب التحليلية المعمول بها.
يعد محاكاة مورفولوجيا صمام القلب الطبيعية ذات أهمية كبيرة لإنتاج نسخة متماثلة هندسية من الأنسجة لاستخدامها كطرف اصطناعي لصمام القلب (الشكل 4B). وقد تبين أن هندسة الصمام المحددة لها تأثير كبير على إعادة تشكيل20 في الجسم الحي. في هذا السياق ، تعد الطباعة ثلاثية الأبعاد لهندسة النشرة للغزل الكهربائي ذات فائدة ، حيث أن التكرارات سهلة وسريعة التنفيذ. حتى إنتاج هندسات صمام شخصية يمكن تصوره والتطوير اللاحق لنماذج 3D الفردية والشخصية من تشوهات صمام القلب ، على سبيل المثال ، لأغراض التدريس ، أمر ممكن.
يعد المزيد من التحسين لخصائص صمام القلب المصمم بالأنسجة في صميم الجهود البحثية الحالية ، حيث عملت العديد من المجموعات البحثية على تطوير سقالات متعددة الطبقات ذات اتجاهات ألياف محددة. Masoumi et al. سقالات مركبة مصنعة من طبقة سيباكات بوليجليسيرول مصبوبة وحصائر ألياف بوليكابرولاكتون (PCL) المغزولة كهربائيا21. وبالتالي ، يمكن إنشاء طبقة ثلاثية من طبقتين كهربائيتين موجهتين مفصولتين بورقة من سيباكات البولي جليسيرول الدقيقة. ومع ذلك ، على النقيض من السقالات الموجودة في متناول اليد ، لم تكن في شكل 3D ولم تكن تحاكي الطبقة الوسطى (الإسفنج) بشكل كاف. تم اتباع نهج آخر لإنتاج صمام قلب مستوحى من الأنسجة الحيوية من قبل Jana et al.22,23. لقد نجحوا في إنتاج سقالات ثلاثية الطبقات مع ألياف موجهة باستخدام مجمعات الألومنيوم للغزل الكهربائي القائم على PCL. مرة أخرى ، قدمت هذه السقالات أيضا عيوبا مورفولوجية ، حيث أن لها مظهرا 2D فقط ، وتنتشر السقالة النهائية من قبل المتحدثين.
على الرغم من أن البروتوكول يعطي معلومات مفصلة حول كيفية إنتاج وريقات صمام القلب ثلاثية الطبقات 3D ، إلا أن هناك العديد من الخطوات اللازمة لإنشاء طرف اصطناعي فعلي لصمام القلب. يوصى باستخدام دعامة قطرها 24 مم للمنشورات الموضحة هنا. مكملة للدعامة المستخدمة ، يمكن تزويد المنشورات بهياكل دعم إضافية للخياطة. للسماح بأقصى قدر من المرونة ، لا يتم تخصيص المنشورات المعروضة هنا لتصميم دعامة معين. يمكن القيام بذلك ببساطة عن طريق تغيير القالب باستخدام برنامج CAD.
على الرغم من استخدامها في هندسة أنسجة صمام القلب ، إلا أن الطريقة المقدمة ستكون قابلة للتطبيق بسهولة على إعدادات الغزل الكهربائي في جراحة العظام24 ، والمسالك البولية 25 ، وطب الأنف والأذن والحنجرة26 ، وغيرها. إنتاج هياكل 3D متطورة و / أو فردية أمر ممكن من خلال تنفيذ جامعي 3D المطبوعة الأخرى. على الرغم من أن مادة المجمع قد تغيرت ، إلا أن مبدأ الغزل الكهربائي يبقى سليما27. لذلك ، فإن استخدام البوليمرات المختلفة ممكن نظريا ، على الرغم من أن تعديل معلمات الغزل الكهربائي قد يكون ضروريا.
بشكل عام ، يصف البروتوكول المقدم طريقة سهلة وفعالة من حيث التكلفة لتصنيع وريقات صمام القلب متعددة الطبقات. يسمح تطبيق الطباعة ثلاثية الأبعاد بالتكيف السريع والتعديلات على المجمع والإدراجات. هذا يسمح بإنتاج الأطراف الاصطناعية الخاصة بالمريض دون عملية تصنيع معقدة ، على سبيل المثال ، جامعي المعادن. يمكن إنشاء عينات متعددة في تشغيل واحد في ظل ظروف متطابقة. لذلك ، يمكن إجراء اختبارات مدمرة للمواد على العينات مع الاستفادة من وجود (تقريبا) اختبارات متطابقة متبقية لبناء الصمام الفعلي. يهدف إدراج ملفات الطباعة كملفات تكميلية في هذه الدراسة إلى دعم تقدم سقالات صمام القلب متعددة الطبقات. تتمتع تقنية الغزل الكهربائي الجديدة هذه أيضا بإمكانات عالية لمجالات أخرى من الطب التجديدي ، حيث يسهل تنفيذ جامعي التحف المعدلة وغيرها من قوالب الغزل المطبوعة بتقنية 3D.
Disclosures
ويعلن صاحبا البلاغ عدم وجود تضارب في المصالح.
Acknowledgements
تم دعم هذا العمل من قبل برنامج العلماء السريريين في طب الأوعية الدموية (PRIME) ، بتمويل من Deutsche Forschungsgemeinschaft (DFG ، مؤسسة الأبحاث الألمانية) ، رقم المشروع MA 2186/14-1.
Materials
| Name | Company | Catalog Number | Comments |
| BTC-FR2.5TN.D09 | ZwickRoell GmbH & Co. KG | Traction engine (Tensile tests) | |
| C5-E Motor Controller | Nanotec Electronic GmbH & Co. KG | Motor controll unit | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelectronik GmbH | Power Supply Unit Anode | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelektronik GmbH | Power Supply Unit Kathode | |
| Conductive Composite PLA | ProtoPasta | Conductive PLA | |
| Cura 4.7.1 | Ultimaker BV | Slicing Software Ultimaker, step 1.1.2 | |
| DAPI Stock Solution c = 0.1 mg/mL | Sigma-Aldrich Chemie GmbH | DAPI | |
| Disposable Scalpel No. 23 | FEATHER | Scalpel | |
| Fluorescein (C.I. 45350) M 376.28 g/mol | Carl Roth GmbH + Co. KG | Fluorescein | |
| Fume Hood as per DIN 12924 Class 2 | Köttermann GmbH | Fume Hood | |
| Leica Applicatin Suite X 3.5.5.19976 | Leica Microsystems GmbH | Software for Confocal Laser Scanning Microscope | |
| Luerlock Syringe 20 mL | BD Plastipak | Luerlock Syringe | |
| Metal needle plane 2.50/2.00 x 20 mm | Unimed S.A. | Needle with plane tip | |
| Montage-complet-tubes; inner diameter x outer diameter: 1/16" x 1/8", length 1.000 mm | Bohlender GmbH | F740-28 | Solvent resistant tubes |
| N,N-Dimethylformamide ≥99.8% | Sigma-Aldrich Chemie GmbH | Dimethylformamide | |
| Pellethane 2363 80AE | Velox GmbH Hamburg | Polyurethane | |
| PLA | Ultimaker BV | PLA | |
| Plug&Drive Studio (1.0.4) | Nanotec Electronic GmbH & Co. KG | Motor operation software | |
| SEM Evo LS 10 | Zeiss MicroImaging GmbH | Scanning Electron Microscope | |
| SHT 31-D | Adafruit Industries | Temperature and Humidity Sensor | |
| SolidWorks 2020 CAD Software | Dassault Systèmes | Commercial CAD Software | |
| Sulforhodamine 101 50 mg | Sigma - Aldrich | S 7635 | Texas Red |
| Syringe Pump Model: Fusion 100 | Chemyx Inc. | Syringe Pump | |
| TCS SP8 inverted CEL BMi8 | Leica Microsystems GmbH | Confocal Laser Scanning Microscope | |
| testXpert V11.02 | ZwickRoell GmbH & Co. KG | Software Tensile Test | |
| Tetrahydrofuran ≥99.9% | Sigma-Aldrich Chemie GmbH | Tetrahydrofuran | |
| Type 1511530000202 #980361 | Binder Labortechnik GmbH | Heating Cabinet | |
| Ultimaker 3 Extended | Ultimaker BV | 3D Printer |
References
- Van Camp, G. Cardiovascular disease prevention. Acta Clinica Belgica. 69 (6), 407-411 (2014).
- Iung, B., Vahanian, A. Epidemiology of valvular heart disease in the adult. Nature Reviews Cardiology. 8 (3), 162-172 (2011).
- Fioretta, E. S., et al. Cardiovascular tissue engineering: From basic science to clinical application. Experimental Gerontology. 117 (1), 1-12 (2019).
- Xue, J., Wu, T., Dai, Y., Xia, Y. Electrospinning and electrospun nanofibers: methods, materials, and applications. Chemical Reviews. 119 (8), 5298 (2019).
- Grande, D., Ramier, J., Versace, D. L., Renard, E., Langlois, V. Design of functionalized biodegradable PHA-based electrospun scaffolds meant for tissue engineering applications. New Biotechnology. 37, 129-137 (2017).
- Tara, S., et al. Well-organized neointima of large-pore poly(l-lactic acid) vascular graft coated with poly(l-lactic-co-ε-caprolactone) prevents calcific deposition compared to small-pore electrospun poly(l-lactic acid) graft in a mouse aortic implantation model. Atherosclerosis. 237 (2), 684-691 (2014).
- Voorneveld, J., Oosthuysen, A., Franz, T., Zilla, P., Bezuidenhout, D. Dual electrospinning with sacrificial fibers for engineered porosity and enhancement of tissue ingrowth. Journal of Biomedical Material Research. 105 (6), 1559-1572 (2017).
- Kishan, A. P., Cosgriff-Hernandez, E. M. Recent advancements in electrospinning design for tissue engineering applications: A review. Journal of Biomedical Materials Research. 105 (10), 2892-2905 (2017).
- Sacks, M. S., David Merryman, W., Schmidt, D. E. On the biomechanics of heart valve function. Journal of Biomechanics. 42 (12), 1804-1824 (2009).
- Buchanan, R. M., Sacks, M. S. Interlayer micromechanics of the aortic heart valve leaflet. Biomechanics and Modeling in Mechanobiology. 13 (4), 813-826 (2014).
- Gensler, M., et al. 3D printing of bioreactors in tissue engineering: A generalised approach. PLoS One. 15 (11), 0242615 (2020).
- Grab, M., et al. Customized 3D printed bioreactors for decellularization-High efficiency and quality on a budget. Artificial Organs. 45 (12), 1477-1490 (2021).
- Huang, J., Koutsos, V., Radacsi, N. Low-cost FDM 3D-printed modular electrospray/electrospinning setup for biomedical applications. 3D Printing in Medicine. 6 (1), 8 (2020).
- Fukunishi, T., et al. Preclinical study of patient-specific cell-free nanofiber tissue-engineered vascular grafts using 3-dimensional printing in a sheep model. Journal of Thoracic and Cardiovascular Surgery. 153 (4), 924-932 (2017).
- Jana, S., Lerman, A. In vivo tissue engineering of a trilayered leaflet-shaped tissue construct. Regenerative Medicine. 15 (1), 1177-1192 (2020).
- Hasan, A., et al. Electrospun scaffolds for tissue engineering of vascular grafts. Acta Biomaterialia. 10 (1), 11-25 (2014).
- Wang, X., Ding, B., Yu, J., Yang, J. Large-scale fabrication of two-dimensional spider-web-like gelatin nano-nets via electro-netting. Colloids and Surfaces B: Biointerfaces. 86 (2), 345-352 (2011).
- Yang, G. -. Z., Li, H. -. P., Yang, J. -. H., Wan, J., Yu, D. -. G. Influence of working temperature on the formation of electrospun polymer nanofibers. Nanoscale Research Letters. 12 (1), 55 (2017).
- Ekaputra, A. K., Prestwich, G. D., Cool, S. M., Hutmacher, D. W. Combining electrospun scaffolds with electrosprayed hydrogels leads to three-dimensional cellularization of hybrid constructs. Biomacromolecules. 9 (8), 2097-2103 (2008).
- Motta, S. E., et al. Geometry influences inflammatory host cell response and remodeling in tissue-engineered heart valves in-vivo. Scientific Reports. 10 (1), 19882 (2020).
- Masoumi, N., et al. Tri-layered elastomeric scaffolds for engineering heart valve leaflets. Biomaterials. 35 (27), 7774-7785 (2014).
- Jana, S., Lerman, A. Behavior of valvular interstitial cells on trilayered nanofibrous substrate mimicking morphologies of heart valve leaflet. Acta Biomaterialia. 85, 142-156 (2019).
- Jana, S., Franchi, F., Lerman, A. Trilayered tissue structure with leaflet-like orientations developed through in vivo tissue engineering. Biomedical Materials. 15 (1), 015004 (2019).
- Zhou, Y., Chyu, J., Zumwalt, M. Recent progress of fabrication of cell scaffold by electrospinning technique for articular cartilage tissue engineering. International Journal of Biomaterials. 2018, 1953636 (2018).
- Zamani, M., Shakhssalim, N., Ramakrishna, S., Naji, M. Electrospinning: application and prospects for urologic tissue engineering. Frontiers in Bioengineering and Biotechnology. 8, 579925 (2020).
- Heilingoetter, A., Smith, S., Malhotra, P., Johnson, J., Chiang, T. Applications of Electrospinning for Tissue Engineering in Otolaryngology. Annals of Otology, Rhinology & Laryngology. 130 (4), 395-404 (2020).
- Xue, J., Xie, J., Liu, W., Xia, Y. Electrospun nanofibers: new concepts, materials, and applications. Accounts of Chemical Research. 50 (8), 1976-1987 (2017).
Reprints and Permissions
Request permission to reuse the text or figures of this JoVE article
Request PermissionExplore More Articles
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. All rights reserved