
Method Article
שילוב של הדפסה תלת-ממדית ואלקטרוספינינג לייצור עלוני מסתם לב ביומימטיים
In This Article
Summary
השיטה המוצגת מציעה דרך חדשנית להנדסת מבנים של סיבים ביומימטיים בפיגומים תלת-ממדיים (תלת-ממדיים) (למשל, עלוני מסתם לב). נעשה שימוש בגיאומטריות מוליכות מודפסות בתלת-ממד כדי לקבוע צורה וממדים. כיוון הסיבים ומאפייניו היו ניתנים להתאמה בנפרד עבור כל שכבה. ניתן לייצר דגימות מרובות בהגדרה אחת.
Abstract
אלקטרוספינינג הפכה לטכניקה נפוצה בהנדסת רקמות לב וכלי דם מכיוון שהיא מציעה את האפשרות ליצור פיגומים סיביים (מיקרו)סיביים בעלי תכונות מתכווננות. מטרת מחקר זה הייתה ליצור פיגומים רב שכבתיים המחקים את מאפייני הסיבים האדריכליים של עלוני מסתמי הלב האנושיים באמצעות אספנים מוליכים המודפסים בתלת-ממד.
דגמים של שסתום אבי העורקים נוצרו באמצעות תוכנה מסחרית לתכנון בעזרת מחשב (CAD). חומצה פולילקטית מוליכה שימשה לייצור תבניות עלון מודפסות בתלת-ממד. נגטיבים אלה שולבו במנדרל אלקטרוספינינג מתוכנן ומסתובב במיוחד. שלוש שכבות של פוליאוריתן סובבו על האספן, מחקות את כיוון הסיבים של מסתמי הלב האנושיים. מבנה פני השטח והסיבים הוערך באמצעות מיקרוסקופ אלקטרונים סורק (SEM). היישום של צבע פלואורסצנטי איפשר גם הדמיה מיקרוסקופית של מבנה הסיבים הרב שכבתי. בדיקות מתיחה בוצעו כדי להעריך את התכונות הביומכניות של הפיגומים.
הדפסה תלת-ממדית של חלקים חיוניים עבור מתקן האלקטרוספינינג התאפשרה תוך זמן קצר בתקציב נמוך. שסתום אבי העורקים שנוצר בעקבות פרוטוקול זה היה תלת-שכבתי, עם קוטר סיבים של 4.1 ± 1.6 מיקרומטר. מיקרוסקופיה פלואורסצנטית חשפה שכבות בודדות עם סיבים מיושרים באופן שונה, כאשר כל שכבה הגיעה במדויק לתצורת הסיבים הרצויה. הפיגומים שיוצרו הראו חוזק מתיחה גבוה, במיוחד לאורך כיוון היישור. קבצי ההדפסה של האספנים השונים זמינים כקובץ משלים 1, קובץ משלים 2, קובץ משלים 3, קובץ משלים 4 וקובץ משלים 5.
עם פרוטוקול התקנה וזרימת עבודה מיוחד במיוחד, ניתן לחקות רקמות עם מבני סיבים מורכבים על פני שכבות מרובות. סיבוב ישיר על אספנים מודפסים בתלת-ממד יוצר גמישות רבה בייצור צורות תלת-ממדיות בעלויות ייצור נמוכות.
Introduction
מחלות לב וכלי דם הן סיבת המוות המובילה במדינות המערב 1. למרות שנעשה מחקר מקיף בתחום זה, ההערכה היא כי הנטל של מחלת מסתם לב ניוונית יגדל עוד יותר במהלך השנים הבאות2. החלפת מסתם לב כירורגי או התערבותי אפשרית כאופציה טיפולית. בשלב זה, מסתמי לב מכניים וביו-פרוסטטיים זמינים, שניהם עם חסרונות בודדים. שסתומים מכניים הם טרומבוגניים ודורשים נוגדי קרישה לכל החיים. למרות שסתומים ביולוגיים אינם דורשים נוגדי קרישה, הם מראים חוסר שיפוץ, שיעור גבוה של הסתיידות, והשפלה במקביל3.
מסתמי לב מהונדסים ברקמות עשויים להיות מסוגלים להתמודד עם חסרונות אלה על ידי החדרת פיגום מיקרופיברוס לגוף המאפשר שיפוץ in vivo. קיימות שיטות שונות, כגון אלקטרוספינינג (ESP), דה-סלולריזציה, מיקרומולדינג, ריסוס, ציפוי טבילה והדפסה ביולוגית תלת-ממדית. שיטות אלה ניתן לבחור ליצירת תכונות ספציפיות, להיות זול יותר ומהיר יותר, או רק בשל חוסר חלופות. שיטות וחומרים ניתן אפילו לשלב כדי ליצור מבנים מורכבים יותר4. לדוגמה, ESP הייתה טכניקה סטנדרטית ליצירת פיגומים בהנדסת רקמות, המאפשרת שילוב של חומרים שונים והתאמה של קוטרי סיבים, אוריינטציות סיבים ונקבוביות4. יתר על כן, מגוון טכניקות לאחר העיבוד מאפשרות שיפוץ רקמות אופטימלי, יכולת המו-תאימות משופרת והתכלות ביולוגית מתכווננת של פיגומי אלקטרוספון 5,6,7.
ה-ESP הבסיסי משתמש באספנים סטטיים או מסתובבים, שיש להם השפעה ישירה על מידת יישור הסיבים ועל קוטרי הסיבים המתקבלים8. בשל מגבלות הייצור, אספנים מסתובבים קלאסיים של ESP מורכבים מתופים מסתובבים, דיסקים, חוטים או מוטות מתכת. ההקדמה של הדפסה תלת-ממדית מאפשרת יצירה של גיאומטריות אספנים אינדיבידואליות יותר שאינן מוגבלות על ידי טכניקות ייצור מסורתיות. אינדיבידואליזציה זו שימושית במיוחד ליצירת מבנים תלת-ממדיים כגון עלוני מסתם לב.
הארכיטקטורה התלת-שכבתית הטבעית (פיברוסה, ספונגיוסה, חדר) של עלוני מסתמי הלב האנושיים היא תגובת הרקמות לכוחות המכניים ולעקה הגזירה שהן נחשפות אליהן במהלך מחזור הלב 9,10. הסיבים של הלמינה פיברוסה מכוונים באופן היקפי, בעוד שהסיבים של הלמינה ספונגיוסה מיושרים באופן אקראי ואלה של חדר הלמינה רדיאלי. לפיכך, מוצעת שכבה משולשת עם כיווני הסיבים המתאימים כדי לחקות את תכונותיהם של שסתומים אלה בפיגום מהונדס רקמה.
פרוטוקול זרימת העבודה מתאר שיטה חדשנית לייצור עלונים תלת-שכבתיים תלת-שכבתיים של מסתמי לב באמצעות הדפסה תלת-ממדית ואלקטרו-ספינינג. בנוסף, מוצג שלב בקרת איכות כדי להבטיח כיוון סיבים מדויק בכל שכבה.
Protocol
1. עבודת הכנה
- הדפסה בתלת-ממד
הערה: השלבים הבאים דורשים הורדה של קבצי "שפת המשולש הסטנדרטית" (STL) המסופקים כקובץ משלים 1, קובץ משלים 2, קובץ משלים 3, קובץ משלים 4 וקובץ משלים 5 עם כתב יד זה. חלקי אספן מסופקים כקבצי STL. האוגן המחבר מסופק כקובץ "STandard עבור החלפת נתוני מודל המוצר" (STEP) כדי לאפשר התאמה של האספן כך שיתאים להגדרות בודדות. יתר על כן, שרטוט טכני עבור מוטות המתכת המרכזיים מסופק לייצור קונבנציונלי כקובץ משלים 6.- פתח את תוכנת החיתוך (ראה טבלת החומרים) והגדר את ראש ההדפסה הפעיל עבור חומצה פולילקטית לא מוליכה (PLA) וזרבובית של 0.4 מ"מ.
הערה: תוכנת החיתוך, החוט וקוטר הזרבובית עשויים להשתנות בהתאם למדפסת התלת-ממד הזמינה. - העלה את קבצי STL Specimen_mount_A (קובץ משלים 3) ואת Speciment_mount_B (קובץ משלים 4) לתוכנת החיתוך.
- סובב את הדגמים, כך שהמשטחים המשולשים ממוקמים על לוח הבנייה.
- סמן את כל החלקים, לחץ באמצעות לחצן העכבר הימני ובחר הכפל דגמים נבחרים. הזן 1 בשורת מספר העותקים ולחץ על אישור. הניחו בסך הכל ארבעה דגמים על צלחת הבנייה.
- הגדר את עובי הפרוסה ל- 0.1 מ"מ, עובי הדופן ל- 1 מ"מ, צפיפות המילוי ל- 40% ובטל את הסימון בתיבה צור תמיכה .
- לחץ על לחצן פרוסה | שמור ב-Removable כדי לשמור את קובץ ההדפסה בכונן USB.
- טען PLA לא מוליך למדפסת והפעל את קובץ ההדפסה.
- לאחר השלמת ההדפסה, הסר את הדגמים מלוח הבנייה ובדוק אם יש עיקום בפינות התחתונות.
- בתוכנת החיתוך, שמור את הפרמטרים המהותיים והחלף את המודלים Collector_Flange (קובץ משלים 1 וקובץ משלים 5) ו- Leaflet_Template (קובץ משלים 2).
- סובבו את האוגן, כך שהמשטח העגול השטוח יהיה כנגד לוחית הבנייה. בנוסף, סובב את תבנית העלון, כך שהמשטח המרובע ימוקם ישירות על לוח הבנייה.
- סמן את האוגן והכפל את המודל כשלב 1.1.4. סוג 1 לקבלת עותק אחד ו-1 מקורי של דגם האוגן על לוח הבנייה.
- סמן את מודל העלון והכפל ב-8 כדי לקבל בסך הכל תשעה דגמי עלונים, בהתאם לשלבים המתוארים ב-1.1.4.
- הגדר את עובי הפרוסה ל - 0.1 מ"מ, עובי הדופן ל - 1 מ"מ, צפיפות המילוי ל - 80% ובטל את הסימון בתיבה צור תמיכה .
- לחץ על לחצן פרוסה | שמור ב-Removable כדי לשמור את קובץ ההדפסה החדש בכונן USB.
- טען PLA מוליך למדפסת והתחל את תהליך ההדפסה.
- לאחר השלמת ההדפס, הסר את הדגמים מלוח הבנייה. הסר סיבי נימה בודדים בתחתית העלון שלילי בזהירות עם חותך חוט אם אלה נמצאים במודלים העלונים (מכיוון שלא נעשה שימוש במבני תמיכה).
- פתח את תוכנת החיתוך (ראה טבלת החומרים) והגדר את ראש ההדפסה הפעיל עבור חומצה פולילקטית לא מוליכה (PLA) וזרבובית של 0.4 מ"מ.
- פתרון מסתובב
אזהרה: טטרהידרופורן (THF) ודימתילפורמיד (DMF) הם ממסים מזיקים שאין לשאוף או ליצור איתם קשר עם העור. מומלץ מאוד ללבוש כפפות עמידות לממסים ומשקפי מגן בזמן הטיפול בהם. כאשר מטפלים בהם, יש לעבוד תחת מכסה מנוע פליטה מכיוון שהם תנודתיים ביותר.- מניחים סולם מתחת למכסה המנוע של הפליטה ומניחים עליו בקבוק זכוכית עם פקק בורג של 200 מ"ל. טארה את הסולם.
- יוצקים 50 מ"ל של DMF ו-50 מ"ל של THF לתוך בקבוק הזכוכית. שימו לב למשקל הממסים.
- מניחים מוט מגנטי בתוך הבקבוק, מניחים את הבקבוק על מערבל מגנטי ומפעילים אותו.
- הכפל את המשקל המצוין ב- 0.15 (= 15% w/v) והעבר את הכמות המתאימה של פוליאוריתן (PU) באיטיות לתוך בקבוק הזכוכית המכיל את תערובת הממסים (DIN 1310).
- סגרו את הבקבוק וערבבו לפחות 12 שעות בטמפרטורת החדר כדי לקבל תמיסה הומוגנית.
2. הגדרת אלקטרוספינינג
- הרכבה
הערה: מכיוון שפיגומי העלון שנוצרו עם האספן המוצג הם קטנים יחסית, מומלץ להשתמש באופציה של מנדרל תוף בקוטר גדול (D: 110 מ"מ). זה מאפשר יצירה של פיגומים גדולים יותר, רב שכבתיים, אשר יועילו להערכה מיקרוסקופית, תאימות ביולוגית וביומכנית.- הרכיבו את האספן באמצעות החלקים המודפסים בתלת-ממד ושישה ברגים M3 x 15.
- השתמש בשלושה ברגים כדי לאבטח את מוטות המתכת לאחד האוגנים.
- החליקו Specimen_mount_B אחת בין מוטות המתכת. ודא שהרווחים עבור תבניות מצביעים בכיוון ההפוך של האוגן.
- מלאו את שלושת החריצים של Specimen_mount_B בתבניות עלון מסתמי לב.
- הניחו Specimen_mount_A למעלה ומלאו את החללים בתבניות.
- החלק Specimen_mount_A נוסף פנימה ומלא את החללים בתבניות.
- נקו את התבניות על ידי הצבת Specimen_mount_B השנייה למעלה.
- שים את האוגן השני למעלה והשתמש בברגים M3 כדי לאבטח אותו.
הערה: ודא שתבניות העלון מכוונות כולן לאותו כיוון (קצה ישר של העלון מקביל למוטות המתכת). - הניחו את אספן העלונים המורכב במערך האלקטרוספינינג והצמידו היטב את האוגנים לציר המנוע (כלומר, ברגי M6 ואגוזי כנף) (איור 1).
אזהרה: מכיוון ש-PLA מוליך הוא שביר יותר מ-PLA רגיל, השתמש במפתח ברגים למומנט במהירות של 1.4 ניוטון מטר בעת הידוק ברגים המפעילים לחץ על החומר כדי למנוע הצמדה. - מניחים מחזיק מחט 30 ס"מ מהאספן.
- קבעו מחט 14 מד (G) עם קצה שטוח במחזיק המחט וקבעו אותה בגובה ציר האספן.
- חברו צינור גמיש ועמיד בפני ממסים (למשל, פוליאטטרפלואורואתילן (PTFE) ליציאת Luer-lock של המחט.
הערה: DMF ו- THF ממיסים פלסטיקים רבים. יש צורך להשתמש בחומרים עמידים לממסים בעת עבודה עם ממסים אלה, למשל, כלי מתכת וזכוכית. כאשר נדרשים כלי פלסטיק (כלומר, מזרק או צינורות), הקפידו להשתמש בחומרים עמידים לממסים. - הנח את הצינור למשאבת המזרק לחיבור מאוחר יותר של המזרק המלא בפולימר.
- חיבור יחידת ספק כוח (PSU)
אזהרה: במהלך ההתקנה, ודא שאספק הכוח מנותק ממקור החשמל הראשי.- חברו שני כבלים מסוככים במתח גבוה לאנודה ולקתודה של ספק הכוח.
- באמצעות תפס תנין, חברו את הכבל המחובר לקתודה (מוט) למחט 14 גרם. בדוק את החיבור בין קליפ למחט. לאחר מכן, כיוון את כבל המתח הגבוה, כך שהוא יפעל מחוץ לאזור הסיבוב כדי למנוע הפרעות.
- חבר את האספן לאנודה (+ מוט) באמצעות תפס תנין וכבל המתח הגבוה השני. השתמש בטבעת החלקה או במגע הזזה באמצעות כבל מופשט כדי ליצור מגע באוגן האספן.
- הכנת המזרק
הערה: שלב זה צריך להתבצע מיד לפני תחילת תהליך הסיבוב.- מלאו מזרק Luer-lock בגודל 20 מ"ל עם הפתרון המסתובב שהוכן בשלב 1.2.
- חברו את המזרק לצינור העמיד בפני ממסים ודחפו ידנית את התמיסה למערכת הצינורות עד שניתן יהיה לראות טיפה בקצה המחט.
- מניחים את המזרק במשאבת המזרק. לאחר הפעלת המשאבה, הזן את הפרמטרים הבאים: קוטר: 19.129 מ"מ; נפח: 5 מ"ל; מהירות 3 מ"ל/שעה.
3. תהליך אלקטרוספינינג
- ריצת מבחן מוטורית
הערה: ייצור האספן באמצעות הדפסה תלת-ממדית עלול להוביל לתנועה מחוץ למרכז של האספן. לכן, מומלץ מאוד לבצע ריצת מבחן עם מהירויות סיבוב נמוכות יותר אך ללא מתח גבוה.- פתח את תוכנת בקרת המנוע על-ידי לחיצה כפולה על הסמל במחשב.
- התחבר לבקרת המנוע על-ידי לחיצה על לחצן התחבר .
- לאחר החיבור, בחר במצב פעולת מהירות פרופיל ולחץ על הכרטיסיה פעולה הממוקמת בפינה השמאלית העליונה של המסך.
- בחר בכרטיסייה מהירות פרופיל מתחת ללחצן עצירה מהירה הממוסגר על-ידי קו אדום. הקלד את ההגדרות הבאות: מהירות יעד: 200 סל"ד; תאוצת פרופיל: 100; האטה בפרופיל: 200; עצירה מהירה: 5000.
הערה: כיוון הסיבוב צריך להיות כלפי מעלה בצד המחט, אותו ניתן לכוונן על ידי שינוי הסימן בשדה "מהירות המטרה" מ- "+" ל- "-". - התחל את ריצת הבדיקה ובדוק את האספן אם יש חוסר איזון. אם האספן פועל בצורה חלקה, המשך עם הפרוטוקול. אחרת, עצרו את המנוע והתאימו מחדש את האספן כמתואר בשלב 2.1.9.
- עצור את המנוע על ידי לחיצה על כפתור ההפעלה Switch on ושנה את מהירות היעד ל-2,000 סל"ד.
- תהליך הייצור
הערה: אלקטרוספינינג הוא תהליך עם תלות גבוהה בפרמטרים סביבתיים. תוצאות אלקטרוספינינג אופטימליות התקבלו בין 15-20% לחות יחסית בטמפרטורה שבין 21 ל -24 מעלות צלזיוס.- שכבה ראשונה
הערה: במהלך שלב ההתקנה, ייתכן שנוצרה טיפה מיובשת של PU בקצה המחט. הסר את הטיפות באמצעות כלי ארוך ולא מוליך, במידת הצורך.- בתוכנת בקרת המנוע, לחץ על לחצן הפעל הפעלה כדי להפעיל את המנוע.
- הפעל את ספק הכוח במתח גבוה והתאים את המתח הן לאנודה והן לקתודה: מינוס מוט (מחט): 18 kV; בתוספת מוט (אספן): 1.5 קילו-וולט.
- הפעילו את משאבת המזרק בקצב זרימה של 3 מ"ל/שעה.
- הגדר טיימר ל-20 דקות.
- שימו לב לקצה המחט להיווצרות חרוט חייט. בהתאם לצורת החרוט בקצה המחט, התאימו את המתח בקתודה במרווחים של ±100 וולט עד להקמת חרוט חייט יציב.
הערה: אם הטיפה תלויה, המתח נמוך מדי. עם זאת, זרימה לא יציבה יכולה להצביע על כך שהמתח מוגדר גבוה מדי. - המתן 20 דקות עד שתבניות ה-cusp יכוסו כראוי בסיבים.
- כבו את משאבת המזרק.
- כבה את ספק הכוח על-ידי הפעלת מתג ההפעלה.
- עצור את המנוע על-ידי לחיצה על לחצן הפעל מופעל בתוכנת בקרת המנוע.
אזהרה: כדי למנוע פציעה מלהזיז חלקים במערכת, המתן עד שהאספן יפסיק לחלוטין כדי לפתוח את תא הבדיקה.
- שכבה שנייה
- בתוכנת בקרת המנוע, שנה את שדה הקלט מהירות היעד ל-10 סל"ד.
- חזור על שלבים 3.2.1.1-3.2.1.9.
- שכבה שלישית
הערה: לפני שהפיגומים מתייבשים לחלוטין, הם רגישים מאוד ללחץ מכני. היזהר מאוד בעת ביצוע שלבים 3.2.3.2-3.2.3.6. הימנע מלגעת בפיגומים/סיבים במהלך שלבים אלה, מכיוון שהפיגום עלול להפוך לחסר תועלת.- פתחו בזהירות את הברגים המחברים את אוגני האספן לציר המנוע והסירו את אספן העלונים (איור 2B) ממכשיר האלקטרוספינינג.
- באמצעות אזמל, חתכו את סיבי האלקטרוספון לאורך קווי המתאר החיצוניים של כל תבנית עלון (איור 2C).
- הסר את האוגן בצד אחד של האספן.
- שלף את התוספות המודפסות בתלת-ממד והפרד את תבניות העלון מהמחזיקים המשולשים הלא מוליכים.
- סובב את כל תבניות העלון ב- 90° והרכב מחדש את האספן.
- הכנס את האספן לתוך מערך האלקטרוספינינג ואבטח אותו היטב.
- שוב, בדוק אם יש חוסר איזון לפני שתמשיך בתהליך הסיבוב.
- בתוכנת בקרת המנוע, שנה את שדה הקלט מהירות היעד ל-2,000 סל"ד.
- חזור על שלבים 3.2.1.1-3.2.1.9.
הערה: לאחר סיום תהליך האלקטרוספינינג, מומלץ מאוד לשטוף את הצינורות והמחט עם DMF טהור כדי למנוע סתימת הצינורות.
- פיגומים צבועים פלואורסצנטיים (אופציונלי)
הערה: צבעים פלואורסצנטיים משמשים כדי להפוך את הסיבים לנראים תחת מיקרוסקופ פלואורסצנטי קונבנציונלי. זה הכרחי רק בעת יישום השיטה ולבקרת איכות לאחר החלת הגדרות חדשות. השימוש בצבעים פלואורסצנטיים אינו מומלץ בעת ייצור פיגומים תוך שימוש בהגדרות מבוססות.- חלקו את תמיסת הסיבוב שהוכנה בשלב 1.2 לשלוש מנות שוות בבקבוקים נפרדים.
- באמצעות סולם, יש למדוד 1 מ"ג של צבע פלואורסצנטי עבור כל גרם (0.1 wt%) של תמיסת פולימר. חזרו על הפעולה עבור כל שלושת הצבעים הפלואורסצנטיים (כלומר, פלואורסציין, טקסס רד, 4',6-דיאמידינו-2-פנילינדול [DAPI]).
- מוסיפים את הצבע לתמיסה המסתובבת, סוגרים את מכסה הבקבוק ומערבבים במשך 2-3 שעות או עד להומוגניזציה.
הערה: כדי למנוע את דהיית הצבעים הפלואורסצנטיים, הגן על התמיסה המסתובבת מפני אור ככל האפשר, כלומר על ידי הנחת כיסוי אטום מעל המערבל המגנטי. התהליך עבור פיגומים צבועים פלואורסצנטיים דומה מאוד לתהליך הסטנדרטי המתואר בשלבים 3.2.1-3.2.3. - בשלב 3.2.1, החלף את המזרק הסטנדרטי במזרק מלא בתמיסה המסתובבת המכילה את הצבע הפלואורסצנטי הראשון.
- בשלב 3.2.2, החלף את הצינורות והמחט הנמצאים בשימוש כעת בצינורות ובמחט חדשים או מנוקים. לאחר מכן, הניחו מזרק עם תמיסת הסיבוב המכילה את הצבע הפלואורסצנטי השני במשאבת המזרק.
- בשלב 3.2.3 שוב, החליפו את הצינורות והמחט בחדשים או מנוקים והחליפו את המזרק במזרק המלא בתמיסה מסתובבת המכילה את הצבע הפלואורסצנטי השלישי.
הערה: כדי למנוע עיכוב במהלך תהליך הייצור, כדאי להשתמש בשלוש קבוצות של צינורות ומחטים. לחלופין, ניתן לשטוף היטב את הצינור והמחט עם THF ו-DMF בין ייצור השכבות עד שלא נותרה במערכת תמיסה מסתובבת המכילה צבע פלואורסצנטי.
- שכבה ראשונה
4. לאחר עיבוד ורכישת מדגם
- לאחר עיבוד פיגומים
- הסר את האספן מהתקן האלקטרוספינינג.
- באמצעות אזמל, חתכו כל תבנית חופשית בבסיסה כמתואר בשלב 3.2.3.2.
- פתח את האספן, כמתואר לעיל, והנח את התבניות, בסיס למטה, על מגש.
- מניחים את המגש בארון ייבוש למשך הלילה בטמפרטורה של 40 מעלות צלזיוס.
- לאחר שהדגימות מיובשות לחלוטין, השתמשו באזמל כדי לחתוך בזהירות לאורך הקצוות של תבנית העלון כדי להסיר עודפי סיבים.
- לאחר מכן, קלפו בזהירות את פיגום העלון של התבנית והניחו אותו על מגש לעיבוד נוסף.
תוצאות
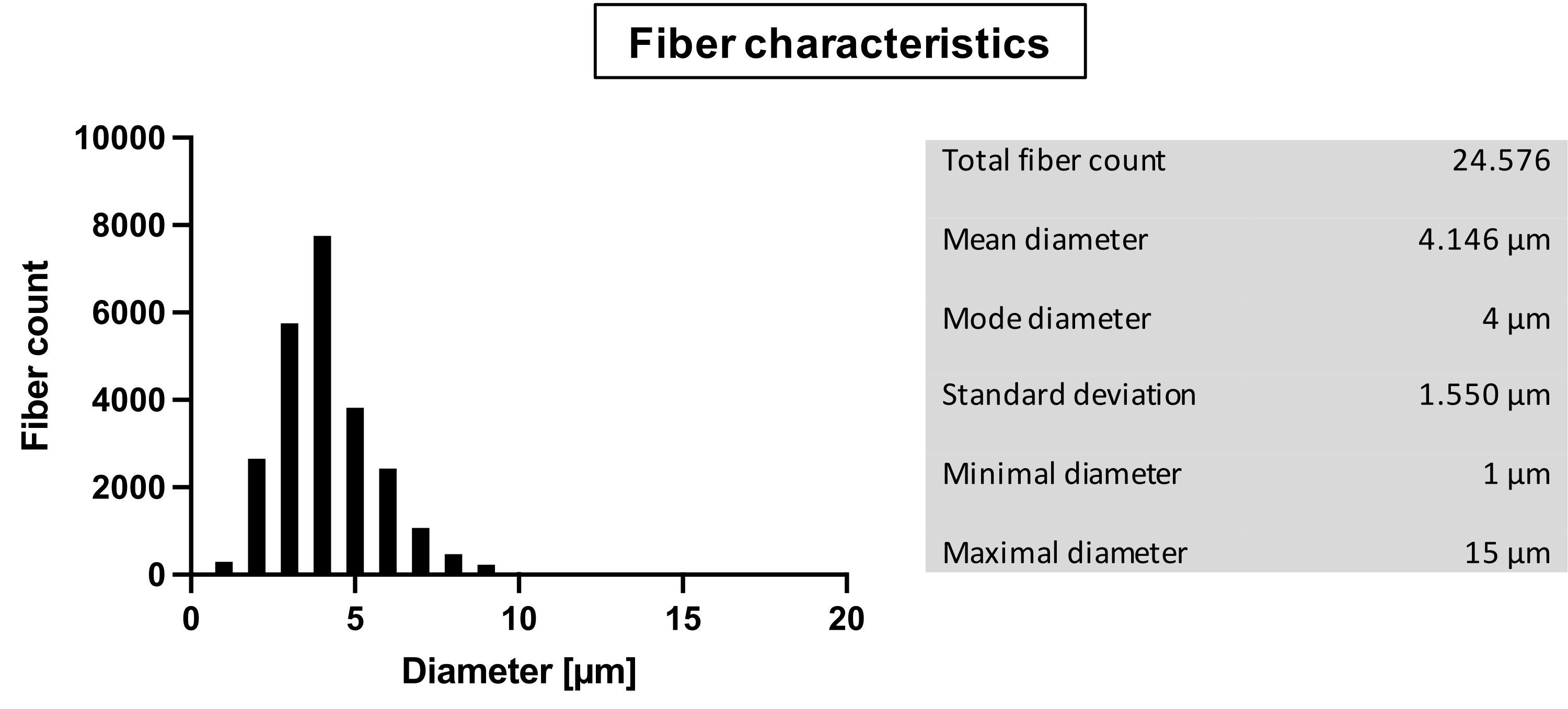
פרוטוקול זה מכוון לפיתוח פיגום עלון תלת שכבתי המיועד לשימוש בהנדסת רקמות לב וכלי דם של מסתמי לב. הוא מחקה את תצורת הקולגן של שלוש השכבות במסתם הלב האנושי המקומי. כל שכבה מורכבת מסיבים בקוטר כולל של 4.1 ± 1.6 מיקרומטר (איור 1).

איור 1: מאפייני סיבים. ניתוח סיבים: ספירת סיבים כוללת; קוטר ב μm: ממוצע, מצב, סטיית תקן, קוטר מינימלי, קוטר מקסימלי. אנא לחץ כאן כדי להציג גרסה גדולה יותר של נתון זה.
{kind=link}
תבניות העלון נועדו להתאים לתותבת מסתם אבי העורקים Ø בקוטר 24 מ"מ (איור 2C). לאחר הייבוש, פיגומי העלונים שמרו על צורתם של מסתם לב תלת-ממדי (איור 3A).

איור 2: הגדרת אלקטרוספינינג. (A) אספן מודפס בתלת-ממד שהורכב במערך הסיבובי; (ב) עיבוד CAD של האספן הניתן להדפסה בתלת-ממד; (ג) עיבוד CAD של עלון מסתם הלב שלילי המוצג ב-B; משולש מציין חלק מוגדל. קיצור: CAD = תכנון בעזרת מחשב. אנא לחץ כאן כדי להציג גרסה גדולה יותר של נתון זה.
{kind=link}
הדמיית SEM שימשה להערכת השכבות המיושרות והלא מיושרות (TEMP F3512-21). התצלומים צולמו בהגדלה של פי 100, 500x ו-2,000x בשלושה מיקומים שונים על פיגום. פיגומי סיבים מיושרים מופיעים עם משטח חלק וכיוון קפדני בכיוון ההיקף (איור 3B). ניתוח חזותי של התמונה בגודל 2,000x ביחס לכיוון הסיבים מאשר את היישור הראשוני של הסיבים (איור 3C). פיגומי סיבים לא מיושרים מראים משטח חלק באופן דומה בהשוואה לסיבים המיושרים. כיוון הסיבים אינו מסודר, עם הרבה הצטלבויות בולטות בין סיבים (איור 3D). ניתוח חזותי מאוחר יותר מאשר את אי-ההתאמה של סיבים ללא כיוון ראשוני נראה לעין (איור 3E).

איור 3: עלון אלקטרוספון והדמיית SEM. (A) עלון רב-שכבתי של Electrospun ואספן עלונים מודפס בתלת-ממד; (B) תמונת SEM של סיבים לא מיושרים (הגדלה פי 1,000); (C) ניתוח אוריינטציה של סיבים של סיבים לא מיושרים; (D) תמונת SEM של סיבים מיושרים (הגדלה פי 1,000); (E) ניתוח כיוון סיבים של סיבים מיושרים. סרגלי קנה מידה = 10 מ"מ (A), 100 מיקרומטר (B, D). קיצור: SEM = מיקרוסקופ אלקטרונים סורק. אנא לחץ כאן כדי להציג גרסה גדולה יותר של נתון זה.
{kind=link}
הדמיה של פיגומים רב-שכבתיים צבועים פלואורסצנטיים חשפה שלוש שכבות בודדות עם אוריינטציות סיבים שונות (איור 4D). השכבה התחתונה (איור 4A; כחול) מראה סיבים מיושרים בכיוון אופקי עם מעט מאוד הצטלבות בין הסיבים. השכבה האמצעית (איור 4B; ירוק) מראה סיבים לא מיושרים ללא כיוון סיבים ראשוני. השכבה העליונה (איור 4C; אדום) מציגה סיבים מיושרים בכיוון ניצב. ניתוח חזותי של השכבות העליונות והתחתונות חושף זווית ממוצעת בין שתי השכבות של 89°, בהתאם לסיבוב של 90° של האספן במהלך תהליך הסיבוב (איור 4E).

איור 4: מיקרוסקופיה פלואורסצנטית של פיגומים רב-שכבתיים. (A) תמונה פלואורסצנטית של השכבה הראשונה עם כיוון ראשוני משמאל למטה לימין למעלה; (B) תמונה פלואורסצנטית של השכבה השנייה עם כיוון סיבים לא מיושר; (C) תמונה פלואורסצנטית של השכבה השלישית עם כיוון ראשי מימין למטה לשמאל למעלה; (D) תמונה פלואורסצנטית של כל שלוש השכבות המשולבות בפיגום אחד; (E) ניתוח כיוון סיבים עבור כל שלוש השכבות (שכבה 1: כחולה; שכבה 2: ירוק; שכבה 3: אדום); הגדלה = 400x (A-D); סרגלי קנה מידה = 100 מיקרומטר (A-D). אנא לחץ כאן כדי להציג גרסה גדולה יותר של נתון זה.
{kind=link}
מדידת העובי נעשתה על 21 דגימות (איור 5A) (TEMP F3510-21). כל הדוגמאות נוצרו תוך החלת אותם פרמטרים. הטמפרטורה והלחות עשויות להיות שונות בין 20°C ל-26°C ו-26.1 °C ( 35% ו - 55% לחות, בהתאמה. התוצאות הראו עלייה ליניארית יחסית בעובי של כ-2.65 מיקרומטר לדקה.
ניסוי אחר הראה את העקביות של התוצאות לאחר 60 דקות של סיבוב תחת פרמטרים תואמים (איור 5B). הלחות והטמפרטורה עשויות להשתנות בין 35% ל-50% לחות ו-20°C עד 26°C(3°C) עד 26°C (76°F), בהתאמה. התוצאות היו פיגומים בעובי של בין 126 ל-181 מיקרומטר. העובי הממוצע היה 151.11 ± 13.17 מיקרומטר. העלייה בעובי הייתה כ-2.52 מיקרומטר לדקה, בממוצע.

איור 5: מדידת עובי. n = 21; מקדם מתאם (r) = 0.653; p** = 0.00132; (ב) עובי הדגימות לאחר 60 דקות; n = 13; קו אדום: מתכוון. אנא לחץ כאן כדי להציג גרסה גדולה יותר של נתון זה.
{kind=link}
בדיקות מתיחה של פיגומי סיבים מיושרים ולא מתואמים בוצעו בשני כיוונים, לאורך הכיוון ההיקפי ובניצב אליו. כל דיס כלל 15 דגימות. דגימות הוצאו מפיגומי המטוסים על פי DIN 53504:2017-03. העובי נמדד בשלוש נקודות שונות על כל דגימה ושימש לחישוב ערכי הכוח המרביים לכל מ"מ מרובע.
ערכי העובי נעים בין 0.03 ל-0.2 מ"מ. ההשוואה בין חוזק המתיחה האולטימטיבי גילתה הבדל משמעותי (p < 0.001) בין הכיוונים של פיגומי הסיבים המיושרים (איור 6A). הפיגומים הגיעו לחוזק מרבי של 12.26 ± 2.59 N/mm2 לאורך הכיוון ההיקפי. חוזק המתיחה הופחת ל-3.86 ± 1.08 N/mm2 בכיוון הניצב.
פיגומי סיבים לא מותאמים אינם מראים הבדל בחוזק המתיחה האולטימטיבי עבור הכיוונים השונים (F1: 7.19 ± 1.75 N/mm2, F2: 7.54 ± 1.59 N/mm2; p = 0.60). הניתוח ההשוואתי של ההתארכות בהפסקה עבור פיגומי הסיבים המיושרים גילה הבדלים משמעותיים (עמ' < 0.001) בהתנתקות בין הכיוונים (איור 6B). ההרחבה הגיעה ל-187.01 ±-39.37% בכיוון ההיקף לעומת 107.16 ±-30.04% בכיוון הניצב.
לעומת זאת, ההתארכות בהפסקה של מחצלות הסיבים הלא מיושבות חשפה יכולת הרחבה אחידה בשני הכיוונים (F1: 269.74 ± 24.78 % ; F2: 285.01 ± 25.58 %; p = 0.69). עקומות מתח-מאמץ מייצגות מראות הבדלים עצומים בהתנהגות החומר, בהתאם לכיוון שבו מופעל כוח המתיחה. מחצלות סיבים לא מיושרות הראו התנהגות אלסטית ליניארית, בעוד שמשטיחי סיבים מיושרים הראו אי-ליניאריות בכיוון הצירי.

איור 6: בדיקות מתיחה של סיבים מיושרים ולא מתואמים. n = 15; (B) התארכות בהפסקה עבור מחצלות סיבים מיושרות ולא מיושרות בכיוונים היקפיים וציריים; n = 15; (C) עקומות מתח-מאמץ מייצגות של פיגומים מיושרים ולא מתואמים, הנמשכים בכיוונים ציריים וניקפיים, בהתאמה. (***עמ' < 0.001). אנא לחץ כאן כדי להציג גרסה גדולה יותר של נתון זה.
{kind=link}
| מדדי ייצור | |||||||||
| שם | חומר | כמות | סה"כ זמן | משקל כולל [ז] | עלות [€ לק"ג] | עלות כוללת | |||
| 1 | Specimen_Mount_A | PLA רגיל | 2 | 18:19 | 159 | 51.33 € | 8.16 € | ||
| 2 | Specimen_Mount_B | PLA רגיל | 2 | 19:42 | 161 | 51.33 € | 8.26 € | ||
| 3 | אוגן אספנים | PLA מוליך | 2 | 10:40 | 95 | 99.98 € | 9.50 € | ||
| 4 | Leaflet_Inlet | PLA מוליך | 9 | 05:32 | 31 | 99.98 € | 3.10 € | ||
| סך | 29.02 € | ||||||||
טבלה 1: מדדי ייצור. טבלה המציינת כמות, זמן ייצור, כמות החומר הדרוש ועלויות עבור חלקים שהודפסו בתלת-ממד. קיצור: PLA = חומצה פולילקטית.
קובץ משלים 1: אוגן אספנים הניתן להתאמה. קובץ שלב להתאמה והדפסה של אוגן אספנים. אנא לחץ כאן כדי להוריד קובץ זה.
קובץ משלים 2: תבנית עלון. קובץ STL להדפסת תבנית עלון. אנא לחץ כאן כדי להוריד קובץ זה.
קובץ משלים 3: תושבת דגימה א'. קובץ STL כדי להדפיס דגימה הר A. אנא לחץ כאן כדי להוריד קובץ זה.
קובץ משלים 4: דגימה הר B. קובץ STL כדי להדפיס דגימה הר B. אנא לחץ כאן כדי להוריד קובץ זה.
קובץ משלים 5: אוגן אספנים. קובץ STL להדפסת אוגן אספנים. אנא לחץ כאן כדי להוריד קובץ זה.
קובץ משלים 6: חיבור מוט מתכת. שרטוט טכני לבניית מוטות מתכת מקשרים. אנא לחץ כאן כדי להוריד קובץ זה.
Discussion
הפרוטוקול המתואר מציג שני חידושים בתחום הנדסת הרקמות (הקרדיווסקולרית): ייצור בעלות נמוכה של פנטומים מודפסים בתלת-ממד לחלוטין עבור אלקטרוספינינג ושימוש באספן רב-תכליתי לייצור עלוני מסתם לב הניתנים להתאמה ורב-שכבתיים.
לאחרונה, הדפסה תלת-ממדית הפכה לכלי רב ערך לייצור ציוד מעבדה, למשל, ביו-ריאקטורים או הגדרות ייצור ובדיקה11,12. לכן, ניתן היה לייצר את מערך האלקטרוספינינג שהוצג במחקר זה בפרק זמן קצר ובתקציב סביר (טבלה 1). זה נשאר בקנה אחד עם ממצאים קודמים לייצור בעלות נמוכה של הגדרות אלקטרוספינינג באמצעות הדפסה תלת-ממדית13.
יתר על כן, למיטב ידיעתם של המחברים, זו הפעם הראשונה שחומר מוליך להדפסה תלת-ממדית שימש ליצירת אספן אלקטרוספינינג עבור עלוני מסתמי לב. עד כה, אספנים שהודפסו בתלת-ממד יוצרו על ידי סינטר לייזר מתכתי14 או באמצעות הדפסת פולימרים לא מוליכים ולאחר מכן עיבוד לאחר מכן עם ציפוי מוליך15. בניגוד לגישה חדשנית זו, נהלים אלה נמצאים בעמדת נחיתות משמעותית מכיוון שהם יקרים יותר, או נמשכים זמן רב יותר או דורשים עבודת כפיים רבה יותר.
אלקטרוספינינג תלוי במספר רב של משתנים המשפיעים על המורפולוגיה של הסיבים שנוצרו. אף על פי שמערכות אלקטרוספינינג מסחריות שונות זמינות בשוק, קבוצות מחקר רבות משתמשות בתצורות מותאמות אישית מאוד כדי להתאים לצרכים הספציפיים שלהן16. בהתחשב בכך, ייתכן שיהיה צורך להתאים את הערכים המתוארים בפרוטוקול זה (מתח, מרחק ומהירות סיבוב) עבור הגדרות בודדות ויש לראותם כנקודת התחלה ולא כערכים קבועים. יתר על כן, ידוע כי פרמטרים סביבתיים יכולים להשפיע באופן משמעותי על תוצאות אלקטרוספינינג17,18. לכן, מומלץ מאוד לשלוט לפחות בטמפרטורה ובלחות בתוך מתקן אלקטרוספינינג. תוצאות אלקטרוספינינג אופטימליות התקבלו בין 15-20% לחות יחסית בטמפרטורה שבין 21 ל -24 מעלות צלזיוס. כדי לעקוב אחר פרוטוקול זה, הציוד הבא חיוני: מנוע המסוגל להאיץ אספן במשקל של כ-300 גרם עד למהירות סיבוב של 2,000 סל"ד, משאבת מזרק המתאימה לקצבי זרימה בנפח קטן של 1-3 מ"ל/שעה, ויחידת אספקת חשמל בעלת מוט כפול המסוגלת ±20 קילו-וולט זרם ישיר (DC).
בהתאם למחקרים קודמים, ניתן היה לדמיין את המבנה הסיבי של פיגומי האלקטרוספון על ידי מיקרוסקופיה פלואורסצנטית19. ניתן היה להדגים בהצלחה את המבנה הרב שכבתי של הפיגום, כולל כיווני הסיבים המשתנים. במיוחד כאשר עובדים עם שכבות מרובות או חומרים מרובים, יש לשקול את הכנסת הצבעים הפלואורסצנטיים כהליך סטנדרטי לבקרת איכות מחמירה. זה יכול לשפר את ההערכה החזותית של התוצאות לאחר שינויים בפרמטרים או בפרוטוקול זרימת העבודה. לא ניתן להמליץ על יישום צבע בפיגומים שישמש להערכת in vivo או in vitro . זה חשוב כדי למנוע הפרעה עם שיטות אנליטיות מבוססות.
לחיקוי מורפולוגיה טבעית של מסתמי לב יש חשיבות רבה כדי לייצר שכפול מהונדס רקמה שישמש כתותבת מסתם לב (איור 4B). הוכח כי לגיאומטריית השסתומים הספציפית יש השפעה גבוהה על שיפוץ in vivo 20. בהקשר זה, הדפסה תלת-ממדית של גיאומטריית העלון עבור אלקטרוספינינג היא בעלת יתרון, שכן איטרציות קלות ומהירות ליישום. אפילו ייצור של גיאומטריות מסתם מותאמות אישית מתקבל על הדעת ופיתוח מאוחר יותר של מודלים תלת ממדיים בודדים ומותאמים אישית של הפרעות במסתמי הלב, למשל, למטרות הוראה, אפשרי.
שיפור נוסף של תכונות מסתם הלב המהונדס על ידי רקמות עומד במרכז מאמצי המחקר הנוכחיים, שכן מספר קבוצות מחקר עבדו על פיתוח פיגומים רב שכבתיים עם אוריינטציות סיבים מוגדרות. Masoumi et al. ייצרו פיגומים מרוכבים משכבת סבקט פוליגליצרול יצוקה ומחצלות סיבי אלקטרוספון פוליקפרולקטון (PCL)21. לפיכך, ניתן ליצור שכבה משולשת משתי שכבות אלקטרו-ספון מכוונות המופרדות על ידי יריעה של פוליגליצרול סבקט מיקרו-פבריקטי. עם זאת, בניגוד לפיגומים שעל היד, הם לא היו בצורת תלת-ממד ולא חיקו כראוי את השכבה האמצעית (spongiosa). גישה נוספת לייצור מסתם לב מהונדס רקמות ביולוגיות נקטה על ידי Jana et al.22,23. הם ייצרו בהצלחה פיגומים תלת-שכבתיים עם סיבים מכוונים באמצעות קולטי אלומיניום עבור אלקטרוספינינג מבוסס PCL. שוב, פיגומים אלה הציגו גם פגמים מורפולוגיים, שכן יש להם רק מראה דו-ממדי, והפיגום הסופי מתפשט על ידי חישורים.
אף על פי שהפרוטוקול מספק מידע מפורט על האופן שבו מיוצרים עלונים תלת-ממדיים ותלת-שכבתיים של מסתמי לב, נדרשים מספר שלבים נוספים ליצירת תותבת מסתם לב ממשית. סטנט בקוטר 24 מ"מ מומלץ עבור העלונים המתוארים כאן. משלימים את הסטנט המשמש, ניתן לספק את העלונים עם מבני תמיכה נוספים לתפירה. כדי לאפשר גמישות מרבית, העלונים המוצגים כאן אינם מותאמים אישית לתכנון סטנט ספציפי. ניתן לעשות זאת פשוט על ידי שינוי התבנית באמצעות תוכנת CAD.
למרות שהיא משמשת להנדסת רקמות מסתם לב, השיטה המוצגת תהיה ישימה בקלות עבור תצורות אלקטרוספינינג באורתופדיה24, אורולוגיה25, אף אוזן גרון26 ואחרים. ייצור של מבנים תלת-ממדיים מתוחכמים ו/או מותאמים אישית אפשרי על ידי יישום של אספנים אחרים שהודפסו בתלת-ממד. למרות שהחומר של האספן השתנה, העיקרון של אלקטרוספינינג נשאר שלם27. לכן, השימוש בפולימרים שונים אפשרי תיאורטית, אם כי ייתכן שיהיה צורך בהתאמת הפרמטרים של אלקטרוספינינג.
בסך הכל, הפרוטוקול המוצג מתאר דרך קלה וחסכונית לייצור עלוני מסתם לב רב שכבתיים. היישום של הדפסה תלת-ממדית מאפשר הסתגלות מהירה ושינויים של האספן והתוספות. זה מאפשר ייצור של תותבות ספציפיות למטופל ללא תהליך ייצור מסובך של, למשל, אספני מתכות. ניתן ליצור דגימות מרובות בריצה אחת בתנאים זהים. לכן, ניתן לבצע בדיקות הרסניות חומריות על הדגימות עם היתרון של העובדה שנותרו (כמעט) זהות לבניית השסתום בפועל. הכללת קבצי ההדפסה כקבצים משלימים במחקר זה נועדה לתמוך בהתקדמותם של פיגומי מסתם לב רב שכבתיים. לטכניקת האלקטרוספינינג החדשה הזו יש גם פוטנציאל גבוה לתחומים אחרים של רפואה רגנרטיבית, שכן אספנים שעברו שינוי ותבניות מסתובבות אחרות שהודפסו בתלת-ממד קל ליישום.
Disclosures
המחברים מצהירים על היעדר ניגודי עניינים.
Acknowledgements
עבודה זו נתמכה על ידי תוכנית המדענים הקלינאים ברפואת כלי דם (PRIME), במימון דויטשה פורשונגסגמיינשאפט (DFG, קרן המחקר הגרמנית), פרויקט מספר MA 2186/14-1.
Materials
| Name | Company | Catalog Number | Comments |
| BTC-FR2.5TN.D09 | ZwickRoell GmbH & Co. KG | Traction engine (Tensile tests) | |
| C5-E Motor Controller | Nanotec Electronic GmbH & Co. KG | Motor controll unit | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelectronik GmbH | Power Supply Unit Anode | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelektronik GmbH | Power Supply Unit Kathode | |
| Conductive Composite PLA | ProtoPasta | Conductive PLA | |
| Cura 4.7.1 | Ultimaker BV | Slicing Software Ultimaker, step 1.1.2 | |
| DAPI Stock Solution c = 0.1 mg/mL | Sigma-Aldrich Chemie GmbH | DAPI | |
| Disposable Scalpel No. 23 | FEATHER | Scalpel | |
| Fluorescein (C.I. 45350) M 376.28 g/mol | Carl Roth GmbH + Co. KG | Fluorescein | |
| Fume Hood as per DIN 12924 Class 2 | Köttermann GmbH | Fume Hood | |
| Leica Applicatin Suite X 3.5.5.19976 | Leica Microsystems GmbH | Software for Confocal Laser Scanning Microscope | |
| Luerlock Syringe 20 mL | BD Plastipak | Luerlock Syringe | |
| Metal needle plane 2.50/2.00 x 20 mm | Unimed S.A. | Needle with plane tip | |
| Montage-complet-tubes; inner diameter x outer diameter: 1/16" x 1/8", length 1.000 mm | Bohlender GmbH | F740-28 | Solvent resistant tubes |
| N,N-Dimethylformamide ≥99.8% | Sigma-Aldrich Chemie GmbH | Dimethylformamide | |
| Pellethane 2363 80AE | Velox GmbH Hamburg | Polyurethane | |
| PLA | Ultimaker BV | PLA | |
| Plug&Drive Studio (1.0.4) | Nanotec Electronic GmbH & Co. KG | Motor operation software | |
| SEM Evo LS 10 | Zeiss MicroImaging GmbH | Scanning Electron Microscope | |
| SHT 31-D | Adafruit Industries | Temperature and Humidity Sensor | |
| SolidWorks 2020 CAD Software | Dassault Systèmes | Commercial CAD Software | |
| Sulforhodamine 101 50 mg | Sigma - Aldrich | S 7635 | Texas Red |
| Syringe Pump Model: Fusion 100 | Chemyx Inc. | Syringe Pump | |
| TCS SP8 inverted CEL BMi8 | Leica Microsystems GmbH | Confocal Laser Scanning Microscope | |
| testXpert V11.02 | ZwickRoell GmbH & Co. KG | Software Tensile Test | |
| Tetrahydrofuran ≥99.9% | Sigma-Aldrich Chemie GmbH | Tetrahydrofuran | |
| Type 1511530000202 #980361 | Binder Labortechnik GmbH | Heating Cabinet | |
| Ultimaker 3 Extended | Ultimaker BV | 3D Printer |
References
- Van Camp, G. Cardiovascular disease prevention. Acta Clinica Belgica. 69 (6), 407-411 (2014).
- Iung, B., Vahanian, A. Epidemiology of valvular heart disease in the adult. Nature Reviews Cardiology. 8 (3), 162-172 (2011).
- Fioretta, E. S., et al. Cardiovascular tissue engineering: From basic science to clinical application. Experimental Gerontology. 117 (1), 1-12 (2019).
- Xue, J., Wu, T., Dai, Y., Xia, Y. Electrospinning and electrospun nanofibers: methods, materials, and applications. Chemical Reviews. 119 (8), 5298 (2019).
- Grande, D., Ramier, J., Versace, D. L., Renard, E., Langlois, V. Design of functionalized biodegradable PHA-based electrospun scaffolds meant for tissue engineering applications. New Biotechnology. 37, 129-137 (2017).
- Tara, S., et al. Well-organized neointima of large-pore poly(l-lactic acid) vascular graft coated with poly(l-lactic-co-ε-caprolactone) prevents calcific deposition compared to small-pore electrospun poly(l-lactic acid) graft in a mouse aortic implantation model. Atherosclerosis. 237 (2), 684-691 (2014).
- Voorneveld, J., Oosthuysen, A., Franz, T., Zilla, P., Bezuidenhout, D. Dual electrospinning with sacrificial fibers for engineered porosity and enhancement of tissue ingrowth. Journal of Biomedical Material Research. 105 (6), 1559-1572 (2017).
- Kishan, A. P., Cosgriff-Hernandez, E. M. Recent advancements in electrospinning design for tissue engineering applications: A review. Journal of Biomedical Materials Research. 105 (10), 2892-2905 (2017).
- Sacks, M. S., David Merryman, W., Schmidt, D. E. On the biomechanics of heart valve function. Journal of Biomechanics. 42 (12), 1804-1824 (2009).
- Buchanan, R. M., Sacks, M. S. Interlayer micromechanics of the aortic heart valve leaflet. Biomechanics and Modeling in Mechanobiology. 13 (4), 813-826 (2014).
- Gensler, M., et al. 3D printing of bioreactors in tissue engineering: A generalised approach. PLoS One. 15 (11), 0242615 (2020).
- Grab, M., et al. Customized 3D printed bioreactors for decellularization-High efficiency and quality on a budget. Artificial Organs. 45 (12), 1477-1490 (2021).
- Huang, J., Koutsos, V., Radacsi, N. Low-cost FDM 3D-printed modular electrospray/electrospinning setup for biomedical applications. 3D Printing in Medicine. 6 (1), 8 (2020).
- Fukunishi, T., et al. Preclinical study of patient-specific cell-free nanofiber tissue-engineered vascular grafts using 3-dimensional printing in a sheep model. Journal of Thoracic and Cardiovascular Surgery. 153 (4), 924-932 (2017).
- Jana, S., Lerman, A. In vivo tissue engineering of a trilayered leaflet-shaped tissue construct. Regenerative Medicine. 15 (1), 1177-1192 (2020).
- Hasan, A., et al. Electrospun scaffolds for tissue engineering of vascular grafts. Acta Biomaterialia. 10 (1), 11-25 (2014).
- Wang, X., Ding, B., Yu, J., Yang, J. Large-scale fabrication of two-dimensional spider-web-like gelatin nano-nets via electro-netting. Colloids and Surfaces B: Biointerfaces. 86 (2), 345-352 (2011).
- Yang, G. -. Z., Li, H. -. P., Yang, J. -. H., Wan, J., Yu, D. -. G. Influence of working temperature on the formation of electrospun polymer nanofibers. Nanoscale Research Letters. 12 (1), 55 (2017).
- Ekaputra, A. K., Prestwich, G. D., Cool, S. M., Hutmacher, D. W. Combining electrospun scaffolds with electrosprayed hydrogels leads to three-dimensional cellularization of hybrid constructs. Biomacromolecules. 9 (8), 2097-2103 (2008).
- Motta, S. E., et al. Geometry influences inflammatory host cell response and remodeling in tissue-engineered heart valves in-vivo. Scientific Reports. 10 (1), 19882 (2020).
- Masoumi, N., et al. Tri-layered elastomeric scaffolds for engineering heart valve leaflets. Biomaterials. 35 (27), 7774-7785 (2014).
- Jana, S., Lerman, A. Behavior of valvular interstitial cells on trilayered nanofibrous substrate mimicking morphologies of heart valve leaflet. Acta Biomaterialia. 85, 142-156 (2019).
- Jana, S., Franchi, F., Lerman, A. Trilayered tissue structure with leaflet-like orientations developed through in vivo tissue engineering. Biomedical Materials. 15 (1), 015004 (2019).
- Zhou, Y., Chyu, J., Zumwalt, M. Recent progress of fabrication of cell scaffold by electrospinning technique for articular cartilage tissue engineering. International Journal of Biomaterials. 2018, 1953636 (2018).
- Zamani, M., Shakhssalim, N., Ramakrishna, S., Naji, M. Electrospinning: application and prospects for urologic tissue engineering. Frontiers in Bioengineering and Biotechnology. 8, 579925 (2020).
- Heilingoetter, A., Smith, S., Malhotra, P., Johnson, J., Chiang, T. Applications of Electrospinning for Tissue Engineering in Otolaryngology. Annals of Otology, Rhinology & Laryngology. 130 (4), 395-404 (2020).
- Xue, J., Xie, J., Liu, W., Xia, Y. Electrospun nanofibers: new concepts, materials, and applications. Accounts of Chemical Research. 50 (8), 1976-1987 (2017).
Reprints and Permissions
Request permission to reuse the text or figures of this JoVE article
Request PermissionExplore More Articles
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. All rights reserved