
Method Article
3Dプリンティングとエレクトロスピニングを組み合わせて、生体模倣心臓弁リーフレットを製造
要約
提示された方法は、3次元(3D)足場(例えば、心臓弁小葉)における生体模倣繊維構造を工学するための革新的な方法を提供する。3Dプリントされた導電性形状を使用して、形状と寸法を決定しました。繊維配向および特性は、層ごとに個別に調整可能であった。1つのセットアップで複数のサンプルを製造できます。
要約
エレクトロスピニングは、調整可能な特性を有する(マイクロ)繊維状足場を作成する可能性を提供するため、心臓血管組織工学において広く使用されている技術となっている。この研究の目的は、導電性の3Dプリントコレクターを使用して、人間の心臓弁リーフレットの建築繊維特性を模倣した多層足場を作成することでした。
大動脈弁尖頭のモデルは、市販のコンピュータ支援設計(CAD)ソフトウェアを使用して作成されました。導電性ポリ乳酸を使用して、3Dプリントされたリーフレットテンプレートを作製しました。これらのカスプネガは、特別に設計された回転電界紡績マンドレルに統合されました。ポリウレタンの3つの層がコレクター上で回転し、人間の心臓弁の繊維配向を模倣した。表面及び繊維構造は走査型電子顕微鏡(SEM)で評価した。蛍光色素の適用により、多層繊維構造の顕微鏡可視化がさらに可能になりました。足場の生体力学的特性を評価するために引張試験を実施した。
エレクトロスピニングリグに不可欠な部品の3Dプリントは、低予算で短時間で可能でした。このプロトコールに従って作成された大動脈弁尖頭は3層構造で、繊維径は4.1±1.6μmで、SEMイメージングにより繊維の分布が均一であることが明らかになりました。蛍光顕微鏡は、異なる配列の繊維を有する個々の層を明らかにし、各層は所望の繊維構成に正確に到達した。作製された足場は、特にアライメントの方向に沿って高い引張強度を示した。さまざまなコレクターの印刷ファイルは、補足ファイル 1、補足ファイル 2、補足ファイル 3、補足ファイル 4、および 補足ファイル 5 として使用できます。
高度に専門化されたセットアップとワークフロープロトコルにより、複雑な繊維構造を持つ組織を複数の層にわたって模倣することが可能です。3Dプリントされたコレクターで直接回転することで、低い生産コストで3D形状を製造する際にかなりの柔軟性が得られます。
概要
心血管疾患は、西側諸国における主要な死因である 1。この分野では広範な研究が行われていますが、変性心弁膜症の負担は今後数年間でさらに増加すると推定されています2。外科的または介入的な心臓弁置換術は、治療の選択肢として可能である。この時点で、機械的および生体補綴的心臓弁が利用可能であり、両方とも個々の欠点を有する。機械弁は血栓形成性であり、生涯にわたる抗凝固を必要とする。生物学的弁は抗凝固を必要としないが、それらはリモデリングの欠如、高い石灰化速度、および付随する分解を示す3。
組織工学的心臓弁は、in vivoリモデリングを可能にする微細繊維足場を体内に導入することによって、これらの欠点に対処できるかもしれない。エレクトロスピニング(ESP)、脱細胞化、マイクロモールディング、スプレー、ディップコート、3Dバイオプリンティングなど、さまざまな方法が利用可能です。これらの方法は、特定のプロパティを作成するため、安価で高速であること、または単に代替手段がないために選択できます。方法と材料を組み合わせて、より複雑な構造を作成することもできます4。例えば、ESPは組織工学における足場を作成するための標準的な技術であり、異なる材料の組み合わせや繊維径、繊維配向、および気孔率の調整を可能にしています4。さらに、様々な後処理技術により、最適化された組織リモデリング、改善された血液適合性、およびエレクトロスパン足場5、6、7の調整可能な生分解が可能になる。
基本的なESPは、ファイバアライメントの程度および得られるファイバ直径8に直接影響する静的または回転コレクタのいずれかを使用する。製造上の制限により、従来のESP回転コレクタは、回転ドラム、ディスク、ワイヤ、または金属棒で構成されています。3Dプリンティングの導入により、従来の製造技術によって制限されない、より個別化されたコレクター形状の作成が可能になります。この個別化は、心臓弁リーフレットなどの3D構造の作成に特に役立ちます。
ヒト心臓弁小葉の自然な三層構造(線維症、海綿状疱疹、心室)は、心臓周期中にそれらがさらされる機械的力および剪断ストレスに対する組織の応答である9,10。薄層線維症の繊維は円周方向に配向しているのに対し、薄層海綿骨の繊維はランダムに整列しており、薄層心室の繊維は放射状に配向している。したがって、対応する繊維配向を有する三重層が、組織工学的足場におけるこれらの弁の特性を模倣するために提案される。
ワークフロープロトコルは、3D印刷とエレクトロスピニングを使用して3層の3D心臓弁リーフレットを製造する革新的な方法を説明しています。さらに、すべての層で正確な繊維配向を保証するために、品質管理ステップが提示されます。
プロトコル
1. 準備作業
- 3Dプリンティング
注: 以下の手順では、この原稿で補足ファイル1、補足ファイル2、補足ファイル3、補足ファイル 4、および補足ファイル5として提供されている「標準三角形言語」(STL) ファイル をダウンロードする必要があります。コレクタ パーツは STL ファイルとして提供されます。接続フランジは「製品モデルデータの交換のためのSTandard」(STEP)ファイルとして提供され、個々のセットアップに合わせてコレクタを調整できます。さらに、中央金属棒の技術図面は、 補足ファイル6として従来の製造のために提供されている。- スライスソフトウェア( 材料表を参照)を開き、非導電性ポリ乳酸(PLA)と0.4mmノズル用のアクティブプリントヘッドを構成します。
メモ: スライシングソフトウェア、フィラメント、ノズルの直径は、使用可能な 3D プリンタによって異なる場合があります。 - STLファイル Specimen_mount_A(補足ファイル3) と Speciment_mount_B(補足ファイル4) をスライスソフトウェアにアップロードします。
- モデルを回転させて、三角形のサーフェスがビルドプレートに配置されるようにします。
- すべての部品にマークを付け、右クリックして「選択したモデルを乗算」を選択します。プロンプトの「コピー数」に「1」と入力し、「OK」をクリックします。合計 4 つのモデルをビルド プレートに配置します。
- スライスの厚さを 0.1 mm、壁の厚さを 1 mm、インフィル密度を 40% に設定し、[ サポートを生成] ボックスのチェックを外します。
- スライスボタン|[リムーバブルに保存] を選択すると、印刷ファイルが USB ドライブに保存されます。
- 非導電性PLAをプリンタにロードし、印刷ファイルを起動します。
- 印刷が完了したら、ビルドプレートからモデルを取り出し、下隅に反りがないか確認します。
- スライスソフトウェアで、材料パラメータを保持し、モデルを Collector_Flange(補足ファイル1 および 補足ファイル5) および Leaflet_Template(補足ファイル2)に置き換えます。
- フランジを回転させて、平らな円形のサーフェスがビルドプレートに当たるようにします。さらに、リーフレットテンプレートを回転させて、正方形の表面がビルドプレートに直接配置されるようにします。
- フランジにマークを付け、ステップ 1.1.4 のようにモデルを乗算します。「1 」 と入力すると、構築プレート上のフランジモデルのコピー 1 個 とオリジナル 1 個を受け取ります。
- リーフレット モデルにマークを付け、 8 を掛けると、1.1.4 で説明されている手順に従って、合計 9 つのリーフレット モデルを受け取ります。
- スライスの厚さを 0.1 mm、壁の厚さを 1 mm、インフィル密度を 80% に設定し、[サポートを生成]ボックスのチェックを外します。
- スライスボタン|[リムーバブルに保存] を選択すると、新しい印刷ファイルが USB ドライブに保存されます。
- 導電性PLAをプリンタにロードし、印刷プロセスを開始します。
- 印刷が完了したら、ビルド プレートからモデルを取り出します。リーフレットネガティブの底部にある個々のフィラメント繊維がリーフレットモデルに存在する場合は、ワイヤーカッターで慎重に取り除きます(サポート構造が使用されていないため)。
- スライスソフトウェア( 材料表を参照)を開き、非導電性ポリ乳酸(PLA)と0.4mmノズル用のアクティブプリントヘッドを構成します。
- 紡糸原液
注意:テトラヒドロフラン(THF)およびジメチルホルムアミド(DMF)は有害な溶媒であり、吸入したり皮膚に接触させたりしないでください。耐溶剤性の手袋と保護ゴーグルの取り扱い中は、着用することを強くお勧めします。それらを扱うときは、非常に揮発性であるため、排気フードの下で作業してください。- 排気フードの下にスケールを置き、その上に200 mLのスクリューキャップガラス瓶を置きます。スケールを風袋にする。
- 50 mL の DMF と 50 mL の THF をガラス瓶に注ぎます。なお、溶媒の重量。
- ボトル内に磁気バーを置き、ボトルをマグネチックスターラーの上に置き、スイッチを入れます。
- 注記された重量に0.15(= 15% w/v)を掛け、対応する量のポリウレタン(PU)を溶媒混合物(DIN 1310)の入ったガラス瓶にゆっくりと移す。
- ボトルを閉じ、室温で少なくとも12時間攪拌して、均一な溶液を得る。
2. エレクトロスピニングのセットアップ
- 集会
注:提示されたコレクターで作成されたリーフレット足場は比較的小さいため、大口径ドラムマンドレル(D:110 mm)をオプションで使用することをお勧めします。これにより、より大きく多層の足場の作成が可能になり、顕微鏡的、生体適合性、および生体力学的評価に有益である。- 3D プリント部品と 6 本の M3 x 15 ネジを使用してコレクタを組み立てます。
- 3 本のネジを使用して、金属棒をフランジの 1 つに固定します。
- 金属製のバーの間に 1 本の Specimen_mount_B をスライドさせます。テンプレートのスペースがフランジの反対方向を向いていることを確認します。
- Specimen_mount_Bの3つのスロットに心臓弁リーフレットテンプレートを埋めます。
- Specimen_mount_Aを上に置き、スペースをテンプレートで埋めます。
- 別の Specimen_mount_A をスライドさせ、スペースにテンプレートを入力します。
- テンプレートを固定するには、2 番目の Specimen_mount_B を一番上に置きます。
- 2 番目のフランジを上に置き、M3 ネジを使用して固定します。
メモ: リーフレットテンプレートがすべて同じ方向(リーフレットの直線エッジが金属棒に平行)に向いていることを確認します。 - 組み立てたリーフレットコレクタをエレクトロスピニングセットアップに置き、フランジをモーター軸(M6ネジとウィングナットなど)にしっかりと固定します(図1)。
警告: 導電性の PLA は通常の PLA よりも脆いため、カチッと音がしないように、材料に圧力をかけるボルトを締めるときは、1.4 Nm のトルクレンチを使用してください。 - 針ホルダーをコレクターから30cm離して置きます。
- 針ホルダーに平らな先端を持つ14ゲージ(G)の針を固定し、コレクターの軸の高さに固定します。
- 柔軟で耐溶剤性(例えば、ポリテトラフルオロエチレン(PTFE))チューブを針のルアーロックポートに接続します。
注:DMFおよびTHFは多くのプラスチックを溶解します。これらの溶剤を扱うときは、耐溶剤性材料、例えば金属やガラス工具を使用する必要があります。プラスチック製の工具(シリンジやチューブなど)が必要な場合は、耐溶剤性の材料を使用してください。 - チューブをシリンジポンプに導き、後でポリマー充填シリンジを接続します。
- 電源機構装置 (PSU) の接続
警告: セットアップ中は、電源装置が主電源から外されていることを確認してください。- 2本のシールド付き高電圧ケーブルを電源のアノードとカソードに接続します。
- ワニクリップを使用して、カソード(-ポール)に接続されたケーブルを14Gニードルに接続します。クリップと針の接続を確認します。次に、干渉を避けるために、高電圧ケーブルが回転領域の外側に流れるようにガイドします。
- クロコダイルクリップと2本目の高圧ケーブルを使用してコレクタをアノード(+ポール)に接続します。スリップリングまたはスリップケーブルを使用したスライド接点を使用して、コレクターのフランジに接触を作成します。
- シリンジの調製
メモ: この手順は、紡績プロセスが開始される直前に実行する必要があります。- 20 mL のルアーロックシリンジに、ステップ 1.2 で調製した紡糸溶液を充填します。
- シリンジを耐溶剤性チューブに接続し、針の先端に液滴が見えるまで溶液を手動でチューブシステムに押し込みます。
- シリンジをシリンジポンプに入れます。ポンプの電源を入れた後、次のパラメータを入力します: 直径:19.129 mm。 容量:5ミリリットル; 速度3キロ/時。
3. エレクトロスピニングプロセス
- モーターテスト走行
メモ: 3D プリントを使用してコレクターを製造すると、コレクターの中心から外れた動きが発生する可能性があります。したがって、低回転速度で高電圧なしでテスト走行することを強くお勧めします。- コンピュータのアイコンをダブルクリックして、モータ制御ソフトウェアを開きます。
- [接続] ボタンをクリックして、モーター コントロール に接続します 。
- 接続後、 プロファイル速度 操作モードを選択し、画面の左上隅にある [操作 ]タブをクリックします。
- 赤い線で囲まれたクイックストップボタンの下にある[プロファイル速度]タブを選択します。次の設定を入力します: 目標速度: 200 rpm;プロファイル加速度:100;プロファイル減速:200;クイックストップ:5000。
メモ: 回転方向は針側で上向きにする必要があり、「目標速度」フィールドの記号を「+」から「-」に変更することで調整できます。 - テスト実行を開始し、コレクタにアンバランスがないか確認します。コレクターがスムーズに実行される場合は、プロトコルに進みます。それ以外の場合は、モーターを停止し、ステップ 2.1.9 の説明に従ってコレクターを再調整します。
- スイッチオン有効ボタンをクリックしてモーターを停止し、目標速度を2,000rpmに変更します。
- 製造プロセス
注:エレクトロスピニングは、環境パラメータに大きく依存するプロセスです。最適な電界紡糸結果は、21〜24°Cの温度で15〜20%の相対湿度の間で得られた。- 最初のレイヤー
メモ:セットアップ段階で、PUの乾燥した液滴が針の先端に形成された可能性があります。必要に応じて、長い非導電性ツールを使用して液滴を取り外します。- モータ制御ソフトウェアで、[ 操作を有効にする] ボタンをクリックしてモータの電源を入れます。
- 高電圧電源をオンにし、アノードとカソードの両方の電圧を調整します:マイナス極(針):18 kV。プラスポール(コレクタ):1.5キロバイト。
- シリンジポンプを3mL/hの流量で始動します。
- タイマーを 20 分に設定します。
- テーラーコーンの形成のために針先を観察します。針先のコーンの形状に応じて、安定したテーラーコーンが確立されるまで、カソードでの電圧を±100V刻みで調整します。
メモ: ドロップがハングしている場合、電圧は低すぎます。ただし、非定常的な流れは、電圧の設定が高すぎることを示している可能性があります。 - カスプテンプレートが繊維で十分に覆われるまで20分間待ちます。
- シリンジポンプの電源を切ります。
- 電源スイッチを反転して、PSU の電源をオフにします。
- モーター制御ソフトウェアの [ オンに切り替え] ボタンをクリックして、モーターを停止します。
警告: システム内の可動部品による怪我を防ぐため、コレクタが完全に停止するまで待って試験チャンバを開いてください。
- 第2層
- モータ制御ソフトウェアで、入力フィールドの ターゲット速度を10rpm に変更します。
- 手順 3.2.1.1-3.2.1.9 を繰り返します。
- 第3層
注:足場が完全に乾く前に、足場は機械的ストレスに非常に敏感です。ステップ 3.2.3.2-3.2.3.6 を実行するときは、十分に注意してください。これらの手順では、足場が役に立たなくなる可能性があるため、足場/繊維に触れないでください。- コレクタフランジをモータ軸に接続するネジを慎重に開き、チラシコレクタ(図2B)をエレクトロスピニング装置から取り外します。
- メスを使用して、各リーフレットテンプレートの外側の輪郭に沿ってエレクトロスピニングされた繊維を切断する(図2C)。
- コレクターの片側にあるフランジを取り外します。
- 3D プリントされたインサートを引き出し、リーフレットテンプレートを非導電性の三角形ホルダーから分離します。
- すべてのリーフレットテンプレートを 90° 回転させ、コレクターを組み立て直します。
- コレクタをエレクトロスピニングセットアップに挿入し、しっかりと固定します。
- 繰り返しますが、紡績プロセスを続行する前に、アンバランスがないか確認してください。
- モータ制御ソフトウェアで、入力フィールドの ターゲット速度 を 2,000 rpm に変更します。
- 手順 3.2.1.1-3.2.1.9 を繰り返します。
注:エレクトロスピニングプロセスを完了した後、チューブの目詰まりを防ぐために、チューブと針を純粋なDMFで洗い流すことを強くお勧めします。
- 蛍光染色足場(オプション)
注:蛍光染料は、従来の蛍光顕微鏡下で繊維を見えるようにするために使用されます。これは、メソッドの実装中および新しい設定が適用された後の品質管理にのみ必要です。確立された設定を使用して足場を製造する場合、蛍光色素の使用は推奨されません。- ステップ1.2で調製した紡糸原液を別々のボトルに3等分に分割する。
- スケールを使用して、ポリマー溶液のグラム(0.1重量%)ごとに1mgの蛍光色素を測定する。3つの蛍光色素(すなわち、フルオレセイン、テキサスレッド、4',6-ジアミジノ-2-フェニルインドール[DAPI])について繰り返します。
- 紡糸溶液に染料を加え、ボトルの蓋を閉め、2〜3時間または均質化するまで攪拌する。
注:蛍光染料が退色するのを防ぐために、マグネチックスターラーの上に不透明なカバーを置くことによって、紡糸溶液をできるだけ光から保護してください。蛍光染色足場のプロセスは、ステップ3.2.1-3.2.3で説明されている標準的なプロセスと非常によく似ています。 - ステップ3.2.1で、標準シリンジを、第1の蛍光色素を含む紡糸溶液で満たされたシリンジと交換する。
- ステップ 3.2.2 で、現在使用されているチューブと針を、新しいチューブと針またはクリーニング済みのチューブと針と交換します。続いて、第2の蛍光色素を含む紡糸原液を入れたシリンジをシリンジポンプに入れる。
- ステップ3.2.3で再度、チューブと針を新しいものまたは洗浄したものと交換し、シリンジを3番目の蛍光色素を含む紡糸溶液で満たされたものと交換します。
注:製造プロセス中の遅延を避けるために、3組のチューブと針を使用することは有益です。あるいは、チューブおよび針を、蛍光色素を含む紡糸溶液が系内に残らなくなるまで、層の製造の間にTHFおよびDMFで完全にフラッシュすることができる。
- 最初のレイヤー
4. 後処理とサンプル取得
- 後処理スキャフォールド
- 電界紡糸装置からコレクタを取り外します。
- メスを使用して、ステップ 3.2.3.2 の説明に従って、各テンプレートをその基部で自由に切り取ります。
- 上記のようにコレクターを開き、テンプレートをベースにしてトレイに置きます。
- トレイを乾燥キャビネットに入れ、40°Cで一晩置く。
- サンプルが完全に乾燥したら、メスを使用してリーフレットテンプレートの端に沿って慎重に切断し、余分な繊維を除去します。
- その後、テンプレートのリーフレット足場を慎重に剥がし、さらなる処理のためにトレイの上に置きます。
結果
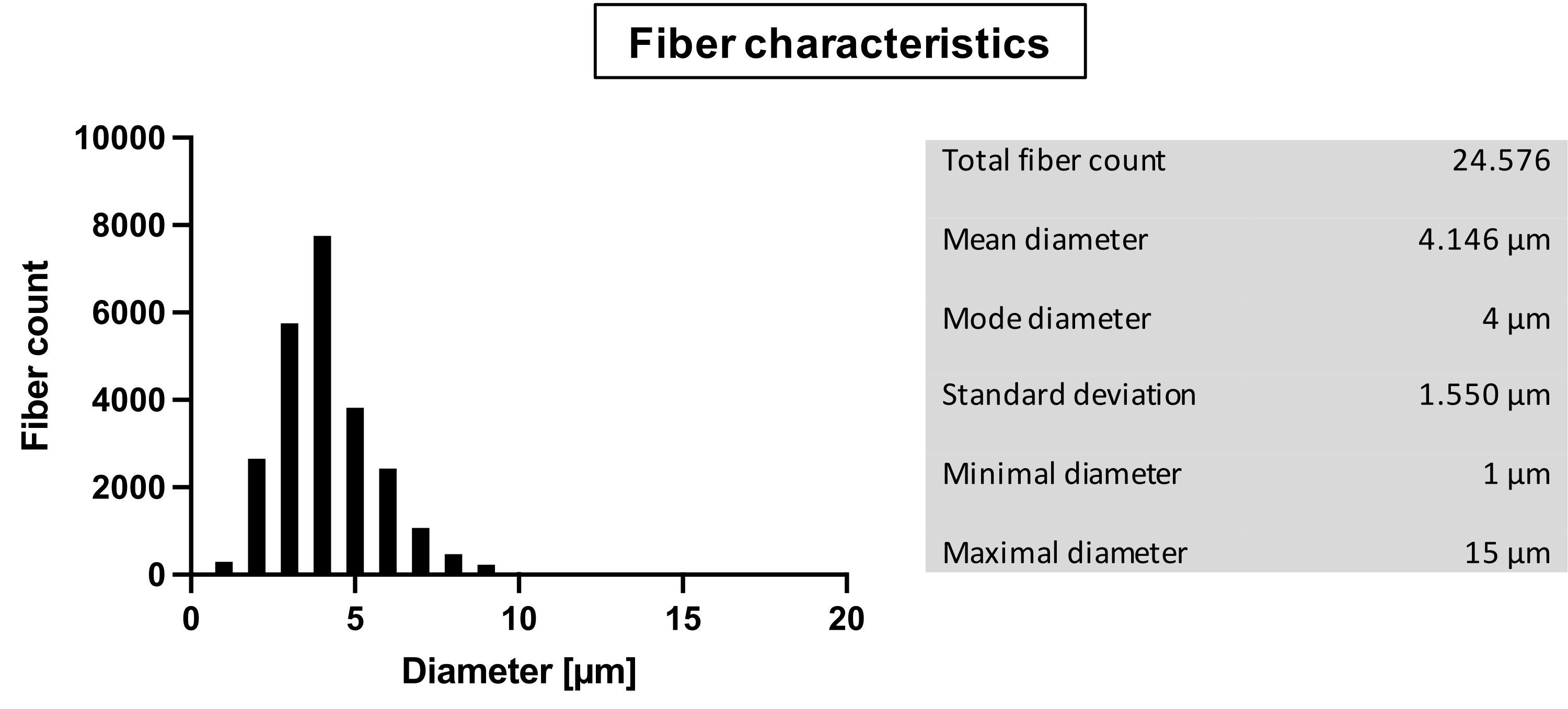
このプロトコルは、心臓弁の心臓血管組織工学に使用するための三重チラシ足場の開発を目的としています。これは、天然のヒト心臓弁における3つの層のコラーゲン構成を模倣する。各層は、全体の直径が4.1~1.6μmの繊維±成しています(図1)。

図1:ファイバ特性 繊維の分析:総繊維数;直径 (μm): 平均、最頻値、標準偏差、最小直径、最大直径。 この図の拡大版を表示するには、ここをクリックしてください。
{kind=link}
リーフレットテンプレートは、Ø 24 mm大動脈弁補綴物に適合するように設計されています(図2C)。乾燥後、リーフレット足場は3D心臓弁尖頭の形状を維持しました(図3A)。

図2:エレクトロスピニングのセットアップ。 (A)ロータリーセットアップで組み立てられた3Dプリントコレクター。(B)3D印刷可能なコレクタのCADレンダリング。(c) Bに示すネガティブな心臓弁小葉のCADレンダリング;三角形はズームイン部分を示します。略語: CAD = コンピュータ支援設計。 この図の拡大版を表示するには、ここをクリックしてください。
{kind=link}
SEMイメージングは、整列層および非整列層を評価するために使用した(TEMP F3512−21)。写真は足場の3箇所で100倍、500倍、2,000倍の倍率で撮影しました。整列した繊維足場は、滑らかな表面と円周方向の厳密な配向で表示されます(図3B)。繊維配向に対する2,000倍の画像の視覚的分析は、繊維の一次配向を確認する(図3C)。非配向繊維足場は、整列繊維と比較して同様に滑らかな表面を示す。繊維配向は乱れており、繊維間の交点が目立ちます(図3D)。その後の視覚的分析により、一次配向が見えない繊維の位置合わせがないことが確認されました(図3E)。

図3:エレクトロスピニングリーフレットとSEMイメージング 。 (A)エレクトロスピニング多層リーフレットおよび3Dプリントリーフレットコレクター。(b)未配向繊維のSEM像(倍率1,000倍);(c)非配向繊維の繊維配向解析;(d)配向繊維のSEM像(倍率1,000倍);(e)配向繊維の繊維配向解析。スケールバー = 10 mm (A)、100 μm (B、D)。略号:SEM=走査型電子顕微鏡。 この図の拡大版を表示するには、ここをクリックしてください。
{kind=link}
蛍光染色された多層足場のイメージングにより、異なる繊維配向を有する3つの個々の層が明らかになった(図4D)。最下層(図4A;青)は、繊維間の交点がほとんどない水平配向で整列した繊維を示しています。中間層(図4B、緑色)は、一次繊維配向のない未配向繊維を示す。最上層(図4C;赤)は、垂直配向で整列した繊維を示す。最上層と最下層の視覚的分析により、2つの層間の平均角度が89°であることが明らかになり、これは紡糸プロセス中のコレクタの90°回転に従っています(図4E)。

図4:多層足場の蛍光顕微鏡観察。 (A)左下から右上への一次配向を有する第1層の蛍光画像;(b)非配向繊維配向を有する第2層の蛍光画像;(c)右下から左上への一次配向を有する第3層の蛍光画像;(d)1つの足場に組み合わされた3層すべての蛍光画像;(E)3層すべての繊維配向解析(層1:青;レイヤー 2: 緑;レイヤー 3: 赤);倍率 = 400倍(A-D);スケールバー = 100 μm (A-D)。この図の拡大版を表示するには、ここをクリックしてください。
{kind=link}
厚さ測定は、21サンプル(図5A)について行った(TEMP F3510-21)。すべてのサンプルは、同じパラメータを適用して作成されました。温度と湿度は、それぞれ20.3°Cと26.1°C、湿度35%と55%の間で異なる場合があります。結果は、毎分〜2.65μmの厚さの比較的直線的な増加を示した。
別の実験は、マッチングパラメータ下での紡糸の60分後の結果の一貫性を示した(図5B)。湿度と温度は、それぞれ湿度35%と50%、湿度20.3°C~26.1°Cの間で異なる場合があります。その結果、厚さ126~181μmの足場が得られた。平均厚さは151.11±13.17μmであった。厚さの増加は、平均して毎分〜2.52μmであった。

図5:厚さ測定。 (A)スピン時間あたりの足場の厚さ;n = 21;相関係数 (r) = 0.653;p** = 0.00132;(b)60分後のサンプルの厚さ;n = 13;赤い線:平均。 この図の拡大版を表示するには、ここをクリックしてください。
{kind=link}
整列および非整列繊維足場の引張試験は、円周方向に沿って、それに垂直な2つの方向で実施した。各グラウトは15個の標本で構成されていました。サンプルは、DIN 53504:2017-03に従って平面足場から取り出した。厚さを各サンプル上の3つの異なるスポットで測定し、平方mmあたりの最大力値を計算するために使用した。
厚さの値は0.03〜0.2mmです。極限引張強度の比較により、整列繊維足場の配向間に有意差(p<0.001)が明らかになった(図6A)。足場は円周方向に沿って12.26 ± 2.59 N/mm2 の最大強度に達した。引張強度は直角方向に3.86±1.08N/mm2 に低下した。
整列していない繊維足場は、異なる配向に対して極限引張強度に差を示さない(F1:7.19 ± 1.75 N/mm 2、F2:7.54 ± 1.59 N/mm2、p = 0.60)。整列した繊維足場材の破断伸度の比較分析により、方向間の伸展性に有意差(p<0.001)が明らかになった(図6B)。拡張性は、垂直方向の107.16±30.04%と比較して、円周方向で39.37%±187.01に達しました。
対照的に、非配向繊維マットの破断伸度は、両方向に均一な伸展性を明らかにした(F1:269.74±24.78%;F2: 285.01 ± 25.58 %;p = 0.69)。代表的な応力-ひずみ曲線は、引張力が加えられる方向に応じて、材料の挙動に大きな違いを示します。非配向繊維マットは直線的な弾性挙動を示し、一方、配向繊維マットは軸方向に非線形性を示した。

図6:整列繊維と非整列繊維の引張試験。 (A)円周方向および軸方向の整列および非整列繊維マットの究極の引張強度。n = 15;(B)円周方向および軸方向における整列および非整列繊維マットの破断伸度;n = 15;(C)整列および非整列足場の代表的な応力-ひずみ曲線を、それぞれ軸方向および円周方向に引っ張る。(0.001 <この図の拡大版を表示するには、ここをクリックしてください。
{kind=link}
| 製造メトリック | |||||||||
| 名前 | 材料 | 量 | 合計時間 | 総重量 [g] | コスト [kg あたり€] | 総コスト | |||
| 1 | Specimen_Mount_A | 通常の人民解放軍 | 2 | 18:19 | 159 | 51.33 € | 8.16 € | ||
| 2 | Specimen_Mount_B | 通常の人民解放軍 | 2 | 19:42 | 161 | 51.33 € | 8.26 € | ||
| 3 | コレクターフランジ | 導電性PLA | 2 | 10:40 | 95 | 99.98 € | 9.50 € | ||
| 4 | Leaflet_Inlet | 導電性PLA | 9 | 05:32 | 31 | 99.98 € | 3.10 € | ||
| トータル | 29.02 € | ||||||||
表 1: 製造メトリック 3D プリント部品の数量、製造時間、必要な材料の量、およびコストを示すテーブル。略語:PLA=ポリ乳酸。
補足ファイル1:適応可能なコレクターフランジ。 コレクタフランジを適応させ、印刷するためのステップファイル。 このファイルをダウンロードするには、ここをクリックしてください。
補足ファイル 2: リーフレット テンプレート。 リーフレットテンプレートを印刷するためのSTLファイル。 このファイルをダウンロードするには、ここをクリックしてください。
補足ファイル3:標本マウントA. STLファイルで試料マウントAを印刷 します。このファイルをダウンロードするには、ここをクリックしてください。
補足ファイル4:試料マウントB. STLファイルにより試料マウントBを印刷 できます。このファイルをダウンロードするには、ここをクリックしてください。
補足ファイル5:コレクタフランジ。 コレクタフランジを印刷するためのSTLファイル。 このファイルをダウンロードするには、ここをクリックしてください。
補足ファイル6:コネクティングメタルロッド。 コネクティングメタルロッドを構築するための技術図面。 このファイルをダウンロードするには、ここをクリックしてください。
ディスカッション
記載されたプロトコルは、(心臓血管)組織工学の分野における2つの革新を提示する:エレクトロスピニング用の完全に3Dプリントされたファントムの低コスト製造と、適応性のある多層心臓弁リーフレットを製造するための汎用性の高いコレクターの使用。
最近、3Dプリンティングは、バイオリアクターや製造および試験セットアップなどの実験機器の製造のための貴重なツールとなっています11,12。したがって、本研究で提示されたエレクトロスピニングセットアップを、短期間で手頃な価格の予算で製造することが可能であった(表1)。これは、3Dプリンティング13を使用してエレクトロスピニングセットアップを低コストで生産するための以前の調査結果と一致しています。
さらに、著者の知る限りでは、心臓弁リーフレット用のエレクトロスピニングコレクターを作成するために導電性3D印刷材料が使用されたのは今回が初めてです。これまでのところ、3Dプリントされたコレクターは、金属レーザー焼結14 によって、または非導電性ポリマー印刷およびそれに続く導電性コーティング15による後処理を使用して製造された。この斬新なアプローチとは対照的に、これらの手順は、より高価であるか、はるかに長くかかるか、またはより多くの手作業を必要とするため、重大な不利な点にある。
エレクトロスピニングは、作成された繊維の形態に影響を与える多数の変数に依存します。さまざまな商用エレクトロスピニングセットアップが市場で入手可能ですが、多くの研究グループは、特定のニーズに合わせて高度に個別化されたセットアップを使用しています16。これを考慮に入れると、このプロトコルで記述されている値(電圧、距離、回転速度)は、個々のセットアップに合わせて調整する必要があり、固定値ではなく出発点と見なす必要があります。さらに、環境パラメータがエレクトロスピニング結果に大きな影響を与え得ることが知られている17,18。したがって、エレクトロスピニングリグ内の少なくとも温度と湿度を制御することを強くお勧めします。最適な電界紡糸結果は、21〜24°Cの温度で15〜20%の相対湿度の間で得られた。 このプロトコルに従うためには、重量約300gのコレクタを回転数2,000rpmまで加速できるモータ、1~3mL/hの小容量流量に適したシリンジポンプ、直流(DC)±20kVのデュアルポール電源ユニットが不可欠です。
これまでの研究に沿って、蛍光顕微鏡19によりエレクトロスピニングされた足場の繊維構造を可視化することができた。繊維配向の変動を含む足場の多層構造を首尾よく実証することができた。特に、複数の層または複数の材料を扱う場合、蛍光色素の導入は、厳格な品質管理のための標準的な手順として考慮されるべきである。これにより、パラメータまたはワークフロープロトコルの変更後の結果の視覚的評価を改善できます。in vivoまたはin vitro 評価に使用する足場に色素を適用することは推奨できません。これは、確立された分析方法との干渉を避けるために重要です。
自然な心臓弁形態を模倣することは、心臓弁補綴物として使用する組織工学的複製物を生成するために非常に重要です(図4B)。特定のバルブ形状が インビボ リモデリング20に高い影響を与えることが示されている。この文脈では、エレクトロスピニング用のリーフレット形状の3Dプリントは、反復が簡単かつ迅速に実装できるため、有利です。パーソナライズされた弁形状の作成も可能であり、その後、例えば教育目的のために、心臓弁異常の個別でパーソナライズされた3Dモデルの開発が可能である。
組織工学的心臓弁特性のさらなる改善は、いくつかの研究グループが定義された繊維配向を有する多層足場の開発に取り組んできたため、現在の研究努力の中心にある。Masoumiらは、成形されたポリグリセリンセバケート層とエレクトロスピニングされたポリカプロラクトン(PCL)繊維マット21から複合足場を作製した。したがって、微細加工されたポリグリセロールセバケートのシートによって分離された2つの配向エレクトロスピニング層から3重層を作成することができた。しかし、手持ちの足場とは対照的に、それらは3D形状ではなく、中間層(海綿)を適切に模倣していませんでした。生体に触発された組織工学的心臓弁を製造するための別のアプローチは、Janaらによって追求された22,23。彼らは、PCLベースのエレクトロスピニング用のアルミニウムコレクターを使用して、配向繊維を備えた三重層足場の製造に成功しました。繰り返しますが、これらの足場は2Dの外観しか持たず、最終的な足場はスポークによって浸透しているため、形態学的不完全さも示しました。
このプロトコルは、3Dの3層心臓弁リーフレットの作成方法に関する詳細な情報を提供しますが、実際の心臓弁補綴物を作成するにはさらにいくつかのステップが必要です。ここで説明するリーフレットには、直径24mmのステントをお勧めします。使用されるステントを補完する、リーフレットは、ステッチングのための追加の支持構造を備えることができる。最大限の柔軟性を可能にするために、ここに示すリーフレットは特定のステント設計に個別化されていません。これは、CADソフトウェアを使用してテンプレートを変更するだけで実行できます。
心臓弁組織工学に使用されるが、提示された方法は、整形外科24、泌尿器科25、耳鼻咽喉科26、およびその他におけるエレクトロスピニングセットアップに容易に適用可能である。洗練されたおよび/または個別化された3Dコンストラクトの製造は、他の3Dプリントコレクターの実装によって実現可能です。集電体の材質は変化しているが、エレクトロスピニングの原理はそのまま27のままである。したがって、理論的には異なるポリマーの使用が可能であるが、エレクトロスピニングパラメータの調整が必要な場合がある。
全体として、提示されたプロトコルは、多層心臓弁リーフレットを製造するための簡単で費用対効果の高い方法を説明しています。3Dプリンティングの適用により、コレクタとインサートの迅速な適応と修正が可能になります。これにより、例えば金属コレクターの煩雑な製造工程を経ることなく患者固有の補綴物の製造が可能になる。同一の条件下で 1 回の実行で複数のサンプルを作成できます。したがって、材料破壊試験は、実際のバルブを構築するために(ほぼ)同一のものが残っているという利点を得て、サンプルに対して実行できます。この研究に印刷ファイルを 補足ファイル として含めることは、多層心臓弁足場の進歩を支援することを目的としています。この新しいエレクトロスピニング技術は、改造されたコレクターやその他の3Dプリントされたスピニングテンプレートが実装しやすいため、再生医療の他の分野でも高い可能性を秘めています。
開示事項
著者らは利益相反がないと宣言しています。
謝辞
この研究は、ドイツ医学研究所(DFG、ドイツ研究財団)、プロジェクト番号MA 2186/14-1の資金提供を受けた血管医学の臨床科学者プログラム(PRIME)によって支援されました。
資料
| Name | Company | Catalog Number | Comments |
| BTC-FR2.5TN.D09 | ZwickRoell GmbH & Co. KG | Traction engine (Tensile tests) | |
| C5-E Motor Controller | Nanotec Electronic GmbH & Co. KG | Motor controll unit | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelectronik GmbH | Power Supply Unit Anode | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelektronik GmbH | Power Supply Unit Kathode | |
| Conductive Composite PLA | ProtoPasta | Conductive PLA | |
| Cura 4.7.1 | Ultimaker BV | Slicing Software Ultimaker, step 1.1.2 | |
| DAPI Stock Solution c = 0.1 mg/mL | Sigma-Aldrich Chemie GmbH | DAPI | |
| Disposable Scalpel No. 23 | FEATHER | Scalpel | |
| Fluorescein (C.I. 45350) M 376.28 g/mol | Carl Roth GmbH + Co. KG | Fluorescein | |
| Fume Hood as per DIN 12924 Class 2 | Köttermann GmbH | Fume Hood | |
| Leica Applicatin Suite X 3.5.5.19976 | Leica Microsystems GmbH | Software for Confocal Laser Scanning Microscope | |
| Luerlock Syringe 20 mL | BD Plastipak | Luerlock Syringe | |
| Metal needle plane 2.50/2.00 x 20 mm | Unimed S.A. | Needle with plane tip | |
| Montage-complet-tubes; inner diameter x outer diameter: 1/16" x 1/8", length 1.000 mm | Bohlender GmbH | F740-28 | Solvent resistant tubes |
| N,N-Dimethylformamide ≥99.8% | Sigma-Aldrich Chemie GmbH | Dimethylformamide | |
| Pellethane 2363 80AE | Velox GmbH Hamburg | Polyurethane | |
| PLA | Ultimaker BV | PLA | |
| Plug&Drive Studio (1.0.4) | Nanotec Electronic GmbH & Co. KG | Motor operation software | |
| SEM Evo LS 10 | Zeiss MicroImaging GmbH | Scanning Electron Microscope | |
| SHT 31-D | Adafruit Industries | Temperature and Humidity Sensor | |
| SolidWorks 2020 CAD Software | Dassault Systèmes | Commercial CAD Software | |
| Sulforhodamine 101 50 mg | Sigma - Aldrich | S 7635 | Texas Red |
| Syringe Pump Model: Fusion 100 | Chemyx Inc. | Syringe Pump | |
| TCS SP8 inverted CEL BMi8 | Leica Microsystems GmbH | Confocal Laser Scanning Microscope | |
| testXpert V11.02 | ZwickRoell GmbH & Co. KG | Software Tensile Test | |
| Tetrahydrofuran ≥99.9% | Sigma-Aldrich Chemie GmbH | Tetrahydrofuran | |
| Type 1511530000202 #980361 | Binder Labortechnik GmbH | Heating Cabinet | |
| Ultimaker 3 Extended | Ultimaker BV | 3D Printer |
参考文献
- Van Camp, G. Cardiovascular disease prevention. Acta Clinica Belgica. 69 (6), 407-411 (2014).
- Iung, B., Vahanian, A. Epidemiology of valvular heart disease in the adult. Nature Reviews Cardiology. 8 (3), 162-172 (2011).
- Fioretta, E. S., et al. Cardiovascular tissue engineering: From basic science to clinical application. Experimental Gerontology. 117 (1), 1-12 (2019).
- Xue, J., Wu, T., Dai, Y., Xia, Y. Electrospinning and electrospun nanofibers: methods, materials, and applications. Chemical Reviews. 119 (8), 5298 (2019).
- Grande, D., Ramier, J., Versace, D. L., Renard, E., Langlois, V. Design of functionalized biodegradable PHA-based electrospun scaffolds meant for tissue engineering applications. New Biotechnology. 37, 129-137 (2017).
- Tara, S., et al. Well-organized neointima of large-pore poly(l-lactic acid) vascular graft coated with poly(l-lactic-co-ε-caprolactone) prevents calcific deposition compared to small-pore electrospun poly(l-lactic acid) graft in a mouse aortic implantation model. Atherosclerosis. 237 (2), 684-691 (2014).
- Voorneveld, J., Oosthuysen, A., Franz, T., Zilla, P., Bezuidenhout, D. Dual electrospinning with sacrificial fibers for engineered porosity and enhancement of tissue ingrowth. Journal of Biomedical Material Research. 105 (6), 1559-1572 (2017).
- Kishan, A. P., Cosgriff-Hernandez, E. M. Recent advancements in electrospinning design for tissue engineering applications: A review. Journal of Biomedical Materials Research. 105 (10), 2892-2905 (2017).
- Sacks, M. S., David Merryman, W., Schmidt, D. E. On the biomechanics of heart valve function. Journal of Biomechanics. 42 (12), 1804-1824 (2009).
- Buchanan, R. M., Sacks, M. S. Interlayer micromechanics of the aortic heart valve leaflet. Biomechanics and Modeling in Mechanobiology. 13 (4), 813-826 (2014).
- Gensler, M., et al. 3D printing of bioreactors in tissue engineering: A generalised approach. PLoS One. 15 (11), 0242615 (2020).
- Grab, M., et al. Customized 3D printed bioreactors for decellularization-High efficiency and quality on a budget. Artificial Organs. 45 (12), 1477-1490 (2021).
- Huang, J., Koutsos, V., Radacsi, N. Low-cost FDM 3D-printed modular electrospray/electrospinning setup for biomedical applications. 3D Printing in Medicine. 6 (1), 8 (2020).
- Fukunishi, T., et al. Preclinical study of patient-specific cell-free nanofiber tissue-engineered vascular grafts using 3-dimensional printing in a sheep model. Journal of Thoracic and Cardiovascular Surgery. 153 (4), 924-932 (2017).
- Jana, S., Lerman, A. In vivo tissue engineering of a trilayered leaflet-shaped tissue construct. Regenerative Medicine. 15 (1), 1177-1192 (2020).
- Hasan, A., et al. Electrospun scaffolds for tissue engineering of vascular grafts. Acta Biomaterialia. 10 (1), 11-25 (2014).
- Wang, X., Ding, B., Yu, J., Yang, J. Large-scale fabrication of two-dimensional spider-web-like gelatin nano-nets via electro-netting. Colloids and Surfaces B: Biointerfaces. 86 (2), 345-352 (2011).
- Yang, G. -. Z., Li, H. -. P., Yang, J. -. H., Wan, J., Yu, D. -. G. Influence of working temperature on the formation of electrospun polymer nanofibers. Nanoscale Research Letters. 12 (1), 55 (2017).
- Ekaputra, A. K., Prestwich, G. D., Cool, S. M., Hutmacher, D. W. Combining electrospun scaffolds with electrosprayed hydrogels leads to three-dimensional cellularization of hybrid constructs. Biomacromolecules. 9 (8), 2097-2103 (2008).
- Motta, S. E., et al. Geometry influences inflammatory host cell response and remodeling in tissue-engineered heart valves in-vivo. Scientific Reports. 10 (1), 19882 (2020).
- Masoumi, N., et al. Tri-layered elastomeric scaffolds for engineering heart valve leaflets. Biomaterials. 35 (27), 7774-7785 (2014).
- Jana, S., Lerman, A. Behavior of valvular interstitial cells on trilayered nanofibrous substrate mimicking morphologies of heart valve leaflet. Acta Biomaterialia. 85, 142-156 (2019).
- Jana, S., Franchi, F., Lerman, A. Trilayered tissue structure with leaflet-like orientations developed through in vivo tissue engineering. Biomedical Materials. 15 (1), 015004 (2019).
- Zhou, Y., Chyu, J., Zumwalt, M. Recent progress of fabrication of cell scaffold by electrospinning technique for articular cartilage tissue engineering. International Journal of Biomaterials. 2018, 1953636 (2018).
- Zamani, M., Shakhssalim, N., Ramakrishna, S., Naji, M. Electrospinning: application and prospects for urologic tissue engineering. Frontiers in Bioengineering and Biotechnology. 8, 579925 (2020).
- Heilingoetter, A., Smith, S., Malhotra, P., Johnson, J., Chiang, T. Applications of Electrospinning for Tissue Engineering in Otolaryngology. Annals of Otology, Rhinology & Laryngology. 130 (4), 395-404 (2020).
- Xue, J., Xie, J., Liu, W., Xia, Y. Electrospun nanofibers: new concepts, materials, and applications. Accounts of Chemical Research. 50 (8), 1976-1987 (2017).
転載および許可
このJoVE論文のテキスト又は図を再利用するための許可を申請します
許可を申請さらに記事を探す
This article has been published
Video Coming Soon
Copyright © 2023 MyJoVE Corporation. All rights reserved