
Method Article
Сочетание 3D-печати и электроспиннинга для производства биомиметических листовок сердечного клапана
В этой статье
Резюме
Представленный способ предлагает инновационный способ проектирования биомиметических волоконных структур в трехмерных (3D) каркасах (например, листовки сердечного клапана). Для определения формы и размеров использовались 3D-печатные, проводящие геометрии. Ориентация и характеристики волокна индивидуально регулировались для каждого слоя. Несколько образцов могут быть изготовлены в одной установке.
Аннотация
Электроспиннинг стал широко используемым методом в сердечно-сосудистой тканевой инженерии, поскольку он предлагает возможность создания (микро)волокнистых каркасов с регулируемыми свойствами. Целью этого исследования было создание многослойных каркасов, имитирующих архитектурные характеристики волокон буклетов сердечного клапана человека, с использованием проводящих 3D-печатных коллекторов.
Модели створок аортального клапана были созданы с использованием коммерческого программного обеспечения автоматизированного проектирования (CAD). Проводящая полимолочная кислота использовалась для изготовления 3D-печатных шаблонов листовок. Эти негативы были интегрированы в специально разработанную, вращающуюся электроспиннинговую оправку. Три слоя полиуретана были раскручены на коллекторе, имитируя ориентацию волокон клапанов сердца человека. Структура поверхности и волокна оценивалась с помощью сканирующего электронного микроскопа (SEM). Применение флуоресцентного красителя дополнительно позволило микроскопическую визуализацию многослойной структуры волокна. Испытания на растяжение проводились для оценки биомеханических свойств строительных лесов.
3D-печать необходимых деталей для электроспиннинговой установки была возможна в короткие сроки при низком бюджете. Выступы аортального клапана, созданные по этому протоколу, были трехслойными, с диаметром волокна 4,1 ± 1,6 мкм. Флуоресцентная микроскопия выявила отдельные слои с по-разному выровненными волокнами, причем каждый слой точно достигал желаемой конфигурации волокна. Изготовленные строительные леса показали высокую прочность на растяжение, особенно по направлению выравнивания. Файлы печати для различных коллекторов доступны в виде дополнительного файла 1, дополнительного файла 2, дополнительного файла 3, дополнительного файла 4 и дополнительного файла 5.
С помощью узкоспециализированного протокола настройки и рабочего процесса можно имитировать ткани со сложными волоконными структурами в нескольких слоях. Прядение непосредственно на 3D-печатных коллекторах создает значительную гибкость в изготовлении 3D-форм при низких производственных затратах.
Введение
Сердечно-сосудистые заболевания являются основной причиной смерти в западных странах 1. Хотя в этой области проводятся обширные исследования, по оценкам, бремя дегенеративного заболевания сердечного клапана еще больше возрастет в течение следующих лет2. Хирургическая или интервенционная замена сердечного клапана возможна в качестве терапевтического варианта. На данный момент доступны механические и биопротезные клапаны сердца, оба с индивидуальными недостатками. Механические клапаны являются тромбогенными и требуют пожизненной антикоагуляции. Хотя биологические клапаны не требуют антикоагуляции, они показывают отсутствие ремоделирования, высокую скорость кальцификации и сопутствующую деградацию3.
Тканеинженерные сердечные клапаны могут быть в состоянии устранить эти недостатки, введя микрофибросчатый каркас в организм, который позволяет ремоделировать in vivo. Доступны различные методы, например, электроспиннинг (ESP), децеллюляризация, микроформование, спрей, дип-покрытие и 3D-биопечать. Эти методы могут быть выбраны для создания конкретных свойств, будучи дешевле и быстрее, или просто из-за отсутствия альтернатив. Методы и материалы могут быть даже объединены для создания более сложных структур4. Например, ESP был стандартным методом для создания каркасов в тканевой инженерии, позволяющим комбинировать различные материалы и регулировать диаметры волокон, ориентацию волокон и пористость4. Кроме того, различные методы постобработки позволяют оптимизировать ремоделирование тканей, улучшить гемосовместимость и регулировать биодеградацию электрораспыленных каркасов 5,6,7.
В базовом ЭСВ используются либо статические, либо вращающиеся коллекторы, которые оказывают непосредственное влияние на степень выравнивания волокна и полученные диаметры волокон8. Из-за производственных ограничений классические вращающиеся коллекторы ESP состоят из вращающихся барабанов, дисков, проволоки или металлических стержней. Внедрение 3D-печати позволяет создавать более индивидуализированные коллекторные геометрии, не ограниченные традиционными технологиями изготовления. Эта индивидуализация особенно полезна для создания 3D-конструкций, таких как листовки сердечных клапанов.
Естественная трехслойная (фиброза, губчатая, желудочковая) архитектура створок сердечного клапана человека является реакцией тканей на механические силы и напряжение сдвига, которым они подвергаются во время сердечного цикла 9,10. Волокна lamina fibrosa ориентированы по окружности, тогда как волокна lamina spongiosa случайным образом выровнены, а волокна lamina ventricularis радиально. Таким образом, предлагается трехслойный слой с соответствующими ориентациями волокон для имитации свойств этих клапанов в тканеинженерном каркасе.
Протокол рабочего процесса описывает инновационный метод производства трехслойных 3D-листовок сердечного клапана с использованием 3D-печати и электроспиннинга. Кроме того, представлен этап контроля качества для обеспечения точной ориентации волокна в каждом слое.
протокол
1. Подготовительные работы
- 3D-печать
ПРИМЕЧАНИЕ: Следующие шаги требуют загрузки файлов "Стандартного языка треугольника" (STL), предоставленных в виде дополнительного файла 1, дополнительного файла 2, дополнительного файла 3, дополнительного файла 4 и дополнительного файла 5 с этой рукописью. Коллекторные части предоставляются в виде STL-файлов. Соединительный фланец предоставляется в виде файла «STandard for the Exchange of Product model data» (STEP), чтобы можно было настроить коллектор в соответствии с индивидуальными настройками. Кроме того, технический чертеж для центральных металлических стержней предоставляется для обычного производства в качестве дополнительного файла 6.- Откройте программное обеспечение для нарезки (см. Таблицу материалов) и настройте активную печатающую головку для непроводящей полимолочной кислоты (PLA) и сопла 0,4 мм.
ПРИМЕЧАНИЕ: Программное обеспечение для нарезки, нить накала и диаметр сопла могут варьироваться в зависимости от доступного 3D-принтера. - Загрузите STL-файлы Specimen_mount_A (Дополнительный файл 3) и Speciment_mount_B (Дополнительный файл 4) в программное обеспечение для нарезки.
- Поверните модели, чтобы треугольные поверхности были размещены на строительной пластине.
- Пометьте все детали, щелкните правой кнопкой мыши и выберите «Умножить выбранные модели». Введите 1 в командной строке Количество копий и нажмите кнопку ОК. Поместите в общей сложности четыре модели на сборочную пластину.
- Установите толщину среза на 0,1 мм, толщину стенки на 1 мм, плотность заполнения на 40% и снимите флажок Создать поддержку .
- Нажмите кнопку «Фрагмент» | Сохранить в съемный, чтобы сохранить файл печати на USB-накопителе.
- Загрузите непроводящий PLA в принтер и запустите файл печати.
- После завершения печати извлеките модели из пластины сборки и проверьте наличие деформации в нижних углах.
- В программном обеспечении для нарезки сохраните параметры материала и замените модели Collector_Flange (Дополнительный файл 1 и Дополнительный файл 5) и Leaflet_Template (Дополнительный файл 2).
- Поверните фланец, чтобы плоская круглая поверхность была против плиты сборки. Кроме того, поверните шаблон листовки, чтобы квадратная поверхность была размещена непосредственно на строительной пластине.
- Обозначьте фланец и умножьте модель, как показано на шаге 1.1.4. Тип 1 для получения 1 экземпляра и 1 оригинала фланцевой модели на сборочной пластине.
- Отметьте модель листовки и умножьте на 8 , чтобы получить в общей сложности девять моделей листовок, следуя шагам, описанным в разделе 1.1.4.
- Установите толщину среза на 0,1 мм, толщину стенки на 1 мм, плотность заполнения на 80% и снимите флажок Создать поддержку.
- Нажмите кнопку «Фрагмент» | Сохранить в съемный, чтобы сохранить новый файл печати на USB-накопителе.
- Загрузите проводящий PLA в принтер и запустите процесс печати.
- После завершения печати извлеките модели из сборочной пластины. Осторожно удалите отдельные волокна нити на дне листка-негатива с помощью проволочного резака, если они присутствуют в моделях листовок (поскольку не использовались опорные конструкции).
- Откройте программное обеспечение для нарезки (см. Таблицу материалов) и настройте активную печатающую головку для непроводящей полимолочной кислоты (PLA) и сопла 0,4 мм.
- Прядильное решение
ВНИМАНИЕ: Тетрагидрофуран (ТГФ) и диметилформамид (ДМФ) являются вредными растворителями, которые не следует вдыхать или контактировать с кожей. При обращении с ними настоятельно рекомендуется носить перчатки, устойчивые к растворителям, и защитные очки. При обращении с ними работайте под вытяжным капотом, так как они чрезвычайно летучи.- Поместите весы под вытяжной капот и поместите на него стеклянную бутылку с винтовой крышкой 200 мл. Нарисуйте шкалу.
- Налейте 50 мл DMF и 50 мл THF в стеклянную бутылку. Обратите внимание на вес растворителей.
- Поместите магнитный стержень внутрь бутылки, поместите бутылку на магнитную мешалку и включите ее.
- Умножьте указанный вес на 0,15 (= 15% мас./об.) и медленно перенесите соответствующее количество полиуретана (ПУ) в стеклянную бутылку, содержащую смесь растворителей (DIN 1310).
- Закройте флакон и перемешивайте в течение не менее 12 ч при комнатной температуре для получения однородного раствора.
2. Электроспиннинговая установка
- Собрание
ПРИМЕЧАНИЕ: Поскольку каркасы-листки, созданные с помощью представленного коллектора, относительно невелики, рекомендуется дополнительно использовать оправку барабана большого диаметра (D: 110 мм). Это позволяет создавать более крупные, многослойные каркасы, которые будут полезны для микроскопической, биосовместимости и биомеханической оценки.- Соберите коллектор, используя 3D-печатные детали и шесть винтов M3 x 15.
- Используйте три винта для крепления металлических стержней к одному из фланцев.
- Сдвиньте один Specimen_mount_B между металлическими стержнями. Убедитесь, что пробелы для шаблонов указывают в противоположном направлении от фланца.
- Заполните три слота Specimen_mount_B шаблонами листовок сердечного клапана.
- Поместите Specimen_mount_A сверху и заполните пробелы шаблонами.
- Вставьте еще один Specimen_mount_A и заполните пробелы шаблонами.
- Зафиксируйте шаблоны, поместив сверху вторую Specimen_mount_B .
- Положите второй фланец сверху и используйте винты M3, чтобы закрепить его.
ПРИМЕЧАНИЕ: Убедитесь, что все шаблоны листовок ориентированы в одном направлении (прямой край листовки, параллельный металлическим стержням). - Поместите собранный коллектор листовок в электрошпиннинговую установку и плотно закрепите фланцы к оси двигателя (т.е. винты M6 и гайки крыла) (рисунок 1).
ВНИМАНИЕ: Поскольку проводящая PLA более хрупкая, чем обычная PLA, используйте динамометрический ключ при 1,4 Нм при креплении болтов, которые оказывают давление на материал, чтобы избежать защелкивания. - Поместите держатель иглы в 30 см от коллектора.
- Закрепите иглу 14 калибра (G) с плоским наконечником в держателе иглы и зафиксируйте ее на высоте оси коллектора.
- Подключите гибкую, устойчивую к растворителям (например, политетрафторэтиленовую (PTFE)) трубку к порту Luer-lock иглы.
ПРИМЕЧАНИЕ: DMF и THF растворяют многие пластмассы. При работе с этими растворителями необходимо использовать устойчивые к растворителям материалы, например, металлические и стеклянные инструменты. Когда требуются пластиковые инструменты (например, шприц или трубки), обязательно используйте материалы, устойчивые к растворителям. - Направьте трубку к шприцевому насосу для последующего соединения шприца, заполненного полимером.
- Подключение блока питания (БП)
ВНИМАНИЕ: Во время настройки убедитесь, что блок питания отключен от основного источника питания.- Подключите два экранированных высоковольтных кабеля к аноду и катоду блока питания.
- С помощью крокодилового зажима подключите кабель, подключенный к катоду (- полюсу), к игле 14 G. Проверьте соединение между зажимом и иглой. Затем направьте высоковольтный кабель, чтобы он проходил за пределами области вращения, чтобы избежать помех.
- Подключите коллектор к аноду (+ столбу) с помощью крокодилового зажима и второго высоковольтного кабеля. Используйте скользящее кольцо или скользящий контакт с помощью зачищенного кабеля для создания контакта на фланце коллектора.
- Подготовка шприца
ПРИМЕЧАНИЕ: Этот шаг должен быть выполнен непосредственно перед началом процесса прядения.- Наполните шприц Luer-lock объемом 20 мл прядильным раствором, приготовленным на этапе 1.2.
- Подключите шприц к стойкой к растворителям трубке и вручную протолкните раствор в систему трубки, пока на кончике иглы не появится капля.
- Поместите шприц в шприцевой насос. После включения насоса введите следующие параметры: диаметр: 19,129 мм; объем: 5 мл; скорость 3 мл/ч.
3. Процесс электрошпиннинга
- Тестовый запуск двигателя
ПРИМЕЧАНИЕ: Изготовление коллектора с помощью 3D-печати может привести к смещению коллектора в сторону центра. Поэтому настоятельно рекомендуется тестовый запуск с более низкими скоростями вращения, но без высокого напряжения.- Откройте программное обеспечение управления двигателем, дважды щелкнув значок на компьютере.
- Подключитесь к элементу управления двигателем, нажав кнопку Подключить .
- После подключения выберите режим работы Со скоростью профиля и нажмите на вкладку Операция , расположенную в левом верхнем углу экрана.
- Выберите вкладку Скорость профиля под кнопкой Быстрая остановка , обрамленной красной линией. Введите в следующих настройках: Целевая скорость: 200 об/мин; ускорение профиля: 100; замедление профиля: 200; быстрая остановка: 5000.
ПРИМЕЧАНИЕ: Направление вращения должно быть вверх со стороны иглы, которое можно отрегулировать, изменив знак в поле «Целевая скорость» с «+» на «-». - Запустите тестовый запуск и проверьте коллектор на наличие дисбаланса. Если коллектор работает без сбоев, переходите к протоколу. В противном случае остановите двигатель и перенастройте коллектор, как описано в шаге 2.1.9.
- Остановите двигатель, нажав кнопку Включить переключатель и измените целевую скорость до 2000 об/мин.
- Производственный процесс
ПРИМЕЧАНИЕ: Электроспиннинг – это процесс с высокой зависимостью от параметров окружающей среды. Получены оптимальные результаты электроспиннинга в пределах 15-20% относительной влажности при температуре от 21 до 24 °C.- Первый слой
ПРИМЕЧАНИЕ: На этапе установки на кончике иглы могла образоваться высушенная капля ПУ. При необходимости удалите каплю с помощью длинного непроводящего инструмента.- В программном обеспечении для управления двигателем нажмите кнопку Включить управление , чтобы включить двигатель.
- Включите высоковольтный источник питания и отрегулируйте напряжение как для анода, так и для катода: минус полюс (игла): 18 кВ; плюс полюс (коллектор): 1,5 кВ.
- Запустите шприцевой насос со скоростью потока 3 мл/ч.
- Установите таймер на 20 мин.
- Понаблюдайте за кончиком иглы для формирования портного конуса. В зависимости от формы конуса на кончике иглы, регулируйте напряжение на катоде с шагом ±100 В до тех пор, пока не будет установлен стабильный конус.
ПРИМЕЧАНИЕ: Если капля висит, напряжение слишком низкое. Однако неустойчивый поток может указывать на то, что напряжение установлено слишком высоко. - Подождите 20 минут, пока шаблоны куспидов будут адекватно покрыты волокнами.
- Выключите шприцевой насос.
- Выключите блок питания, щелкнув выключателем питания.
- Остановите двигатель, нажав кнопку Включить переключатель в программном обеспечении управления двигателем.
ВНИМАНИЕ: Чтобы предотвратить травмы от движущихся частей в системе, подождите, пока коллектор полностью не остановится, чтобы открыть испытательную камеру.
- Второй слой
- В программном обеспечении управления двигателем измените поле ввода Целевая скорость до 10 об/мин.
- Повторите шаги 3.2.1.1-3.2.1.9.
- Третий слой
ПРИМЕЧАНИЕ: До того, как строительные леса полностью высохнут, они чрезвычайно чувствительны к механическим воздействиям. Будьте очень осторожны при выполнении шагов 3.2.3.2-3.2.3.6. Избегайте прикосновения к каркасам / волокнам во время этих этапов, так как каркас может оказаться бесполезным.- Осторожно откройте винты, соединяющие фланцы коллектора с осью двигателя, и извлеките коллектор листовки (рисунок 2B) из электрошпиннингового устройства.
- С помощью скальпеля вырежьте электропрядные волокна по внешнему контуру каждого шаблона листовки (рисунок 2C).
- Снимите фланец с одной стороны коллектора.
- Вытащите 3D-печатные вставки и отделите шаблоны листовок от непроводящих треугольных держателей.
- Поверните все шаблоны листовок на 90° и соберите коллектор заново.
- Вставьте коллектор в электроспиннинговую установку и плотно закрепите его.
- Опять же, проверьте наличие дисбаланса, прежде чем продолжить процесс вращения.
- В программном обеспечении управления двигателем измените поле ввода Целевая скорость до 2000 об/мин.
- Повторите шаги 3.2.1.1-3.2.1.9.
ПРИМЕЧАНИЕ: После завершения процесса электроспиннинга настоятельно рекомендуется промыть трубку и иглу чистым DMF, чтобы предотвратить засорение трубки.
- Флуоресцентные окрашенные леса (опционально)
ПРИМЕЧАНИЕ: Флуоресцентные красители используются для того, чтобы сделать волокна видимыми под обычным флуоресцентным микроскопом. Это необходимо только при внедрении метода и для контроля качества после применения новых настроек. Использование флуоресцентных красителей не рекомендуется при изготовлении строительных лесов с использованием установленных настроек.- Разделите прядильный раствор, приготовленный на этапе 1.2, на три равные порции в отдельных флаконах.
- Используя шкалу, измерьте 1 мг флуоресцентного красителя на каждый грамм (0,1 мас.%) раствора полимера. Повторите для всех трех флуоресцентных красителей (например, флуоресцеина, texas Red, 4',6-диамидино-2-фенилиндола [DAPI]).
- Добавьте краситель в вращающийся раствор, закройте крышку флакона и перемешивайте в течение 2-3 ч или до гомогенизации.
ПРИМЕЧАНИЕ: Чтобы предотвратить выцветание флуоресцентных красителей, максимально защитите вращающийся раствор от света, т.е. поместив непрозрачную крышку над магнитной мешалкой. Процесс для флуоресцентных окрашенных каркасов очень похож на стандартный процесс, описанный на этапах 3.2.1-3.2.3. - На этапе 3.2.1 заменить стандартный шприц шприцем, заполненным вращающимся раствором, содержащим первый флуоресцентный краситель.
- На этапе 3.2.2 заменить используемые в настоящее время трубки и иглу новыми или очищенными. Впоследствии поместите шприц со спиннинговым раствором, содержащим второй флуоресцентный краситель, в шприцевой насос.
- На этапе 3.2.3 снова заменить трубку и иглу новыми или очищенными и заменить шприц тем, который заполнен вращающимся раствором, содержащим третий флуоресцентный краситель.
ПРИМЕЧАНИЕ: Чтобы избежать задержек во время производственного процесса, полезно использовать три комплекта трубок и игл. Альтернативно, трубка и игла могут быть тщательно промыты ТГФ и ДМФ между производством слоев до тех пор, пока в системе не останется вращающегося раствора, содержащего флуоресцентный краситель.
- Первый слой
4. Постобработка и получение образцов
- Каркасы для постобработки
- Извлеките коллектор из электроспиннингового устройства.
- Используя скальпель, вырежьте каждый шаблон свободно у его основания, как описано в шаге 3.2.3.2.
- Откройте коллектор, как описано выше, и поместите шаблоны в лоток.
- Поместите лоток в сушильный шкаф на ночь при температуре 40 °C.
- После того, как образцы полностью высушены, используйте скальпель, чтобы аккуратно разрезать по краям шаблона листочка, чтобы удалить излишки волокон.
- После этого тщательно очистите каркас листочка шаблона и поместите его на лоток для дальнейшей обработки.
Результаты
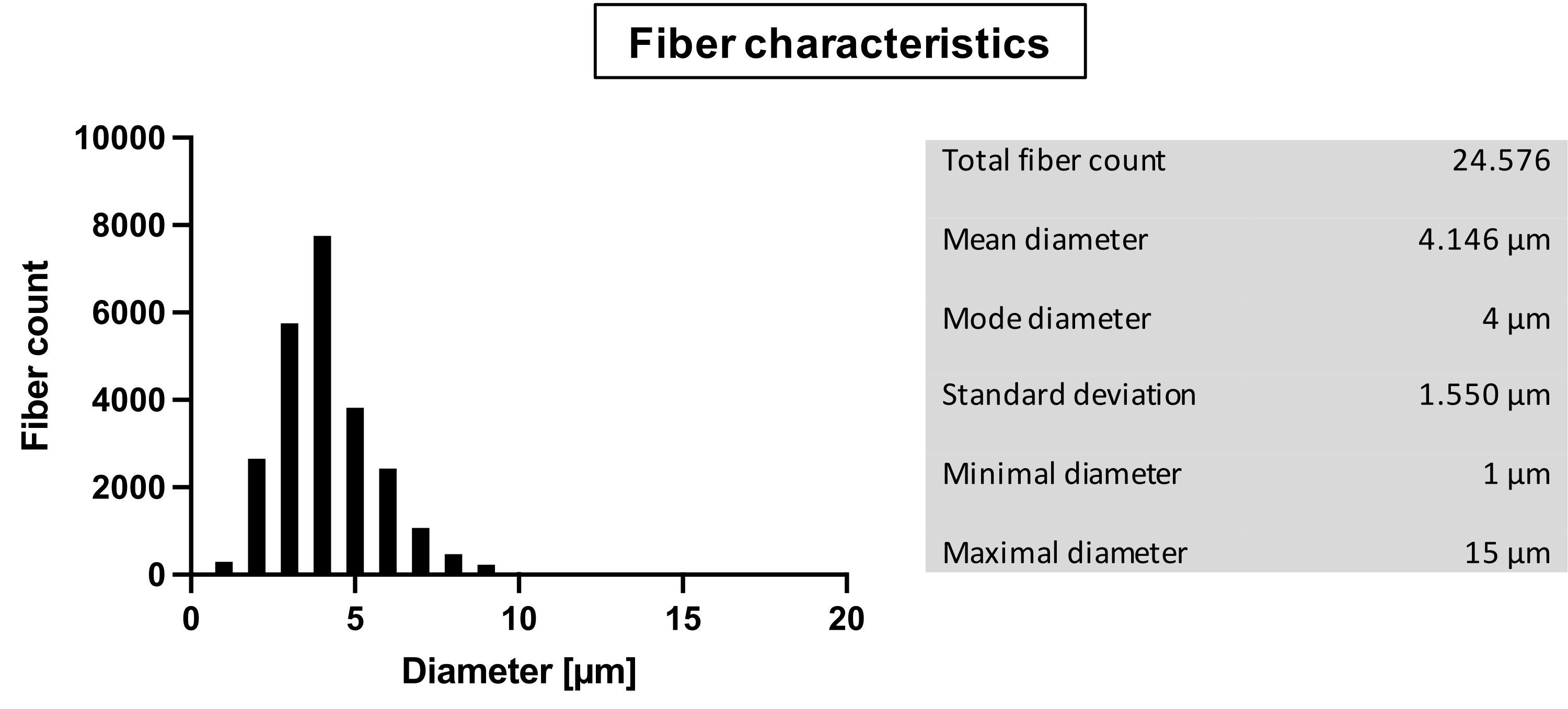
Данный протокол направлен на разработку трехслойного каркаса-листочка, предназначенного для использования в сердечно-сосудистой тканевой инженерии клапанов сердца. Он имитирует коллагеновую конфигурацию трех слоев в родном сердечном клапане человека. Каждый слой состоит из волокон общим диаметром 4,1 ± 1,6 мкм (рисунок 1).

Рисунок 1: Характеристики волокна. Анализ волокон: Общее количество волокон; Диаметр в мкм: среднее, модовое, стандартное отклонение, минимальный диаметр, максимальный диаметр. Пожалуйста, нажмите здесь, чтобы просмотреть увеличенную версию этого рисунка.
{kind=link}
Шаблоны листовок предназначены для установки на протез Ø 24 мм аортального клапана (рисунок 2C). После высыхания каркасы листовок сохранили свою форму 3D-клапана сердца (рисунок 3A).

Рисунок 2: Электроспиннинговая установка. (A) Собранный 3D-печатный коллектор во ротационной установке; (B) CAD-рендеринг 3D-печатного коллектора; (C) ИБС-рендеринг отрицательного листка сердечного клапана, показанного в В; треугольник обозначает увеличенную часть. Аббревиатура: CAD = автоматизированное проектирование. Пожалуйста, нажмите здесь, чтобы просмотреть увеличенную версию этого рисунка.
{kind=link}
SEM-визуализация использовалась для оценки выровненных и невыровненных слоев (TEMP F3512-21). Фотографии были сделаны с увеличением 100x, 500x и 2000x в трех разных местах на эшафоте. Выровненные волоконные каркасы выглядят с гладкой поверхностью и строгой ориентацией в окружном направлении (рисунок 3B). Визуальный анализ изображения 2000x относительно ориентации волокна подтверждает первичное выравнивание волокон (рисунок 3C). Невыровненные волоконные каркасы имеют такую же гладкую поверхность по сравнению с выровненными волокнами. Ориентация волокон неупорядочена, со многими заметными пересечениями между волокнами (рисунок 3D). Последующий визуальный анализ подтверждает неровность волокон без видимой первичной ориентации (рисунок 3Е).

Рисунок 3: Электрораспыленная листовка и визуализация SEM. (A) Многослойная листовка с электроспышкой и 3D-печатный сборщик листовок; (B) SEM изображение невыровненных волокон (увеличение 1 000x); С) анализ ориентации волокон невыровненных волокон; (D) SEM изображение выровненных волокон (увеличение 1 000x); (E) Анализ ориентации волокон выровненных волокон. Шкала стержней = 10 мм (A), 100 мкм (B, D). Аббревиатура: SEM = сканирующая электронная микроскопия. Пожалуйста, нажмите здесь, чтобы просмотреть увеличенную версию этого рисунка.
{kind=link}
Визуализация флуоресцентных окрашенных многослойных каркасов выявила три отдельных слоя с различными ориентациями волокон (рисунок 4D). Нижний слой (рисунок 4A; синий) показывает выровненные волокна в горизонтальной ориентации с очень небольшим пересечением между волокнами. Средний слой (рисунок 4B; зеленый) показывает невыровненные волокна без ориентации первичного волокна. Верхний слой (рисунок 4C; красный) показывает выровненные волокна в перпендикулярной ориентации. Визуальный анализ верхнего и нижнего слоев выявляет средний угол между двумя слоями 89°, что соответствует повороту коллектора на 90° во время процесса прядения (рисунок 4E).

Рисунок 4: Флуоресцентная микроскопия многослойного каркаса. (А) Флуоресцентное изображение первого слоя с первичной ориентацией снизу слева направо сверху; (B) Флуоресцентное изображение второго слоя с невыровненной ориентацией волокна; (C) Флуоресцентное изображение третьего слоя с первичной ориентацией справа снизу вверх слева; D) флуоресцентное изображение всех трех слоев, объединенных в один каркас; E) Анализ ориентации волокон для всех трех слоев (слой 1: синий; Слой 2: зеленый; Слой 3: красный); увеличение = 400x (A-D); шкала стержней = 100 мкм (A-D). Пожалуйста, нажмите здесь, чтобы просмотреть увеличенную версию этого рисунка.
{kind=link}
Измерение толщины производилось на 21 образце (рисунок 5А) (TEMP F3510-21). Все образцы были созданы с использованием одних и тех же параметров. Температура и влажность могут варьироваться между 20,3 ° C и 26,1 ° C и 35% и 55% влажности соответственно. Результаты показали относительно линейное увеличение толщины ~2,65 мкм в минуту.
Другой эксперимент показал согласованность результатов после 60 мин вращения при соответствующих параметрах (рисунок 5В). Влажность и температура могут варьироваться от 35% до 50% влажности и от 20,3 °C до 26,1 °C соответственно. Результатом стали строительные леса толщиной от 126 до 181 мкм. Средняя толщина составила 151,11 ± 13,17 мкм. Увеличение толщины составило в среднем ~2,52 мкм в минуту.

Рисунок 5: Измерение толщины. (A) Толщина строительных лесов за время вращения; n = 21; Коэффициент корреляции (r) = 0,653; p** = 0,00132; B) толщина образцов через 60 мин; n = 13; красная линия: средняя. Пожалуйста, нажмите здесь, чтобы просмотреть увеличенную версию этого рисунка.
{kind=link}
Испытания на растяжение выровненных и невыровненных волоконных каркасов проводились в двух направлениях: по окружному направлению и перпендикулярно ему. Каждая затирка состояла из 15 экземпляров. Образцы были взяты из плоских лесов в соответствии с DIN 53504:2017-03. Толщина измерялась в трех разных местах на каждом образце и использовалась для расчета максимальных значений силы на квадратный мм.
Значения толщины составляют от 0,03 до 0,2 мм. Сравнение предельной прочности на растяжение выявило существенную разницу (p < 0,001) между ориентациями для выровненных волоконных каркасов (рисунок 6А). Леса достигли максимальной прочности 12,26 ± 2,59 Н/мм2 по окружной ориентации. Прочность на растяжение была снижена до 3,86 ± 1,08 Н/мм2 в перпендикулярном направлении.
Невыровненные волоконные каркасы не показывают различий в предельной прочности на растяжение для различных ориентаций (F1: 7,19 ± 1,75 Н/мм2, F2: 7,54 ± 1,59 Н/мм2; p = 0,60). Сравнительный анализ удлинения при разрыве для выровненных волоконных каркасов выявил существенные различия (p < 0,001) в растяжимости между направлениями (рис. 6В). Растяжимость достигла 187,01 ± 39,37% в окружном направлении по сравнению с 107,16 ± 30,04% в перпендикулярном направлении.
Напротив, удлинение при разрыве для невыровненных волоконных матов выявило равномерную расширяемость в обоих направлениях (F1: 269,74 ± 24,78 %; F2: 285.01 ± 25.58 %; p = 0,69). Репрезентативные кривые напряжения-деформации показывают огромные различия в поведении материала в зависимости от направления, в котором прилагается сила растяжения. Невыровненные волоконные маты показали линейное упругое поведение, в то время как выровненные волоконные маты показали нелинейность в осевом направлении.

Рисунок 6: Испытания на растяжение выровненных и невыровненных волокон. (A) Предельная прочность на растяжение для выровненных и невыровненных волоконных матов в окружном и осевом направлениях; n = 15; B) относительное удлинение при разрыве для выровненных и невыровненных волоконных матов в окружном и осевом направлениях; n = 15; С) репрезентативные кривые напряжения-деформации выровненных и невыровненных лесов, вытянутых соответственно в осевом и окружном направлениях. (***p < 0,001). Пожалуйста, нажмите здесь, чтобы просмотреть увеличенную версию этого рисунка.
{kind=link}
| Производственные метрики | |||||||||
| Имя | Материал | Количество | Общее время | Общий вес [г] | Стоимость [€ за кг] | Общая стоимость | |||
| 1 | Specimen_Mount_A | Обычная НОАК | 2 | 18:19 | 159 | 51.33 Ђ | 8.16 Ђ | ||
| 2 | Specimen_Mount_B | Обычная НОАК | 2 | 19:42 | 161 | 51.33 Ђ | 8.26 Ђ | ||
| 3 | Коллекторный фланец | Проводящая НОАК | 2 | 10:40 | 95 | 99.98 Ђ | 9.50 Ђ | ||
| 4 | Leaflet_Inlet | Проводящая НОАК | 9 | 05:32 | 31 | 99.98 Ђ | 3.10 Ђ | ||
| Итог | 29.02 Ђ | ||||||||
Таблица 1: Производственные показатели. Таблица с указанием количества, времени изготовления, количества необходимого материала и затрат на 3D-печатные детали. Аббревиатура: PLA = полимолочная кислота.
Дополнительный файл 1: Адаптируемый коллекторный фланец. Step-file для адаптации и печати коллекторного фланца. Пожалуйста, нажмите здесь, чтобы загрузить этот файл.
Дополнительный файл 2: Шаблон листовки. STL-файл для печати шаблона листовки. Пожалуйста, нажмите здесь, чтобы загрузить этот файл.
Дополнительный файл 3: Образец крепления A. STL-файл для печати образца mount A. Пожалуйста, нажмите здесь, чтобы загрузить этот файл.
Дополнительный файл 4: Образец крепления B. STL-файл для печати образца mount B. Пожалуйста, нажмите здесь, чтобы загрузить этот файл.
Дополнительный файл 5: Коллекторный фланец. STL-файл для печати коллекторного фланца. Пожалуйста, нажмите здесь, чтобы загрузить этот файл.
Дополнительный файл 6: Шатунный металлический стержень. Технический чертеж для строительства шатунных металлических стержней. Пожалуйста, нажмите здесь, чтобы загрузить этот файл.
Обсуждение
Описанный протокол представляет две инновации в области (сердечно-сосудистой) тканевой инженерии: недорогое изготовление полностью 3D-печатных фантомов для электроспиннинга и использование универсального коллектора для производства адаптируемых, многослойных листовок сердечного клапана.
В последнее время 3D-печать стала ценным инструментом для производства лабораторного оборудования, например, биореакторов или изготовления и тестирования установок11,12. Таким образом, удалось изготовить электроспиннинговую установку, представленную в данном исследовании, за короткий промежуток времени и за доступный бюджет (таблица 1). Это согласуется с предыдущими выводами о недорогом производстве электроспиннинговых установок с использованием 3D-печати13.
Более того, насколько известно авторам, это первый случай, когда проводящий материал для 3D-печати был использован для создания электроспиннингового коллектора для листовок сердечного клапана. До сих пор 3D-печатные коллекторы были либо изготовлены металлическим лазерным спеканием14 , либо с использованием непроводящей полимерной печати и последующей постобработки с проводящим покрытием15. В отличие от этого нового подхода, эти процедуры находятся в значительном невыгодном положении, поскольку они дороже, занимают гораздо больше времени или требуют больше ручного труда.
Электроспиннинг зависит от множества переменных, которые влияют на морфологию создаваемых волокон. Хотя на рынке доступны различные коммерческие установки для электроспиннинга, многие исследовательские группы используют высоко индивидуализированные установки для удовлетворения своих конкретных потребностей16. Принимая это во внимание, описанные значения в этом протоколе (напряжение, расстояние и скорость вращения), возможно, потребуется адаптировать для отдельных установок и следует рассматривать как отправную точку, а не фиксированные значения. Кроме того, известно, что параметры окружающей среды могут оказывать существенное влияние на результаты электроспиннинга17,18. Поэтому настоятельно рекомендуется контролировать, по крайней мере, температуру и влажность внутри электроспинкнинговой установки. Получены оптимальные результаты электроспиннинга в пределах 15-20% относительной влажности при температуре от 21 до 24 °C. Для соблюдения этого протокола необходимо следующее оборудование: двигатель, способный разогнать коллектор весом около 300 г до оборотной скорости 2000 об/мин, шприцевой насос, подходящий для малых объемных расходов 1-3 мл/ч, и двухполюсный блок питания, способный ±20 кВ постоянного тока (DC).
В соответствии с предыдущими исследованиями удалось визуализировать волокнистую структуру электрораспыленных каркасов с помощью флуоресцентной микроскопии19. Удалось успешно продемонстрировать многослойную структуру каркаса, в том числе изменяющуюся ориентацию волокон. Особенно при работе с несколькими слоями или несколькими материалами введение флуоресцентных красителей следует рассматривать как стандартную процедуру строгого контроля качества. Это могло бы улучшить визуальную оценку результатов после изменения параметров или протокола рабочего процесса. Применение красителя в каркасах для использования для оценки in vivo или in vitro не может быть рекомендовано. Это важно, чтобы избежать вмешательства в устоявшиеся аналитические методы.
Имитация естественной морфологии сердечного клапана имеет большое значение для получения тканеинженерной реплики, которая будет использоваться в качестве протеза сердечного клапана (рисунок 4B). Было показано, что специфическая геометрия клапана оказывает большое влияние на ремоделирование in vivo 20. В этом контексте 3D-печать геометрии листовки для электроспиннинга имеет преимущество, так как итерации просты и быстры в реализации. Даже производство персонализированной геометрии клапанов мыслимо, и последующая разработка индивидуальных и персонализированных 3D-моделей аномалий сердечного клапана, например, в учебных целях, возможна.
Дальнейшее улучшение тканеинженерных свойств сердечного клапана находится в центре текущих исследовательских усилий, поскольку несколько исследовательских групп работали над разработкой многослойных каркасов с определенными ориентациями волокон. Masoumi et al. изготовили композитные каркасы из формованного слоя полиглицерина себаката и электропрядных поликапролактонных (PCL) волоконных матов21. Таким образом, тройной слой может быть создан из двух ориентированных электропрядных слоев, разделенных листом микрофабрикатного полиглицерина себаката. Однако, в отличие от каркасов под рукой, они не были в 3D-форме и не имитировали средний слой (spongiosa). Другой подход к получению биоинспирированного тканеинженерного сердечного клапана был использован Jana et al.22,23. Они успешно изготовили трехслойные каркасы с ориентированными волокнами с использованием алюминиевых коллекторов для электроспиннинга на основе PCL. Опять же, эти каркасы также представляли морфологические несовершенства, так как они имеют только 2D-вид, а окончательный каркас пронизан спицами.
Несмотря на то, что протокол дает подробную информацию о том, как производятся 3D, трехслойные листки сердечного клапана, есть еще несколько шагов, необходимых для создания фактического протеза сердечного клапана. Стент диаметром 24 мм рекомендуется для листовок, описанных здесь. В дополнение к используемому стенту, листочки могут быть снабжены дополнительными опорными конструкциями для сшивания. Чтобы обеспечить максимальную гибкость, листовки, показанные здесь, не индивидуализированы для конкретного дизайна стента. Это можно сделать, просто изменив шаблон с помощью программного обеспечения САПР.
Хотя представленный метод используется для тканевой инженерии сердечного клапана, он будет легко применим для электроспиннинговых установок в ортопедии24, урологии25, отоларингологии26 и других. Производство сложных и/или индивидуализированных 3D-конструкций возможно путем реализации других 3D-печатных коллекционеров. Хотя материал коллектора изменился, принцип электрошпиннинга остается нетронутым27. Поэтому использование различных полимеров теоретически возможно, хотя может потребоваться корректировка параметров электроспиннинга.
В целом, представленный протокол описывает простой и экономически эффективный способ производства многослойных листовок сердечного клапана. Применение 3D-печати позволяет быстро адаптировать и модифицировать коллектор и вставки. Это позволяет производить специфические для пациента протезы без сложного процесса изготовления, например, металлических коллекторов. Несколько образцов могут быть созданы за один прогон в одинаковых условиях. Таким образом, разрушающие испытания материала могут быть выполнены на образцах с преимуществом наличия (почти) идентичных образцов, оставшихся для создания фактического клапана. Включение файлов печати в качестве дополнительных файлов в это исследование предназначено для поддержки продвижения многослойных каркасов сердечных клапанов. Этот новый метод электроспиннинга также имеет высокий потенциал для других областей регенеративной медицины, поскольку модифицированные коллекторы и другие 3D-печатные, вращающиеся шаблоны просты в реализации.
Раскрытие информации
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Эта работа была поддержана Программой ученых-клиницистов в области сосудистой медицины (PRIME), финансируемой Deutsche Forschungsgemeinschaft (DFG, Немецкий исследовательский фонд), проект No MA 2186/14-1.
Материалы
| Name | Company | Catalog Number | Comments |
| BTC-FR2.5TN.D09 | ZwickRoell GmbH & Co. KG | Traction engine (Tensile tests) | |
| C5-E Motor Controller | Nanotec Electronic GmbH & Co. KG | Motor controll unit | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelectronik GmbH | Power Supply Unit Anode | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelektronik GmbH | Power Supply Unit Kathode | |
| Conductive Composite PLA | ProtoPasta | Conductive PLA | |
| Cura 4.7.1 | Ultimaker BV | Slicing Software Ultimaker, step 1.1.2 | |
| DAPI Stock Solution c = 0.1 mg/mL | Sigma-Aldrich Chemie GmbH | DAPI | |
| Disposable Scalpel No. 23 | FEATHER | Scalpel | |
| Fluorescein (C.I. 45350) M 376.28 g/mol | Carl Roth GmbH + Co. KG | Fluorescein | |
| Fume Hood as per DIN 12924 Class 2 | Köttermann GmbH | Fume Hood | |
| Leica Applicatin Suite X 3.5.5.19976 | Leica Microsystems GmbH | Software for Confocal Laser Scanning Microscope | |
| Luerlock Syringe 20 mL | BD Plastipak | Luerlock Syringe | |
| Metal needle plane 2.50/2.00 x 20 mm | Unimed S.A. | Needle with plane tip | |
| Montage-complet-tubes; inner diameter x outer diameter: 1/16" x 1/8", length 1.000 mm | Bohlender GmbH | F740-28 | Solvent resistant tubes |
| N,N-Dimethylformamide ≥99.8% | Sigma-Aldrich Chemie GmbH | Dimethylformamide | |
| Pellethane 2363 80AE | Velox GmbH Hamburg | Polyurethane | |
| PLA | Ultimaker BV | PLA | |
| Plug&Drive Studio (1.0.4) | Nanotec Electronic GmbH & Co. KG | Motor operation software | |
| SEM Evo LS 10 | Zeiss MicroImaging GmbH | Scanning Electron Microscope | |
| SHT 31-D | Adafruit Industries | Temperature and Humidity Sensor | |
| SolidWorks 2020 CAD Software | Dassault Systèmes | Commercial CAD Software | |
| Sulforhodamine 101 50 mg | Sigma - Aldrich | S 7635 | Texas Red |
| Syringe Pump Model: Fusion 100 | Chemyx Inc. | Syringe Pump | |
| TCS SP8 inverted CEL BMi8 | Leica Microsystems GmbH | Confocal Laser Scanning Microscope | |
| testXpert V11.02 | ZwickRoell GmbH & Co. KG | Software Tensile Test | |
| Tetrahydrofuran ≥99.9% | Sigma-Aldrich Chemie GmbH | Tetrahydrofuran | |
| Type 1511530000202 #980361 | Binder Labortechnik GmbH | Heating Cabinet | |
| Ultimaker 3 Extended | Ultimaker BV | 3D Printer |
Ссылки
- Van Camp, G. Cardiovascular disease prevention. Acta Clinica Belgica. 69 (6), 407-411 (2014).
- Iung, B., Vahanian, A. Epidemiology of valvular heart disease in the adult. Nature Reviews Cardiology. 8 (3), 162-172 (2011).
- Fioretta, E. S., et al. Cardiovascular tissue engineering: From basic science to clinical application. Experimental Gerontology. 117 (1), 1-12 (2019).
- Xue, J., Wu, T., Dai, Y., Xia, Y. Electrospinning and electrospun nanofibers: methods, materials, and applications. Chemical Reviews. 119 (8), 5298 (2019).
- Grande, D., Ramier, J., Versace, D. L., Renard, E., Langlois, V. Design of functionalized biodegradable PHA-based electrospun scaffolds meant for tissue engineering applications. New Biotechnology. 37, 129-137 (2017).
- Tara, S., et al. Well-organized neointima of large-pore poly(l-lactic acid) vascular graft coated with poly(l-lactic-co-ε-caprolactone) prevents calcific deposition compared to small-pore electrospun poly(l-lactic acid) graft in a mouse aortic implantation model. Atherosclerosis. 237 (2), 684-691 (2014).
- Voorneveld, J., Oosthuysen, A., Franz, T., Zilla, P., Bezuidenhout, D. Dual electrospinning with sacrificial fibers for engineered porosity and enhancement of tissue ingrowth. Journal of Biomedical Material Research. 105 (6), 1559-1572 (2017).
- Kishan, A. P., Cosgriff-Hernandez, E. M. Recent advancements in electrospinning design for tissue engineering applications: A review. Journal of Biomedical Materials Research. 105 (10), 2892-2905 (2017).
- Sacks, M. S., David Merryman, W., Schmidt, D. E. On the biomechanics of heart valve function. Journal of Biomechanics. 42 (12), 1804-1824 (2009).
- Buchanan, R. M., Sacks, M. S. Interlayer micromechanics of the aortic heart valve leaflet. Biomechanics and Modeling in Mechanobiology. 13 (4), 813-826 (2014).
- Gensler, M., et al. 3D printing of bioreactors in tissue engineering: A generalised approach. PLoS One. 15 (11), 0242615 (2020).
- Grab, M., et al. Customized 3D printed bioreactors for decellularization-High efficiency and quality on a budget. Artificial Organs. 45 (12), 1477-1490 (2021).
- Huang, J., Koutsos, V., Radacsi, N. Low-cost FDM 3D-printed modular electrospray/electrospinning setup for biomedical applications. 3D Printing in Medicine. 6 (1), 8 (2020).
- Fukunishi, T., et al. Preclinical study of patient-specific cell-free nanofiber tissue-engineered vascular grafts using 3-dimensional printing in a sheep model. Journal of Thoracic and Cardiovascular Surgery. 153 (4), 924-932 (2017).
- Jana, S., Lerman, A. In vivo tissue engineering of a trilayered leaflet-shaped tissue construct. Regenerative Medicine. 15 (1), 1177-1192 (2020).
- Hasan, A., et al. Electrospun scaffolds for tissue engineering of vascular grafts. Acta Biomaterialia. 10 (1), 11-25 (2014).
- Wang, X., Ding, B., Yu, J., Yang, J. Large-scale fabrication of two-dimensional spider-web-like gelatin nano-nets via electro-netting. Colloids and Surfaces B: Biointerfaces. 86 (2), 345-352 (2011).
- Yang, G. -. Z., Li, H. -. P., Yang, J. -. H., Wan, J., Yu, D. -. G. Influence of working temperature on the formation of electrospun polymer nanofibers. Nanoscale Research Letters. 12 (1), 55 (2017).
- Ekaputra, A. K., Prestwich, G. D., Cool, S. M., Hutmacher, D. W. Combining electrospun scaffolds with electrosprayed hydrogels leads to three-dimensional cellularization of hybrid constructs. Biomacromolecules. 9 (8), 2097-2103 (2008).
- Motta, S. E., et al. Geometry influences inflammatory host cell response and remodeling in tissue-engineered heart valves in-vivo. Scientific Reports. 10 (1), 19882 (2020).
- Masoumi, N., et al. Tri-layered elastomeric scaffolds for engineering heart valve leaflets. Biomaterials. 35 (27), 7774-7785 (2014).
- Jana, S., Lerman, A. Behavior of valvular interstitial cells on trilayered nanofibrous substrate mimicking morphologies of heart valve leaflet. Acta Biomaterialia. 85, 142-156 (2019).
- Jana, S., Franchi, F., Lerman, A. Trilayered tissue structure with leaflet-like orientations developed through in vivo tissue engineering. Biomedical Materials. 15 (1), 015004 (2019).
- Zhou, Y., Chyu, J., Zumwalt, M. Recent progress of fabrication of cell scaffold by electrospinning technique for articular cartilage tissue engineering. International Journal of Biomaterials. 2018, 1953636 (2018).
- Zamani, M., Shakhssalim, N., Ramakrishna, S., Naji, M. Electrospinning: application and prospects for urologic tissue engineering. Frontiers in Bioengineering and Biotechnology. 8, 579925 (2020).
- Heilingoetter, A., Smith, S., Malhotra, P., Johnson, J., Chiang, T. Applications of Electrospinning for Tissue Engineering in Otolaryngology. Annals of Otology, Rhinology & Laryngology. 130 (4), 395-404 (2020).
- Xue, J., Xie, J., Liu, W., Xia, Y. Electrospun nanofibers: new concepts, materials, and applications. Accounts of Chemical Research. 50 (8), 1976-1987 (2017).
Перепечатки и разрешения
Запросить разрешение на использование текста или рисунков этого JoVE статьи
Запросить разрешениеСмотреть дополнительные статьи
This article has been published
Video Coming Soon
Авторские права © 2025 MyJoVE Corporation. Все права защищены