
Method Article
Combinando impressão 3D e eletropinning para fabricar folhetos biomiméticos da válvula cardíaca
Neste Artigo
Resumo
O método apresentado oferece uma maneira inovadora para a engenharia de estruturas de fibra biomimética em andaimes tridimensionais (3D) (por exemplo, folhetos de válvula cardíaca). Geometrias condutivas impressas em 3D foram utilizadas para determinar forma e dimensões. A orientação e as características das fibras foram individualmente ajustáveis para cada camada. Várias amostras podem ser fabricadas em uma configuração.
Resumo
O eletropinning tornou-se uma técnica amplamente utilizada na engenharia de tecidos cardiovasculares, pois oferece a possibilidade de criar (micro)andaimes fibrosos com propriedades ajustáveis. O objetivo deste estudo foi criar andaimes multicamadas imitando as características de fibra arquitetônica dos folhetos de válvulas cardíacas humanas utilizando coletores regências impressas em 3D.
Modelos de cuspes de válvula aórtica foram criados usando um software de design comercial auxiliado por computador (CAD). O ácido polilático condutor foi usado para fabricar modelos de folhetos impressos em 3D. Estes negativos cusp foram integrados em um mandrel eletrospinning especificamente projetado. Três camadas de poliuretano foram giradas sobre o coletor, imitando a orientação de fibras das válvulas cardíacas humanas. A estrutura de superfície e fibra foi avaliada com um microscópio eletrônico de varredura (SEM). A aplicação de corante fluorescente permitiu também a visualização microscópica da estrutura de fibra multicamadas. Foram realizados testes de tração para avaliação das propriedades biomecânicas dos andaimes.
A impressão 3D de peças essenciais para a plataforma de eletropinning foi possível em pouco tempo para um baixo orçamento. As bordas da válvula aórtica criadas após este protocolo foram de três camadas, com diâmetro de fibra de 4,1 ± 1,6 μm. A imagem SEM revelou uma distribuição uniforme das fibras. A microscopia de fluorescência revelou camadas individuais com fibras alinhadas de forma diferente, com cada camada atingindo precisamente a configuração de fibra desejada. Os andaimes produzidos apresentaram alta resistência à tração, especialmente na direção do alinhamento. Os arquivos de impressão para os diferentes coletores estão disponíveis como Arquivo Suplementar 1, Arquivo Suplementar 2, Arquivo Suplementar 3, Arquivo Suplementar 4 e Arquivo Suplementar 5.
Com um protocolo de configuração e fluxo de trabalho altamente especializado, é possível imitar tecidos com estruturas complexas de fibras sobre múltiplas camadas. Girar diretamente em coletores impressos em 3D cria uma flexibilidade considerável na fabricação de formas 3D a baixos custos de produção.
Introdução
As doenças cardiovasculares são a principal causa de morte nos países ocidentais 1. Embora uma extensa pesquisa seja feita neste campo, estima-se que a carga de doenças degenerativas da válvula cardíaca aumentará ainda mais durante os próximos anos2. A substituição da válvula cardíaca cirúrgica ou intervencionista é possível como opção terapêutica. Neste ponto, válvulas cardíacas mecânicas e bioprostéticas estão disponíveis, ambas com desvantagens individuais. As válvulas mecânicas são trombogênicas e requerem anticoagulação ao longo da vida. Embora as válvulas biológicas não exijam anticoagulação, elas mostram falta de remodelagem, alta taxa de calcificação e degradação concomitante3.
Válvulas cardíacas projetadas por tecidos podem ser capazes de lidar com essas desvantagens introduzindo um andaime de microfibrismo no corpo que permite a remodelação in vivo. Vários métodos, por exemplo, eletrospinning (ESP), descelularização, micromolding, spray, dip-coat e bioimpressora 3D, estão disponíveis. Esses métodos podem ser escolhidos para criar propriedades específicas, sendo mais baratos e mais rápidos, ou apenas por falta de alternativas. Métodos e materiais podem até ser combinados para criar estruturas mais complexas4. Por exemplo, a ESP tem sido uma técnica padrão para a criação de andaimes na engenharia de tecidos, permitindo a combinação de diferentes materiais e o ajuste de diâmetros de fibras, orientações de fibras e porosidades4. Além disso, uma variedade de técnicas de pós-processamento permitem a remodelação otimizada do tecido, melhor hemocompatibilidade e biodegradação ajustável de andaimes eletrospun 5,6,7.
O ESP básico utiliza coletores estáticos ou rotativos, que têm influência direta sobre o grau de alinhamento da fibra e os diâmetros de fibras obtidos8. Devido às restrições de fabricação, os coletores rotativos esp clássicos consistem em tambores rotativos, discos, fios ou hastes de metal. A introdução da impressão 3D permite a criação de geometrias de coletores mais individualizadas que não se limitam às técnicas tradicionais de fabricação. Essa individualização é especialmente útil para a criação de construtos 3D, como folhetos de válvulas cardíacas.
A arquitetura natural de três camadas (fibrosa, esponjosa, ventricularis) dos folhetos de válvula cardíaca humana é a resposta dos tecidos às forças mecânicas e ao estresse da cisalhamento a que são expostos durante o ciclo cardíaco 9,10. As fibras da fibrosa lamina são orientadas circunferencialmente, enquanto as fibras da lamina spongiosa estão aleatoriamente alinhadas e as da lamina ventricularis radialmente. Uma camada tripla com as orientações de fibras correspondentes é, portanto, proposta para imitar as propriedades dessas válvulas em um andaime projetado por tecido.
O protocolo de fluxo de trabalho descreve um método inovador para produzir folhetos de válvula cardíaca 3D em três camadas usando impressão 3D e eletropinning. Além disso, uma etapa de controle de qualidade é apresentada para garantir uma orientação precisa da fibra em cada camada.
Protocolo
1. Trabalho preparatório
- Impressão 3D
NOTA: As seguintes etapas exigem o download dos arquivos "Linguagem do Triângulo Padrão" (STL) fornecidos como Arquivo Suplementar 1, Arquivo Suplementar 2, Arquivo Suplementar 3, Arquivo Suplementar 4 e Arquivo Suplementar 5 com este manuscrito. As peças de coletor são fornecidas como arquivos STL. A flange de conexão é fornecida como arquivo "STandard for the Exchange of Product model data" (STEP) para permitir o ajuste do coletor para se adequar a configurações individuais. Além disso, um desenho técnico para as hastes metálicas centrais é fornecido para a fabricação convencional como Arquivo Suplementar 6.- Abra o software de fatiamento (veja a Tabela de Materiais) e configure a cabeçadeira de impressão ativa para ácido polilático não instrutivo (PLA) e um bocal de 0,4 mm.
NOTA: O software de corte, o filamento e o diâmetro do bocal podem variar dependendo da impressora 3D disponível. - Carregue os arquivos STL Specimen_mount_A (Arquivo Suplementar 3) e Speciment_mount_B (Arquivo Suplementar 4) no software de fatiamento.
- Gire os modelos, para que as superfícies triangulares sejam colocadas na placa de construção.
- Marque todas as partes, clique com o botão direito do mouse e selecione Multiplicar modelos selecionados. Digite 1 no número de cópias solicitado e clique em OK. Coloque um total de quatro modelos na placa de construção.
- Coloque a espessura da fatia em 0,1 mm, espessura da parede até 1 mm, densidade de enchimento a 40%, e desmarque a caixa de suporte de geração .
- Clique no botão Cortar | Salvar para Removível para salvar o arquivo de impressão em uma unidade USB.
- Carregue PLA não-indutivo na impressora e inicie o arquivo de impressão.
- Depois que a impressão for concluída, remova os modelos da placa de construção e verifique se há deformações nos cantos inferiores.
- No software de corte, mantenha os parâmetros do material e substitua os modelos por Collector_Flange (Arquivo Suplementar 1 e Arquivo Suplementar 5) e Leaflet_Template (Arquivo Suplementar 2).
- Gire a flange, de modo que a superfície circular plana é contra a placa de construção. Além disso, gire o modelo do folheto, para que a superfície quadrada seja colocada diretamente na placa de construção.
- Marque a flange e multiplique o modelo como na etapa 1.1.4. Tipo 1 para receber 1 cópia e 1 original do modelo flange na placa de construção.
- Marque o modelo de folheto e multiplique por 8 para receber um total de nove modelos de folhetos, seguindo as etapas descritas em 1.1.4.
- Coloque a espessura da fatia em 0,1 mm, espessura da parede até 1 mm, densidade de enchimento até 80% e desmarque a caixa gerar suporte .
- Clique no botão Cortar | Salvar para Removable para salvar o novo arquivo de impressão em uma unidade USB.
- Carregue pla condutivo na impressora e inicie o processo de impressão.
- Após a conclusão da impressão, remova os modelos da placa de construção. Remova as fibras de filamento individuais na parte inferior do folheto negativas cuidadosamente com um cortador de arame se estas estiverem presentes nos modelos de folheto (como não foram utilizadas estruturas de suporte).
- Abra o software de fatiamento (veja a Tabela de Materiais) e configure a cabeçadeira de impressão ativa para ácido polilático não instrutivo (PLA) e um bocal de 0,4 mm.
- Solução giratória
ATENÇÃO: Tetrahidrofuran (THF) e dimetilformamida (DMF) são solventes prejudiciais que não devem ser inalados ou entrar em contato com a pele. É fortemente recomendado usar luvas resistentes a solventes e óculos de proteção enquanto manuseia-as. Ao manuseá-los, trabalhe sob um capô de exaustão, pois são extremamente voláteis.- Coloque uma balança sob o capô de escape e posicione uma garrafa de vidro de tampa de parafuso de 200 mL sobre ele. Tare a balança.
- Despeje 50 mL de DMF e 50 mL de THF na garrafa de vidro. Note o peso dos solventes.
- Coloque uma barra magnética dentro da garrafa, coloque a garrafa em um agitador magnético e ligue-a.
- Multiplique o peso observado por 0,15 (= 15% c/v) e transfira a quantidade correspondente de poliuretano (PU) lentamente para a garrafa de vidro contendo a mistura de solvente (DIN 1310).
- Feche a garrafa e mexa por pelo menos 12h à temperatura ambiente para obter uma solução homogênea.
2. Configuração de eletropinning
- Assembléia
NOTA: Como os andaimes de folheto criados com o coletor apresentado são relativamente pequenos, recomenda-se o uso opcional de um mandrel de tambor de grande diâmetro (D: 110 mm). Isso permite a criação de andaimes maiores e multicamadas, que serão benéficos para a avaliação microscópica, biocompatibilidade e biomecânica.- Monte o coletor usando as peças impressas em 3D e seis parafusos M3 x 15.
- Use três parafusos para fixar as hastes metálicas em uma das flanges.
- Deslize um Specimen_mount_B entre as barras de metal. Certifique-se de que os espaços para modelos apontam na direção oposta da flange.
- Encha as três ranhuras do Specimen_mount_B com modelos de folhetos de válvula cardíaca.
- Coloque Specimen_mount_A em cima e preencha os espaços com modelos.
- Deslize outra Specimen_mount_A e preencha os espaços com modelos.
- Fixar os modelos colocando o segundo Specimen_mount_B em cima.
- Coloque a segunda flange por cima e use os parafusos M3 para fixá-lo.
NOTA: Certifique-se de que os modelos de folhetos são todos orientados na mesma direção (borda reta do folheto paralelo às hastes metálicas). - Coloque o coletor de folhetos montado na configuração de eletropinning e fixe firmemente as flanges ao eixo do motor (ou seja, parafusos M6 e porcas de asa) (Figura 1).
ATENÇÃO: Como o PLA condutivo é mais frágil do que o PLA normal, use uma chave de torque a 1,4 Nm ao fixar parafusos que pressionem o material para evitar estacas. - Coloque um suporte de agulha a 30 cm do coletor.
- Fixar uma agulha de calibre 14 (G) com uma ponta plana no suporte da agulha e fixá-la na altura do eixo do coletor.
- Conecte um tubo flexível e resistente a solventes (por exemplo, politetrafluoroetileno (PTFE)) à porta luer-lock da agulha.
NOTA: DMF e THF dissolvem muitos plásticos. É necessário utilizar materiais resistentes a solventes ao trabalhar com esses solventes, por exemplo, ferramentas de metal e vidro. Quando forem necessárias ferramentas plásticas (ou seja, seringa ou tubo), certifique-se de usar materiais resistentes a solventes. - Guie o tubo até a bomba de seringa para posterior conexão da seringa cheia de polímero.
- Conexão da unidade de alimentação (PSU)
ATENÇÃO: Durante a configuração, certifique-se de que a fonte de alimentação esteja desconectada da fonte de alimentação principal.- Conecte dois cabos blindados de alta tensão ao ânodo e cátodo da fonte de alimentação.
- Usando um clipe de crocodilo, conecte o cabo conectado ao cátodo (- polo) à agulha de 14 G. Verifique a conexão entre clipe e agulha. Em seguida, guie o cabo de alta tensão, para que ele corra para fora da área de fiação para evitar interferências.
- Conecte o coletor ao ânodo (+ polo) usando um clipe de crocodilo e o segundo cabo de alta tensão. Use um anel de deslizamento ou um contato deslizante usando um cabo despojado para criar contato na flange do coletor.
- Preparação da seringa
NOTA: Esta etapa deve ser executada imediatamente antes do processo de fiação começar.- Encha uma seringa Luer-lock de 20 mL com a solução giratória preparada na etapa 1.2.
- Conecte a seringa ao tubo resistente ao solvente e empurre manualmente a solução para o sistema de tubos até que uma gota seja visível na ponta da agulha.
- Coloque a seringa na bomba de seringa. Após ligar a bomba, digite os seguintes parâmetros: diâmetro: 19,129 mm; volume: 5 mL; velocidade de 3 mL/h.
3. Processo de eletropinning
- Teste de motor
NOTA: A fabricação do coletor usando impressão 3D pode levar ao movimento fora do centro do coletor. Portanto, um teste executado com velocidades de revolução mais baixas, mas sem alta tensão é altamente recomendado.- Abra o software de controle do motor clicando duas vezes no ícone no computador.
- Conecte-se ao controle do motor clicando no botão Conectar .
- Após a conexão, selecione o modo de operação de velocidade Profile e clique na guia Operação localizada no canto superior esquerdo da tela.
- Selecione a guia de velocidade Perfil abaixo do botão de parada rápida emoldurado por uma linha vermelha. Digite as seguintes configurações: Velocidade do alvo: 200 rpm; aceleração do perfil: 100; desaceleração do perfil: 200; parada rápida: 5000.
NOTA: A direção da rotação deve ser para cima no lado da agulha, que pode ser ajustada alterando o sinal no campo "velocidade alvo" de "+" para "-". - Inicie a execução do teste e verifique se o coletor está se desequilibrando. Se o coletor correr bem, proceda com o protocolo. Caso contrário, pare o motor e reajuste o coletor conforme descrito na etapa 2.1.9.
- Pare o motor clicando no botão ativado do Interruptor e altere a velocidade do alvo para 2.000 rpm.
- Processo de fabricação
NOTA: A eletropinning é um processo com alta dependência de parâmetros ambientais. Os resultados ótimos de eletropinning foram obtidos entre 15-20% de umidade relativa a uma temperatura entre 21 e 24 °C.- Primeira Camada
NOTA: Durante a fase de configuração, uma gota seca de PU pode ter se formado na ponta da agulha. Remova a gota usando uma ferramenta longa e não-indutora, se necessário.- No software de controle do motor, clique no botão Ativar operação para ligar o motor.
- Ligue a fonte de alimentação de alta tensão e ajuste a tensão tanto para ânodo quanto para cátodo: menos polo (agulha): 18 kV; mais polo (coletor): 1,5 kV.
- Inicie a bomba de seringa a uma vazão de 3 mL/h.
- Estabeleça um temporizador para 20 minutos.
- Observe a ponta da agulha para a formação de um cone de alfaiataria. Dependendo da forma do cone na ponta da agulha, ajuste a tensão no cátodo em incrementos de ±100 V até que um cone de alfaiataria estável seja estabelecido.
NOTA: Se a gota estiver pendurada, a tensão está muito baixa. No entanto, o fluxo instável pode indicar que a tensão está muito alta. - Aguarde 20 min para que os modelos de cusp sejam cobertos adequadamente com fibras.
- Desligue a bomba de seringa.
- Desligue a PSU invertendo o interruptor de alimentação.
- Pare o motor clicando no botão ativar no botão ativado no software de controle do motor.
ATENÇÃO: Para evitar que as peças movam-se no sistema, aguarde até que o coletor tenha parado completamente para abrir a câmara de teste.
- Segunda Camada
- No software de controle do motor, altere a velocidade do alvo do campo de entrada para 10 rpm.
- Repetição de passos 3.2.1.1-3.2.1.9.
- Terceira Camada
NOTA: Antes que os andaimes estejam totalmente secos, eles são extremamente sensíveis ao estresse mecânico. Tenha muito cuidado ao realizar as etapas 3.2.3.2-3.2.3.6. Evite tocar nos andaimes/fibras durante essas etapas, pois o andaime pode ser inútil.- Abra cuidadosamente os parafusos que conectam as flanges coletoras ao eixo do motor e remova o coletor de folhetos (Figura 2B) do dispositivo de eletropinning.
- Usando um bisturi, corte as fibras eletroscravas ao longo do contorno externo de cada modelo de folheto (Figura 2C).
- Remova a flange de um lado do coletor.
- Retire as pastilhas impressas em 3D e separe os modelos de folhetos dos suportes triangulares não instrutivos.
- Gire todos os modelos de folhetos em 90° e remonte o coletor.
- Insira o coletor na configuração de eletropinning e fixe-o firmemente.
- Novamente, verifique se há desequilíbrio antes de continuar o processo de fiação.
- No software de controle do motor, altere a velocidade do alvo do campo de entrada para 2.000 rpm.
- Repetição de passos 3.2.1.1-3.2.1.9.
NOTA: Após o término do processo de eletropinização, é altamente recomendável lavar a tubulação e a agulha com DMF puro para evitar entupimento do tubo.
- Andaimes tingidos fluorescentes (opcional)
NOTA: Corantes fluorescentes são usados para tornar as fibras visíveis sob um microscópio convencional de fluorescência. Isso só é necessário durante a implementação do método e para o controle de qualidade após a aplicação de novas configurações. O uso de corantes fluorescentes não é recomendado na fabricação de andaimes usando configurações estabelecidas.- Divida a solução giratória preparada na etapa 1.2 em três porções iguais em garrafas separadas.
- Utilizando uma balança, meça 1 mg de corante fluorescente para cada grama (0,1 wt%) da solução de polímero. Repita para todos os três corantes fluorescentes (ou seja, Fluoresceína, Texas Red, 4',6-diamidino-2-fenilôndole [DAPI]).
- Adicione o corante à solução giratória, feche a tampa da garrafa e mexa por 2-3 h ou até homogeneizar.
NOTA: Para evitar que os corantes fluorescentes desbotem, proteja a solução giratória da luz o máximo possível, ou seja, colocando uma tampa opaca sobre o agitador magnético. O processo para andaimes tingidos fluorescentes é muito semelhante ao processo padrão descrito nas etapas 3.2.1-3.2.3. - Na etapa 3.2.1, substitua a seringa padrão por uma seringa preenchida com a solução giratória contendo o primeiro corante fluorescente.
- Na etapa 3.2.2, substitua a tubulação e a agulha atualmente utilizadas por outras novas ou limpas. Posteriormente, coloque uma seringa com a solução giratória contendo o segundo corante fluorescente na bomba de seringa.
- Na etapa 3.2.3 novamente, substitua a tubulação e a agulha por outras novas ou limpas e substitua a seringa por uma que esteja cheia de solução giratória contendo o terceiro corante fluorescente.
NOTA: Para evitar atrasos durante o processo de fabricação, é benéfico usar três conjuntos de tubos e agulhas. Alternativamente, o tubo e a agulha podem ser bem lavados com THF e DMF entre a produção de camadas até que nenhuma solução giratória contendo corante fluorescente seja deixada no sistema.
- Primeira Camada
4. Pós-processamento e aquisição de amostras
- Andaimes pós-processamento
- Remova o coletor do dispositivo de eletropinificação.
- Usando um bisturi, corte cada modelo livre em sua base, conforme descrito na etapa 3.2.3.2.
- Abra o coletor, como descrito acima, e coloque os modelos, baseem-se, em uma bandeja.
- Coloque a bandeja em um armário de secagem durante a noite a 40 °C.
- Depois que as amostras estiverem completamente secas, use um bisturi para cortar cuidadosamente as bordas do modelo de folheto para remover fibras excedentes.
- Depois, retire cuidadosamente o andaime do folheto do modelo e coloque-o em uma bandeja para posterior processamento.
Resultados
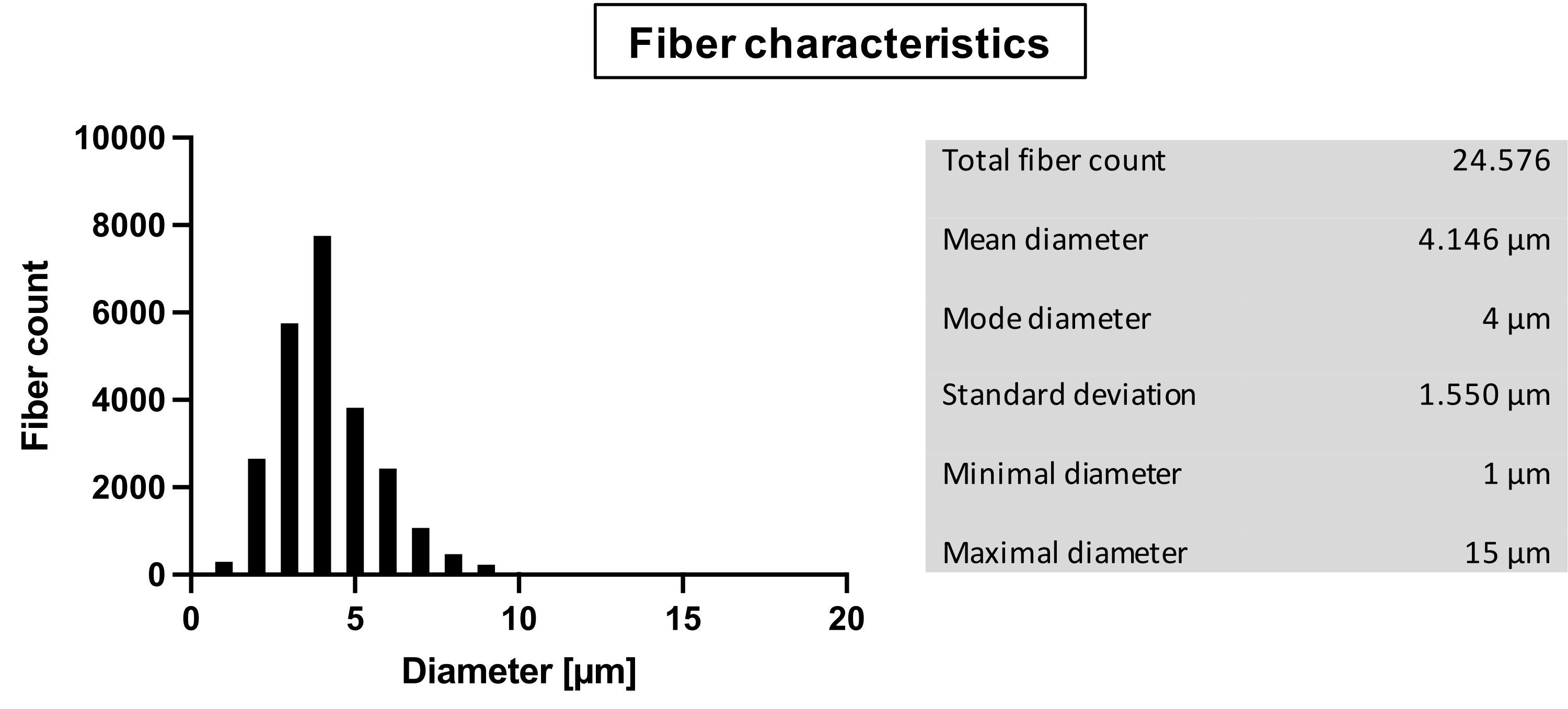
Este protocolo visa o desenvolvimento de um andaime de folheto de três camadas destinado ao uso na engenharia de tecido cardiovascular de válvulas cardíacas. Imita a configuração do colágeno das três camadas da válvula cardíaca humana nativa. Cada camada consiste em fibras com diâmetro total de 4,1 ± 1,6 μm (Figura 1).

Figura 1: Características da fibra. Análise das fibras: Contagem total de fibras; Diâmetro em μm: média, modo, desvio padrão, diâmetro mínimo, diâmetro máximo. Clique aqui para ver uma versão maior desta figura.
{kind=link}
Os modelos de folhetos são projetados para caber uma prótese de válvula aórtica de Ø 24 mm (Figura 2C). Após a secagem, os andaimes de folheto mantiveram sua forma de uma válvula cardíaca 3D (Figura 3A).

Figura 2: Configuração de eletropinning. (A) Coletor impresso em 3D montado na configuração rotativa; (B) Renderização CAD do coletor 3D imprimível; (C) Renderização CAD do folheto da válvula cardíaca negativo mostrado em B; triângulo indica zoom-in parte. Abreviação: CAD = design auxiliado por computador. Clique aqui para ver uma versão maior desta figura.
{kind=link}
Foram utilizadas imagens SEM para avaliar as camadas alinhadas e não alinhadas (TEMP F3512-21). As fotografias foram tiradas em 100x, 500x e 2.000x de ampliação em três locais diferentes em um andaime. Andaimes de fibra alinhados aparecem com uma superfície lisa e orientação estrita na direção circunferencial (Figura 3B). A análise visual da imagem 2.000x em relação à orientação da fibra confirma o alinhamento primário das fibras (Figura 3C). Andaimes de fibra não alinhados mostram uma superfície igualmente lisa em comparação com as fibras alinhadas. A orientação de fibras é desordenada, com muitas intersecções proeminentes entre fibras (Figura 3D). A análise visual subsequente confirma o desalinhamento de fibras sem orientação primária visível (Figura 3E).

Figura 3: Folheto eletrospun e imagem SEM. (A) Folheto multicamadas eletrospun e coletor de folhetos impressos em 3D; (B) Imagem SEM de fibras nãoalinhadas (ampliação 1.000x); (C) Análise de orientação de fibras não claras; (D) Imagem SEM de fibras alinhadas (ampliação 1.000x); (E) Análise de orientação de fibras alinhadas. Barras de escala = 10 mm (A), 100 μm (B, D). Abreviação: SEM = microscopia eletrônica de varredura. Clique aqui para ver uma versão maior desta figura.
{kind=link}
Imagens de andaimes multicamadas tingidos fluorescentes revelaram três camadas individuais com orientações distintas de fibras (Figura 4D). A camada inferior (Figura 4A; azul) mostra fibras alinhadas na orientação horizontal com muito pouca intersecção entre as fibras. A camada média (Figura 4B; verde) apresenta fibras não claras sem orientação primária de fibras. A camada superior (Figura 4C; vermelha) mostra fibras alinhadas em uma orientação perpendicular. A análise visual das camadas superior e inferior revela um ângulo médio entre as duas camadas de 89°, que está de acordo com a rotação de 90° do coletor durante o processo de fiação (Figura 4E).

Figura 4: Microscopia de fluorescência de andaime multicamadas. (A) Imagem de fluorescência da primeira camada com orientação primária da parte inferior esquerda para superior direita; (B) Imagem de fluorescência da segunda camada com orientação de fibras não clara; (C) Imagem de fluorescência da terceira camada com orientação primária da parte inferior direita para superior esquerda; (D) Imagem de fluorescência das três camadas combinadas em um andaime; (E) Análise de orientação de fibras para as três camadas (Camada 1: azul; Camada 2: verde; Camada 3: vermelho); ampliação = 400x (A-D); barras de escala = 100 μm (A-D). Clique aqui para ver uma versão maior desta figura.
{kind=link}
A medição da espessura foi feita em 21 amostras (Figura 5A) (TEMP F3510-21). Todas as amostras foram criadas aplicando os mesmos parâmetros. A temperatura e a umidade podem variar entre 20,3 °C e 26,1 °C e 35% e 55% de umidade, respectivamente. Os resultados mostraram um aumento relativamente linear na espessura de ~2,65 μm por minuto.
Outro experimento mostrou a consistência dos resultados após 60 minutos de fiação sob parâmetros correspondentes (Figura 5B). A umidade e a temperatura podem variar entre 35% e 50% de umidade e 20,3 °C a 26,1 °C, respectivamente. Os resultados foram andaimes entre 126 e 181 μm de espessura. A espessura média foi de 151,11 ± 13,17 μm. O aumento da espessura foi de ~2,52 μm por minuto, em média.

Figura 5: Medição da espessura. (A) Espessura dos andaimes por tempo girado; n = 21; Coeficiente de correlação (r) = 0,653; p** = 0,00132; (B) Espessura das amostras após 60 min; n = 13; linha vermelha: média. Clique aqui para ver uma versão maior desta figura.
{kind=link}
Foram realizados testes de tração para andaimes de fibra alinhados e não alinhados em duas direções, ao longo da direção circunferencial e perpendiculares a ela. Cada rejunte consistia de 15 espécimes. As amostras foram retiradas dos andaimes do avião de acordo com o DIN 53504:2017-03. A espessura foi medida em três pontos diferentes em cada amostra e utilizada para calcular os valores de força máxima por mm quadrado.
Os valores de espessura estavam entre 0,03 e 0,2 mm. A comparação da força de tração final revelou uma diferença significativa (p < 0,001) entre as orientações para os andaimes de fibra alinhados (Figura 6A). Os andaimes atingiram uma força máxima de 12,26 ± 2,59 N/mm2 ao longo da orientação circunferencial. A resistência à tração foi reduzida para 3,86 ± 1,08 N/mm2 na direção perpendicular.
Os andaimes de fibra não alinhados não mostram diferença na força máxima de tração para as diferentes orientações (F1: 7,19 ± 1,75 N/mm2, F2: 7,54 ± 1,59 N/mm2; p = 0,60). A análise comparativa do alongamento no intervalo para os andaimes de fibra alinhados revelou diferenças significativas (p < 0,001) em distensibilidade entre as direções (Figura 6B). A extensibilidade atingiu 187,01 ± 39,37% na direção circunferencial contra 107,16 ± 30,04% na direção perpendicular.
Em contrapartida, o alongamento no intervalo para os tapetes de fibra não alinhados revelou extensibilidade uniforme em ambas as direções (F1: 269,74 ± 24,78 % ; F2: 285,01 ± 25,58 %; p = 0,69). As curvas representativas de tensão de estresse mostram enormes diferenças no comportamento do material, dependendo da direção em que a força de tração é aplicada. Tapetes de fibra não alinhados apresentaram comportamento elástico linear, enquanto tapetes de fibra alinhados apresentaram não linearidade na direção axial.

Figura 6: Testes de tração de fibras alinhadas e não alinhadas. (A) Resistência à tração final para tapetes de fibra alinhados e não alinhados em direções circunferenciais e axiais; n = 15; (B) Alongamento no intervalo para tapetes de fibra alinhados e não alinhados em direções circunferenciais e axiais; n = 15; (C) Curvas representativas de tensão de estresse de andaimes alinhados e não alinhados, puxados em direções axiais e circunferenciais, respectivamente. (***p < 0,001). Clique aqui para ver uma versão maior desta figura.
{kind=link}
| Métricas de fabricação | |||||||||
| Nome | Material | Quantidade | Tempo Total | Peso Total [g] | Custo [€ por kg] | Custo Total | |||
| 1 | Specimen_Mount_A | Regular PLA | 2 | 18:19 | 159 | 51,33 € | 8.16 € | ||
| 2 | Specimen_Mount_B | Regular PLA | 2 | 19:42 | 161 | 51,33 € | 8.26 € | ||
| 3 | Flange coletora | PLA condutivo | 2 | 10:40 | 95 | 99,98 € | 9,50 € | ||
| 4 | Leaflet_Inlet | PLA condutivo | 9 | 05:32 | 31 | 99,98 € | 3.10 € | ||
| Total | 29.02 € | ||||||||
Tabela 1: Métricas de fabricação. Quantidade especificando a tabela, tempo de fabricação, quantidade de material necessário e custos para peças impressas em 3D. Abreviação: PLA = ácido polilático.
Arquivo suplementar 1: Flange coletor adaptável. Arquivo de passo para adaptar e imprimir flange coletor. Clique aqui para baixar este Arquivo.
Arquivo suplementar 2: modelo de folheto. Arquivo STL para imprimir modelo de folheto. Clique aqui para baixar este Arquivo.
Arquivo suplementar 3: Montagem de espécime a. Arquivo STL para imprimir o monte A. Clique aqui para baixar este Arquivo.
Arquivo suplementar 4: Montagem de espécimes B. Arquivo STL para imprimir o monte B. Clique aqui para baixar este Arquivo.
Arquivo Suplementar 5: Flange coletora. Arquivo STL para imprimir flange coletor. Clique aqui para baixar este Arquivo.
Arquivo suplementar 6: Conexão da haste metálica. Desenho técnico para construir hastes metálicas de conexão. Clique aqui para baixar este Arquivo.
Discussão
O protocolo descrito apresenta duas inovações no campo da engenharia de tecidos (cardiovasculares): fabricação de baixo custo de fantasmas completamente impressos em 3D para eletropinning e o uso de um coletor versátil para produzir folhetos de válvula cardíaca adaptáveis e multicamadas.
Recentemente, a impressão 3D tornou-se uma ferramenta valiosa para a produção de equipamentos de laboratório, por exemplo, bioreatores ou configurações de fabricação e teste11,12. Assim, foi possível fabricar a configuração de eletropinning apresentada neste estudo em um curto espaço de tempo e para um orçamento acessível (Tabela 1). Isso permanece em linha com os achados anteriores para a produção de baixo custo de configurações de eletropinning usando impressão 3D13.
Além disso, para o melhor dos conhecimentos dos autores, esta é a primeira vez que um material condutor de impressão 3D foi usado para criar um coletor de eletropinning para folhetos de válvulas cardíacas. Até agora, os coletores impressos em 3D foram fabricados por sinterização a laserde metal 14 ou usando impressão de polímero não condutor e pós-processamento subsequente com um revestimento condutor15. Em contraste com essa nova abordagem, esses procedimentos estão em desvantagem significativa, pois são mais caros, demoram muito mais ou exigem mais trabalho manual.
O eletropinning depende de uma infinidade de variáveis que impactam a morfologia das fibras criadas. Embora diferentes configurações comerciais de eletropinning estejam disponíveis no mercado, muitos grupos de pesquisa usam configurações altamente individualizadas para corresponder às suas necessidades específicas16. Levando isso em conta, os valores descritos neste protocolo (tensão, distância e velocidade de rotação) podem precisar ser adaptados para configurações individuais e devem ser vistos como um ponto de partida em vez de valores fixos. Além disso, sabe-se que os parâmetros ambientais podem ter uma influência significativa nos resultados de eletropinning17,18. Portanto, é altamente recomendável controlar pelo menos a temperatura e a umidade dentro da plataforma de eletropinning. Os resultados ótimos de eletropinning foram obtidos entre 15-20% de umidade relativa a uma temperatura entre 21 e 24 °C. Para seguir este protocolo, o seguinte equipamento é essencial: um motor capaz de acelerar um coletor pesando aproximadamente 300 g a uma velocidade de revolução de 2.000 rpm, uma bomba de seringa adequada para pequenas taxas de fluxo de volume de 1-3 mL/h, e uma unidade de alimentação de dois polos capaz de ± corrente direta (DC).
De acordo com estudos anteriores, foi possível visualizar a estrutura fibrosa dos andaimes eletroscarados por microscopia de fluorescência19. Foi possível demonstrar com sucesso a estrutura multicamadas do andaime, incluindo as diferentes orientações de fibras. Especialmente quando se trabalha com múltiplas camadas ou múltiplos materiais, a introdução de corantes fluorescentes deve ser considerada como um procedimento padrão para um rigoroso controle de qualidade. Poderia melhorar a avaliação visual dos resultados após alterações nos parâmetros ou protocolo de fluxo de trabalho. Não se pode recomendar a aplicação de corante em andaimes a serem utilizados para avaliação in vivo ou in vitro . Isso é importante para evitar interferências com métodos analíticos estabelecidos.
Imitar a morfologia da válvula cardíaca natural é de grande importância para produzir uma réplica projetada por tecido para ser usada como prótese da válvula cardíaca (Figura 4B). Foi demonstrado que a geometria específica da válvula tem um alto impacto na remodelação in vivo 20. Neste contexto, a impressão 3D da geometria do folheto para eletropinning é vantajosa, pois as iterações são fáceis e rápidas de implementar. Até mesmo a produção de geometrias de válvulas personalizadas é concebível e o desenvolvimento subsequente de modelos 3D individuais e personalizados de anormalidades da válvula cardíaca, por exemplo, para fins de ensino, é possível.
Uma melhora adicional das propriedades da válvula cardíaca projetadas por tecidos está no centro dos esforços atuais de pesquisa, já que vários grupos de pesquisa têm trabalhado no desenvolvimento de andaimes multicamadas com orientações de fibras definidas. Masoumi et al. fabricaram andaimes compostos de uma camada de sebacate de poliglicerolol moldado e tapetes de fibra de policaprolactona eletrospun (PCL)21. Assim, uma camada tripla poderia ser criada a partir de duas camadas eletrospun orientadas separadas por uma folha de sebacate de poliglicerol microfíbrico. No entanto, em contraste com os andaimes na mão, eles não estavam nem em forma 3D nem imitavam adequadamente a camada média (esponjosa). Outra abordagem para a produção de uma válvula cardíaca bioinspirada com tecido foi perseguida por Jana et al.22,23. Eles produziram com sucesso andaimes de camada tripla com fibras orientadas usando coletores de alumínio para eletropinning baseado em PCL. Novamente, esses andaimes também apresentaram imperfeições morfológicas, pois só têm uma aparência 2D, e o cadafalso final é permeado por raios.
Embora o protocolo dê informações detalhadas sobre como folhetos de válvula cardíaca em 3D e três camadas são produzidos, existem vários outros passos necessários para criar uma prótese real da válvula cardíaca. Recomenda-se um stent de 24 mm de diâmetro para os folhetos aqui descritos. Complementares ao stent utilizado, os folhetos podem ser fornecidos com estruturas de suporte adicionais para costura. Para permitir a flexibilidade máxima, os folhetos aqui mostrados não são individualizados para um design específico de stent. Isso pode ser feito simplesmente alterando o modelo usando o software CAD.
Embora utilizado para a engenharia de tecido da válvula cardíaca, o método apresentado será prontamente aplicável para configurações de eletrospinning em ortopedia24, urologia25, otorquirologia26, entre outros. A produção de construtos 3D sofisticados e/ou individualizados é viável pela implementação de outros coletores impressos em 3D. Embora o material do coletor tenha mudado, o princípio do eletropinning permanece intacto27. Portanto, o uso de diferentes polímeros é teoricamente possível, embora o ajuste dos parâmetros de eletropinning possa ser necessário.
No geral, o protocolo apresentado descreve uma maneira fácil e econômica de fabricar folhetos de válvula cardíaca multicamadas. A aplicação da impressão 3D permite rápida adaptação e modificações do coletor e das pastilhas. Isso permite a produção de próteses específicas do paciente sem um complicado processo de fabricação de, por exemplo, coletores de metais. Várias amostras podem ser criadas em uma execução em condições idênticas. Portanto, testes destrutivos materiais podem ser realizados nas amostras com o benefício de ter (quase) idênticos remanescentes para construir a válvula real. A inclusão dos arquivos de impressão como Arquivos Suplementares neste estudo destina-se a apoiar o avanço de andaimes de válvula cardíaca multicamadas. Esta nova técnica de eletropinning também tem um alto potencial para outros campos da medicina regenerativa, já que coletores modificados e outros modelos de fiação impressos em 3D são fáceis de implementar.
Divulgações
Os autores não declaram conflitos de interesse.
Agradecimentos
Este trabalho foi apoiado pelo Programa de Cientistas Clínicos em Medicina Vascular (PRIME), financiado pela Deutsche Forschungsgemeinschaft (DFG, German Research Foundation), número do projeto NÚMERO MA 2186/14-1.
Materiais
| Name | Company | Catalog Number | Comments |
| BTC-FR2.5TN.D09 | ZwickRoell GmbH & Co. KG | Traction engine (Tensile tests) | |
| C5-E Motor Controller | Nanotec Electronic GmbH & Co. KG | Motor controll unit | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelectronik GmbH | Power Supply Unit Anode | |
| CH1: CPN 30 kV | 0.3 mA | iseg Spezialelektronik GmbH | Power Supply Unit Kathode | |
| Conductive Composite PLA | ProtoPasta | Conductive PLA | |
| Cura 4.7.1 | Ultimaker BV | Slicing Software Ultimaker, step 1.1.2 | |
| DAPI Stock Solution c = 0.1 mg/mL | Sigma-Aldrich Chemie GmbH | DAPI | |
| Disposable Scalpel No. 23 | FEATHER | Scalpel | |
| Fluorescein (C.I. 45350) M 376.28 g/mol | Carl Roth GmbH + Co. KG | Fluorescein | |
| Fume Hood as per DIN 12924 Class 2 | Köttermann GmbH | Fume Hood | |
| Leica Applicatin Suite X 3.5.5.19976 | Leica Microsystems GmbH | Software for Confocal Laser Scanning Microscope | |
| Luerlock Syringe 20 mL | BD Plastipak | Luerlock Syringe | |
| Metal needle plane 2.50/2.00 x 20 mm | Unimed S.A. | Needle with plane tip | |
| Montage-complet-tubes; inner diameter x outer diameter: 1/16" x 1/8", length 1.000 mm | Bohlender GmbH | F740-28 | Solvent resistant tubes |
| N,N-Dimethylformamide ≥99.8% | Sigma-Aldrich Chemie GmbH | Dimethylformamide | |
| Pellethane 2363 80AE | Velox GmbH Hamburg | Polyurethane | |
| PLA | Ultimaker BV | PLA | |
| Plug&Drive Studio (1.0.4) | Nanotec Electronic GmbH & Co. KG | Motor operation software | |
| SEM Evo LS 10 | Zeiss MicroImaging GmbH | Scanning Electron Microscope | |
| SHT 31-D | Adafruit Industries | Temperature and Humidity Sensor | |
| SolidWorks 2020 CAD Software | Dassault Systèmes | Commercial CAD Software | |
| Sulforhodamine 101 50 mg | Sigma - Aldrich | S 7635 | Texas Red |
| Syringe Pump Model: Fusion 100 | Chemyx Inc. | Syringe Pump | |
| TCS SP8 inverted CEL BMi8 | Leica Microsystems GmbH | Confocal Laser Scanning Microscope | |
| testXpert V11.02 | ZwickRoell GmbH & Co. KG | Software Tensile Test | |
| Tetrahydrofuran ≥99.9% | Sigma-Aldrich Chemie GmbH | Tetrahydrofuran | |
| Type 1511530000202 #980361 | Binder Labortechnik GmbH | Heating Cabinet | |
| Ultimaker 3 Extended | Ultimaker BV | 3D Printer |
Referências
- Van Camp, G. Cardiovascular disease prevention. Acta Clinica Belgica. 69 (6), 407-411 (2014).
- Iung, B., Vahanian, A. Epidemiology of valvular heart disease in the adult. Nature Reviews Cardiology. 8 (3), 162-172 (2011).
- Fioretta, E. S., et al. Cardiovascular tissue engineering: From basic science to clinical application. Experimental Gerontology. 117 (1), 1-12 (2019).
- Xue, J., Wu, T., Dai, Y., Xia, Y. Electrospinning and electrospun nanofibers: methods, materials, and applications. Chemical Reviews. 119 (8), 5298 (2019).
- Grande, D., Ramier, J., Versace, D. L., Renard, E., Langlois, V. Design of functionalized biodegradable PHA-based electrospun scaffolds meant for tissue engineering applications. New Biotechnology. 37, 129-137 (2017).
- Tara, S., et al. Well-organized neointima of large-pore poly(l-lactic acid) vascular graft coated with poly(l-lactic-co-ε-caprolactone) prevents calcific deposition compared to small-pore electrospun poly(l-lactic acid) graft in a mouse aortic implantation model. Atherosclerosis. 237 (2), 684-691 (2014).
- Voorneveld, J., Oosthuysen, A., Franz, T., Zilla, P., Bezuidenhout, D. Dual electrospinning with sacrificial fibers for engineered porosity and enhancement of tissue ingrowth. Journal of Biomedical Material Research. 105 (6), 1559-1572 (2017).
- Kishan, A. P., Cosgriff-Hernandez, E. M. Recent advancements in electrospinning design for tissue engineering applications: A review. Journal of Biomedical Materials Research. 105 (10), 2892-2905 (2017).
- Sacks, M. S., David Merryman, W., Schmidt, D. E. On the biomechanics of heart valve function. Journal of Biomechanics. 42 (12), 1804-1824 (2009).
- Buchanan, R. M., Sacks, M. S. Interlayer micromechanics of the aortic heart valve leaflet. Biomechanics and Modeling in Mechanobiology. 13 (4), 813-826 (2014).
- Gensler, M., et al. 3D printing of bioreactors in tissue engineering: A generalised approach. PLoS One. 15 (11), 0242615 (2020).
- Grab, M., et al. Customized 3D printed bioreactors for decellularization-High efficiency and quality on a budget. Artificial Organs. 45 (12), 1477-1490 (2021).
- Huang, J., Koutsos, V., Radacsi, N. Low-cost FDM 3D-printed modular electrospray/electrospinning setup for biomedical applications. 3D Printing in Medicine. 6 (1), 8 (2020).
- Fukunishi, T., et al. Preclinical study of patient-specific cell-free nanofiber tissue-engineered vascular grafts using 3-dimensional printing in a sheep model. Journal of Thoracic and Cardiovascular Surgery. 153 (4), 924-932 (2017).
- Jana, S., Lerman, A. In vivo tissue engineering of a trilayered leaflet-shaped tissue construct. Regenerative Medicine. 15 (1), 1177-1192 (2020).
- Hasan, A., et al. Electrospun scaffolds for tissue engineering of vascular grafts. Acta Biomaterialia. 10 (1), 11-25 (2014).
- Wang, X., Ding, B., Yu, J., Yang, J. Large-scale fabrication of two-dimensional spider-web-like gelatin nano-nets via electro-netting. Colloids and Surfaces B: Biointerfaces. 86 (2), 345-352 (2011).
- Yang, G. -. Z., Li, H. -. P., Yang, J. -. H., Wan, J., Yu, D. -. G. Influence of working temperature on the formation of electrospun polymer nanofibers. Nanoscale Research Letters. 12 (1), 55 (2017).
- Ekaputra, A. K., Prestwich, G. D., Cool, S. M., Hutmacher, D. W. Combining electrospun scaffolds with electrosprayed hydrogels leads to three-dimensional cellularization of hybrid constructs. Biomacromolecules. 9 (8), 2097-2103 (2008).
- Motta, S. E., et al. Geometry influences inflammatory host cell response and remodeling in tissue-engineered heart valves in-vivo. Scientific Reports. 10 (1), 19882 (2020).
- Masoumi, N., et al. Tri-layered elastomeric scaffolds for engineering heart valve leaflets. Biomaterials. 35 (27), 7774-7785 (2014).
- Jana, S., Lerman, A. Behavior of valvular interstitial cells on trilayered nanofibrous substrate mimicking morphologies of heart valve leaflet. Acta Biomaterialia. 85, 142-156 (2019).
- Jana, S., Franchi, F., Lerman, A. Trilayered tissue structure with leaflet-like orientations developed through in vivo tissue engineering. Biomedical Materials. 15 (1), 015004 (2019).
- Zhou, Y., Chyu, J., Zumwalt, M. Recent progress of fabrication of cell scaffold by electrospinning technique for articular cartilage tissue engineering. International Journal of Biomaterials. 2018, 1953636 (2018).
- Zamani, M., Shakhssalim, N., Ramakrishna, S., Naji, M. Electrospinning: application and prospects for urologic tissue engineering. Frontiers in Bioengineering and Biotechnology. 8, 579925 (2020).
- Heilingoetter, A., Smith, S., Malhotra, P., Johnson, J., Chiang, T. Applications of Electrospinning for Tissue Engineering in Otolaryngology. Annals of Otology, Rhinology & Laryngology. 130 (4), 395-404 (2020).
- Xue, J., Xie, J., Liu, W., Xia, Y. Electrospun nanofibers: new concepts, materials, and applications. Accounts of Chemical Research. 50 (8), 1976-1987 (2017).
Reimpressões e Permissões
Solicitar permissão para reutilizar o texto ou figuras deste artigo JoVE
Solicitar PermissãoThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Todos os direitos reservados