
A subscription to JoVE is required to view this content. Sign in or start your free trial.
Method Article
بالموجات فوق الصوتية لحام كوبونات الحراري المركب لتوصيف الميكانيكية للحام المفاصل من خلال لفة واحدة القص اختبار
In This Article
Summary
A straightforward procedure for ultrasonic welding of thermoplastic composite coupons for basic mechanical testing is described. Key characteristics of this ultrasonic welding process are the use of flat energy directors for simplified process preparation and the use of process data for the fast definition of optimum processing conditions.
Abstract
This paper presents a novel straightforward method for ultrasonic welding of thermoplastic-composite coupons in optimum processing conditions. The ultrasonic welding process described in this paper is based on three main pillars. Firstly, flat energy directors are used for preferential heat generation at the joining interface during the welding process. A flat energy director is a neat thermoplastic resin film that is placed between the parts to be joined prior to the welding process and heats up preferentially owing to its lower compressive stiffness relative to the composite substrates. Consequently, flat energy directors provide a simple solution that does not require molding of resin protrusions on the surfaces of the composite substrates, as opposed to ultrasonic welding of unreinforced plastics. Secondly, the process data provided by the ultrasonic welder is used to rapidly define the optimum welding parameters for any thermoplastic composite material combination. Thirdly, displacement control is used in the welding process to ensure consistent quality of the welded joints. According to this method, thermoplastic-composite flat coupons are individually welded in a single lap configuration. Mechanical testing of the welded coupons allows determining the apparent lap shear strength of the joints, which is one of the properties most commonly used to quantify the strength of thermoplastic composite welded joints.
Introduction
مركبات اللدائن الحرارية (TPC) لديها القدرة على أن تكون ملحومة، مما يساهم في تصنيع فعالة من حيث تكلفتها. يتطلب لحام التدفئة المحلية تحت ضغط للتخفيف أو إذابة الراتنج لدن الأسطح والانضمام للسماح للاتصال حميم ولاحق بين انتشار سلاسل البوليمر الحرارية عبر واجهة لحام. مرة واحدة ويتحقق الجزيئي بين الانتشار، تهدئة تحت ضغط يعزز مفصل الملحومة. العديد من التقنيات لحام تنطبق على مركبات اللدائن الحرارية التي تختلف أساسا في مصدر الحرارة 1، ومع ذلك، فإن الرئيسية "التصاق" آلية، أي التشابك الجزيئي، لم يتغير. يقدم اللحام بالموجات فوق الصوتية أوقات قصيرة جدا لحام (في حدود بضع ثوان)، وسهلة التشغيل الآلي وأنها مستقلة تقريبا من نوع من التعزيز في ركائز مركب بالحرارة. وعلاوة على ذلك، فإنه يوفر إمكانية لفي الموقع ورصد 2،3 ، والتي يمكن استخدامها لضمان الجودة في خط أو لتعريف سريع من النوافذ تجهيز 4. بالموجات فوق الصوتية لحام من المواد المركبة بالحرارة هو في الغالب عملية لحام البقعة، ولكن لحام الناجح لطبقات أطول من خلال لحام بالموجات فوق الصوتية متسلسل وقد أبلغ في الأدب 5. في مقابل المقاومة أو تحريض اللحام، لم تطبق لحام بالموجات فوق الصوتية صناعيا للمفاصل الهيكلية بين أجزاء المركبة بالحرارة حتى الآن. ومع ذلك، يجري حاليا كرس جهدا كبيرا لمواصلة تطوير اللحام بالموجات فوق الصوتية الهيكلي للمركبات اللدائن الحرارية في التطبيقات الخاصة بالطائرات.
في لحام بالموجات فوق الصوتية، وتتعرض الأجزاء على أن ينضم إلى مجموعة من قوة ثابتة وعالية التردد الاهتزازات الميكانيكية منخفضة السعة عرضية إلى واجهة لحام، والذي ينتج في توليد الحرارة من خلال السطح والتدفئة اللزجة. يتم الترويج التدفئة تفضيلية في واجهة لحاممن خلال استخدام نتوءات الراتنج على أسطح تلحم التي تخضع لسلالة دوري العالي، والتدفئة وبالتالي ارتفاع اللزجة، من ركائز 6. وتمارس القوة والاهتزاز على اجزاء لملحومة من خلال sonotrode متصلة الصحافة وقطار بالموجات فوق الصوتية التي تتكون من محول كهربائي بيزو ومعززة. اعتمادا على المسافة بين نقطة حيث الاتصالات sonotrode الجزء المقرر أن ينضم واجهة لحام، ويمكن التمييز بين القريب من ميدان وبعيدة مجال اللحام بالموجات فوق الصوتية. بالقرب من ميدان لحام (أقل من 6 ملم بين sonotrode واجهة لحام) هي التي تنطبق على مجموعة واسعة من المواد في حين أن تطبيق اللحام بعيدة الميدان إلى المواد بالحرارة محددة وتعتمد بشكل كبير على قدرة مادية لإجراء الموجات الصوتية 6 .
ويمكن تقسيم عملية لحام بالموجات فوق الصوتية إلى ثلاث مراحل رئيسية. أولا، مرحلة القوة تراكم خلالها sonotroدي يزيد تدريجيا القوة على اجزاء لملحومة حتى يتم التوصل إلى قوة الزناد معينة. يتم تطبيق أي اهتزاز في هذه المرحلة. ثانيا، مرحلة الاهتزاز، والذي يبدأ مرة واحدة يتم الوصول إلى قوة الزناد. في هذه المرحلة يهتز sonotrode في السعة المقررة لفترة معينة من الزمن توليد الحرارة اللازمة لعملية اللحام. توفر المعالجات الدقيقة التي تسيطر اللحام بالموجات فوق الصوتية العديد من الخيارات للتحكم في مدة مرحلة الاهتزاز، وبين لهم الوقت (أي السيطرة المباشرة) أو التشريد أو الطاقة (مراقبة غير مباشرة). القوة المطبقة خلال هذه المرحلة، أي حام قوة، يمكن أن تظل ثابتة ومساوية لقوة الزناد أو يمكن أن تختلف تدريجيا خلال تطبيق الاهتزاز. ثالثا، مرحلة التصلب، حيث يسمح للالأجزاء الملحومة ليبرد تحت قوة التصلب معينة لفترة معينة من الزمن. يتم تطبيق أي اهتزاز أثناء هذه المرحلة الأخيرة.
فو اللحامRCE، سعة الاهتزاز والتردد والاهتزاز، ومدة المرحلة الاهتزاز (التي تسيطر عليها إما بشكل مباشر أو بشكل غير مباشر من خلال الطاقة أو النزوح) هي المعايير اللحام التي تتحكم في توليد الحرارة. القوة، والسعة والمدة هي المعلمات المعرفة من قبل المستخدم، في حين تم إصلاح تردد عن كل عامل لحام بالموجات فوق الصوتية. قوة التصلب والوقت التصلب، كما حام المعلمات، لا تتدخل في عملية التسخين ولكن يؤثر على توطيد و، جنبا إلى جنب مع بقية المعلمات، ونوعية النهائية للوصلات الملحومة.
تقدم هذه الورقة طريقة مباشرة رواية عن قرب الميدان لحام بالموجات فوق الصوتية من كوبونات TPC الفردية في تكوين حضن واحد لاحق الميكانيكية، والقص واحد اللفة (LSS)، والاختبار التالي ASTM (الجمعية الأمريكية للاختبار والمواد) D 1002 القياسية. الاختبار الميكانيكي للكوبونات ملحومة يسمح بتحديد قوة اللفة القص واضحة من المفاصل، والتي تعد واحدة من خصائص معظم بالاتصالاتتستخدم فقط لقياس قوة مركب بالحرارة وصلات الملحومة 7. وتستند هذه الطريقة لحام وصفها في هذه الورقة على ثلاثة ركائز أساسية. أولا، يتم استخدام مديري الطاقة مسطحة فضفاض لتوليد الحرارة تفضيلية في واجهة الانضمام 8،9 أثناء عملية اللحام. ثانيا، يتم استخدام بيانات التصنيع التي قدمتها لحام بالموجات فوق الصوتية لتحديد بسرعة مدة المثلى للمرحلة اهتزاز لقوة معينة / الجمع بين سعة 2،4. ثالثا، يتم التحكم مدة مرحلة الاهتزاز بشكل غير مباشر من خلال تهجير sonotrode من أجل ضمان الجودة بما يتفق المفاصل الملحومة (4). ويوفر هذا الأسلوب لحام والمستجدات والمزايا الرئيسية التالية فيما يتعلق إجراءات اللحام للدولة من بين الفن لمركبات اللدائن الحرارية: (أ) إعداد نموذج مبسط تمكين باستخدام إدارة الطاقة شقة فضفاضة بدلا من المخرجين الطاقة مصبوب التقليدي 3، و (ب) ج سريعة وتعريف كفاءة معاهدة الفضاء الخارجي من المعلمات معالجة بناء على عملية الرصد في الموقع بدلا من نهج التجربة والخطأ المشترك. وعلى الرغم من توجه الأسلوب هو موضح في هذه الورقة من أجل الحصول على هندسة محددة جدا وبسيطة لحام يمكن أن تكون أساسا لتحديد إجراء لحام الأجزاء الفعلية. والفرق الرئيسي في هذه الحالة ناتج عن تدفق مقيدة من مدير الطاقة في مقابل تدفق غير المقيد في أربع حواف التداخل في كوبونات لفة واحدة.
Protocol
1. عينة قطع والتحضير لحام بالموجات فوق الصوتية
- قطع عينات مستطيلة قياس 25.4 ملم × 101.6 ملم من صفح المركب بالحرارة أكبر باستخدام تقنية القطع الذي يمنع التبطين من حواف العينات (على سبيل المثال، الماس رأى أو قطع المياه النفاثة).
ملاحظة: تستند أبعاد العينات على ASTM D 1002 القياسية.- منذ قوة وصلات الملحومة تعتمد على اتجاه الألياف على أسطح تلحم 10، ورعاية لقطع جميع العينات في نفس الاتجاه.
- بعد القطع، والعينات الجافة في الفرن حسب توصيات الشركة الصانعة في حال الراتنج لدن يميل لامتصاص الرطوبة (على سبيل المثال، 6 ساعة على 135 درجة مئوية لمدة ألياف الكربون ستة طبقة عززت polyetherimide، CF / جزيرة الأمير إدوارد، والعينات).
- قطع مديري الطاقة مسطح مصنوع من فيلم لدن أنيق (نفس الراتنج مثل المصفوفة في مركب) حجم (ما يقرب من 2 6 مم × 26 مم) مع سمك 0.25 مم على الأقل. إذا لزم الأمر، تجفيف مدير الطاقة في أعقاب توصيات الشركة الصانعة (على سبيل المثال، 1 ساعة على 135 درجة مئوية لمدة مدير الطاقة PEI).
- قبل اللحام وفحص العينات واحدا تلو الآخر لزوايا delaminated وتجاهل إذا لزم الأمر. تنظيفها باستخدام ديجريسير وقطعة قماش من القطن. تنظيف مديري الطاقة شقة باتباع نفس الإجراء.
2. بالموجات فوق الصوتية لحام من لفة واحدة كوبونات القص
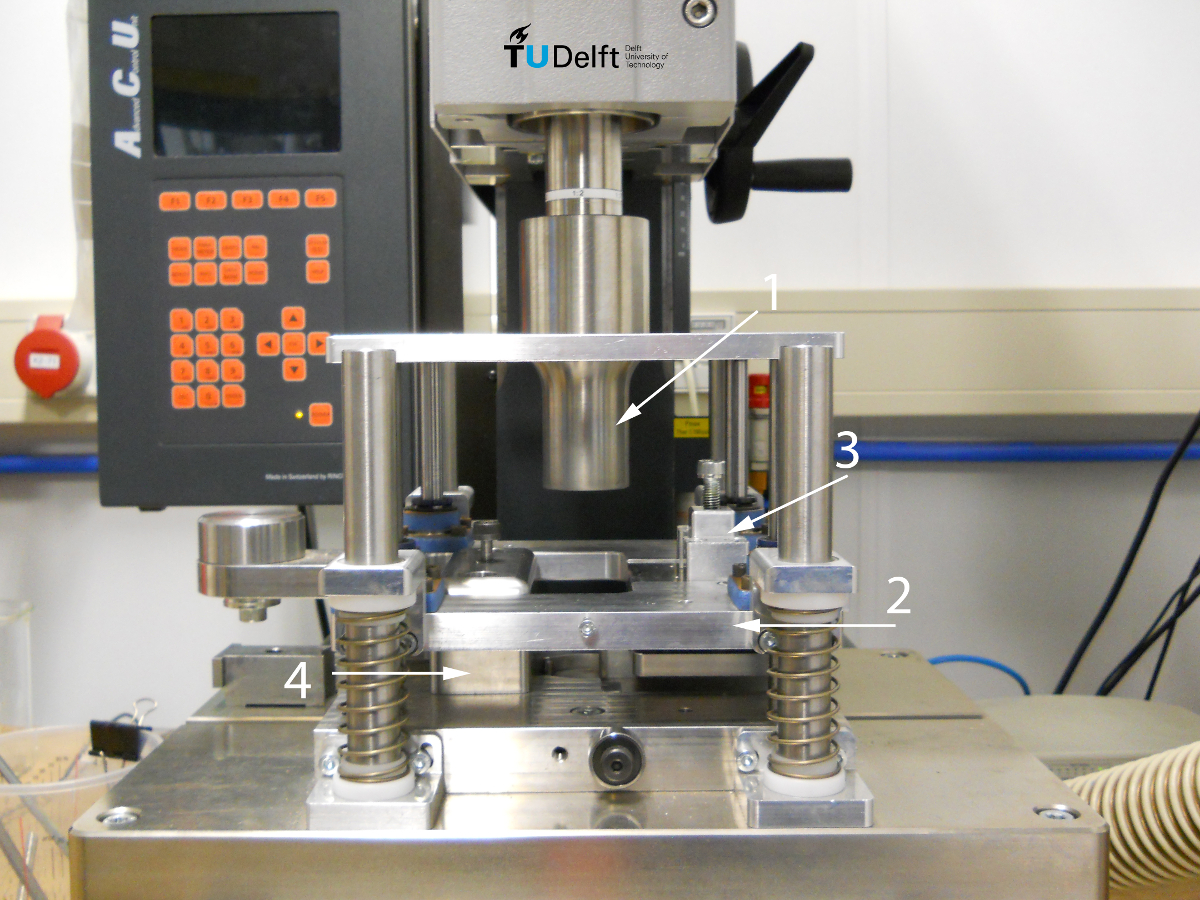
ملاحظة: يتم استخدام المعالج الصغير التي تسيطر عليها لحام بالموجات فوق الصوتية قادرة على حام في اتساع مستمر في هذه الخطوة. البيانات العملية نواتج حام، مثل الطاقة تبدد وتهجير sonotrode مقابل الوقت لاقتناء البرمجيات البيانات في الكمبيوتر. ويستخدم رقصة مبنية خصيصا صممت وصنعت بدقة موقف والمشبك عينات اللفة القص واحدة خلال لحام بالموجات فوق الصوتية في هذه الخطوة (انظر الشكل 1).
-together.within الصفحات = "1"> 
الشكل 1. بالموجات فوق الصوتية لحام والإعداد لحام مبنية خصيصا المستخدمة في هذه الدراسة: 1. sonotrode، 2: منصة الانزلاق، 3: المشبك لعينة العليا (مرفق 2)، و 4: المشبك لعينة الدنيا (نقلا عن المرجع 4 بإذن من السيفير.) الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
- ملء ورقة دفتر قبل كل تجربة اللحام.
- يحيط علما المعلمات التالية: RT والرطوبة، واللحام إشارة الإعداد، نوع sonotrode، عدد العينات والمواد، وعرض وسمك عينات العلوية والسفلية، وسمك مدير الطاقة.
- بدوره على لحام بالموجات فوق الصوتية وجهاز الكمبيوتر. بدء تشغيل البرنامج الحصول على البيانات وفتح دورة جديدة.
- إذا لم تكن موجودة بالفعل، تغيير sonotركب إلى sonotrode أسطواني بقطر 40 مم بحيث يغطي سطحها السفلي تماما منطقة اللحام.
ملاحظة: شكل مختلف من sonotrode يمكن استخدامها، ولكن ينبغي أن سطحه السفلي لا تكون أصغر من منطقة اللحام. - موقف ويحملق العينات ومدير الطاقة في رقصة اللحام (انظر الشكل 1).
- إرفاق مدير الطاقة شقة للعينة أسفل مع شريط لاصق بحيث يغطي مساحة أكبر قليلا من منطقة إلى أن يلحم (12.7 مم × 25.4 مم).
- ضع عينة أسفل في رقصة والمشبك من خلال تشديد المسمار العلوي.
- الشريط على الطرف الآخر من مدير الطاقة إلى قاعدة الإعداد بحيث يبقى في مكانه أثناء العملية.
- ضع عينة العليا في المشبك، محاذاته وتشديد المسمار العلوي.
- وضع المشبك للعينة أعلى إلى منصة الانزلاق وتشديد على حد سواء مسامير.
- قبل المضي قدما، وتشديد كل المسامير الأربعة مرة واحدة مخام.
- تحديد مدة المثلى للمرحلة الاهتزاز استنادا إلى النزوح من sonotrode لتحقيق أعلى قوة لحام، كما هو موضح في الخطوات 2.5.1 إلى 2.5.8.
ملاحظة: يتم تحديد إن مدة المثلى للمرحلة الاهتزاز لكل تركيبة المطلوب من قوة اللحام وسعة الاهتزاز.- تعيين لحام بالموجات فوق الصوتية في التمايز بين وضع مراقبة النزوح.
- مدخلات لحام قوة وسعة الاهتزاز في لحام بالموجات فوق الصوتية (على سبيل المثال، 300 N و 86.2 ميكرون).
ملاحظة: للحصول على هذا لحام بالموجات فوق الصوتية، 86.2 ميكرون يتوافق مع الاهتزاز السعة الذروة إلى الذروة. في إعدادات الجهاز، يتم التعبير عن ذلك إلى نصف هذه القيمة، 43.1 ميكرون. - إدخال النزوح sonotrode، أو السفر، في نهاية مرحلة الاهتزاز كقيمة مساو لسمك الأولي للمدير الطاقة (على سبيل المثال، 0.25 مم).
- إدخال قوة التصلب والوقت في لحام بالموجات فوق الصوتية (على سبيل المثال، 1000N و 4000 ميللي ثانية).
- عندما تصبح جاهزة، وطرح على سماعات عازلة للصوت والبدء في عملية لحام بالموجات فوق الصوتية.
- بعد الانتهاء من هذه العملية، علما معلمات الإخراج التالية: بعد لحام، والحد الأقصى من الطاقة والوقت الاهتزاز والطاقة. إزالة قسيمة من الإعداد لحام وكتابة رقم الهوية على كلا الطرفين مع علامة الطلاء.
- تصدير البيانات لحام (السلطة وتهجير sonotrode) إلى جدول ورسم السلطة والتشريد مقابل منحنيات وقت خلال مرحلة الاهتزاز من العملية.
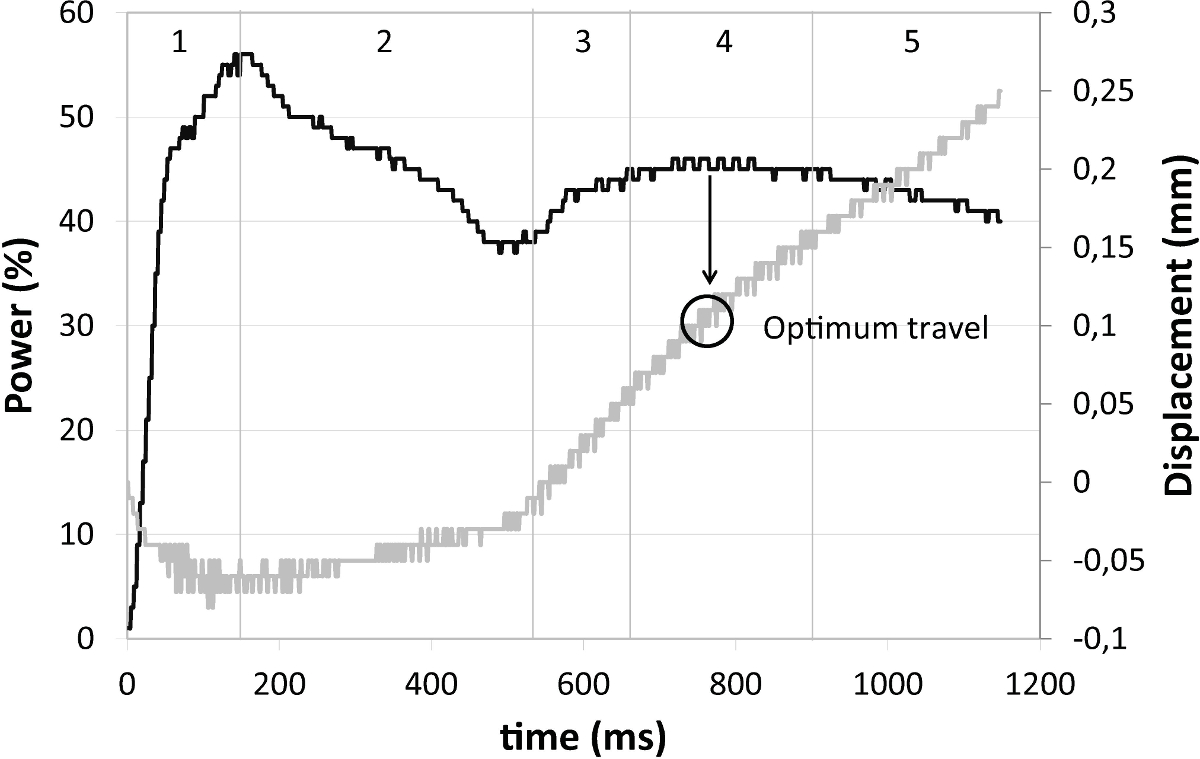
ملاحظة: منحنى النزوح يجب مؤامرة تهجير نحو الانخفاض من sonotrode نسبة إلى موقعها في بداية مرحلة الاهتزاز. - التعرف على النزوح في وسط هضبة السلطة (المرحلة 4) كما هو مبين في الشكل 2 (في هذه الحالة، 0.10 مم).
ملاحظة: هذه القيمة تشريد معينة هي السفر الأمثل الذي يتحكم في مدة مرحلة الاهتزاز والإرادةيمكن استخدامها في كل لحام لاحقة للقوة اللحام نفسها والسعة.

الشكل 2. الطاقة (أسود) والتشريد منحنيات (الرمادي) لعملية لحام بالموجات فوق الصوتية يشير إلى قيمة السفر المثلى. المرحلة اهتزاز لحام بالموجات فوق الصوتية ويمكن تقسيم في 5 مراحل. يقع قيمة السفر المثلى ضمن المرحلة 4. حالة دراسة: من ألياف الكربون المقوى ركائز polyetherimide -PEI، 0.25 مم سميكة شقة مدير الطاقة جزيرة الأمير إدوارد، 300 قوة N اللحام، 86.2 ميكرون الاهتزاز السعة، 0.25 ملم السفر. (نقلا عن المرجع 4 بإذن من السيفير.) الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
- كوبونات لحام في قيمة السفر الأمثل لقوة اللحام معين وcombinatio السعةن.
- كرر الخطوات من 2.1 إلى 2.5.6 لكل اللحام. في خطوة 2.5.3، استخدم السفر الأمثل تحديدها في الخطوة 2.5.8 لقوة اللحام المقابلة والجمع بين السعة.
ملاحظة: يتم إجراء جميع الاختبارات LSS في أعقاب ASTM D 1002 على جهاز اختبار عالمي مع سرعة أخمص 1.3 مم / دقيقة.
- كرر الخطوات من 2.1 إلى 2.5.6 لكل اللحام. في خطوة 2.5.3، استخدم السفر الأمثل تحديدها في الخطوة 2.5.8 لقوة اللحام المقابلة والجمع بين السعة.
3. واحدة لاب مقاومة القص (LSS) اختبار كوبونات الملحومة
- قياس ويحيط علما العرض من التداخل لكل قسيمة الملحومة.
- بدوره على جهاز اختبار عالمي وفتح لإجراء اختبارات بشأن LSS على الكمبيوتر.
- في واجهة اختبار، أدخل رقم العينة وأبعاد التداخل. تعيين القوة ل0 وفصل قبضة لقبضة بموقفها المبدئي (على سبيل المثال، 60 مم).
- وضع العينة في قبضة آلة الاختبار كما هو موضح في الشكل (3).
الشكل 3. عرض تخطيطي للقط في زويك / Roell 250 كيلو نيوتن اختبار عالمي آلة (لا لتوسيع نطاق). تشريد تعويض بين السيطرة العلوية والسفلية يسمح محاذاة الاتجاه الحمل مع خط الوسط لحام للحد من الانحناء أثناء القص اللفة اختبار قوة. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
- بدء إجراء الاختبار من جهاز الكمبيوتر عن طريق النقر على زر "ابدأ".
- بعد فواصل العينة، إزالته من السيطرة وتأمين كل من الأجزاء معا بشريط لاصق.
- كرر الخطوات من 3،3-3،6 لجميع العينات الأخرى.
- عندما يتم الانتهاء من الاختبارات، وتصدير البيانات إلى جدول بيانات وحساب قيمة LSS متوسط، وفقا للإجراءات المنصوص عليها في المعيار، ولكل قوة اللحام والجمع بين السعة.
النتائج
كانت ملحومة من ألياف الكربون المقوى polyetherimide (CF / جزيرة الأمير إدوارد) عينات وفقا للطريقة المبينة في هذه الورقة. تم الحصول على عينات من صفح مركب مصنوع من خمسة تسخير النسيج الساتان CF / جزيرة الأمير إدوارد، مع (0/90) 3S التراص تسلسل و 1.92 مم سمك الاسمي. ق...
Discussion
النتائج المقدمة في القسم السابق تشير إلى مدى ملاءمة طريقة مباشرة المقترحة في هذه الورقة لحام بالموجات فوق الصوتية من بالحرارة كوبونات لفة واحدة المركبة لغرض الاختبار الميكانيكي. الفقرات التالية مناقشة كيفية التحقق من صحة نتائج الركائز الرئيسية الثلاث للأسلوب،
Disclosures
The authors declare that they have no competing financial interest.
Acknowledgements
The authors would like to acknowledge the support of Ten Cate Advanced Materials in the form of free material supply to the work described in this paper.
Materials
| Name | Company | Catalog Number | Comments |
| Material/Reagent | |||
| Cetex carbon fiber / polyetherimide (CF/PEI) 5 harness satin prepreg | TenCate Advanced Composites (www.tencate.com) | Contact vendor | Material used in this study for the specimens. |
| PFQD solvent degreaser | PT Technologies Europe (now Socomore - www.socomore.com) | Contact vendor | Solvent degreaser for cleaning the specimens and energy directors. |
| Cotton cloths | For general cleaning purposes. No specific vendor was used. | ||
| 0.25 mm PEI film | TenCate Advanced Composites (www.tencate.com) | Contact vendor | Thin film used as energy director. |
| Adhesive tape | Airtech Advanced Materials Group (www.airtechintl.com) | 1" x 72 yds MFG # 327402 Contact vendor for catalog number | Used to attach energy director to bottom sample for ultrasonic welding. |
| Name | Company | Catalog Number | Comments |
| Equipment | |||
| Vötsch oven | Vötsch Industrietechnik (www.voetsch-ovens.com) | VTU 60/60 - Contact vendor for specific catalog number | Oven used to dry PEI film (energy directors) and PEI specimens before welding. |
| Rinco Dynamic 3000 ultrasonic welder | Aeson BV (www.aeson.nl/en/) | Contact vendor | 20 kHz ultrasonic welding machine used for the welding experiments. Several sonotrode sizes available. Contact vendor for details. ACUCapture software included. |
| Zwick/Roell universal testing machine | Zwick (www.zwick.com) | Z250 - Contact vendor for specific catalog number | Universal testing machine with maximum load of 250 kN used for single lap shear strength measurements. |
References
- Yousefpour, A., Hojjati, M., Immarigeon, J. P. Fusion bonding/welding of thermoplastic composites. J Thermoplast Compos. 17, 303-341 (2004).
- Villegas, I. F. In situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J Thermoplast Compos. 28 (1), 66-85 (2015).
- Benatar, A., Gutowski, T. G. Ultrasonic welding of PEEK Graphite APC-2 composites. Polym Eng Sci. 29 (23), 1705-1721 (1989).
- Villegas, I. F. Strength development versus process data in ultrasonic welding of thermoplastic composites with flat energy directors and its application to the definition of optimum processing parameters. Compos Part A-Appl S. 65, 27-37 (2014).
- Lu, H. M., Benatar, A., He, F. G. Sequential ultrasonic welding of PEEK/graphite composite plates. Proceedings of the ANTEC'91 Conference. , 2523-2526 (1991).
- Potente, H. Ultrasonic welding - principles & theory. Mater Design. 5, 228-234 (1984).
- Stavrov, D., Bersee, H. E. N. Resistance welding of thermoplastic composites - an overview. Compos Part A-Appl S. 36, 39-54 (2005).
- Villegas, I. F., Valle-Grande, B., Bersee, H. E. N., Benedictus, R. A comparative evaluation between flat and traditional energy directors for ultrasonic welding of CF/PPS thermoplastic composites. Compos Interface. , (2015).
- Levy, A., Le Corre, S., Villegas, I. F. Modelling the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J Mater Process Tech. , 1361-1371 (2014).
- Shi, H., Villegas, I. F., Bersee, H. E. N. Strength and failure modes in resistance welded thermoplastic composite joints: effect of fibre-matrix adhesion and fibre orientation. Compos Part A-Appl S. 55, 1-10 (2013).
- Villegas, I. F., Bersee, H. E. N. Ultrasonic welding of advanced thermoplastic composites. An investigation on energy-directing surfaces. Adv Polym Tech. 29 (2), 113-121 (2010).
- Harras, B. K., Cole, C., Vu-Khanh, T. Optimization of the ultrasonic welding of PEEK-carbon composites. J Reinf Plast Comp. 15 (2), 174-182 (1996).
Reprints and Permissions
Request permission to reuse the text or figures of this JoVE article
Request PermissionExplore More Articles
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. All rights reserved