
需要订阅 JoVE 才能查看此. 登录或开始免费试用。
Method Article
通过单搭接剪切试验的热塑性复合材料优惠券焊接接头的力学特性的超声波焊接
摘要
A straightforward procedure for ultrasonic welding of thermoplastic composite coupons for basic mechanical testing is described. Key characteristics of this ultrasonic welding process are the use of flat energy directors for simplified process preparation and the use of process data for the fast definition of optimum processing conditions.
摘要
This paper presents a novel straightforward method for ultrasonic welding of thermoplastic-composite coupons in optimum processing conditions. The ultrasonic welding process described in this paper is based on three main pillars. Firstly, flat energy directors are used for preferential heat generation at the joining interface during the welding process. A flat energy director is a neat thermoplastic resin film that is placed between the parts to be joined prior to the welding process and heats up preferentially owing to its lower compressive stiffness relative to the composite substrates. Consequently, flat energy directors provide a simple solution that does not require molding of resin protrusions on the surfaces of the composite substrates, as opposed to ultrasonic welding of unreinforced plastics. Secondly, the process data provided by the ultrasonic welder is used to rapidly define the optimum welding parameters for any thermoplastic composite material combination. Thirdly, displacement control is used in the welding process to ensure consistent quality of the welded joints. According to this method, thermoplastic-composite flat coupons are individually welded in a single lap configuration. Mechanical testing of the welded coupons allows determining the apparent lap shear strength of the joints, which is one of the properties most commonly used to quantify the strength of thermoplastic composite welded joints.
引言
热塑性复合材料(TPC)具有待焊接的能力,这有助于其成本效益的生产。焊接需要的压力,以软化或熔化的接合表面的热塑性树脂并允许紧密接触并穿过焊接界面的热塑性聚合物链的后续相互扩散下局部加热。一旦分子相互扩散实现时,在压力下冷却巩固了焊接接头。几个焊接技术适用于其中的主要区别在于热1,但是,主要的"粘着"的机制, 即,分子的缠结源热塑性复合材料,保持不变。超声波焊接提供了非常短的焊接时间(在几秒钟的数量级),易于自动化并且这几乎是独立加固在热塑性复合衬底的类型。此外,它提供了用于原位监控2,3的可能性,它可用于在线路的质量保证或用于处理窗口4快速定义。热塑性复合材料的超声波焊接是大多点焊过程中,通过连续的超声波焊接更长接缝然而成功焊接已经报道在文献5。相对于电阻或感应焊接,超声波焊接尚未在工业上应用用于热塑性复合材料部件之间的结构接头为止。然而,显著的努力,目前正在致力于进一步为飞机应用热塑性复合材料结构超声波焊接的发展。
在超声波焊接,要接合的部分进行的静力和高频低幅的机械振动的组合横向于焊接界面,它通过表面和粘弹加热导致热量的产生。在焊接界面优先加热促进通过在表面上利用树脂突起待焊接其经受更高环状应变,并且因此更高的粘弹性加热,比基片6。力和振动施加在部分通过连接到一个媒体以及包括压电转换器和助力器的超声波列车超声焊极进行焊接。取决于其中超声焊极接触部分被接合点和焊接界面之间的距离,可以区别近场和远场超声波焊接之间进行。近场焊接(超声波发生器和焊接界面之间小于6毫米)是适用于更广范围的,而远场焊接的适用性到特定的热塑性材料的材料是高度依赖于材料的,进行声波6的能力。
超声波焊接过程可以分成三个主要阶段。首先,一个力建阶段,在此期间,sonotro德逐渐增加要被焊接的零件上的力,直到达到一定的触发力。在此阶段没有施加振动。其次,振动相位,一旦达到触发力,开始。在这个阶段,超声焊极振动在用于产生所需的焊接过程中的热量一定量的时间在规定的幅度。微处理器控制的超声波焊接机提供了多种选择,以控制振动阶段的持续时间,其中的时间( 即直接控制),位移或能量(间接控制)。在这个阶段施加的力即焊接力,可以保持恒定并等于触发力或可振动的应用过程中逐渐改变。第三,凝固阶段,在此期间的焊接部分被允许冷却下一定的凝固力为一定的时间。在这个最后阶段无振动被应用。
焊接FORCE,振动幅度,振动频率和振动相位的持续时间(无论是直接或间接通过能量或位移控制)是控制热生成焊接参数。力,幅度和持续时间是用户定义的参数,而频率被固定为每个超声波焊接。凝固力和凝固时间,也焊接参数,不要在加热过程中与参数的休息,焊接接头的最终质量干预反而影响了巩固和一起。
本文提出了个人TPC券的近场超声波焊接在单圈配置随后的机械,单搭接剪切(LSS),测试按ASTM(美国测试和材料)D 1002标准的一种新型直接的方法。焊接试样的机械测试允许确定关节的表观搭接剪切强度,这是性能最COMM之一仅用于量化的热塑性复合材料的焊接接头7的强度。在本文中所述的焊接方法是基于三个主要支柱。首先,松平能量导向器以在焊接过程中的接合界面8,9用于优先发热。其次,通过超声波焊机提供的方法的数据被用于快速确定振动相位的最佳持续时间为特定的力/幅度组合2,4。第三,振动阶段的持续时间是间接通过超声焊极的位移,以确保焊接接头4的稳定的质量控制。这种焊接方法提供与问候国家的最先进的焊接工艺热塑性复合材料主要有以下新奇和优势:(1)通过使用松平能量导向,而不是传统的成型能源董事3的启用简化的样品制备,和(二)快速和c的基础上在原位过程监控,而不是普通的试验和错误的方法处理参数OST效率定义。虽然在本文中描述的方法,向得到一个非常具体和简单的焊接几何面向它可以作为一个基础,以定义实际部件的焊接过程。在这种情况下,一个主要的区别来自能源主任约束流结果在单圈券重叠的四个边缘反对自由流动。
研究方案
1.试样切割并准备超声波焊接
- 切矩形样品从利用切割技术,可防止样品(例如,金刚石锯或水射流切割)的边缘的剥离较大热塑性复合层压测量25.4毫米×101.6毫米。
注:样品的尺寸是根据ASTM D 1002标准。- 由于焊接接头的强度依赖于表面上的纤维取向,以被焊接10,照顾切断所有样品中相同的方向。
- 切割,干燥的样品在烘箱中按照制造商的建议的情况下,后在热塑性树脂趋于吸收水分(例如,在135℃对六个层碳纤维6小时增强聚醚,CF / PEI,样本)。
- 切做出来整齐热塑薄膜(相同的树脂在复合材料中的基质)平能量导向到大小(大约26毫米×26毫米)的厚度为至少0.25毫米。如果需要的话,干燥该能量控制器下列制造商的建议(例如,在135℃为PEI能量控制器1小时)。
- 焊接前,检查样本逐一进行分层的角落,如果需要丢弃。用脱脂剂和棉布清洁。清洁按照相同的程序的平坦能量控制器。
2.单搭接剪切券超声波焊接
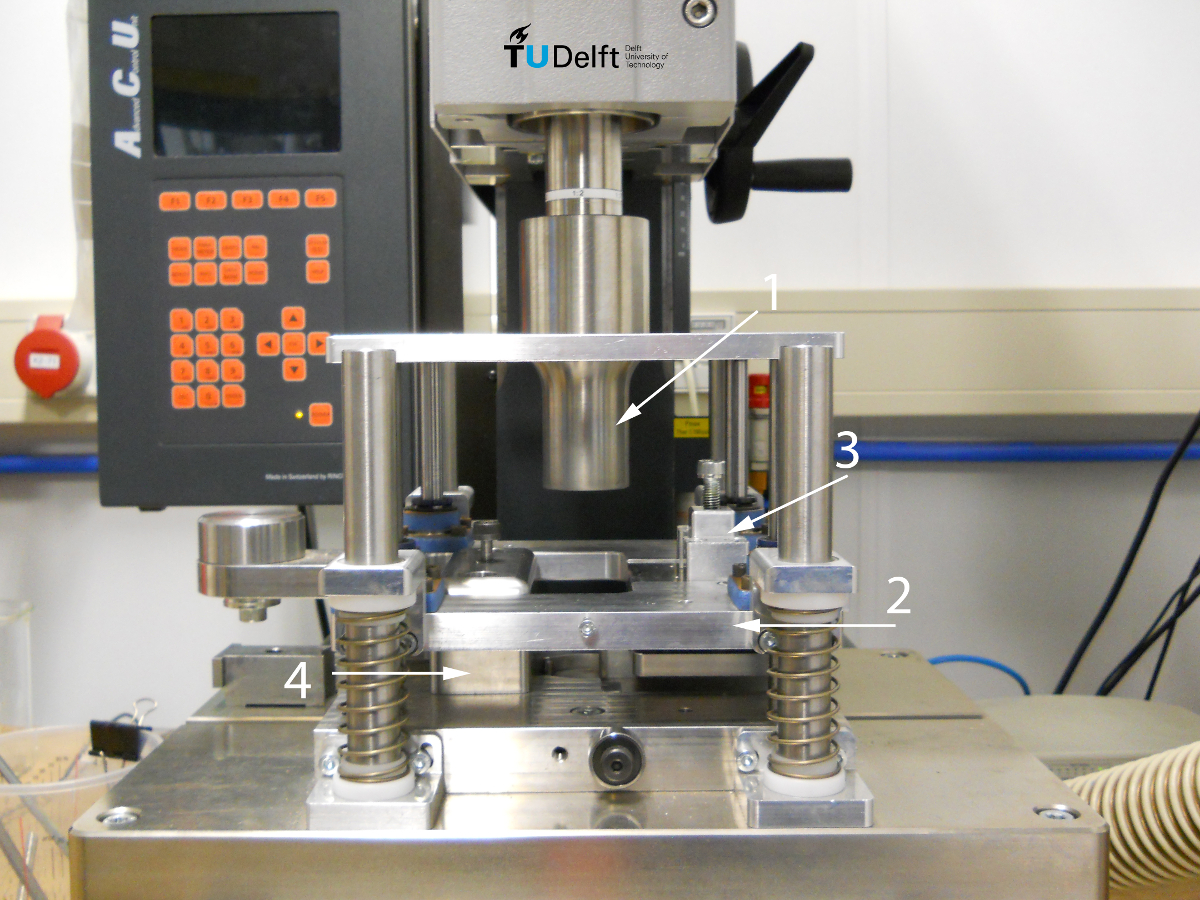
注意:微处理器控制超声波焊机能够以恒定的振幅焊接在该步骤中使用。焊机输出处理的数据,例如耗散功率,并在计算机中的超声焊极相对于时间对数据采集软件的位移。设计和制造的精确定位和超声波焊接期间夹紧单搭接剪切样品A定制夹具在此步骤中使用(参见图1)。

图1.超声波焊机和本研究中使用的定制焊接设置1:超声焊极,2:滑动平台,3:夹具上部试样(连接到2),和4:钳用于下试验片(由参考转载4爱思唯尔的许可。) 点击此处查看该图的放大版本。
{kind=link}
- 填写每个焊接实验前的日志表。
- 请注意以下参数:RT和湿度,焊接安装参考,超声焊极的类型,采样数和材料,宽度和顶部和底部样品厚度和能量控制器的厚度。
- 打开超声波焊机和计算机。启动数据采集软件,并打开一个新的会话。
- 如果不是已经到位,改变sonot骑用直径40毫米的圆柱形超声波发生器,以便其底表面完全覆盖焊接区。
注意:超声波发生器的不同的形状都可以使用,但其底表面不应该比焊接面积小。 - 位置和固定标本和能量导向到焊接夹具( 参见图1)。
- 附加一个平坦能量控制器与胶带底部试样,使其覆盖比待焊接的区域略大的面积(12.7毫米×25.4毫米)。
- 将底部样品放入夹具并拧紧顶部的螺丝夹紧。
- 胶带将能量导向到安装的基底的另一端,以便它在此过程中保持就位。
- 上好的样品放入夹子,对齐并拧紧顶部的螺丝。
- 为顶样品放入滑动平台夹紧位置,拧紧两个螺丝。
- 在进一步讨论之前,一旦收紧m该四个螺丝矿石。
- 确定基于所述超声焊极,以实现最高熔接强度的位移的振动相位的最佳持续时间,如在步骤2.5.1至2.5.8中描述。
注意:振动相位的最佳持续时间被用于焊接力和振动振幅的每个期望的组合来确定。- 设置超声波焊机差分位移控制模式。
- 输入的焊接力和振动振幅进入超声焊接机(例如,300 N和86.2微米)。
注意:对于该超声波焊机,86.2微米对应于峰 - 峰振幅。在机器的设置,表示为该值的一半,43.1微米。 - 输入的超声焊极的位移,或旅行,在振动相位等于能量控制器(例如,0.25mm)的初始厚度的值的末尾。
- 输入凝固力和时间进入超声焊接机(例如,1000N和4000毫秒)。
- 准备就绪后,戴上隔音耳机和启动超声波焊接工艺。
- 该过程完成后,请注意以下输出参数:焊接距离,最大功率,振动的时间和精力。从焊接安装取下优惠券,并写入其识别号码上都用油漆标记结束。
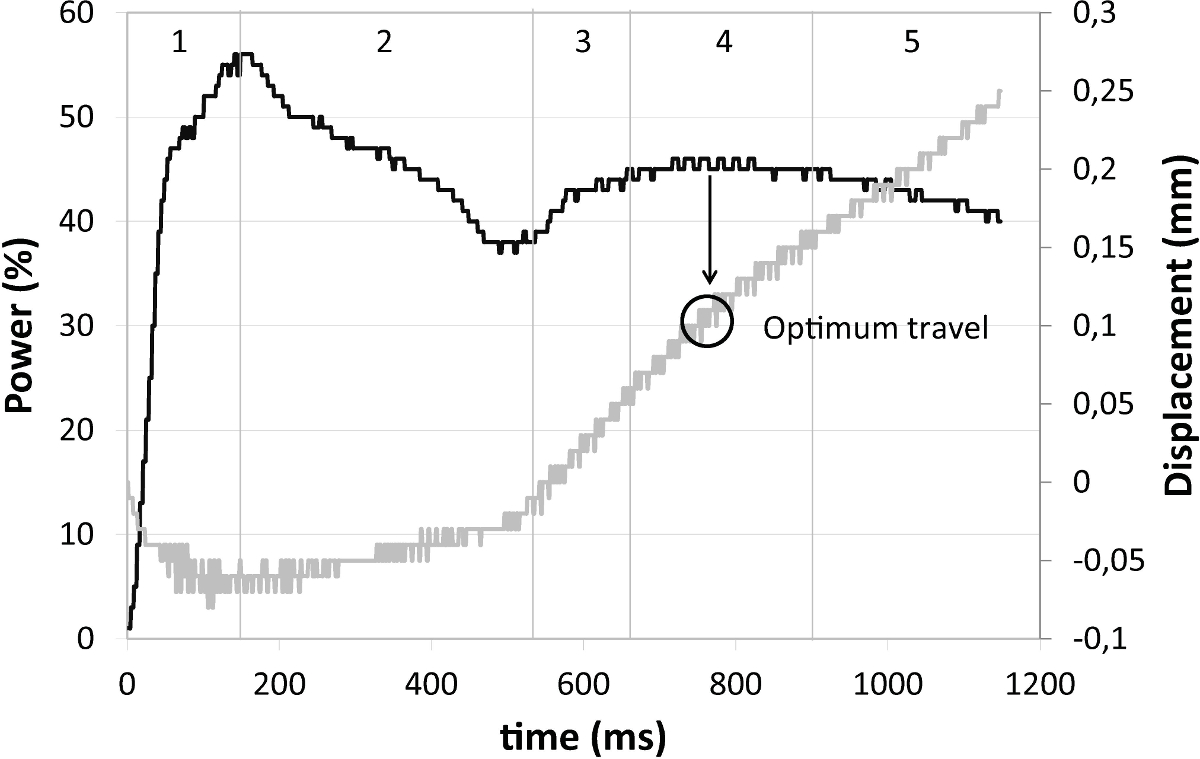
- 焊接数据(功率和超声焊极的位移)导出到电子表格,并在该过程的振动相位绘制功率和位移随时间的曲线。
注意:位移曲线应在振动阶段的开始绘制相对于其位置的超声焊极的向下位移。 - 识别所述功率高原(阶段4)的中间的位移上的图2(在这种情况下,0.10 MM),如图所示。
注意:这个特殊的位移值是控制振动相位和意愿的持续时间的最佳行程在相同的焊接力和振幅,以后每焊使用。

图2.电源(黑色)和用于指示最佳行程值的超声波焊接工艺位移(灰色)的曲线。在超声波焊接的振动相位可以在5个阶段进行分割。最佳旅游价值位于第4阶段分析案例中:碳纤维增强聚醚-PEI基板,厚0.25mm扁PEI能源董事,300N的焊接力,86.2微米振幅为0.25毫米的行程。 (从参考文献4与爱思唯尔的许可转载。) 点击此处查看该图的放大版本。
{kind=link}
- 在对给定的焊接力和振幅combinatio最佳旅游价值焊接券ñ。
- 重复步骤2.1至2.5.6每个焊缝。在步骤2.5.3,使用步骤2.5.8为相应的焊接力和振幅组合确定最佳行程。
注意:所有LSS的测试都进行了万能试验机上下列ASTM D 1002为1.3mm / min的十字头速度。
- 重复步骤2.1至2.5.6每个焊缝。在步骤2.5.3,使用步骤2.5.8为相应的焊接力和振幅组合确定最佳行程。
3.单搭接剪切强度(LSS)焊接券测试
- 量取每个焊接优惠券的重叠宽度的音符。
- 打开万能试验机上,然后打开计算机上的LSS测试程序。
- 在测试接口,输入样品号和重叠的尺寸。置的力为0,并且把手抓握分离到其初始位置(例如60毫米)。
- 关于图3所示的试验机的夹具的样品定位。

图3.在兹维克/罗尔250千牛万能试验机(不按比例)夹紧的示意图。顶部和下夹具之间的偏移位移允许对准中心焊接线的载荷方向 ,以尽量减少搭接剪切期间弯曲强度试验。 请点击此处查看该图的放大版本。
{kind=link}
- 单击"开始"按钮,开始从计算机检测程序。
- 样品断裂后,从交手删除它,两部分用胶带固定在一起。
- 重复步骤其他所有样品中3.3至3.6。
- 当测试完成后,将数据导出到电子表格,并计算平均LSS值,根据标准的描述,对于每一个焊接力和振幅相结合的过程。
结果
碳纤维增强聚醚酰亚胺(CF / PEI)的样品被焊接以下本文所描述的方法。将样品从造出来的五线束缎纹织物的CF / PEI,用(0/90)3S堆叠序列和1.92 mm标称厚度的复合层压材料获得。样品从这个叠层切割,使得纤维的主视方向平行于它们的最长边。使用了0.25毫米的厚度平面的PEI能量导向器。两者复合样品和能量导向器在烘箱中于135℃分别干燥6和1小时后,由制造商所指...
讨论
在上一节中提供的结果表明,在本文中用于热塑性复合单搭接券用于机械测试的目的的超声波焊接所提出的简单的方法的适当性。以下段落讨论的结果如何验证了该方法的三大支柱, 即采用平松能源董事,使用过程中的反馈来定义振动和使用位移控制的最佳时间,还有的适用性和局限性的技术。
至于第一支柱,扁平能量导向器被示为允许在TPC券的成功焊接。在的?...
披露声明
The authors declare that they have no competing financial interest.
致谢
The authors would like to acknowledge the support of Ten Cate Advanced Materials in the form of free material supply to the work described in this paper.
材料
| Name | Company | Catalog Number | Comments |
| Material/Reagent | |||
| Cetex carbon fiber / polyetherimide (CF/PEI) 5 harness satin prepreg | TenCate Advanced Composites (www.tencate.com) | Contact vendor | Material used in this study for the specimens. |
| PFQD solvent degreaser | PT Technologies Europe (now Socomore - www.socomore.com) | Contact vendor | Solvent degreaser for cleaning the specimens and energy directors. |
| Cotton cloths | For general cleaning purposes. No specific vendor was used. | ||
| 0.25 mm PEI film | TenCate Advanced Composites (www.tencate.com) | Contact vendor | Thin film used as energy director. |
| Adhesive tape | Airtech Advanced Materials Group (www.airtechintl.com) | 1" x 72 yds MFG # 327402 Contact vendor for catalog number | Used to attach energy director to bottom sample for ultrasonic welding. |
| Name | Company | Catalog Number | Comments |
| Equipment | |||
| Vötsch oven | Vötsch Industrietechnik (www.voetsch-ovens.com) | VTU 60/60 - Contact vendor for specific catalog number | Oven used to dry PEI film (energy directors) and PEI specimens before welding. |
| Rinco Dynamic 3000 ultrasonic welder | Aeson BV (www.aeson.nl/en/) | Contact vendor | 20 kHz ultrasonic welding machine used for the welding experiments. Several sonotrode sizes available. Contact vendor for details. ACUCapture software included. |
| Zwick/Roell universal testing machine | Zwick (www.zwick.com) | Z250 - Contact vendor for specific catalog number | Universal testing machine with maximum load of 250 kN used for single lap shear strength measurements. |
参考文献
- Yousefpour, A., Hojjati, M., Immarigeon, J. P. Fusion bonding/welding of thermoplastic composites. J Thermoplast Compos. 17, 303-341 (2004).
- Villegas, I. F. In situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J Thermoplast Compos. 28 (1), 66-85 (2015).
- Benatar, A., Gutowski, T. G. Ultrasonic welding of PEEK Graphite APC-2 composites. Polym Eng Sci. 29 (23), 1705-1721 (1989).
- Villegas, I. F. Strength development versus process data in ultrasonic welding of thermoplastic composites with flat energy directors and its application to the definition of optimum processing parameters. Compos Part A-Appl S. 65, 27-37 (2014).
- Lu, H. M., Benatar, A., He, F. G. Sequential ultrasonic welding of PEEK/graphite composite plates. Proceedings of the ANTEC'91 Conference. , 2523-2526 (1991).
- Potente, H. Ultrasonic welding - principles & theory. Mater Design. 5, 228-234 (1984).
- Stavrov, D., Bersee, H. E. N. Resistance welding of thermoplastic composites - an overview. Compos Part A-Appl S. 36, 39-54 (2005).
- Villegas, I. F., Valle-Grande, B., Bersee, H. E. N., Benedictus, R. A comparative evaluation between flat and traditional energy directors for ultrasonic welding of CF/PPS thermoplastic composites. Compos Interface. , (2015).
- Levy, A., Le Corre, S., Villegas, I. F. Modelling the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J Mater Process Tech. , 1361-1371 (2014).
- Shi, H., Villegas, I. F., Bersee, H. E. N. Strength and failure modes in resistance welded thermoplastic composite joints: effect of fibre-matrix adhesion and fibre orientation. Compos Part A-Appl S. 55, 1-10 (2013).
- Villegas, I. F., Bersee, H. E. N. Ultrasonic welding of advanced thermoplastic composites. An investigation on energy-directing surfaces. Adv Polym Tech. 29 (2), 113-121 (2010).
- Harras, B. K., Cole, C., Vu-Khanh, T. Optimization of the ultrasonic welding of PEEK-carbon composites. J Reinf Plast Comp. 15 (2), 174-182 (1996).
转载和许可
请求许可使用此 JoVE 文章的文本或图形
请求许可探索更多文章
This article has been published
Video Coming Soon
版权所属 © 2025 MyJoVE 公司版权所有,本公司不涉及任何医疗业务和医疗服务。