
É necessária uma assinatura da JoVE para visualizar este conteúdo. Faça login ou comece sua avaliação gratuita.
Method Article
Ultrasonic Welding de cupons termoplástica composta de Mecânica Caracterização de Juntas Soldadas através Individual Sobreposição Testing
Neste Artigo
Resumo
A straightforward procedure for ultrasonic welding of thermoplastic composite coupons for basic mechanical testing is described. Key characteristics of this ultrasonic welding process are the use of flat energy directors for simplified process preparation and the use of process data for the fast definition of optimum processing conditions.
Resumo
This paper presents a novel straightforward method for ultrasonic welding of thermoplastic-composite coupons in optimum processing conditions. The ultrasonic welding process described in this paper is based on three main pillars. Firstly, flat energy directors are used for preferential heat generation at the joining interface during the welding process. A flat energy director is a neat thermoplastic resin film that is placed between the parts to be joined prior to the welding process and heats up preferentially owing to its lower compressive stiffness relative to the composite substrates. Consequently, flat energy directors provide a simple solution that does not require molding of resin protrusions on the surfaces of the composite substrates, as opposed to ultrasonic welding of unreinforced plastics. Secondly, the process data provided by the ultrasonic welder is used to rapidly define the optimum welding parameters for any thermoplastic composite material combination. Thirdly, displacement control is used in the welding process to ensure consistent quality of the welded joints. According to this method, thermoplastic-composite flat coupons are individually welded in a single lap configuration. Mechanical testing of the welded coupons allows determining the apparent lap shear strength of the joints, which is one of the properties most commonly used to quantify the strength of thermoplastic composite welded joints.
Introdução
Os materiais compósitos termoplásticos (TPC) tem a capacidade de ser soldado, o que contribui para a sua fabricação rentável. Soldadura requer aquecimento local sob pressão para amolecer ou fundir a resina termoplástica das superfícies de união e para permitir o contacto íntimo e subsequente inter-difusão de cadeias de polímeros termoplásticos em toda a interface de soldadura. Uma vez inter-difusão molecular é alcançado, o arrefecimento sob pressão consolida a junta soldada. Várias técnicas de soldagem são aplicáveis aos compósitos termoplásticos que diferem principalmente na fonte de calor 1, no entanto, o principal mecanismo de "adesão", isto é, o entrelaçamento molecular, permanece inalterada. soldadura ultra-sónica oferece tempos muito curtos de soldadura (na ordem de alguns segundos), a facilidade de automatização e que é praticamente independente do tipo de reforço nos substratos compósitos termoplásticos. Além disso, oferece a possibilidade de monitoramento in situ 2,3 , Que pode ser usado no controle de qualidade de linha ou para a definição rápida de janelas de processamento 4. Soldagem ultra-sônica de compósitos termoplásticos é principalmente um processo de soldadura por pontos, soldadura bem sucedida no entanto de costuras mais longas através de soldadura ultra-sónica sequencial tem sido relatado na literatura 5. Em oposição à resistência à indução ou de soldadura, soldadura ultra-sónica não foi aplicado industrialmente para juntas estruturais entre as partes compósitas termoplásticas até agora. No entanto, um esforço significativo está sendo dedicada a promover o desenvolvimento de soldagem ultra-sônica estrutural dos compósitos termoplásticos para aplicações de aeronaves.
Na soldadura ultra-sónica, as partes a serem juntas são submetidas a uma combinação de força estática e de alta frequência, vibrações mecânicas de baixa amplitude transversal à interface de soldadura, o que resulta na geração de calor através da superfície de aquecimento e viscoelástico. aquecimento preferencial na interface da soldadura é promovidaatravés da utilização de protuberâncias de resina sobre as superfícies a serem soldadas que passam por maior estirpe cíclico, e aquecimento, assim, maior viscoelástico, que os substratos 6. Força e vibração são exercida sobre as peças a serem soldadas por meio de um sonotrodo ligado a uma prensa e um trem de ultra-sónico que consiste de piezo eléctrico e conversor de reforço. Dependendo da distância entre o ponto em que os contactos sonotrodo a peça a ser unida e a interface de soldadura, uma distinção pode ser feita entre de campo próximo e de campo distante soldadura ultra-sónica. De campo próximo de soldadura (menos de 6 mm entre sonotrodo e interface de soldadura) é aplicável a uma ampla gama de materiais, enquanto a aplicabilidade de soldadura de campo distante a um material termoplástico específico é muito dependente da capacidade do material para conduzir as ondas sonoras 6 .
O processo de soldadura ultra-sónica pode ser dividida em três fases principais. Em primeiro lugar, uma fase de força build-up, durante o qual o sonotroaumenta gradualmente de a força sobre as peças a soldar até uma certa força de gatilho for atingido. Sem vibração é aplicada durante esta fase. Em segundo lugar, uma fase de vibração, a qual começa quando a força de gatilho for atingido. Nesta fase, o sonotrodo vibra na amplitude prescrita para uma certa quantidade de tempo, gerando o calor necessário para o processo de soldagem. Controlado por microprocessador soldadores ultra-sons proporcionam várias opções para controlar a duração da fase de vibração, entre eles o tempo (ou seja, o controlo directo), ou o deslocamento de energia (controlo indirecto). A força aplicada durante esta fase, isto é, a força de soldadura, pode ser mantida constante e igual à força de disparo ou pode ser gradualmente variada durante a aplicação da vibração. Em terceiro lugar, uma fase de solidificação, durante o qual as peças soldadas são arrefecidos à temperatura ambiente sob uma certa força de solidificação de uma certa quantidade de tempo. Sem vibração é aplicada durante esta última fase.
fo soldagemRCE, amplitude de vibração, frequência de vibração e duração da fase de vibração (directa ou indirectamente controlada por meio de energia ou deslocamento) são os parâmetros de soldagem que controlam a geração de calor. Força, amplitude e duração são parâmetros definidos pelo usuário, enquanto que a frequência é fixado para cada soldador ultra-sônica. força de solidificação e tempo de solidificação, também parâmetros de soldadura, não se intervir no processo de aquecimento, mas afectar a consolidação e, em conjunto com o resto dos parâmetros, a qualidade final das juntas soldadas.
Este trabalho apresenta um método simples da novela para near-field soldagem ultra-sônica de cupons TPC individuais numa única configuração de volta para a subsequente, tesoura mecânica única volta (LSS), o teste seguinte ASTM (American Society for Testing and Materials) D 1002 standard. Os testes mecânicos dos cupões soldadas permite determinar a força de corte aparente volta das articulações, o que é uma das propriedades mais commapenas utilizado para quantificar a força de compósitos termoplásticos juntas soldadas 7. O método de soldagem descrito neste documento é baseado em três pilares principais. Em primeiro lugar, directores de energia plana soltos são usados para geração de calor preferencial na interface juntar 8,9 durante o processo de soldagem. Em segundo lugar, o tratamento dos dados fornecidos pelo soldador de ultra-sons é usado para definir rapidamente o tempo óptimo da fase de vibração para uma força específica / combinação amplitude de 2,4. Em terceiro lugar, a duração da fase de vibração é controlada indirectamente por meio do deslocamento do sonotrodo, de modo a garantir uma qualidade consistente das juntas soldadas 4. Este método de soldagem oferece as seguintes novidades principais e vantagens com relação a procedimentos de soldagem state-of-the-art para compósitos termoplásticos: (a) preparação de amostras simplificado habilitado pelo uso de administração de energia planas soltos em vez de directores de energia moldados tradicionais 3, e (b) e c rápidodefinição ost-eficiente dos parâmetros de processamento com base no monitoramento de processos in-situ, em oposição às abordagens de tentativa e erro comuns. Embora o método descrito neste trabalho é voltado para a obtenção de uma geometria muito específica e simples de solda que pode servir de base para definir um procedimento para a soldagem de peças reais. A principal diferença, nesse caso, resulta de fluxo restrita do diretor de energia em oposição ao fluxo irrestrito nas quatro bordas da sobreposição de cupons de sobreposição simples.
Protocolo
1. Peça de corte e preparação para a soldadura ultra-sônica
- Cortar amostras rectangulares medindo 25,4 milímetros x 101,6 milímetros a partir de um laminado compósito termoplástico maior usando uma técnica de corte que impede a deslaminação das arestas das amostras (por exemplo, diamante-serra ou de corte por jacto de água).
Nota: As dimensões das amostras são baseados na norma ASTM D 1002 padrão.- Uma vez que a força das juntas soldadas depende da orientação das fibras sobre as superfícies a serem soldadas 10, tomar cuidado para cortar todas as amostras na mesma orientação.
- Após o corte, as amostras secas num forno de acordo com as recomendações do fabricante, no caso da resina de termoplástico tende a absorver a humidade (por exemplo, 6 horas a 135 ° C durante fibra de carbono de seis camadas reforçadas polieterimida, CF / PEI, as amostras).
- Cortar directores de energia planas feitas de película termoplástica puro (mesma resina que a matriz no compósito) de tamanho (cerca de 26 milímetros x 26 mm) com uma espessura de pelo menos 0,25 mm. Se necessário, secar o diretor de energia seguindo as recomendações do fabricante (por exemplo, 1 hora a 135 ° C, para o diretor de energia PEI).
- Antes de soldar, inspecionar amostras de um por um para cantos desagregadas e descartar, se necessário. Limpá-los usando um desengordurante e um pano de algodão. Limpe os directores de energia planas seguindo o mesmo procedimento.
2. Ultrasonic Welding da única volta cupons de cisalhamento
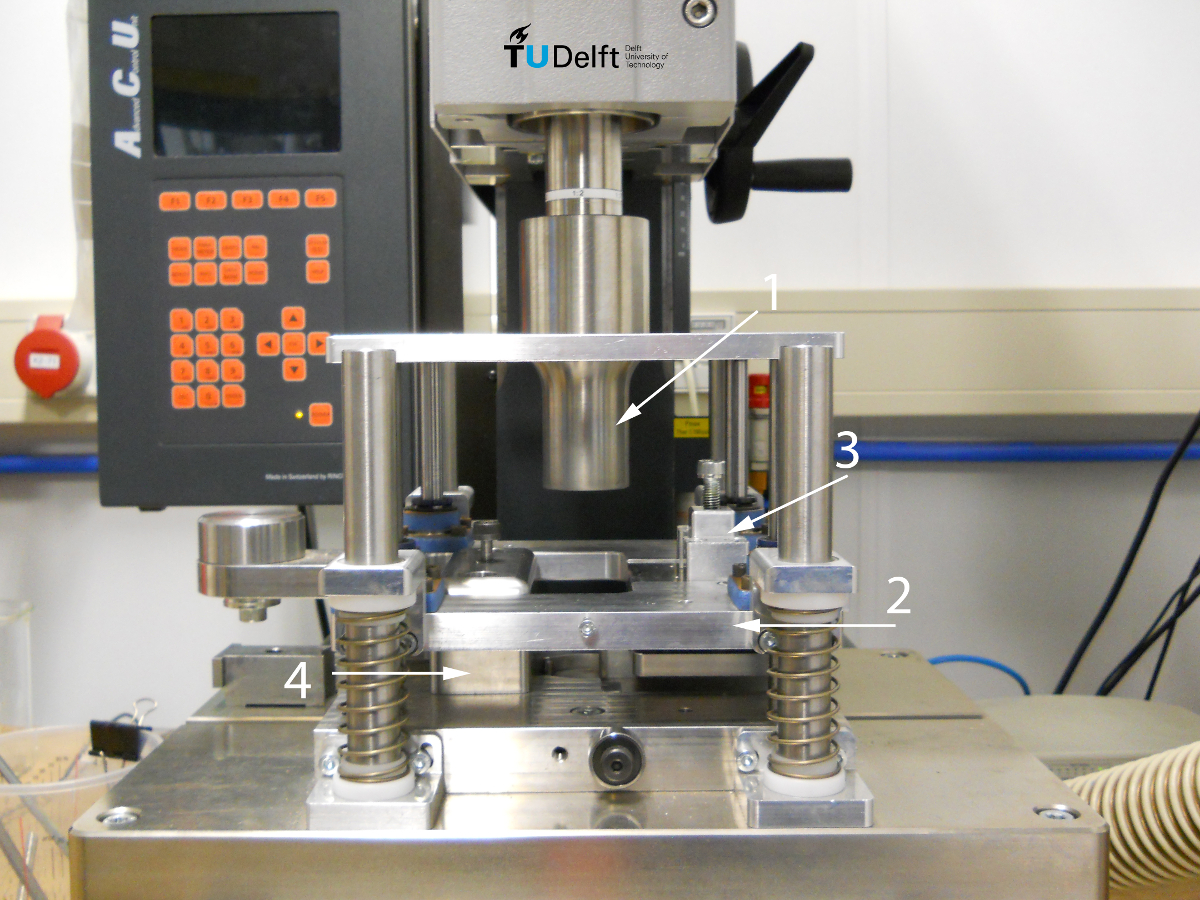
Nota: um microprocessador controlado soldador ultra-sónico capaz de soldar na amplitude constante é utilizado neste passo. Os dados de processo saídas soldador, tais como potência dissipada e deslocamento do sonotrodo versus tempo para o software de aquisição de dados de um computador. Um gabarito custom-built projetado e fabricado para posicionar com precisão e prender amostras de colo de corte individuais durante a soldagem ultra-sônica é usada neste passo (veja a Figura 1).

Figura 1. Ultrasonic soldador e configuração de soldagem custom-built utilizado neste estudo. 1: sonotrodo, 2: plataforma deslizante, 3: braçadeira para o espécime superiores (ligados a 2), e 4: braçadeira para o espécime mais baixas (Reproduzido de referência 4 com permissão de Elsevier.) por favor, clique aqui para ver uma versão maior desta figura.
{kind=link}
- Preencher uma folha diário de bordo antes de cada experiência de soldagem.
- Tome nota dos seguintes parâmetros: RT e umidade, de referência configuração de soldagem, tipo de sonotrodo, o número de amostras e materiais, largura e espessura de amostras superior e inferior, e da espessura do diretor de energia.
- Ligue o soldador ultra-som e computador. Inicie o software de aquisição de dados e abrir uma nova sessão.
- Se ainda não estiver no lugar, mudar o sonotrode para um sonotrodo cilíndrico com um diâmetro de 40 mm, de modo que a sua superfície de fundo cobre completamente a área de soldagem.
Nota: Uma forma diferente de sonotrodo pode ser utilizado, mas a sua superfície inferior não deve ser menor do que a área da soldadura. - Posição e fixar espécimes e diretor de energia no gabarito de solda (ver figura 1).
- Anexar um director de energia fixa para o espécime inferior com fita adesiva de forma a cobrir uma área ligeiramente maior do que a área a ser soldada (12,7 mm x 25,4 mm).
- Colocar a amostra de fundo para o gabarito e prenda-a apertando o parafuso superior.
- Tape o outra extremidade do director de energia para a base da configuração de modo que ele permanece no lugar durante o processo.
- Colocar a amostra superior no grampo, alinhá-lo e apertar o parafuso superior.
- Posicione o grampo para a amostra superior voltada para a plataforma deslizante e aperte os dois parafusos.
- Antes de prosseguir, aperte os quatro parafusos uma vez mminério.
- Determinar a duração óptima da fase de vibração com base no deslocamento do sonotrodo para alcançar a maior resistência de solda, tal como descrito nos passos 2.5.1 a 2.5.8.
Nota: Uma duração óptima da fase de vibração é determinada para cada combinação desejada da força de soldadura e amplitude de vibração.- Definir o soldador ultra-som para diferencial modo de controle de deslocamento.
- Entrada de soldagem de força e amplitude de vibração para o soldador ultra-sons (por exemplo, 300 N e 86,2 mm).
Nota: Para este soldador de ultra-sons, 86,2 uM corresponde à amplitude de vibração de pico-a-pico. Nas definições da máquina, que é expresso como metade deste valor, 43,1 uM. - Entrada o deslocamento sonotrodo, ou curso, no final da fase de vibração como um valor igual à espessura inicial do director de energia (por exemplo, 0,25 mm).
- força de entrada de solidificação e tempo para o soldador ultra-sons (por exemplo, 1.000N e 4000 mseg).
- Quando estiver pronto, colocar fones de ouvido com isolamento acústico e iniciar o processo de soldagem ultra-sônica.
- Após a conclusão do processo, tomar nota dos seguintes parâmetros de saída: distância de solda, potência máxima, o tempo de vibração e energia. Remover o cupão a partir da configuração de soldagem e escrever seu número de identificação em ambas as extremidades com um marcador de tinta.
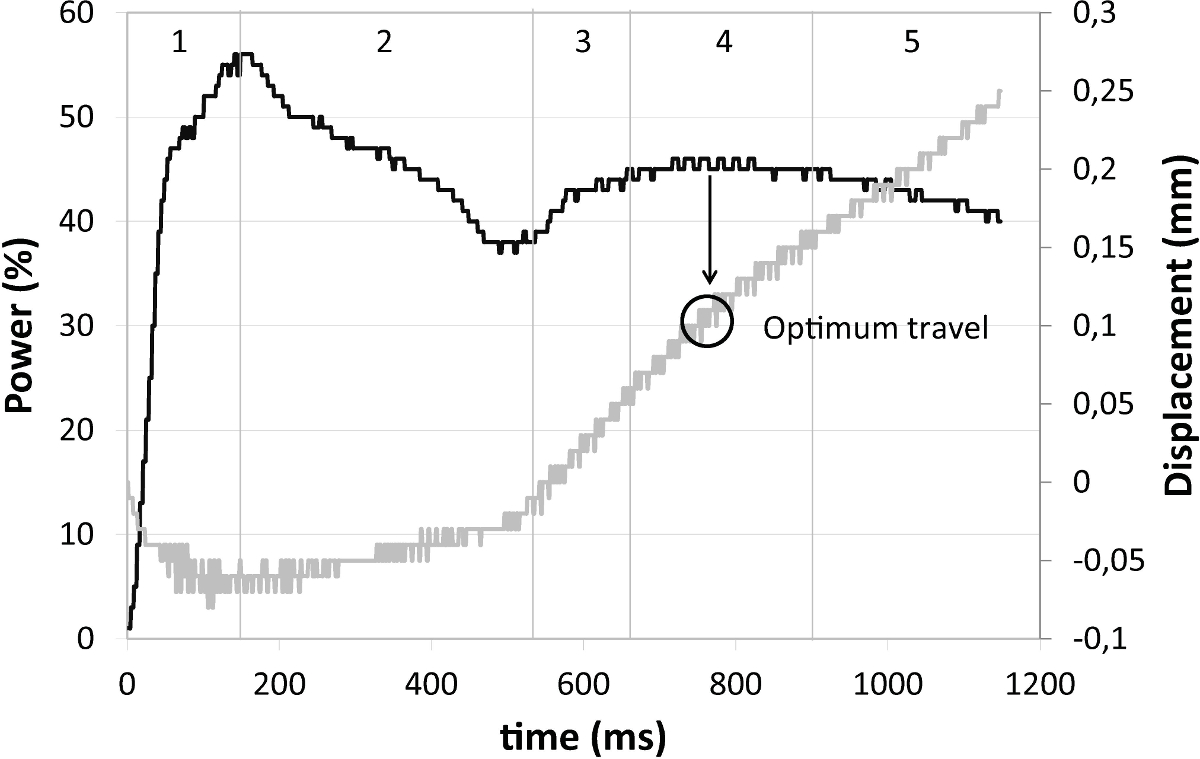
- Exportar os dados de soldagem (alimentação e deslocamento do sonotrodo) para uma planilha e traçar o poder e deslocamento contra curvas de tempo durante a fase do processo de vibração.
Nota: A curva de deslocamento deve traçar o deslocamento para baixo do sonotrodo relação à sua posição no início da fase de vibração. - Identificar o deslocamento no meio do planalto de alimentação (fase 4) como mostrado na Figura 2 (neste caso, 0,10 mm).
Nota: Este valor de deslocamento particular é o curso óptimo que controla a duração da fase de vibração e vontadeser utilizado em todos os soldadura subsequente para a mesma força de soldadura e de amplitude.

Figura 2. Energia (preto) e deslocamento curvas (cinza) para o processo de soldagem ultra-sônica indicando valor de viagem ideal. A fase da soldagem ultra-sônica da vibração pode ser dividido em 5 etapas. valor viagens Optimum está localizado dentro estágio 4. Estudo de Caso: fibra de carbono reforçada substratos polieterimida -PEI, diretor de energia PEI plana 0,25 mm de espessura, 300 N Força de soldadura, 86,2 mm amplitude de oscilação, 0,25 mm de curso. (Reproduzido de referência 4 com permissão de Elsevier.) Por favor, clique aqui para ver uma versão maior desta figura.
{kind=link}
- cupons de solda no valor de viagem ideal para a dada força de soldagem e combinaçã amplituden.
- Repita os passos 2.1 a 2.5.6 para cada soldadura. Na etapa 2.5.3, utilize o curso óptimo determinado na etapa 2.5.8 para a força de solda correspondente e combinação de amplitude.
Nota: Todos os testes da ELA sejam efectuados segundo ASTM D 1002 em uma máquina universal de ensaios com uma velocidade de 1,3 mm / min.
- Repita os passos 2.1 a 2.5.6 para cada soldadura. Na etapa 2.5.3, utilize o curso óptimo determinado na etapa 2.5.8 para a força de solda correspondente e combinação de amplitude.
3. única volta Resistência ao cisalhamento (LSS) Testes de cupons Soldadas
- Meça e tome nota da largura da sobreposição para cada cupão soldada.
- Ligue a máquina universal de ensaios e abrir o procedimento de teste para LSS no computador.
- Na interface de teste, entrar o número da amostra e as dimensões da sobreposição. Definir a força a 0 e a separação aderência-à-aperto à sua posição inicial (por exemplo, 60 mm).
- Posicionar a amostra nas garras da máquina de ensaios, como mostrado na Figura 3.

Figura 3. Representação esquemática da fixação na / Roell 250 kN máquina universal de ensaios Zwick (não está à escala). O deslocamento do deslocamento entre as garras superior e inferior permite o alinhamento da direcção da carga com a linha central da solda para minimizar a flexão durante o cisalhamento teste de força. por favor clique aqui para ver uma versão maior desta figura.
{kind=link}
- Iniciar o procedimento de teste a partir do computador clicando no botão "Iniciar".
- Após a amostra quebra, removê-lo das garras e fixe ambas as partes em conjunto com fita adesiva.
- Repita os passos de 3,3-3,6 para todas as outras amostras.
- Quando os ensaios são concluídos, exportar os dados para uma folha de cálculo e de calcular o valor médio de ELA, de acordo com o procedimento descrito na norma, para cada força de soldadura e combinação de amplitude.
Resultados
amostras de fibra de carbono reforçada polyetherimide (CF / PEI) foram soldados seguindo o método descrito neste artigo. As amostras foram obtidas a partir de um laminado composto feito de cinco arnês CF tecido de cetim / PEI, com (0/90) 3S empilhamento sequência e 1,92 mm de espessura nominal. As amostras foram cortadas a partir deste laminado de modo que a orientação principal aparente das fibras era paralelo ao seu lado mais comprido. foram utilizados diretores planos...
Discussão
Os resultados apresentados na seção anterior indicam a adequação do método simples proposto neste trabalho para a soldagem ultra-sônica de compósitos cupons sobreposição simples termoplásticos para fins de teste mecânico. Os parágrafos seguintes discutem como os resultados validam os três principais pilares do método, ou seja, o uso de administração de energia soltos planas, uso de feedback do processo para definir a melhor duração da vibração e uso de controle de deslocamento, bem ...
Divulgações
The authors declare that they have no competing financial interest.
Agradecimentos
The authors would like to acknowledge the support of Ten Cate Advanced Materials in the form of free material supply to the work described in this paper.
Materiais
| Name | Company | Catalog Number | Comments |
| Material/Reagent | |||
| Cetex carbon fiber / polyetherimide (CF/PEI) 5 harness satin prepreg | TenCate Advanced Composites (www.tencate.com) | Contact vendor | Material used in this study for the specimens. |
| PFQD solvent degreaser | PT Technologies Europe (now Socomore - www.socomore.com) | Contact vendor | Solvent degreaser for cleaning the specimens and energy directors. |
| Cotton cloths | For general cleaning purposes. No specific vendor was used. | ||
| 0.25 mm PEI film | TenCate Advanced Composites (www.tencate.com) | Contact vendor | Thin film used as energy director. |
| Adhesive tape | Airtech Advanced Materials Group (www.airtechintl.com) | 1" x 72 yds MFG # 327402 Contact vendor for catalog number | Used to attach energy director to bottom sample for ultrasonic welding. |
| Name | Company | Catalog Number | Comments |
| Equipment | |||
| Vötsch oven | Vötsch Industrietechnik (www.voetsch-ovens.com) | VTU 60/60 - Contact vendor for specific catalog number | Oven used to dry PEI film (energy directors) and PEI specimens before welding. |
| Rinco Dynamic 3000 ultrasonic welder | Aeson BV (www.aeson.nl/en/) | Contact vendor | 20 kHz ultrasonic welding machine used for the welding experiments. Several sonotrode sizes available. Contact vendor for details. ACUCapture software included. |
| Zwick/Roell universal testing machine | Zwick (www.zwick.com) | Z250 - Contact vendor for specific catalog number | Universal testing machine with maximum load of 250 kN used for single lap shear strength measurements. |
Referências
- Yousefpour, A., Hojjati, M., Immarigeon, J. P. Fusion bonding/welding of thermoplastic composites. J Thermoplast Compos. 17, 303-341 (2004).
- Villegas, I. F. In situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J Thermoplast Compos. 28 (1), 66-85 (2015).
- Benatar, A., Gutowski, T. G. Ultrasonic welding of PEEK Graphite APC-2 composites. Polym Eng Sci. 29 (23), 1705-1721 (1989).
- Villegas, I. F. Strength development versus process data in ultrasonic welding of thermoplastic composites with flat energy directors and its application to the definition of optimum processing parameters. Compos Part A-Appl S. 65, 27-37 (2014).
- Lu, H. M., Benatar, A., He, F. G. Sequential ultrasonic welding of PEEK/graphite composite plates. Proceedings of the ANTEC'91 Conference. , 2523-2526 (1991).
- Potente, H. Ultrasonic welding - principles & theory. Mater Design. 5, 228-234 (1984).
- Stavrov, D., Bersee, H. E. N. Resistance welding of thermoplastic composites - an overview. Compos Part A-Appl S. 36, 39-54 (2005).
- Villegas, I. F., Valle-Grande, B., Bersee, H. E. N., Benedictus, R. A comparative evaluation between flat and traditional energy directors for ultrasonic welding of CF/PPS thermoplastic composites. Compos Interface. , (2015).
- Levy, A., Le Corre, S., Villegas, I. F. Modelling the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J Mater Process Tech. , 1361-1371 (2014).
- Shi, H., Villegas, I. F., Bersee, H. E. N. Strength and failure modes in resistance welded thermoplastic composite joints: effect of fibre-matrix adhesion and fibre orientation. Compos Part A-Appl S. 55, 1-10 (2013).
- Villegas, I. F., Bersee, H. E. N. Ultrasonic welding of advanced thermoplastic composites. An investigation on energy-directing surfaces. Adv Polym Tech. 29 (2), 113-121 (2010).
- Harras, B. K., Cole, C., Vu-Khanh, T. Optimization of the ultrasonic welding of PEEK-carbon composites. J Reinf Plast Comp. 15 (2), 174-182 (1996).
Reimpressões e Permissões
Solicitar permissão para reutilizar o texto ou figuras deste artigo JoVE
Solicitar PermissãoThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Todos os direitos reservados