
Zum Anzeigen dieser Inhalte ist ein JoVE-Abonnement erforderlich. Melden Sie sich an oder starten Sie Ihre kostenlose Testversion.
Method Article
Ultraschallschweißen von thermoplastischen Verbund Coupons für Mechanische Charakterisierung von Schweißverbindungen durch Einzelüberlappungsscherprüfung
In diesem Artikel
Zusammenfassung
A straightforward procedure for ultrasonic welding of thermoplastic composite coupons for basic mechanical testing is described. Key characteristics of this ultrasonic welding process are the use of flat energy directors for simplified process preparation and the use of process data for the fast definition of optimum processing conditions.
Zusammenfassung
This paper presents a novel straightforward method for ultrasonic welding of thermoplastic-composite coupons in optimum processing conditions. The ultrasonic welding process described in this paper is based on three main pillars. Firstly, flat energy directors are used for preferential heat generation at the joining interface during the welding process. A flat energy director is a neat thermoplastic resin film that is placed between the parts to be joined prior to the welding process and heats up preferentially owing to its lower compressive stiffness relative to the composite substrates. Consequently, flat energy directors provide a simple solution that does not require molding of resin protrusions on the surfaces of the composite substrates, as opposed to ultrasonic welding of unreinforced plastics. Secondly, the process data provided by the ultrasonic welder is used to rapidly define the optimum welding parameters for any thermoplastic composite material combination. Thirdly, displacement control is used in the welding process to ensure consistent quality of the welded joints. According to this method, thermoplastic-composite flat coupons are individually welded in a single lap configuration. Mechanical testing of the welded coupons allows determining the apparent lap shear strength of the joints, which is one of the properties most commonly used to quantify the strength of thermoplastic composite welded joints.
Einleitung
Thermoplastische Verbundwerkstoffe (TPC) haben die Fähigkeit, angeschweißt werden, was auf ihre kostengünstige Herstellung beiträgt. Schweißen erfordert lokale Erhitzen unter Druck zu erweichen oder das thermoplastische Harz der Fügeflächen schmelzen und für innigen Kontakt und nachfolgende Interdiffusion von thermoplastischen Polymerketten über die Schweißgrenzfläche zu ermöglichen. Sobald molekularen Interdiffusion erreicht wird, festigt die Schweißverbindung unter Druck abgekühlt. Mehrere Schweißtechniken auf thermoplastische Verbundwerkstoffe anwendbar sind, die 1, jedoch hauptsächlich in der Wärmequelle unterscheidet, die wichtigsten "Adhäsion" -Mechanismus, also molekulare Verhakung, bleibt unverändert. Ultraschallschweißen bietet eine sehr kurze Schweißzeiten (in der Größenordnung von einigen Sekunden), einfache Automatisierung und es ist praktisch unabhängig von der Art der Verstärkung in den thermoplastischen Verbundsubstrate. Darüber hinaus bietet es die Möglichkeit zur in situ-Überwachung 2,3 , Die im Rahmen der Qualitätssicherung oder für die schnelle Definition von Verarbeitungsfenster 4 verwendet werden kann. Ultraschallschweißen von thermoplastischen Verbundwerkstoffen ist vor allem ein Punktschweißverfahren, aber erfolgreiches Schweißen von mehr Nähte durch aufeinanderfolgende Ultraschallschweißen in der Literatur 5 berichtet. Im Gegensatz zu Widerstands- oder Induktionsschweißen, Ultraschallschweißen ist industriell nicht für Strukturverbindungen zwischen thermoplastischen Verbundteile so weit angewendet. Nichtsdestotrotz wird erhebliche Anstrengungen zur Zeit gewidmet werden für Flugzeuganwendungen Entwicklung von Strukturultraschallschweißen von thermoplastischen Verbundwerkstoffen zu fördern.
Beim Ultraschallschweißen werden die zu verbindenden Teile sind auf eine Kombination von statischen Kraft ausgesetzt und Hochfrequenz mit niedriger Amplitude mechanischer Schwingungen quer zu der Schweißgrenzfläche, die durch die Oberfläche und Erhitzen in viskoelastischen Wärmeerzeugung führt. Vorzugserhitzungs an der Schweißschnittstelle gefördertdurch die Verwendung von Harz Vorsprünge auf den Oberflächen verschweißt, die höher zyklischen Belastung unterzogen werden, und damit höhere viskoelastische Heizung, als die Substrate 6. Kraft und Vibration ausgeübt werden auf die Teile durch eine Sonotrode einer Presse und mit einem Ultraschall Zug verbunden verschweißt werden, die aus piezoelektrischen Wandler und Verstärker. Abhängig von der Entfernung zwischen dem Punkt, an dem die Sonotrode in Kontakt mit dem Teil verbunden werden und die Schweißschnittstelle, kann zwischen Nahfeld- und Fernfeld-Ultraschallschweißen erfolgen. Nahfeld-Schweißen (weniger als 6 mm zwischen Sonotrode und Schweißschnittstelle) ist für eine breitere Palette von Materialien während der Anwendbarkeit der Fernfeldschweißen zu einem spezifischen thermoplastischen Material wird von der Fähigkeit des Materials stark von Schallwellen durchzuführen 6 .
Die Ultraschall-Schweißverfahren lassen sich in drei Hauptphasen eingeteilt werden. Zunächst wird ein Kraftaufbauphase, in der die sonotrode allmählich die Kraft auf die Teile geschweißt werden, bis eine bestimmte Auslösekraft erreicht ist. Keine Vibrationen während dieser Phase angewandt. Zweitens, eine Schwingungsphase, die beginnt, sobald die Auslösekraft erreicht ist. In dieser Phase schwingt die Sonotrode an der vorgeschriebenen Amplitude für eine gewisse Zeit, die Wärme für den Schweißvorgang benötigt erzeugen. Mikroprozessorgesteuerte Ultraschallschweißgeräte bieten mehrere Optionen, um die Dauer der Vibration Phase zu steuern, darunter Zeit (dh direkte Kontrolle), Verschiebung oder Energie (indirekte Kontrolle). Die Kraft, die während dieser Phase angewendet, dh Kraft Schweißen, konstant und gleich der Auslösekraft gehalten werden oder kann allmählich während des Aufbringens der Vibration variiert werden. Drittens eine Erstarrungsphase, während der die Schweißteile erlaubt werden für eine gewisse Zeit unter einem bestimmten Erstarrungskraft abkühlen. Keine Vibrationen während dieser letzten Stufe angelegt.
Schweiß foRCE, Schwingungsamplitude, Schwingungsfrequenz und die Dauer der Vibrationsphase (entweder direkt oder indirekt durch Energie oder Verschiebung gesteuert) sind die Schweißparameter, die Wärmeerzeugung zu steuern. Kraft, Amplitude und Dauer sind benutzerdefinierte Parameter, während Frequenz für jeden Ultraschall-Schweißgerät befestigt ist. Die Verfestigung Kraft und Erstarrungszeit, auch Schweißparameter, nicht eingreifen in der Erwärmungsprozess, sondern beeinflussen die Konsolidierung und, zusammen mit dem Rest der Parameter, die endgültige Qualität der Schweißverbindungen.
Dieser Beitrag stellt eine neue einfache Methode zur Nahfeld-Ultraschallschweißen einzelner TPC Coupons in einer einzigen Runde Konfiguration für nachfolgende mechanische Einzelüberlappungsscher (LSS), Prüfung gemäß ASTM (American Society for Testing and Materials) D 1002-Standard. Mechanische Prüfung der Schweiß Coupons ermöglicht die Bestimmung der scheinbaren Scherfestigkeit der Gelenke, die eine der Eigenschaften die meisten comm istnur verwendet 7 die Stärke der thermoplastischen Verbundschweißverbindungen zu quantifizieren. Das Schweißverfahren in diesem Papier beschrieben, das auf drei Säulen. Zunächst werden lose flache Energieleiter für Vorzugswärmeerzeugung an der Verbindungsgrenzfläche 8,9 während des Schweißprozesses verwendet. Zweitens wird die Prozessdaten durch die Ultraschallschweißgerät bereitgestellt verwendet, um schnell die optimale Dauer der Schwingungsphase für eine bestimmte Kraft / Amplituden-Kombination 2,4 definieren. Drittens wird die Dauer der Schwingungsphase indirekt durch die Verschiebung der Sonotrode gesteuert, um 4 gleichbleibende Qualität der Schweißverbindungen zu gewährleisten. Dieses Schweißverfahren bietet im Wesentlichen folgende Neuerungen und Vorteile in Bezug auf State-of-the-art-Schweißverfahren für thermoplastische Verbundwerkstoffe: (a) vereinfacht die Probenvorbereitung durch die Verwendung von Direktoren lose flache Energie anstelle der traditionellen Formenergierichtungs 3, aktiviert und (b) schnell und cost-effiziente Definition von Verarbeitungsparametern auf Basis von In-situ-Überwachungsprozess wie zu gemeinsamen Versuch und Irrtum Ansätze gegenüber. Obwohl die in diesem Dokument beschriebene Verfahren eine sehr spezifische und einfache Schweißgeometrie zu erhalten, ausgerichtet ist, kann sie als Grundlage dienen für das Schweißen von tatsächlichen Teile, ein Verfahren zu definieren. Ein Hauptunterschied in diesem Fall ergibt sich aus eingeschränkten Fluss der Energie Regisseur wie den frei fließen an den vier Kanten der Überlappung in einzelnen Runde Coupons gegenüber.
Protokoll
1. Proben Schneiden und Vorbereitung für das Ultraschallschweißen
- Schneiden rechteckige Proben gemessen 25,4 mm x 101,6 mm von einem größeren thermoplastischen Verbundlaminat eine Schneidtechnik verwendet, die Delamination der Kanten der Proben (zum Beispiel Diamant-Säge oder Wasserstrahlschneiden) verhindert.
Anmerkung: Die Abmessungen der Proben basieren auf ASTM D 1002 Standard.- Da Festigkeit der Schweißverbindungen an der Faserorientierung auf der Oberfläche hängt bis 10 geschweißt werden, darauf achten, alle Proben in der gleichen Ausrichtung zu schneiden.
- Nach dem Schneiden trockenen Proben in einem Ofen gemäß den Empfehlungen des Herstellers bei das thermoplastische Harz dazu neigt, Feuchtigkeit zu absorbieren (beispielsweise 6 h bei 135 ° C für sechs Schichtkohlefaserverstärktem Polyetherimid, CF / PEI, Proben).
- Schnittenen flachen Energierichtungs gebildet aus ordentlich thermoplastischen Folie (gleichen Harz als Matrix im Verbund) der Größe (ca. 26 mm x 26 mm) mit einer Dicke von mindestens 0,25 mm. Falls erforderlich, trocknen die Energierichtungsempfehlungen folgende Hersteller (zB 1 Stunde bei 135 ° C unter der Regie von PEI Energie).
- Vor dem Schweißen, inspizieren Proben einer nach dem anderen für delaminierte Ecken und verwerfen, wenn nötig. Reinigen Sie sie einen Entfetter und ein Baumwolltuch. Reinigen Sie die Flachenergierichtungs nach dem gleichen Verfahren.
2. Ultraschallschweißen von Einzelüberlappungsscher Gutscheine
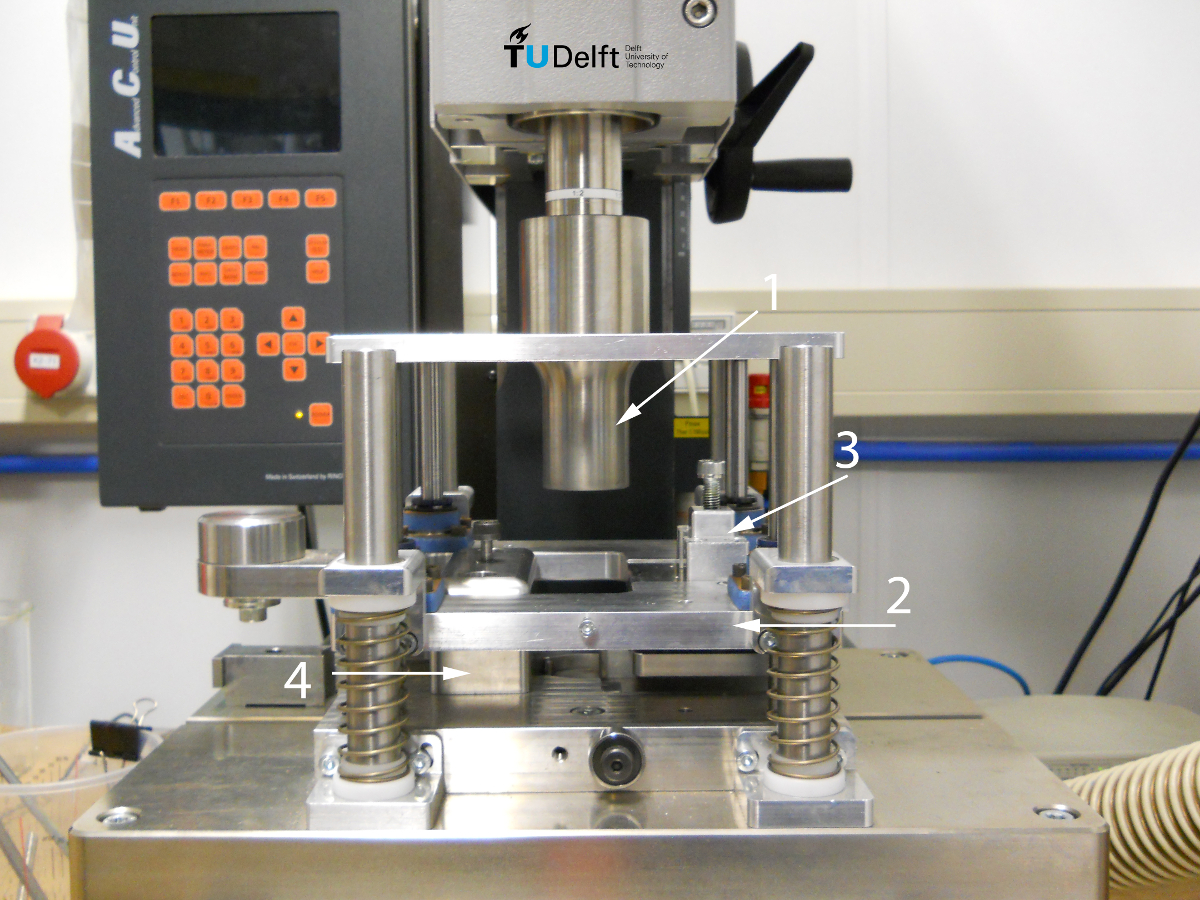
Hinweis: Ein Mikroprozessor Ultraschallschweißer Lage gesteuert mit konstanter Amplitude zum Schweißen wird in diesem Schritt verwendet. Der Schweißer Ausgänge Prozessdaten, wie Verlustleistung und Verschiebung der Sonotrode gegenüber der Zeit der Datenerfassungs-Software in einem Computer. Ein speziell angefertigten Spannvorrichtung entwickelt und hergestellt genau zu positionieren und Einzelüberlappungsscherproben beim Ultraschallschweißen Klemme wird in diesem Schritt verwendet (siehe Abbildung 1).

Abbildung 1. Ultraschall-Schweißgerät und custom-built in dieser Studie verwendeten Schweiß Setup. 1: Sonotrode 2: Schiebebühne, 3: Klammer für die oberen Probe (an 2), 4: Klammer für die unteren Probe (Wiedergabe aus Lit. 4 mit Genehmigung von Elsevier.) Bitte klicken Sie hier, um eine größere Version dieser Figur zu sehen.
{kind=link}
- Füllen Sie ein Fahrtenbuch Blatt vor jedem Schweiß Experiment.
- Beachten Sie die folgenden Parameter: RT und Feuchtigkeit, Schweiß-Setup-Referenz, Sonotrode Typ, Probennummer und Materialien, Breite und Dicke der oberen und unteren Proben, und die Dicke der Energieleiter.
- Schalten Sie den Ultraschall-Schweißgerät und Computer. Starten Sie die Software zur Datenerfassung und öffnen Sie eine neue Sitzung.
- Falls noch nicht vorhanden, ändern Sie die sonotritt auf eine zylindrische Sonotrode mit einem Durchmesser von 40 mm, so dass seine Bodenfläche vollständig den Schweißbereich abdeckt.
Hinweis: Eine andere Form der Sonotrode eingesetzt werden kann, aber die Bodenfläche sollte nicht kleiner sein als der Schweißbereich. - Position und fixieren Proben und Energiedirektor in die Schweißvorrichtung (siehe Abbildung 1).
- Bringen Sie einen Flachenergieleiter mit den Bodenprobe mit Klebeband, so dass es einen etwas größeren Bereich abdeckt als die Fläche (12,7 mm x 25,4 mm) geschweißt werden.
- Legen Sie die untere Probe in die Spannvorrichtung und klemmen es durch die obere Schraube festziehen.
- Kleben Sie das andere Ende des Energiedirektor an der Basis des Setup, so dass sie an Ort und Stelle während des Prozesses bleibt.
- Legen Sie die obere Probe in die Klemme, ausrichten und die obere Schraube festziehen.
- Positionieren Sie die Klammer für die Top-Probe in die Schiebebühne und ziehen Sie die beiden Schrauben.
- Bevor Sie fortfahren, ziehen Sie alle vier Schrauben einmal mErz.
- Bestimmen die optimale Dauer der Schwingungsphase auf der Grundlage der Verschiebung der Sonotrode die höchste Schweißfestigkeit zu erreichen, wie 2.5.1 bis 2.5.8 in Schritten beschrieben.
Hinweis: Eine optimale Dauer der Schwingungsphase für jede gewünschte Kombination von Schweißkraft und Schwingungsamplitude bestimmt.- Stellen Sie die Ultraschall-Schweißgerät Verschiebung-Regelbetrieb auf Differential.
- Eingangsschweißkraft und Schwingungsamplitude in das Ultraschallschweißgerät (zum Beispiel 300 N und 86,2 & mgr; m).
Hinweis: Bei diesem Ultraschallschweißer, 86,2 & mgr; m entspricht der Spitze-zu-Spitze-Schwingungsamplitude. In den Systemeinstellungen, wird es als die Hälfte dieses Wertes ausgedrückt, 43,1 & mgr; m. - Eingangs die Sonotrode Verschiebung oder Reisen, am Ende der Vibrationsphase als ein Wert gleich der Ausgangsdicke der Energieleiter (zum Beispiel 0,25 mm).
- Eingangs Verfestigung Kraft und Zeit in den Ultraschallschweißgerät (zum Beispiel 1000N und 4,000 msec).
- Wenn Sie bereit sind, setzen auf schalldichte Kopfhörer und starten Sie die Ultraschall-Schweißverfahren.
- Nach dem Abschluss des Prozesses, beachten Sie bitte die folgenden Ausgangsparameter: Schweißabstand, maximale Leistung, Vibration Zeit und Energie. Entfernen Sie den Coupon aus der Schweiß Setup und schreiben ihre Kennnummer auf beide mit einem Lackstift endet.
- Exportieren der Schweiß Daten (Kraft und Verschiebung der Sonotrode) in eine Tabellenkalkulation und zeichnen die Kraft und Verschiebung Zeit-Kurve während der Vibrationsphase des Verfahrens.
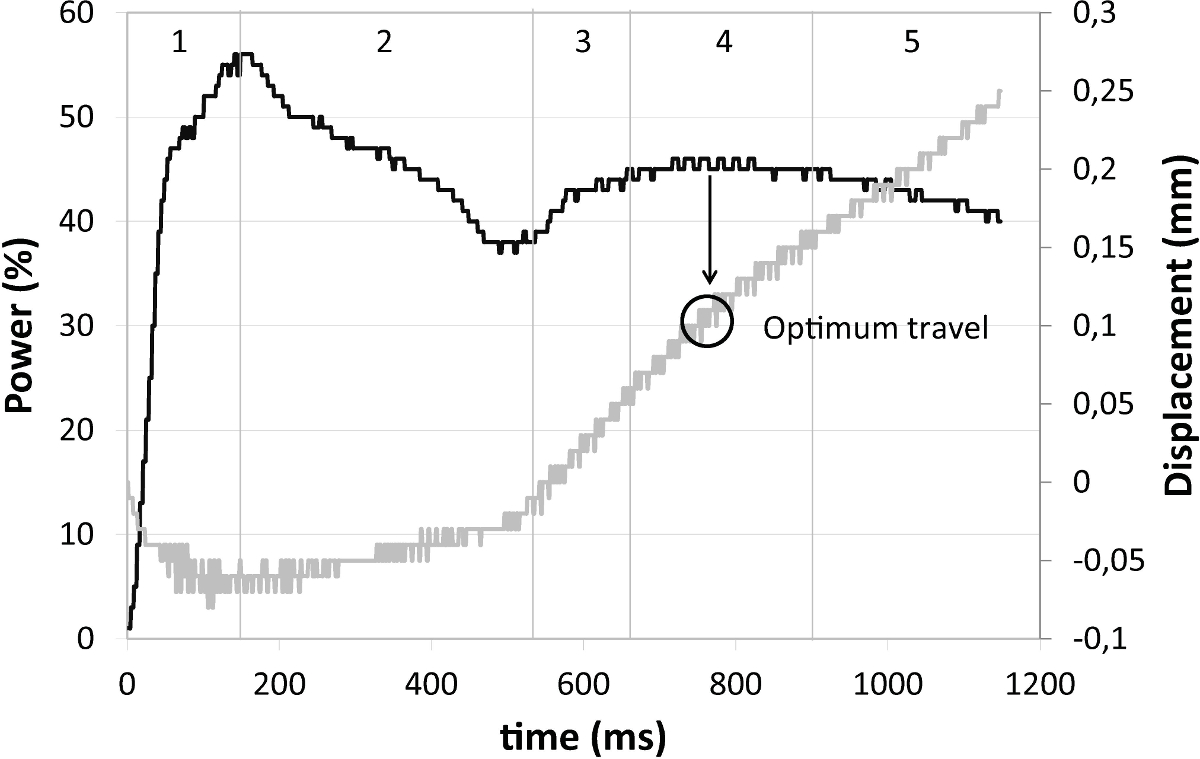
Hinweis: Die Verschiebungskurve der Abwärtsverschiebung der Sonotrode in Bezug auf ihre Position zu Beginn des Schwingungsphasendiagramm soll. - Identifizieren der Verschiebung in der Mitte des Stromplateau (Stufe 4), wie in Abbildung 2 (in diesem Fall 0,10 mm) gezeigt.
Hinweis: Diese besondere Verschiebungswert ist die optimale Reise, die die Dauer der Vibration Phase steuert und Willenin jedem nachfolgenden Schweiß für den gleichen Schweißkraft und Amplitude verwendet werden.

Abbildung 2. Power (schwarz) und Verschiebung (grau) Kurven für die Ultraschall-Schweißverfahren zeigt optimale Reisen. Die Schwingungsphase des Ultraschallschweißen kann in fünf Stufen unterteilt werden. Optimale Reise Wert wird innerhalb Stufe 4. Studien Fall befindet: Kohlefaser Polyetherimid -PEI Substrate verstärkt, 0,25 mm dicken Flach PEI Energieleiter, 300 N Schweißkraft, 86,2 & mgr; m Schwingungsamplitude, 0,25 mm Federweg. (Wiedergabe aus Lit. 4 mit Genehmigung von Elsevier.) Bitte hier klicken, um eine größere Version dieser Figur zu sehen.
{kind=link}
- Weld Coupons bei der optimalen Reise Wert für den gegebenen Schweißkraft und Amplitude combination.
- Wiederholen Sie die Schritte 2.1 für jede Schweißnaht 2.5.6. In Schritt 2.5.3, verwenden Sie die optimale Reise bestimmt in Schritt 2.5.8 für die entsprechende Schweißkraft und Amplitude Kombination.
Hinweis: Alle LSS-Tests werden durchgeführt gemäß ASTM D 1002 auf einer Universalprüfmaschine mit einer Kreuzkopfgeschwindigkeit von 1,3 mm / min.
- Wiederholen Sie die Schritte 2.1 für jede Schweißnaht 2.5.6. In Schritt 2.5.3, verwenden Sie die optimale Reise bestimmt in Schritt 2.5.8 für die entsprechende Schweißkraft und Amplitude Kombination.
3. Einzel Zugscherfestigkeit (LSS) Prüfung von geschweißten Gutscheine
- Messen und für die beiden angeschweißten Coupon Kenntnis von der Breite der Überlappung nehmen.
- Schalten Sie den Universal-Prüfmaschine und öffnen Sie die Testverfahren für LSS auf dem Computer.
- In der Testoberfläche, geben Sie die Probennummer und die Abmessungen der Überlappung. Stellen Sie die Kraft auf 0 und den Griff-zu-Griff Trennung in seine Ausgangsposition (zum Beispiel 60 mm).
- Positionieren der Probe in den Griffen der Prüfmaschine wie auf Abbildung 3 dargestellt.

Abbildung 3. Schematische Darstellung des Klemm in der Zwick / Roell 250 kN Universalprüfmaschine (nicht maßstabsgetreu). Die Offset-Verschiebung zwischen dem oberen und unteren Griffe erlaubt die Lastrichtung mit dem Zentrum Schweißlinie Ausrichten während der Überlappungsscher zu minimieren Biege Festigkeitsprüfung. Bitte hier klicken, um eine größere Version dieser Figur zu sehen.
{kind=link}
- Starten Sie das Testverfahren aus dem Computer durch die Schaltfläche "Start" klicken.
- Nachdem die Probe bricht, entfernen Sie sie aus dem Griff und sichern Sie beide Teile zusammen mit Klebeband.
- Wiederholen Sie die Schritte 3.3 bis 3.6 für alle anderen Proben.
- Wenn die Tests abgeschlossen sind, Exportieren der Daten in eine Tabelle und berechnen den Mittelwert LSS, gemäß dem Verfahren in der Norm beschriebenen, für jede Schweißkraft und Amplitude Kombination.
Ergebnisse
Kohlefaserverstärkte Polyetherimid (CF / PEI) Proben wurden nach der Methode in diesem Papier beschrieben verschweißt. Die Proben wurden aus einem Verbundlaminat von fünf-Harnisch-Atlasgewebe CF / PEI mit (0/90) 3S Stapelfolge und 1,92 mm Nenndicke erhalten. Proben wurden aus diesem Laminat ausgeschnitten, so dass die Haupt augenscheinlichen Ausrichtung der Fasern zu ihrer längsten Seite parallel war. Wohnung PEI Energieleiter mit 0,25 mm Dicke verwendet wurden. Sowohl die...
Diskussion
Die Ergebnisse im vorherigen Abschnitt verweisen auf die Angemessenheit der einfache Methode in diesem Papier für das Ultraschallschweißen von thermoplastischen Verbund einzelnen Runde Coupons zum Zwecke der mechanischen Prüfung vorgeschlagen. Nachfolgend erläutern wir, wie die Ergebnisse der drei Hauptsäulen der Methode zu validieren, das heißt, die Verwendung von flachen lose Energiedirektoren, die Verwendung von Prozessrückmeldung optimale Dauer der Vibration und die Verwendung von Verdrängungssteuer...
Offenlegungen
The authors declare that they have no competing financial interest.
Danksagungen
The authors would like to acknowledge the support of Ten Cate Advanced Materials in the form of free material supply to the work described in this paper.
Materialien
| Name | Company | Catalog Number | Comments |
| Material/Reagent | |||
| Cetex carbon fiber / polyetherimide (CF/PEI) 5 harness satin prepreg | TenCate Advanced Composites (www.tencate.com) | Contact vendor | Material used in this study for the specimens. |
| PFQD solvent degreaser | PT Technologies Europe (now Socomore - www.socomore.com) | Contact vendor | Solvent degreaser for cleaning the specimens and energy directors. |
| Cotton cloths | For general cleaning purposes. No specific vendor was used. | ||
| 0.25 mm PEI film | TenCate Advanced Composites (www.tencate.com) | Contact vendor | Thin film used as energy director. |
| Adhesive tape | Airtech Advanced Materials Group (www.airtechintl.com) | 1" x 72 yds MFG # 327402 Contact vendor for catalog number | Used to attach energy director to bottom sample for ultrasonic welding. |
| Name | Company | Catalog Number | Comments |
| Equipment | |||
| Vötsch oven | Vötsch Industrietechnik (www.voetsch-ovens.com) | VTU 60/60 - Contact vendor for specific catalog number | Oven used to dry PEI film (energy directors) and PEI specimens before welding. |
| Rinco Dynamic 3000 ultrasonic welder | Aeson BV (www.aeson.nl/en/) | Contact vendor | 20 kHz ultrasonic welding machine used for the welding experiments. Several sonotrode sizes available. Contact vendor for details. ACUCapture software included. |
| Zwick/Roell universal testing machine | Zwick (www.zwick.com) | Z250 - Contact vendor for specific catalog number | Universal testing machine with maximum load of 250 kN used for single lap shear strength measurements. |
Referenzen
- Yousefpour, A., Hojjati, M., Immarigeon, J. P. Fusion bonding/welding of thermoplastic composites. J Thermoplast Compos. 17, 303-341 (2004).
- Villegas, I. F. In situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J Thermoplast Compos. 28 (1), 66-85 (2015).
- Benatar, A., Gutowski, T. G. Ultrasonic welding of PEEK Graphite APC-2 composites. Polym Eng Sci. 29 (23), 1705-1721 (1989).
- Villegas, I. F. Strength development versus process data in ultrasonic welding of thermoplastic composites with flat energy directors and its application to the definition of optimum processing parameters. Compos Part A-Appl S. 65, 27-37 (2014).
- Lu, H. M., Benatar, A., He, F. G. Sequential ultrasonic welding of PEEK/graphite composite plates. Proceedings of the ANTEC'91 Conference. , 2523-2526 (1991).
- Potente, H. Ultrasonic welding - principles & theory. Mater Design. 5, 228-234 (1984).
- Stavrov, D., Bersee, H. E. N. Resistance welding of thermoplastic composites - an overview. Compos Part A-Appl S. 36, 39-54 (2005).
- Villegas, I. F., Valle-Grande, B., Bersee, H. E. N., Benedictus, R. A comparative evaluation between flat and traditional energy directors for ultrasonic welding of CF/PPS thermoplastic composites. Compos Interface. , (2015).
- Levy, A., Le Corre, S., Villegas, I. F. Modelling the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J Mater Process Tech. , 1361-1371 (2014).
- Shi, H., Villegas, I. F., Bersee, H. E. N. Strength and failure modes in resistance welded thermoplastic composite joints: effect of fibre-matrix adhesion and fibre orientation. Compos Part A-Appl S. 55, 1-10 (2013).
- Villegas, I. F., Bersee, H. E. N. Ultrasonic welding of advanced thermoplastic composites. An investigation on energy-directing surfaces. Adv Polym Tech. 29 (2), 113-121 (2010).
- Harras, B. K., Cole, C., Vu-Khanh, T. Optimization of the ultrasonic welding of PEEK-carbon composites. J Reinf Plast Comp. 15 (2), 174-182 (1996).
Nachdrucke und Genehmigungen
Genehmigung beantragen, um den Text oder die Abbildungen dieses JoVE-Artikels zu verwenden
Genehmigung beantragenThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Alle Rechte vorbehalten